Травматизм при сварочных работах
Обновлено: 19.09.2024
Уровень профессиональной заболеваемости в машиностроении, где в больших объемах применяют электродуговая сварка, значительно выше, чем в других отраслях промышленности.
Неблагоприятное воздействие вредных факторов на здоровье работников и вызванные ими профессиональные заболевания в сварочном производстве можно разделить на три основные группы:
1. Заболевания, вызванные воздействием химических факторов.
2. Заболевания вследствие физической нагрузки, а также однообразных, часто повторяющихся движений, вынужденной позы.
3. Заболевания, вызванные физическими факторами (нагрев или охлаждение, микроклимат, шум, ультрафиолетовое и инфракрасное излучение).
Наличие опасных и вредных производственных факторов является неотъемлемым следствием сварочного процесса. Среди них наибольшую угрозу для здоровья сварщиков составляет сварочный аэрозоль (СА), от которого до сих пор сварщик защищен очень слабо. Влияние СА на организм приводит к бронхо-легочным заболеваниям. Пневмокониоз, оказавшийся у сварщиков, отработавших в сварочных цехах более 15 лет, и хронический бронхит, который возникает уже через 5 лет работы. При выполнении сварочных работ в недоступных для вентилирования замкнутых пространствах период развития пневмокониоза сокращается до 5 лет.
К профессиональным заболеваниям сварщиков относятся также отравление марганцем, характеризующееся поражением центральной нервной системы. Наличие в воздухе высоких концентраций монооксида углерода может быть причиной как острого, так и хронического отравления. Влияние оксидов азота в закрытых помещениях может проявляться развитием отека легких. Повышенное содержание твердых и газообразных соединений фтора в СА приводит к поражению слизистой оболочки верхних дыхательных путей, бронхов, развития бронхопневмонии. Озон в малых количествах имеет раздражающее действие, а в больших - разрушительное действие на верхние дыхательные пути.
Все виды сварки металлов открытой дугой, за исключением сварки под флюсом, являются источником видимого излучения, ультрафиолетовых (УФ) лучей, искр и брызг расплавленного металла и шлака. Большинство этих процессов сопровождается инфракрасным (ИК) излучением сварочной дуги и нагретого основного металла. С увеличением расстояния от дуги интенсивность УФ радиации снижается. Облучение тела сварщика зависит от отражающих и пропускных свойств спецодежды. Влияние УФ излучения на незащищенные глаза может привести к электроофтальмии , ухудшению зрения, конъюнктивиту и другим заболеваниям.
Сварочный процесс является одним из мощных производственных источников инфракрасного излучения. Его влиянию подлежат не только непосредственно сварщики, но и рабочие других специальностей, находящихся поблизости. ИК излучение при сварке изделий с подогревом, особенно крупных деталей, является фактором, формирующим условия микроклимата в производственных помещениях. Негативное влияние на здоровье сварщиков производит также переохлаждение организма во время строительно-монтажных работ в холодный период года.
Психофизиологическое воздействие на сварщика проявляется в виде физических и нервно-психических нагрузок. Физические нагрузки вызывают у человека статические и динамические напряжения, зависящие от массы сварочного инструмента, гибкости шлангов и проводов, длительности непрерывной работы, поддержание рабочей позы. В результате статического перенапряжения может возникнуть заболевание нервно-мышечного аппарата плечевого пояса. Нервно-психические нагрузки приводят к перенапряжению зрительных анализаторов и возникновению нервно-эмоционального напряжения у сварщиков. Эти нагрузки зависят от напряжения зрения, вызванного непрерывными наблюдениями за недостаточно контрастными элементами зоны сварки небольших размеров, ответственностью за высокое качество сварных соединений и сложностью работы. Перенапряжение зрительных анализаторов может привести к усталости и как следствие - к нарушению сократительной функции мышц глаз. Нервно-эмоциональное напряжение может нарушить функциональное состояние сердечно-сосудистой и центральной нервной систем.
Проблема создания здоровых и безопасных условий труда сварщиков остается актуальной. Для ее решения необходим более радикальный подход, в частности, как показывает мировой и отечественный опыт, надо совместить технологические и санитарно-технические мероприятия, а также применять средства индивидуального защиты органов дыхания сварщиков. Первое направление – технологическое – предполагает снижение уровня выделения СА в воздух путем усовершенствования процесса сварки, выбора технологии и способа сварки, вида и марки сварочного материала, защитного газа и режима сварки. Второе направление – санитарно-техническое – предусматривает локализацию и нейтрализацию СА путем применения современных эффективных средств местной вентиляции. Третье направление – применение средств индивидуальной защиты нового поколения, позволяет защищать органы дыхания сварщиков в различных производственных условиях. В зависимости от условий труда, а также от требований к качеству сварного соединения, необходимо пользоваться комплексом этих мероприятий, или отдельными из них.
Особенности профессиональных заболеваний электросварщиков при выполнении сварочных работ на производстве
Встатье рассматривается воздействие опасных и вредных производственных факторов при работе электросварщиков. Описаны профессиональные заболевания в зависимости от состава сварочного аэрозоля. Изучены меры профилактики профессиональных заболеваний.
Ключевые слова: электросварщик, профессиональное заболевание, сварочный аэрозоль, профилактика, средства индивидуальной защиты.
In article influence of dangerous and harmful production factors during the work of electric welders is considered. Occupational diseases depending on structure of a welding aerosol are described. Measures of prevention of occupational diseases are studied.
Keywords: electric welder, occupational disease, welding aerosol, prevention, means of individual protection.
Актуальность рассматриваемой темы связана с насущной проблемой производственной безопасности при электро- и газосварочных работах на производстве.
Самый большой вред сварка может принести самим электросварщикам. В процессе выполнения своей работы они подвергаются воздействиям вредных и опасных производственных факторов различного происхождения. Основные причины несчастных случаев при электросварке — это отсутствие средств индивидуальной защиты, поражение электрическим током сварщиков по различным причинам (например, отсутствие заземления металлических частей; отсутствие защиты на частях, проводящих ток), при газовой сварке — взрыв газовоздушной смеси от источника открытого огня, излучение пламени, искрение расплавленных металлов и шлаков. Эти факторы могут привести к травматическим повреждениям и профессиональным заболеваниям.
Электросварщики в процессе трудовой деятельности подвергаются воздействию целого комплекса опасных и вредных производственных факторов физической и химической природы.
К вредным производственным факторам (ВПФ)относятся: повышенная запыленность и загазованность воздуха рабочей зоны, ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий.
К опасным производственным факторам (ОПФ) при сварке относятся: воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия; подъемно-транспортное оборудование [1–3].
Наиболее распространенными профзаболеваниями у сварщиков являются заболевания дыхательных путей: пневмокониоз, профессиональный бронхит, гиперчувствительный пневмонит, бронхиальная астма (рис. 1).
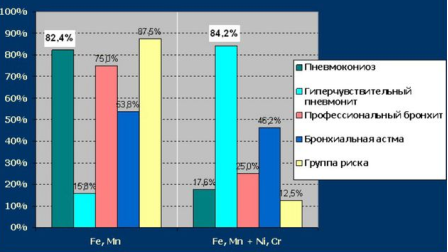
Рис. 1 Профзаболевания сварщиков в зависимости от состава сварочного аэрозоля
Причиной профзаболеваний являются пыль и газы, выделяемые в процессе сварки. Их состав определяется содержанием покрытия и составом свариваемого и электродного металла. При автоматической сварке количество газов и пыли значительно меньше, чем при ручной сварке.
Основными компонентами пыли при сварке и резке сталей являются окислы железа, марганца и кремния (около 41, 18 и 6 % соответственно).
При сварке выделяются вредные газообразные вещества, которые, попадая в организм через дыхательные пути и пищевой тракт, иногда приводят к тяжёлым поражениям всего организма. К наиболее вредным газам, выделяющимся при сварке, относятся окислы азота, вызывающие заболевания легких и органов кровообращения; окислы углерода, которые, накапливаясь в помещении, приводят к раздражению дыхательных путей; озон образуется при сварке в инертных газах, быстро вызывает раздражение глаз, сухость во рту и боли в груди; фтористый водород действует на дыхательные пути, вызывая раздражение слизистых оболочек [4].
Основными причинами травматизма при сварочных работах являются: ожоги, отравление организма, травматизм при взрывах, слезотечение, ушибы, переломы, падения, травматизм при поражении электрическим током, облучение излучением.
Таким образом, в процессе трудовой деятельности сварщик подвергается воздействию многочисленных вредных и опасных производственных факторов.
К наиболее вредным выделениям относятся окислы марганца, вызывающие органические заболевания нервной системы, легких, печени и крови.Длязащиты органов дыханиясварщика и подручного рабочего следует применять защитныемаски сварщикаи фильтрующие респираторы [5].
Наибольшее значение имеет ультрафиолетовая часть спектра, увеличивающая риск возникновения онкологических заболеваний. Лучевые ожоги глаз проявляются не сразу, а спустя 4–6 часов [1].
Сегодня на рынке представлено множество видов и моделей защиты глаз. Основными являются специальные очки, щитки,сварочные маски, шлемы. Они могут быть оснащены светофильтрами, либо фильтры могут приобретаться отдельно, в качестве дополнительного компонента. Светофильтры могут быть несъемными либо съемными, затемняющимися, автоматическими и другими. Как правило, для постоянных сварочных работ приобретаются сразу несколько модификаций предметов защиты, а непосредственный выбор зависит от конкретноговида сварки.
Сварочные работы относят к категории работ с повышенной опасностью, что обусловливает соответствующие требования к организации и оборудованию рабочих мест, обслуживающему сварочные аппараты и установки персоналу. Все вредные и опасные производственные факторы, связанные с электрической и газовой сваркой, учтены в инструкциях по охране труда для электрогазосварщиков. Кроме проведения инструктажа по технике безопасности, на рабочих местах также рекомендуется развешивать плакаты «Техника безопасности при сварочных работах», которые включают в себя плакаты по защитным средствам, электробезопасности, газовой сварке, взрывоопасности и пожароопасности. Согласно этим плакатам, в защитные средства входят щитки сварщика, очки защитные, респираторы, каски-маски, защитная одежда и обувь, а также вытяжное устройство, металлические экраны, брезентовые огнестойкие шторы. В плакате «Электробезопасность при ручной дуговой сварке» рассматривается правильное подключение к сети сварочного оборудования, а также рекомендации по правильной эксплуатации оборудования. Плакат «Газовая сварка» включает в себя описание устройства безопасности ацетиленового генератора, проверку инжекции, порядок зажигания горелки, проверку исправности газового баллона. Плакаты «Взрыво- и пожароопасность» представляют собой перечисление основных мер противопожарной безопасности [3].
К мерам профилактики профессиональных заболеваний можно также отнести и проведения профосмотров — как при приеме на работу, так и при текущих регулярных обследованиях работников.
К необходимым средствам коллективной защиты относятся обеспечение достаточной вентиляции в производственных помещениях, правильная организация рабочих мест, контроль за соблюдением противопожарной безопасности.
1. Трудовой Кодекс Российской Федерации от 30.12.2001 N 197-ФЗ (ред. от 13.07.2015).
2. Сажин Е. Б. Разработка метода повышения безопасности труда при проведении сварочных работ: На примере газовой промышленности. М, 1999, 208 с.
3. А. В. Фролов, В. А. Лепихова, Н. В. Ляшенко, С. Л. Пушенко, Н. Н. Чибинев, А. С. Шевченко «Безопасность жизнедеятельности и охрана труда в строительстве». Ростов-на-Дону, Феникс, 2009 г.
4. Профессиональный портал «Сварка. Резка. Металлообработка»2010–2015.
5. Брауде М. З. Охрана труда при сварке в машиностроении. М, 1977г.
Основные термины (генерируются автоматически): газовая сварка, сварочный аэрозоль, воздействие, заболевание, индивидуальная защита, инфракрасное излучение, мера профилактики, плакат, противопожарная безопасность, работа, сварка, трудовая деятельность, электрический ток.
24. Основные виды травматизма при выполнении электросварочных работ
Травмы различного рода механического характера при подготовке тяжелых изделий к сварке и в процессе сварки.
25. Техника безопасности при выполнении сварочных работ
Во избежание поражения электрическим током необходимо соблюдать следующие условия:
Корпуса источников питания дуги, сварочного вспомогательного оборудования и свариваемые изделия должны быть надёжно заземлены;
Заземление осуществляют медным проводом, один конец которого закрепляют к корпусу источника питания дуги к специальному болту с надписью «Земля», второй конец присоединяют к заземляющей шине или к металлическому штырю, вбитому в землю;
Заземление передвижных источников питания производиться до их включения в силовую сеть, а снятие заземления – после отключения от силовой сети;
Для подключения источников сварочного тока к сети используются настенные ящики с рубильниками, предохранителями и зажимами. Длина проводов сетевого питания не должна быть более 10 м. Для того, чтобы нарастить провод, применяют соединительную муфту с прочной изоляционной массой или провод с электроизоляционной оболочкой. Провод подвешивают на высоте 2,5-3,5 м. Спуски заключают в заземлённые металлические трубы. Вводы и выводы должны иметь втулки или воронки, предохраняющие провода от перегибов, а изоляцию – от порчи;
Сварочное оборудование должно находиться под навесом, в палатке или в будке для предохранения от дождя и снега. При невозможности соблюдения таких условий сварочные работы не производят, а сварочную аппаратуру укрывают от воздействия влаги;
Присоединять и отсоединять от сети электросварочное оборудование, а так же наблюдать за его исправным состоянием в процессе эксплуатации обязан электротехнический персонал. Сварщикам запрещается выполнять эти работы;
Все сварочные провода должны иметь исправную изоляцию и соответствовать применяемым токам. Применение проводов с ветхой и растрёпанной изоляцией категорически запрещается;
При сварке швов резервуаров, котлов, труб и других закрытых и сложных конструкций необходимо пользоваться резиновым ковриком, шлемом и галошами. Для освещения следует пользоваться переносной лампой напряжением 12 В;
При работах внутри резервуара или при сварке сложной конструкции, а так же при сварке ёмкостей из-под горючих и легковоспламеняющихся жидкостей к сварщику назначается дежурный наблюдатель, который обязан обеспечить безопасность работ и при необходимости оказать первую помощь. При поражении электрическим током пострадавшего необходимо освободить от электропроводов.
Защита зрения и открытой поверхности кожи от лучей электрической дуги. Горение сварочной дуги сопровождается излучением видимых ослепительно ярких световых лучей и невидимых ультрафиолетовых и инфракрасных лучей.
Яркость видимых лучей значительно превышает норму, допускаемую для человеческого глаза, и поэтому, если смотреть на дугу не вооружённым глазом, то она производит ослепляющее действие. Ультрафиолетовые лучи даже при кратковременном действии в течение нескольких секунд вызывают заболевание глаз, называемое электрофтальмией. Оно сопровождается острой болью, резью в глазах, слезотечением, спазмами век. Продолжительное облучение ультрафиолетовыми лучами вызывает ожоги кожи.
Инфракрасные лучи при длительном воздействии вызывают помутнение хрусталиков глаза (катаракту), что может привести к временной частичной и даже полной потере зрения. Тепловое действие инфракрасных лучей вызывает ожоги кожи лица.
Для защиты зрения и кожи лица от световых и невидимых лучей дуги электросварщики и их подручные должны закрывать лицо щитком. Маской или шлемом, в смотровые отверстия, которых вставлено специальное стекло-светофильтр. Светофильтр выбирают в зависимости от сварочного тока и вида сварочных работ;
Для защиты от воздействия излучений в стационарных цехах устанавливают закрытые сварочные кабины. А при строительных и монтажных работах применяются переносные щиты или ширмы.
Защита от брызг металла и шлака. В процессе сварки и при уборке и обивке шлака капли расплавленного металла и шлака могут попасть в складки одежды, карманы, ботинки, прожечь одежду и причинить ожоги.
Во избежание ожогов сварщик должен работать в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе. Куртку не следует заправлять в брюки;
Карманы должны быть плотно закрыты клапанами;
Брюки надо носить поверх обуви;
При сварке потолочных, горизонтальных и вертикальных швов необходимо надевать брезентовые нарукавники, плотно завязывать их поверх рукавов у кистей рук;
Зачищать швы от шлака и флюса следует лишь после их полного остывания и обязательно в очках с простыми стёклами.
Защита от отравлений вредными газами. Особенное загрязнение воздуха вызывает сварка электродами. Состав пыли и газов определяется содержанием покрытия, составом свариваемого электродного (или присадочного) металла. При автоматической сварке количество газов и пыли значительно меньше, чем при ручной сварке.
Удаление вредных газов и пыли из зоны сварки, а также подача чистого воздуха осуществляется местной и общей вентиляцией.
При оборудовании сварочных кабин обязательно предусматривается местная вытяжная вентиляция с верхним, боковым или нижним отсосом, удаляющая газы и пыль непосредственно из зоны сварки. Общая вентиляция должна быть приточно-вытяжной, производящей отсос загрязнённого воздуха из рабочих помещений и подачу свежего.
В зимнее время воздух подогревают до температуры 20-22°С с помощью специального нагревателя-калорифера.
При сварке в закрытых резервуарах и замкнутых конструкциях необходимо обеспечить подачу свежего воздуха под небольшим давлением по шлангу непосредственно в зону дыхания сварщика. Объём подаваемого свежего воздуха должен быть не менее 30 м3/ч. Без вентиляции сварка в закрытых резервуарах и конструкциях не разрешается.
Вентиляционные устройства должны обеспечить воздухообмен при ручной электродуговой сварке электродами с качественными покрытиями 4000 - 6000 м 3 на 1 кг расхода электродов, при автоматической сварке под флюсом – около 200 м 3 на 1 кг расплавляемой проволоки, при сварке в углекислом газе – до 1000 м 3 на 1 кг расплавляемой проволоки.
Основные положения техники безопасности при проведении сварочных работ
Нарушение техники безопасности при проведении сварочных работ нередко приводит к самым печальным последствиям – пожарам, взрывам и, как следствие, травмам, а то и гибели людей.
Также при сварке возможны следующие травмы: поражение электрическим током, ожоги от шлака и капель металла, травмы механического характера.
Для предотвращения всех этих положений важно неукоснительно соблюдать следующие меры предосторожности.
1. Надежная изоляция всех, проводов, связанных с питанием источника тока и сварочной дуги, наличие геометрически закрытых включающих устройств, заземление корпусов сварочных аппаратов. Заземлению подлежат: корпуса источников питания, аппаратного ящика, вспомогательное электрическое оборудование. Сечение заземляющих проводов должно быть не менее 25 мм 2 . Подключением, отключением и ремонтом сварочного оборудования занимается только дежурный электромонтер. Сварщикам запрещается производить эти работы.
2. Применение в источниках питания автоматических выключателей высокого напряжения, которые в момент холостого хода разрывают сварочную цепь и подают на держатель напряжение 12 В.
3. Надежное устройство электрододержателя с хорошей изоляцией, которая гарантирует, что не будет случайного контакта токоведущих частей электрододержателя со свариваемым изделием или руками сварщика (ГОСТ 14651-69). Электрододержатель должен иметь высокую механическую прочность и выдерживать не менее 8000 циклов зажима электродов.
4. Работа в исправной сухой спецодежде и рукавицах. При работе в тесных отсеках и замкнутых пространствах обязательно использование резиновых галош и ковриков, источников освещения с напряжением не свыше 6-12 В.
5. При работе на электронно-лучевых сварочных установках необходимо максимально полная защита от воздействий жесткого рентгеновского излучения, связанного с горением дуги. Особую опасность для представляет и световой луч квантовых генераторов (лазеров), так как даже отраженные лучи лазера могут вызвать тяжелое повреждение глаз и кожи. Поэтому лазеры имеют автоматические устройства, предотвращающие такие поражения, однако лишь при условии строгого соблюдения производственной инструкции операторами-сварщиками, работающими на этих установках.
Защитные стекла, вставленные в щитки и маски, снаружи закрывают простым стеклом для предохранения их от брызг расплавленного металла. Щитки изготовляют из изоляционного металла - фибры, фанеры и т.д. По форме и размерам они должны полностью защищать лицо и голову сварщика (ГОСТ 1361-69).
Для ослабления резкого контраста между яркостью дуги и малой яркостью темных стен (кабины) последние должны быть окрашены в светлые тона (серый, голубой, желтый) с добавлением в краску окиси цинка с целью уменьшения отражения ультрафиолетовых лучей дуги, падающих на стены.
При работе вне кабины для защиты зрения работающих сварщиков и вспомогательных рабочих должны применяться переносные щиты и ширмы.
Предотвращение опасности поражения брызгами расплавленного металла и шлака.
Образующиеся при дуговой сварке брызги расплавленного металла имеют температуру до 1800 градусов Цельсия, при которой одежда из обычной ткани разрушается. Для защиты от таких брызг обычно используют спецодежду (брюки, куртку и рукавицы) только из специальной ткани. Куртки при работе не следует вправлять в брюки, а обувь должна иметь гладкий верх, чтобы брызги расплавленного металла не попадали внутрь одежды, так как в этом случае возможны тяжелые ожоги.
Для защиты от соприкосновения с влажной, холодной землей и снегом, а также с холодным металлом при наружных работах и в помещении сварщики должны обеспечиваться теплыми подстилками, матами, подколенниками и подлокотниками из огнестойких материалов с эластичной прослойкой.
Предотвращение отравления вредными газами и аэрозолями, выделяющимися при сварке.
Высокая температура дуги (6000-8000 °С) неизбежно приводит к тому, что часть сварочной проволоки, покрытий, флюсов переходит в парообразное состояние. Эти пары, попадая в атмосферу цеха, конденсируются и превращаются в аэрозоль конденсации, частицы которого по дисперсности приближаются к дымам и легко попадают в органы дыхания сварщиков. Эти аэрозоли представляют одну из главных профессиональных опасностей труда сварщиков. Количество пыли в зоне дыхания сварщика зависит главным образом от способа сварки и свариваемых материалов, но в известной степени определяется и типом конструкций. Химический состав электросварочной пыли зависит от способов сварки и видов основных и сварочных материалов.
Существуют строгие требования и к обеспечению вентиляции и очистке воздуха при сварочных работах. Для улавливания сварочного аэрозоля на стационарных постах (а там, где это возможно, и на нестационарных) необходимо устанавливать местные отсосы в виде вытяжного шкафа, вертикальной или наклонной панели равномерного всасывания для стола с подрешеточным отсосом и др. При сварке крупногабаритных серийных конструкций на кондукторах, манипуляторах и т. п. местные отсосы необходимо встраивать непосредственно в эти приспособления. При автоматической сварке под флюсом, в защитных газах, а также при электрошлаковой сварке применяют устройства с местным отсосом газов.
Меры взрыво- и пожарной безопасности
При использовании баллонов со сжатыми газами необходимо соблюдать установленные меры безопасности: не бросать баллоны, не устанавливать их вблизи нагревательных приборов, не допускать совместного хранения баллонов с кислородом и горючими газами. Газовые баллоны следует хранить в вертикальном положении. При замерзании влаги в редукторе баллона с СО2 необходимо отогревать его только посредством специального электроподогревателя, либо обкладывая ветошью, пропитанной горячей водой. Категорически запрещается отогревать любые баллоны со сжатыми газами открытым пламенем, так как это почти неизбежно приводит к взрыву баллона.
Взрывоопасность существует и при выполнении работ в помещениях, имеющих большое количество пылевидных органических веществ (пищевой муки, торфа, каменного угля). Эта пыль при определенной концентрации может давать взрывы большой силы. Помимо тщательной вентиляции для производства сварочных работ в таких помещениях требуется специальное разрешение органов пожарной охраны.
Предотвращение пожаров от расплавленного металла и шлака. Опасность возникновения пожаров по этой причине существует в тех случаях, когда сварку выполняют по металлу, закрывающему дерево либо горючие изолировочные материалы, на деревянных лесах, вблизи легко воспламеняющихся материалов и т. п. Все указанные варианты сварки не должны допускаться.
Профилактика травматизма при сборке и транспортировке сварных узлов
Предотвращение травм, связанных со сборочными и транспортными операциями (травмы механического характера). Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Основные причины травматизма при сборке и сварке:
- отсутствие транспортных средств для транспортировки тяжелых деталей и изделий; неисправность транспортных средств;
- неисправность такелажных приспособлений; неисправный инструмент: кувалды, молотки, гаечные ключи, зубила и т. п.;
- отсутствие защитных очков при очистке швов от шлака;
- отсутствие спецодежды и других защитных средств.
Меры безопасности в этом случае:
- все указанные средства и инструменты следует периодически проверять;
- такелажные работы должны производить лица, прошедшие специальный инструктаж;
- от рабочих необходимо требовать соблюдения всех правил по технике безопасности, включая работу в спецодежде, рукавицах;
- использование средств индивидуальной вентиляции (где это необходимо) и т. д.
Важное значение имеет внедрение комплексной механизации и автоматизации, что значительно уменьшает опасность травм такого рода.
Читайте также: