Термитные патроны для сварки проводов
Обновлено: 01.05.2024
Термитный патрон (шашка)
Термитные патроны предназначены для сварки алюминиевых и сталеалюминивыех или медных проводов диаметром от 5 до 32 мм.
Для сварки стальной проволоки диаметром от 3 до 5 мм используют термитные шашки.
В зависимости от сечения и типа свариваемого провода предлагается несолько вариантов термитных патронов (шашек).
Патрон состоит из кокиля, вкладыша и термитной массы. Шашка - только из кокия и термитной массы.
На кокиль нанесена термитная масса, при сварке провода заводятся в кокиль. Далее термитную массу поджигают с помощью термитной спички и происходит сварка.
Термитные патроны выпускаются двух видов:
1. Термитный патрон ПАС (для сварки алюминиевых и сталеалюминиевых проводов)
2. Термитный патрон ПА (для сварки кабелей и изолированных проводов с медными жилами)
3. Термитный патрон ПМС (для сварки кабелей и изолированных проводов с медными жилами малого диаметра)
| Термитный патрон ПА/ПМС | Термитный патрон ПАС | Термитная шашка |
| Устройство термитного патрона:
1 - термитный патрон; 1. провода выправляют, отторцовывают и зачищают стальной щеткой из кардоленты (при необходимости удаляют изоляцию на кабеле 50 мм);
Технические характеристики термитных патронов:
Технические характеристики термитных шашек:
Комплект поставки:
Оборудование и материалы для строительства и ремонта магистральных трубопроводов. Термитная сварка: виды, преимущество, применение
Термитная сварка основана на способности некоторых порошкообразных механических смесей металлов с окислами металлов (термитов) сгорать, выделяя большое количество тепла. В качестве окислов в термитных смесях используют железную окалину (закись железа), а в качестве горючих металлов — алюминий, магний и др. Источником кислорода в термите является окисел железа, а источником тепла — металл, входящий в смесь в чистом виде. Для получения теплового эффекта количество тепла, выделяющееся при сгорании горючего вещества, должно быть больше, чем требуется для разложения окисла. Характерным для термитной сварки является сгорание термита в течение нескольких секунд, за это время и выделяется все количество тепла. Виды термитной сварки и их применение Различают термитно-тигельную и термитно-муфельную сварки КС. Для термитно-тигельной сварки применяют сухие порошкообразные термитные смеси. При сварке стальных полос и стержней контуров заземления используют алюминиевый термит, состоящий из 23% алюминиевого порошка и 77% окалины (по массе). Процентное содержание алюминия и железной окалины в термитной смеси колеблется в зависимости от сорта окалины и чистоты алюминиевого порошка. Для увеличения выхода железа, выделяющегося при сгораний термита, а также снижения температуры реакции в термит добавляют стальные отходы гвоздильного производства. При термитной сварке стальных стержней и полос для этих же целей используют стальной вкладыш (кружок, закрывающий литниковое отверстие тигеля). Интенсивность процесса горения термита зависит от размеров зерен компонентов. Для стабильного ведения процесса сварки применяют гранулированные зерна размером от 0,25 до 1,5 мм. Для улучшения качества сварного соединения в термитные смеси вводят легирующие присадки — 80%-ный ферромарганец и ферросилиций в количествах соответственно 1,4 и 0,15% по массе. Особенность термитно-тигельной сварки состоит в том, что концы соединяемых стержней оплавляются и соединяются металлом, образующимся при сгорании термитной смеси. Для соединения стальных однопроволочных проводов линий связи применяют цилиндрические термитные шашки со сквозным продольным отверстием. Отверстие соответствует диаметру свариваемых проводов. Термитные шашки прессуются из смеси, содержащей 25% пиротехнического магния марки МПФ и 75% железной окалины. В качестве связующего вещества используется нитролак марки НЦ-551, который добавляется в количестве около 14% массы сухой смеси (сверх 100% смеси). Для сварки алюминиевых жил термитно-тигельный способ непригоден. Использовать термтно-муфельную сварку в таком виде, как она применяется для сварки стали, когда осуществляется непосредственный контакт между муфельной шашкой и алюминиевым проводом, неприемлемо по ряду причин: 1. при горении термитного муфеля алюминий вступает в реакцию, что приводит к выгоранию металла у поверхности свариваемых проводников, 2. продукты реакции попадают в алюминий сварочной ванны и ухудшают характеристики соединения, 3. провода на выходе из термитного муфеля оплавляются, что приводит к уменьшению их сечения, при сварке многопроволочных проводников отдельные проволочки жилы перегорают. Для сварки многопроволочных проводов разработаны термитные патроны , которые представляют собой термитную шашку с металлическим кокилем . При термитно-муфельной сварке (в отличие от термитно-тигельной) в результате сгорания термита не возникают продукты реакций в жидком виде. В процессе сгорания образуется пористая масса окиси магния, которая впитывает расплавленное железо, поэтому магниевый термит не дает жидких, растекающихся шлаков. Рецептура термитной массы для изготовления термитных шашек к патронам типов ПА, ПАС и др. та же, что и при изготовлении термитных шашек для соединения стальных однопроволочных проводов.
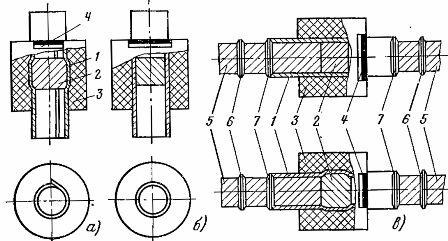
Сварку алюминия и его сплавов затрудняет пленка окиси алюминия, которой он быстро покрывается на воздухе. Поэтому удаление окислов и защита от дальнейшего окисления сварочной ванны имеют большое значение при сварке. Влияние окисной пленки уменьшают при помощи флюсов, которыми перед сваркой покрываются соединяемые проводники и присадочные прутки. Флюсы растворяют окись и переводят ее в легкоплавкий шлак, который всплывает на поверхность. При этом пленка жидкого шлака покрывает в процессе сварки поверхность расплавленного металла сварочной ванны, изолирует эту поверхность от воздуха и этим защищает от дальнейшего окисления. Однако остатки флюсов вызывают коррозию проводов, поэтому при выполнении КС следуем по возможности избегать применения флюсов. Одним из лучших является флюс марки АФ-4А, в состав которого входят хлористый натрий — 28%, хлористый калий — 50%, хлористый литий — 14%, фтористый натрий — 8% (по массе). Этот флюс можно применять только в тех случаях, когда сварное соединение полностью защищено от внешних воздействий. Значительно меньшую коррозию вызывает трехкомпонентный флюс ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит марки К-1 — 20%). Однако и при его применении необходимо принимать меры для защиты соединений от коррозии. Остатки флюсов на КС после сварки следует удалять зачисткой или промывкой. При сварке алюминиевых проводов термитным патроном в его литниковое отверстие вводят присадочный пруток, который плавится для увеличения жидкого металла в кокиле. В качестве присадочных прутков используется прутковый алюминий или зачищенные проволоки свариваемых проводов. Присадочные прутки изготавливают свиванием предварительно обезжиренных и зачищенных нескольких проволок диаметром 2 мм. Преимущества термитной сварки Термитную сварку выгодно отличают независимость от источников электроэнергии или газа, отсутствие потребности в сложном оборудовании, а также возможность выполнения соединений в линейных условиях монтажным, ремонтным и эксплуатационным персоналом. Термитная сварка неизолированных проводов Наиболее экономично соединять провода на высоковольтных линиях электропередачи термической сваркой. При этом способе не требуются сложное оборудование и специальный инструмент. Термитная сварка проводов, если она выполнена с полным соблюдением установленной технологии, является наиболее простым и надежным способом соединения. При термитной сварке образуется цельнометаллическое соединение концов проводов, сечение металла в котором больше, чем у соединяемых проводов, а электрическое сопротивление меньше, чем участка целого провода равной длины. Соединения многопроволочных проводов, выполненные термитной сваркой, не изменяют электрические характеристики с течением времени, а следовательно, не требуют дополнительных затрат рабочего времени на профилактические испытания. Однако сварочные соединения нужно выполнять только качественно. Некачественные соединения проводов могут получиться из-за небрежной подготовки провода, применения неотрегулированных клещей, недостаточной или чрезмерной, а также односторонней подачи, заедании проводов в патроне и т. д. Как показывает опыт работы по сварке проводов, наиболее частыми причинами некачественной сварки являются заедание проводов в патроне и односторонняя подача провода. Заедание одного из проводов в кокиле патрона также ведет к односторонней подаче провода. При сварке проводов на линиях электропередачи наблюдались случаи, когда при самой тщательной подготовке проводов и клещей сварка все же не получалась из-за односторонней подачи провода в кокиль термопатрона. Выполнение термитной сварки проводов Термитную сварку проводов производят с помощью термитных патронов (рис. 1). Термитный патрон для сварки алюминиевых и сталеалюминиевых проводов состоит из следующих основных элементов: кокиля из листовой стали толщиной 0,5 — 1,25 мм для защиты верхнего повива провода от пережога и попадания в зону сварки вредных примесей, образующихся от сгорания термитной массы, вкладыша из алюминия для образования зоны сварки и заполнения пустот, термитной шашки, которая при сгорании выделяет необходимое количество тепла для расплавления вкладыша и концов свариваемых проводов в зоне сварки. Термитный патрон для сварки медных проводов состоит из кокиля, изготовленного из листовой меди толщиной 1,5 — 2 мм или из медных труб, вкладыша из сплава меди с фосфором марки МФ-3 и термитной шашки.
Рис. 1. Термитные патроны: а — для алюминиевых и сталеалюминиевых проводов, б — для медных и бронзовых проводов, в — положение термитных патронов на проводах перед сваркой, 1—кокиль, 2 — вкладыш, 3 — термитный муфель (шашка), 4 — место этикетки, 5 — провод, 6 — ограничительный бандаж, 7 — асбестовое уплотнение. Правильная подготовка концов проводов под термитную сварку имеет большое значение для высококачественной сварки соединения. Концы должны быть тщательно очищены от загрязнений, обезжирены бензином от смазки и просушены. Удаление смазки с концов проводов и их сушка необходимы, так как при сгорании смазки или остатков бензина образуются газы, препятствующие заполнению места сварки расплавленным металлом и способствующие образованию раковин и каверн. Концы свариваемых проводов отторцовываются так, чтобы плоскость среза была ровной и строго перпендикулярной оси провода. Торцевание проводов сечением до 150 мм 2 производят монтажными ножницами для резки проводов, а проводов сечением более 150 мм 2 — при помощи ножовки или специального приспособления. Чаще всего некачественная сварка происходит из-за односторонней подачи концов провода вследствие того, что металл вкладыша плавится вначале с одной стороны и происходит затирание или заедание концов провода в кокиле. При термитной сварке проводов нужно следить за подачей концов свариваемых проводов с обоих концов кокиля. Металл в зоне сварки находится в жидком состоянии еще в течение нескольких минут после сгорания термитной массы и до тех пор, пока шлак, образовавшийся после сгорания термитной массы, не остынет до темного цвета. По этой же причине не следует спешить с ослаблением нажатия клещей и преждевременным отвертыванием воротков с плашками, крепящими концы проводов в клещах. Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта! Термопатрон АСПомимо сварки катодных выводов ЭХЗ, медный термит находит применение и в других областях. Таких как сварка проводов различной площади сечения и из различных материалов. Ниже представлены типы и марки патронов выпускаемых нашей компанией. Термитные патроны НГК для сварки алюминиевых и сталеалюминиевых проводов
Термитные патроны НГК для сварки медных проводов
Вспомогательные термоматериалы для поджига термитной смеси Термитные спички НГК и термоподжиг НГК необходимые сопутствующие материалы для термитной сварки. Термоподжиг может быть двух видов: со шнуром замедленного горения и с проводами для дистанционного поджига. Мы всегда готовы предоставить необходимые материалы согласно Вашим потребностям на данный момент. Термитные патроны для сварки проводов
Нужен полный текст и статус документов ГОСТ, СНИП, СП? РД 34.20.261-82 ТИПОВАЯ ИНСТРУКЦИЯ ПО СВАРКЕ НЕИЗОЛИРОВАННЫХ ПРОВОДОВ С ПОМОЩЬЮ ТЕРМИТНЫХ ПАТРОНОВ Срок действия с 01.01.82 РАЗРАБОТАНО Специальным конструкторско-технологическим бюро по высоковольтной и криогенной технике УТВЕРЖДЕНО Главным техническим управлением по эксплуатации энергосистем Заместитель начальника К.М.АНТИПОВ Изменение внесено изготовителем базы данных 1. ВВЕДЕНИЕ1.1. В Инструкции приведены сведения, необходимые для правильной и надежной сварки с помощью термитных патронов неизолированных алюминиевых, сталеалюминевых и медных проводов, изготовляемых по ГОСТ 839-80Е и применяемых на подстанциях и линиях электропередачи. Характеристики неизолированных проводов, изготовляемых по ГОСТ 839-80Е, приведены в приложении 1. 1.2. Требования настоящей Инструкции обязательны для: а) руководящего инженерно-технического персонала предприятий электростанций и электросетей, руководителей и ИТР электрических цехов, служб линий электропередачи и подстанций; б) руководящего инженерно-технического персонала, мастеров, бригадиров и электромонтеров, производящих монтажные работы с применением сварки проводов термитными патронами. 1.3. В Инструкции приведены общие указания по сварке проводов; указания мер безопасности; описание технологии сварки проводов с помощью термитных патронов, порядок проведения контроля качества сварки; правила перевозки, упаковки, хранения и учета термитных патронов и спичек. 1.4. При выполнении работ по сварке проводов следует, кроме настоящей Инструкции, руководствоваться: "Правилами технической эксплуатации электрических станций и сетей" (М.: Энергия, 1977)*; Сборником директивных материалов по эксплуатации энергосистем (Электротехническая часть) (М.: Энергия, 1980); Строительными нормами и правилами СНиП Ш-33-76**: часть III Правила производства и приемки работ, глава 33. Электротехнические устройства. * На территории Российской Федерации документ не действует. Действуют Правила технической эксплуатации электрических станций и сетей Российской Федерации, здесь и далее по тексту; ** На территории Российской Федерации документ не действует. Действуют СНиП 3.05.06-85. - Примечание изготовителя базы данных. 1.5. При правильном выполнении сварки проводов должно получаться надежное цельнометаллическое соединение концов проводов, имеющее хороший электрический контакт. Механическая прочность сваренных проводов меньше, чем целого провода вследствие отжига проволок провода, поэтому для получения необходимой механической прочности сваренных проводов в пролетах применяются зажимы соединительные, монтируемые методами скрутки или опрессовки. 1.6. С выходом настоящей Инструкции отменяется Инструкция по термитной сварке проводов воздушных линий электропередачи (М.-Л.: Госэнергоиздат, 1961) и Инструкция по соединению многопроволочных проводов способом термитной сварки, N1/60 (М.: ЦВЛ Мосэнерго, 1960). 2. ОБЩИЕ УКАЗАНИЯ2.1. Термитные патроны для сварки неизолированных проводов (рис.1) изготовляются: а) типа ПАС по ГОСТ 18492-79*, состоящие из запрессованной на стальной трубке термитной шашки и вкладыша из алюминия. На термитных шашках сбоку (со стороны наиболее рыхлой части), с которой производится поджигание термитной шашки, нанесена красная метка; * На территории Российской Федерации документ не действует. Действуют ТУ РБИД.771936.001, являющиеся авторской разработкой. За дополнительной информацией обратитесь по ссылке , здесь и далее по тексту. - Примечание изготовителя базы данных б) типа ПА по ТУ 82-547-80*, состоящие из одеваемой на стальную трубку термитной шашки с вертикальным отверстием и колпачков или втулок, одеваемых на свариваемые провода; * ТУ, упомянутые здесь и далее по тексту, являются авторской разработкой. За дополнительной информацией обратитесь по ссылке. - Примечание изготовителя базы данных. в) типа ПМ по ТУ 84-496-74, состоящие из медной трубки, закрепленного в ней вкладыша из фосфористой меди и напрессованной на трубку термитной шашки. |