Требования к сварке валиков слоев шва
Обновлено: 20.09.2024
Для повышения надежности и прочности сварных конструкций, снижения внутренних напряжений и деформаций применяют специальный порядок сварки.
Под порядком выполнения сварных швов понимают последовательность выполнения шва по длине и способе заполнения разделки.
Сварки протяженных швов
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы :
- короткие швы до 250 мм спариваемые за один проход;,
- средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом;
- длинные швы свыше 1 метра рекомендуется
варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками.
При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок варят в направлении, обратном общему направлению сварки. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
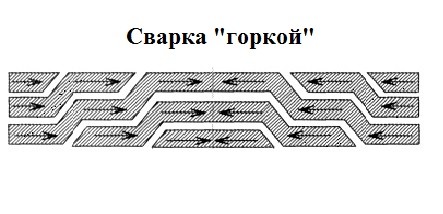
Сварка «горкой»
Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Порядок сварки труб
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило труба находится в поворотном положении и сварку приходится везти и в потолке и на подъем. Что требует высокой квалификации сварщика. Сварку не поворотных стыков труб диаметром до 219 мм начинают снизу в потолочном потолочном положении, отступив от нижней точки 10-15 мм. Сваривают половину стыка до верхней точки трубы. Зачищают начало и конец сваренного участка механическим способом с обеспечением плавного перехода высоты валика шва к притуплению кромок. Выполняют сварку второго участка шва, начиная сварку с потолочного положения, со смешением начала его сварки на 10-10 мм на первый участок и перекрывают окончание первого участка на 10-10 мм.
Последовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым способом, при этом длина каждого участка должна быть в пределах 200-250 мм. Порядок сварки показан на рисунке. Длина участков последующих слоев может составлять половину окружности стыка.
Сварку труб большого диаметра желательно производить одновременно двумя сварщиками. Каждый варит половину стыка, с противоположенных сторон трубы. Сварка также выполняться снизу в вверх.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Требования к сварке валиков слоев шва
В сварочной практике, в нормативной и технической документации имеются некоторые разногласия в требованиях к выполнению облицовочных и заполняющих слоев. В данной публикации рассмотрим и проведем небольшой анализ требований к ширине валиков.
В технической литературе и нормативных документах встречается несколько значений терминов: узкий, ниточный, стрингерный, уширенный, широкий шов, проход, валик. Определения этих швов, как и поперечные размеры, разнятся от источника к источнику. Для примера можете ознакомиться приведенными ниже выдержками из различных источников.
- Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах:
Stringer bead — Узкий валик.
Валик непрерывного сварного шва без заметного колебания в поперечном сечении. В отличие от волнистого шва.

п. 7.14.9. В случаях указанных в пп. 7.14.7 и 7.14.8 ремонт сварных соединений (наплавку валиков) проводить по технологиям сварки как для разнотолщинных соединений одного диаметра с выполнением ниточных (стрингерных) швов для обеспечения плавного перехода от сварного соединения к основному металлу.
п. 3.12. Ниточный валик: Одиночный сварной шов, выполняемый без поперечных колебаний и накладываемый на основную трубу или на торец муфты при заварке коррозионных и механических повреждений, а также установке приварных ремонтных конструкций (муфт, усиливающих накладок и патрубков).
п. 7.1.5. Сварка стыков труб в узкую разделку с углом скоса кромок 7° (тип Тр-3а по табл. 6.2) во избежание зашлаковки и несплавлений в корневой части шва должна выполняться следующим образом:
корневой слой накладывается ниточным швом без колебательных поперечных движений электрода; диаметр электрода – не более 3 мм;
п. 13.2. Сварка стыков труб из аустенитных сталей должна производиться с минимальным тепловложением. С этой целью следует:
ручную дуговую сварку вести почти без поперечных колебаний электрода узкими валиками шириной не более трех диаметров электрода; при диаметре электрода 2,5 мм высота валика должна быть 2,5 - 4 мм, при диаметре электрода 3 мм высота валика - 3 - 5 мм.
- Сварка за один проход предпочтительнее при ширине шва не более 14-16мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины [Лосев В.А., Юхин Н.А. - Иллюстрированное пособие сварщика]
- Валик – Металл сварного шва, наплавленный или переплавленный за один проход [ГОСТ 2601-84 Сварка металлов. термины и определения основных понятий]
- Уширенный валик – валик, полученный при сварке с поперечными колебаниями сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]

- Валик/проход – валик, полученный при сварке без поперечных колебаний сварочной проволоки или сварочного инструмента [ГОСТ Р ИСО 857-1-2009. Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения]
- Узкий валик – валик сварного шва, образованный без заметного поперечного движения [ASME SECIX-2001 QW/QB-492];
- Уширенный валик – для ручного или полуавтоматического процесса, валик сварного шва, сформированный с помощью возвратно-поступательного поперечного движения. Смотрите также осцилляция [ASME SECIX-2001 QW/QB-492]
- Узкий валик; ниточный валик (stringer bead) - Валик, наплавленный без поперечных колебаний прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Широкий валик (weave bead) - Валик, наплавленный при поперечном колебании прутка присадочного материала или сварочного инструмента [CEN/TR 14599:2005 - Термины и определения по сварке в соответствии с EN 1792]
- Если продольное перемещение электрода производить без поперечных колебаний, то ширина валика обычно составляет: b = (0,8 ÷ 1,5) dэл. Такие валики применяют при выполнении первого слоя в разделку многопроходного шва, при сварке тонкого металла, а также при сварке с опиранием на чехольчик толстого покрытия. Нормально сформированный однопроходный шов в большинстве случаев должен иметь ширину b = (2 ÷ 4) dэл. [Думов С.И. - Технология электрической сварки плавлением]

- Узкий валик накладывают при проваре корня шва, сварке тонких листов и других случаях. Чем медленнее сварщик перемещает электрод вдоль шва, тем шире получается валик. Обычно при сварке тонкопокрытыми электродами ширина узкого валика колеблется в пределах 0,8 – 1,5 диаметра стержня электрода. При узком, но высоком валике объем наплавленного металла невелик, он застывает быстрее и растворенные в металле невыделившиеся газы делают шов пористым. Поэтому чаще применяют уширенные валики. Лучшее качество сварки получается при ширине валика, равной 2,5 – 3 диаметра электрода. [Глизманенко Д.Л. - Сварка и резка металлов]
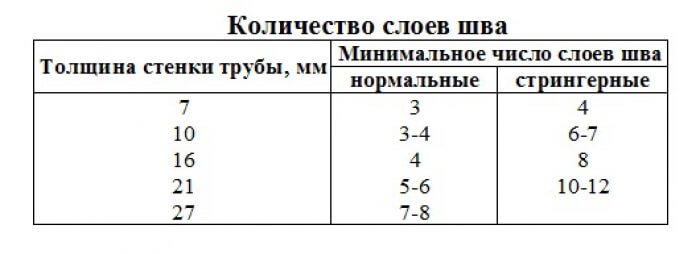
В нормативной и технической документации требования к ширине облицовочных и заполняющих валиков сварного соединения даны в очень малом объеме. Таблица ниже взята из Рекомендаций по применению РД 03-615–03.

Выдержки из документов, рекомендующих сварку облицовочного и заполняющего слоя в несколько валиков:
ОСТ 36-57-81 Трубопроводы стальные технологические из углеродистых и легированных сталей на давление Ру до 9,81 МПа (100 кгс/см2). Ручная аргонодуговая сварка. Типовой технологический процесс. П. 2.4.22 Таблица 4.
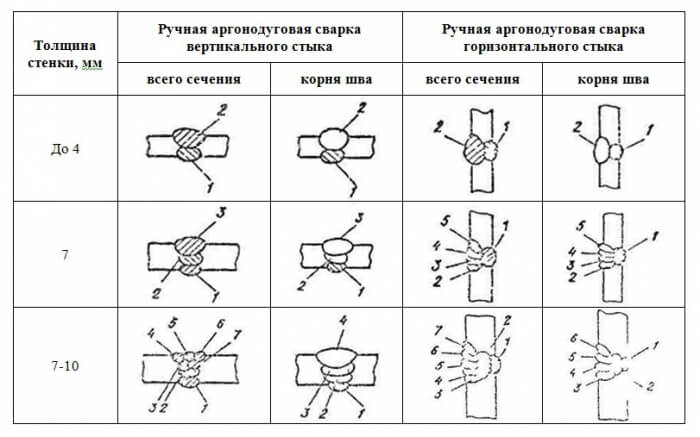
Примечания. Заштрихованы валики сварных швов, выполненных аргонодуговым способом.
Цифры обозначают последовательность наложения валиков в слоях сварного шва
Проанализировав информацию из различных источников, я условно выделил три разновидности валиков, применительно к РД сварке:
1) Ниточный / узкий валик – валик, накладываемый без поперечных колебаний электрода или сварочного инструмента.
Чаще всего применяется для заварки корневого слоя, сварки аустенитных сталей, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.

2) Уширенный валик – валик шириной до 14 мм (в среднем не более 3-х диаметров электрода).
Чаще всего применяется для сварки угловых швов, горизонтальных швов, толстостенных конструкций, сварки аустенитных сталей.

3) Широкий валик – валик шириной 14-35 мм.
Чаще всего применяется для заполняющих слоев в нижнем и вертикальном положениях (техника сварки слоями повышенной толщины по РТМ-1с).

Необходимо указать, что для других способов сварки и марок сталей размеры этих валиков будут существенно различаться.
В заключение хотелось бы отметить, почему сварка узкими валиками более предпочтительна.
Сварка уширенными и в обоснованных случаях узкими валиками (многослойными многопроходными швами) способствует следующему:
- остаточные сварочные напряжения имеют более низкие значения [Каракозов Э.С. - Справочник молодого электросварщика]
- металл сварного шва имеет более мелкозернистую структуру за счет меньшего объема сварочной ванны [Каракозов Э.С. - Справочник молодого электросварщика]
- облегчается обеспечение более плавного перехода к основному металлу [СТО Газпром 2-2.4-083-2006]

- При слишком широком валике производительность сварки будет меньше [Глизманенко Д.Л. - Сварка и резка металлов]
* Тудвасев в своей книге указывает, что ширину валика брать по диаметру электрода с покрытием. Ниточный валик по ширине равен 1-2 диаметрам электрода с покрытием, среднее значение ширины валика – 1,5-3 диаметра электрода с покрытием.
Такие швы, сваренные узкими валиками, отличаются надлежащим качеством и хорошим внешним видом шва. Это показывает высокую квалификацию сварщика.
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
5.1.8. При температуре эксплуатации ниже минус 40 О С сварку труб из углеродистой стали производят только электродами с основным покрытием.
5.1.9. Минимальная температура окружающего воздуха при которой может выполняться прихватка и сварка стыков трубопроводов, приведена в таблице 5.2. При более низкой температуре воздуха сварка должна выполняться в помещении или укрытии (кабине, палатке), где поддерживается температура выше 0 о С.
Т а б л и ц а 5.2 - Требования к температуре окружающего воздуха при сварке и прихватке стыков газопроводов
5.1.10 При температуре окружающего воздуха ниже 0 о С сваривать и прихватывать стыки трубопроводов необходимо с соблюдением следующих требований:
а) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и подогрет с доведением его температуры до положительной;
б) во время всех операций прихватки и сварки стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
- при ручной дуговой сварке вертикального неповоротного стыка: высота 6-10 мм, ширина не более 35 мм;
П р и м е ч а н и е - Горизонтальными называют стыки, шов которых располагается в горизонтальной плоскости или отклоняется от нее на угол не более 45°.
5.1.12 В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. Облицовочный шов должен отвечать следующим требованиям:
выпуклость шва должна составлять для труб с толщиной стенки до 10 мм не более 3 мм, с толщиной стенки свыше 10 мм не более 3,5 мм.
5.1.13 Сваренный и зачищенный стык труб сварщик должен заклеймить присвоенным ему клеймом на расстоянии 50-100 мм от сваренного им стыка со стороны, доступной для осмотра. При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается.
5.2 Ручная дуговая сварка
5.2.1 Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу.
Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20-25 мм от кратера.
5.2.1 Во избежание зашлаковки металла шва около кромок труб следует выполнять возможно более плоский валик, избегая выпуклого валика. Для этого нужно несколько задерживать электрод у кромки трубы или отводить его немного назад.
5.2.1 Величина сварочного тока должна подбираться в зависимости от диаметра электрода, типа покрытия (основное или рутиловое) и положения шва. При вертикальном и потолочном положении шва ток должен быть уменьшен на 10-20% по сравнению со сваркой в нижнем положении. Потолочные участки шва следует выполнять электродами диаметром не более 4 мм.
5.2.1 Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Начиная сварку слоя в потолочной части стыка, следует отступить на 10-30 мм от нижней точки.
Порядок наложения слоев, когда вертикальный стык сваривает один сварщик без поворота труб, показан на рисунке 5.1.
 | |
| 274 × 294 пикс. Открыть в новом окне | |
Рисунок 5.1 - Порядок наложения слоев при сварке одним сварщиком вертикальных неповоротных стыков труб диаметром до 150 мм;
5.2.5 Горизонтальные стыки труб диаметром до 150 мм сваривает один сварщик с учетом правил смещения «замков» в соседних слоях или участках.
6. Контроль сварочных работ и сварных соединений
исправность и комплектность сборочно-сварочного оборудования и приспособлений, также соответствие их геометрических и технологических параметров предстоящим операциям по сборке и сварке трубопроводов;
наличие проверенных амперметров и балластных реостатов на постах для ручной дуговой сварки (допускается применение переносных амперметров для периодического контроля величины сварочного тока);
6.1.4 При контроле подготовки и сборки деталей под сварку проверяется соблюдение требований проектной документации на трубопроводы.
качество и чистоту подлежащих сварке кромок (поверхностей), а также прилегающих к ним участков основного металла;
6.1.8 После окончания сварки контролируют наличие и правильность маркировки (клеймения) выполненных сварных швов.
6.2 Контроль сварных соединений
6.2.1. Контроль готовых сварных соединений и нормы оценки их качества выполняют в соответствии с СП 62.13330.2011, СП 42-102-2004 [1], РД 01-001-06 [3].
6.2.2.1. Визуальным и измерительным контролем проверяют тип, размеры и наличие дефектов на каждом из сварных стыковых соединений газопроводов.
Требования к температуре окружающего воздуха при сварке и прихватке элементов котлов и трубопроводов
Примечание. При сварке деталей из сталей разных марок требования по допустимой температуре окружающего воздуха принимаются по стали, для которой допустимой температурой окружающего воздуха является более высокая температура.
г) металл в зоне сварного соединения перед прихваткой и сваркой должен быть просушен и прогрет с доведением его температуры до положительной. В случае сварки на трассе трубопроводов из углеродистых и низколегированных конструкционных сталей стык может не прогреваться, если не требуется подогрева стыка согласно табл.6.3;
д) подогрев стыков при прихватке и сварке производится в тех же случаях, что и при положительной температуре окружающего воздуха, но температура подогрева должна быть на 50°С выше указанной в табл.6.3;
е) во время всех термических операций (прихватки, сварки, термообработки и т.д.) стыки труб должны быть защищены от воздействия осадков, ветра, сквозняков до полного их остывания.
Примечание. При сварке в местных укрытиях типа будок, кабин, палаток температурой окружающего воздуха считается температура внутри укрытия на расстоянии 0,5-0,8 м от стыка по горизонтали.
6.5.10. При сварке трубопроводов и других массивных металлоконструкций из ферромагнитных сталей довольно частым явлением бывает так называемое "магнитное дутье", которое значительно затрудняет ведение процесса сварки и приводит к образованию дефектов в сварном шве. Сущность этого явления состоит в том, что магнитное поле, созданное посторонними источниками тока, которые обычно присутствуют вблизи места сварки, взаимодействует с магнитным полем самой сварочной дуги и нарушает ее стабильное горение. Действие постороннего магнитного поля может быть настолько сильным, что отклонение сварочной дуги не позволяет сварщику наложить сварной шов.
Для устранения или уменьшения магнитного дутья могут быть применены следующие мероприятия: выполнять сварку, когда это возможно, на переменном токе; крепить обратный провод возможно ближе к месту сварки; надежно заземлять свариваемое изделие; ограждать место сварки металлическими экранами для защиты от посторонних магнитных полей.
Если эти меры не приводят к устранению магнитного дутья, то следует использовать более радикальные способы борьбы с этим явлением, один из которых сводится к следующему.
На трубу, подлежащую сварке, или на обе трубы, подготовленные к стыковке либо уже состыкованные, наматывают провод (индуктор) (6-8 витков), подключают к источнику постоянного тока (сварочному преобразователю, выпрямителю) и пропускают через индуктор ток 200-300 А в течение 2-3 мин. Если после этого магнитное поле вокруг труб исчезнет, что проверяется стальной проволокой диаметром 1-1,6 мм и длиной примерно 0,5 м, то проволока не должна притягиваться к трубе. Если проволока притягивается, то надо пропустить через индуктор ток в обратном направлении, т.е. присоединить токоподводящие провода к противоположным выводам индуктора.
6.5.11. Сваренный и зачищенный стык труб с толщиной стенки 6 мм и более сварщик должен заклеймить присвоенным ему клеймом. Клеймо ставят на самом сварном шве вблизи верхнего "замка" (на площадке размером около 20x20 мм, зачищенной абразивным камнем или напильником) или на трубе на расстоянии 30-40 мм от шва.
Если стык сваривают несколько сварщиков, каждый ставит свое клеймо в верхнем конце того участка, который он выполнял. Если стык сваривают по технологии, при которой каждый сварщик должен накладывать швы (слои) в разных местах или по всему периметру стыка (например, при сварке поворотных стыков труб большого диаметра), клеймо ставят все сварщики, выполнявшие этот стык, в одном месте, желательно на его верхнем участке.
При зачистке стыка для ультразвукового контроля место расположения клейма не зачищается; если клеймо было сошлифовано, то его необходимо восстановить.
Для стыков труб из углеродистых сталей диаметром 200 мм и более с рабочим давлением до 2,2 МПа (22 ) клеймо может наплавляться сваркой. Клеймение стыков трубопроводов диаметром более 100 мм из перлитных сталей можно производить также с помощью металлической пластины размером 40x30x2 мм, на которой выбивается клеймо сварщика (сварщиков); пластина прихватывается около верхнего "замка" шва вертикального стыка или в любом месте по периметру горизонтального стыка непосредственно к сварному шву или к трубе на расстоянии не более 200 мм от шва. Пластина должна быть изготовлена из малоуглеродистой стали (марок 10, 20, Ст2, Ст3).
7. Ручная дуговая сварка труб из углеродистых и низколегированных сталей
7.1. Сварка трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России
7.1.1. Конструкция сварного соединения должна отвечать требованиям п.6.2.1. Могут быть применены конструкции сварного соединения в соответствии с рис.7.1. Такие конструкции получаются, если в соединении Тр-6 стачивается нижний пояс на одной (рис.7.1, а) или на обеих трубах (рис.7.1, б).
При сварке стыков труб внутренним диаметром более 900 мм, когда возможно выполнять подварку корня шва изнутри трубы, следует применять конструкции стыков Тр-2, Тр-6, Тр-7 или согласно рис.7.1 (без подкладного кольца) с зазором между трубами 1-2 мм. Перед подваркой корень шва должен быть обработан абразивным инструментом.
В случае стыковки элементов, у одного из которых кромка обработана по типу Тр-6 или Тр-7, а у другого - по типу Тр-2, рекомендуется корень шва выполнять ручной аргонодуговой сваркой при зазоре "а" между стыкуемыми элементами мм.
7.1.3. Примерные значения тока при сварке в нижнем положении шва в зависимости от диаметра и типа покрытия электрода приведены в табл.7.1. При вертикальном и потолочном положениях шва ток должен быть уменьшен на 10-20%. Для каждой марки электрода режим необходимо уточнять по паспортным данным. Электроды диаметром 5 мм можно применять при сварке в нижнем и вертикальном положениях шва вертикальных*(4) неповоротных стыков. Потолочный участок шва следует выполнять электродами диаметром не более 4 мм.
Рекомендуемые значения сварочного тока для электродов различных диаметров
СТО 221 НОСТРОЙ 2.10.64-2013 Сварочные работы Правила, контроль выполнения и требования к результатам работ стр. 7
7.2.7.5. При выполнении двухслойных швов обратноступенчатым способом или двойным слоем, многослойных швов секционным обратноступенчатым способом или секционным двойным слоем начало ступени при последующем проходе следует смещать относительно ступени предыдущего слоя на расстояние от 20 до 30 мм. Валики последующего слоя шва должны иметь плавные сопряжения, как между собой, так и с поверхностью основного металла.
7.2.8. Начало и конец шва стыкового сварного соединения, при конструктивной возможности, рекомендуется выводить за пределы свариваемых элементов на выводные планки, удаляемые кислородной резкой после окончания сварки.
7.2.9. При перерыве в работе сварку разрешается возобновлять после очистки от шлака кратера и прилегающего к нему концевого участка шва длиной 50 мм. Этот участок и кратер следует полностью перекрывать швом.
7.2.10. При сварке швов стыковых соединений элементов, различающихся между собой толщиной свариваемых кромок, тип сварного соединения и конструктивные размеры разделки и шва следует выбирать по элементу большей толщины.
7.2.11. Односторонние швы, к которым предъявляют требования герметичности или плотности, рекомендуется сваривать не менее чем в два прохода.
7.2.12. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без выпуклости следует обеспечивать подбором режимов сварки, соответствующим пространственным расположением свариваемых элементов конструкции (при укрупнении) или механизированной зачисткой абразивным инструментом.
7.2.13. По окончании сварки поверхности конструкции и швов сварных соединений следует очистить от шлака, брызг и наплывов расплавленного металла.
7.2.14. После сварки сварные швы подлежат клеймению. Клеймо (см. рисунок 3) следует наносить ударным способом, наплавкой, несмываемой краской или маркером.
Вместо постановки клейм допускается составление исполнительной схемы (сварочного формуляра), которую следует прилагать к журналу сварочных работ (см. 7.2.1).
Примечание – Способы клеймения сварных швов и составление исполнительной схемы зависят от назначения свариваемой конструкции и определяются в соответствии с требованиями нормативных документов по сварке конструкций, приведенных в приложении Г (например, клеймение сварных швов при монтаже стальных сварных сосудов и аппаратов выполняется в соответствии с ПБ 03-584-03 [11] (пункты 4.6.6 и 4.8.7)).
7.2.15. При обнаружении в сварных соединениях трещин или других дефектов сварочные работы должны быть остановлены, а обнаруженные дефекты – устранены.
7.2.16. Сварку при отрицательных температурах окружающего воздуха в зависимости от назначения сварной конструкции следует выполнять с учетом требований СП 70.13330, СП 74.13330, ПБ 03-576-03 [7] (раздел 4.3), РД 36-62-00 [12] (раздел 3.4), РТМ 393-94 [13] (пункт 6.21), РД 153-34.1-003-01 [14] (пункт 6.5.9) и в соответствии с технологической документацией по сварке.
7.2.17. Сварные соединения труб и деталей из полимерных материалов должны выполняться при помощи сварки нагретым инструментом (стыковой, раструбной), сварки с закладными нагревателями и сварки нагретым газом с присадочным прутком.
7.2.17.1. Стыковую сварку следует выполнять для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и с толщиной стенки более 4 мм.
7.2.17.2. Сварку с закладными нагревателями следует применять для соединения пластмассовых труб диаметром свыше 20 мм с любой толщиной стенки, а также для приварки к трубопроводу седловых отводов.
8. Правила безопасного выполнения сварочных работ
8.1. В ходе выполнения сварочных работ следует соблюдать требования ГОСТ 12.3.003, СП 49.13330, ПОТ Р М 020-2001 [22] и правила безопасности при производстве строительно-монтажных, газосварочных и электросварочных работ.
8.3. Места выполнения сварочных работ и размещения сварочного оборудования должны быть очищены от горючих материалов в радиусе не менее 5 м, а от легковоспламеняющихся и взрывоопасных материалов в радиусе не менее 10 м.
8.4. Сварочные работы на высоте следует производить с лесов, подмостей, навесных люлек или приставных лестниц, имеющих огражденные рабочие площадки с настилом из несгораемых материалов. При невозможности или нецелесообразности установки указанных средств, сварочные работы производят с ранее смонтированных конструкций, имеющих ограждения или обеспечивающих возможность закрепления огнестойких предохранительных поясов.
8.5. При одновременной работе на различных высотах по одной вертикали следует предусматривать, в соответствии с ПОТ Р М 020-2001 [22] (пункт 2.1.4), ограждающие устройства для защиты персонала, работающего на нижних ярусах, от брызг металла и случайного падения предметов.
8.6. Провода, сварочные кабели, шланги, рукава, проведенные к рабочим местам, должны быть защищены от возможных механических повреждений и воздействия высокой температуры.
8.7. При выполнении сварочных работ на открытом воздухе во время осадков (дождя, снегопада и т.п.) источники питания следует размещать в передвижных машинных помещениях. При отсутствии передвижных машинных помещений или навесов над электросварочным оборудованием сварочные работы во время осадков должны быть прекращены.
9. Контроль выполнения сварочных работ
9.1. Общие сведения
- входного контроля;
- операционного контроля;
- оценки соответствия выполненных работ, конструкций.
9.1.2. Контроль выполнения сварочных работ осуществляют в соответствии с проектной, нормативной и технологической документацией по сварке.
9.1.3. Методы контроля в каждом виде контроля должны выбираться и применяться в зависимости от назначения сварной конструкции и в соответствии с требованиями раздела 10 с учетом нормативных документов по сварке конструкций, приведенных в приложении Г.
- контроль свариваемых материалов (заготовок, деталей) конструкции;
- контроль сварочных материалов;
- проверку сварочного оборудования, инструмента и приспособлений.
9.2.2. При входном контроле свариваемых материалов (заготовок, деталей) конструкции следует проверять:
- наличие заводской маркировки;
- соответствие их линейных размеров проектной документации;
соответствие конструктивных элементов кромок, размеров зазоров и размеров выводных планок требованиям 4.4.3 и 4.4.4;
9.2.2.1. Наличие заводской маркировки свариваемых материалов (заготовок, деталей) конструкции, отсутствие на них поверхностных дефектов, деформаций и искажений формы проверяется визуально.
9.2.2.2. Проверка соответствия линейных размеров свариваемых материалов (заготовок, деталей) конструкции, конструктивных элементов кромок, размеров зазоров и размеров выводных планок проектной документации должна проводиться в соответствии с РД 03-606-03 [24].
Предельные отклонения измеренных значений геометрических параметров должны быть не более указанных в проектной документации.
9.2.2.3. Результаты контроля материалов (заготовок, деталей) сварных конструкций фиксируют в Журнале учета результатов входного контроля по форме, приведенной в ГОСТ 24297 (приложение 1).
наличие сопроводительного документа поставщика (сертификата, декларации, свидетельства и т.п.) об их качестве (соответствии требованиям нормативных документов на их изготовление);
пригодность к применению по установленным в их сопроводительных документах срокам хранения (использования);
9.2.3.1. Наличие сопроводительных документов поставщика сварочных материалов и пригодность их к применению проверяется выполнением документарной проверки, а отсутствие повреждений упаковок и самих материалов – визуальным осмотром.
Читайте также: