Тс 17 трактор сварочный
Обновлено: 05.07.2024
Сварочный комплекс ОПС-141 используют для неповоротной сварки стыков труб диаметром 1220-1420 мм с принудительным формированием шва. Каждый комплекс состоит из внутреннего гидравлического центратора с медным подкладным кольцом, сварочного аппарата и самоходного сварочного агрегата, смонтированного на базе трактора ТТ-4. Медное подкладное кольцо формирует обратный валик корня шва и имеет два ряда формирующих устройств, что обеспечивает их плотное прилегание к внутренней поверхности труб при смещении кромок. Сварочный аппарат состоит из двух тракторов (правого и левого), жесткого рельсового пути, шкафа, пульта управления и сварочной кабины. Сварочный трактор имеет самоходную тележку, на которой размещены сварочная головка, охлаждаемый водой формирующий ползун, корректор смещения электрода и ползуна, кассету с проволокой. Рельсовый путь служит для перемещения сварочных тракторов вокруг стыка и имеет два С-образных сектора, соединенных шарниром и замыкаемых с помощью гидравлической системы. Сварочный агрегат служит для питания током сварочного процесса и перемещения сварочных тракторов. В кузове самоходного агрегата расположены электростанция мощностью 100 кВт, два сварочных выпрямителя с рабочим током до 500 А и один - до 300 А, предназначенный для ручной сварки, автономный пост охлаждения формирующих ползунов и аппаратура управления. Комплекс имеет передвижную мастерскую для хранения и подготовки к работе сварочных материалов, для производства текущих ремонтов и профилактического обслуживания сварочного оборудования. Мастерская размещается в кузове «КУНГ» на салазках.

Автоматы переносного типа - универсальные сварочные тракторы - применяют в строительстве вместе со шкафом управления и источником питания сварочной дуги. Автомат ТС-17МУ (рис. 99) универсальный, его применяют для сварки стыковых, угловых и нахлесточных соединений. Трактор ТС-17МУ имеет один электродвигатель, который приводит в движение механизм подачи электрода и ходовой механизм. Скорость подачи электродной проволоки и скорость сварки настраивают сменными шестернями. Автомат ТС-17МУ можно настраивать на сварку швов различных типов с помощью сменных узлов и деталей. При поворотной сварке трубопроводов диаметром 1420 мм автомат устанавливают внутрь секции и подваривают корневой шов. Стыковые и нахлесточные соединения при сварке листовых конструкций выполняют также автоматом ТС-17МУ.
Автоматы ТС-17Р, ТС-35 по конструкции напоминают ТС-17МУ и могут сваривать стыковые, угловые, нахлесточные и тавровые соединения.
Автомат АДФ-1001 малогабаритный, универсального типа, используют для подварки корня шва электродной проволокой диаметром 2-5 мм на постоянном токе.
Полуавтомат ПШ-54 состоит из переносного механизма подачи электродной проволоки, шланга с держателем ДШ-54 и шкафа управления. Проволока подается механизмом подачи, который приводится в движение асинхронным электродвигателем. Сварку резервуаров ведут на постоянном токе.
Полуавтомат А-765 (рис. 100) применяют для сварки порошковой и легированной сплошной проволоками резервуаров и арматуры железобетонных конструкций. При сварке резервуаров и арматуры механизм подачи отделяют от шкафа управления, снабжают небольшой кассетой для электродной проволоки и относят от шкафа управления на расстояние до 15 м. Механизм подачи электродной проволоки приводится в движение электродвигателем переменного тока АОЛ-12-2. Скорость подачи сварочной проволоки изменяют набором сменных шестерен. Подающие ролики электрически изолированы от корпуса механизма.

Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Лабораторная работа №2. Изучение сварочного трактора для сварки под слоем флюса
Цель работы: изучить устройство и принцип работы сварочного трактора ТС-17 для сварки под слоем флюса.
Общие сведения
Автоматы для дуговой сварки и наплавки под флюсом плавящимся электродом широко применяются при сварке балок, резервуаров, листовых металлоконструкций и других изделий. При этом используются данные автоматы в основном в основном при сварке в нижнем положении прямолинейных и кольцевых стыковых швов, и, в некоторых случаях, для стыковых и угловых соединений, что требует применение сменных мундштуков и копирных устройств. Выполнение сварочных операций может производится подвесным или самоходным автоматом (трактором), перемещение вторых происходит по свариваемой детали или по направляющим уложенным на неё. Так как тракторы представляют собой мобильную аппаратуру для автоматической сварки, то к ним (особенно к перемещаемым по изделию) предъявляют требования компактности и минимальной массы.
Сварочный трактор ТС-17 (АДФ-1002) (рис. 2.1) предназначен для однодуговой сварки сплошной проволокой под слоем флюса низкоуглеродистых и легированных сталей на постоянном токе с независимыми от параметров дуги скоростями сварки и подачи электродной проволоки.
Автомат (трактор) обеспечивает сварку встык прямолинейных и кольцевых швов с разделкой и без разделки кромок, сварку угловых швов вертикальным и наклонным электродом, а также нахлесточных швов.
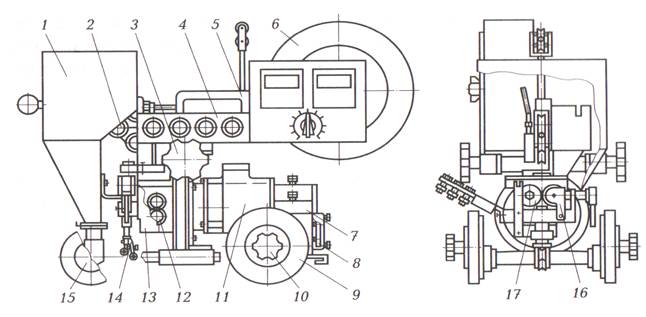 |
| Рисунок 2.1 – Сварочный трактор ТС-17 |
Сварочный трактор имеет в своем составе двигатель 11 (рис. 2.1), сварочную головку 13, ходовой механизм 7, флюсобункер 1, кассету 6 и панель управления 4. В установку входят также сварочный трансформатор марки КИУ-1201 или ТДФЖ-1002.
Трехфазный асинхронный двигатель 11 является основой, на которой собираются все остальные узлы трактора, имеет два выхода вала и таким образом обеспечивает подачу проволоки и перемещение трактора. Сварочная головка 12 служит для подачи проволоки и представляет собой двухступенчатый червячный редуктор с наружными сменными шестернями 14. Сварочная проволока из кассеты 6 протягивается через трехроликовое правильное устройство 2 с помощью подающего ролика 17 и прижимного устройства 16 и далее через мундштук 14 подается к месту сварки. При сварке скорость подачи остается постоянной, и, таким образом, непрерывное горение дуги обеспечивается саморегулированием. Точное направление и наклон электродной проволоки к поверхности свариваемой детали осуществляются корректирующим механизмом 3, который представляет собой червячный привод, вращаемый вручную с помощью маховичка.
Настройка сварочного тока выполняется изменением скорости подачи проволоки с помощью сменных шестерен 12. При сварке проволокой диаметром 3. 5 мм применяется показанный на рис. 2.1, а роликовый токоподводящий мундштук, при сварке тонкой проволокой его заменяют на трубчатый Ходовой механизм 9 представляет собой трехступенчатый червячный редуктор с парой сменных шестерен 8, фрикционной сцепной муфтой 10 и двумя обрезиненными колесами 9. При повороте маховичка муфты влево колеса расцепляются от ходового механизма, что используется для ручного перекатывания трактора по детали. Ступенчатое регулирование скорости сварки выполняется сменными шестернями 10. Передние колеса 15, закрепленные на съемных штангах, — неприводные. Ручная переноска трактора выполняется с помощью кронштейна 5.
Флюсобункер 1 при открытой заслонке обеспечивает подачу флюса самотеком через воронку, установленную впереди мундштука. На бункере может быть установлен флюсоаппарат всасывающего типа для уборки неиспользованного флюса. Панель управления 4 имеет (слева направо) кнопки «Пуск» SB1, «Стоп» SB2, «Вверх» SB3 и «Вниз» SB4, вольтметр PV, амперметр РА, а также потенциометр R5 для дистанционной настройки сварочного напряжения.
Основные параметры сварочного трактора ТС-17 приведены в табл. 2.1.
Таблица 2.1 - Технические характеристики сварочного трактора ТС-17
| Наименование параметра | Значение |
| Диапазон регулирования сварочного тока, А | 250…1250 |
| Номинальный сварочный ток, А | при ПВ=100% |
| Номинальное напряжение питающей трехфазной сети, В | |
| Номинальная частота питающей сети, Гц | |
| Диапазон регулирования сварочного напряжения, В | 20…56 |
| Диаметр электродной проволоки, мм | 3,0…5,0 |
| Диапазон регулирования скорости подачи электродной проволоки, ступенчатый, м/ч | 49…404 |
| Диапазон регулирования скорости сварки, м/ч | 17…110 |
| Предельный угол наклона сварочной головки к плоскости, перпендикулярной шву, град. | |
| Вместимость барабана для проволоки, кг (не более) | |
| Вместимость барабана для ленты, кг (не более) | |
| Вместимость бункера для флюса, дм 3 (не более) | |
| Габаритные размеры, мм (не более): сварочного автомата источника питания | 565x380x740 960x680x890 |
| Масса, кг (не более) сварочного автомата без электродной проволоки, флюса источника питания |
Используя электрическую принципиальную схему сварочного трактора (рис. 2.2), рассмотрим его работу. Исполнительными устройствами в схеме являются сварочный трансформатор ТМ и двигатель М.
Подготовка к работе сварочного трактора выполняется в следующем порядке. Автоматическим выключателем QF подается напряжение на сварочный трансформатор, а от его вспомогательных цепей запитывается понижающий трехфазный трансформатор TV цепей управления (380/36 В) с фильтром С1 – СЗ, R2 – R4. С помощью потенциометра R5 в источнике настраивают сварочное напряжение. Сменными шестернями устанавливают скорость сварки и скорость подачи проволоки, а поэтому и ток. Затем трактор вручную передвигают к месту начала сварки. После этого нажимают кнопку SB4 «Вниз», при этом катушка магнитного пускателя КМЗ получает питание, и контактами КМЗ.2 и КМ3.3 пускается двигатель М, в результате чего проволока опускается до закорачивания на деталь. При необходимости подъема электрода нажимают кнопку SB3 «Вверх», и при срабатывании пускателя КМ2 двигатель М реверсируется. Блокировочные контакты КМ2.1 и КМ3.1 предотвращают одновременное включение пускателей КМЗ и КМ2 соответственно. При закороченной проволоке засыпают флюс и включают сцепную муфту. Трактор готов к сварке.
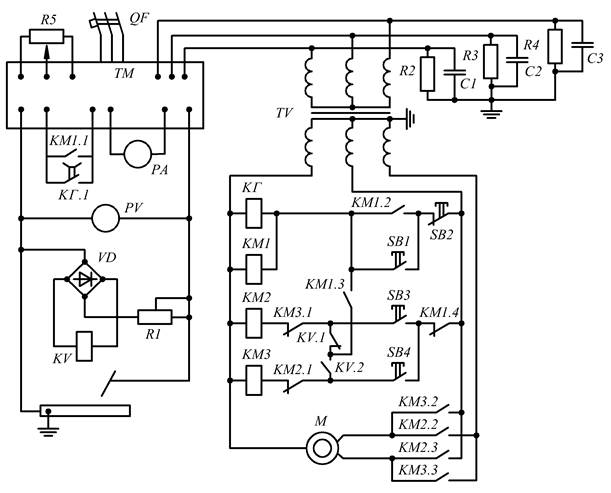 |
| Рисунок 2.1 – Схема электрическая принципиальная сварочного трактора ТС-17 |
Сварку начинают нажатием кнопки SB1 «Пуск». При этом срабатывают реле времени КГ и пускатель КМ1, который своим контактом КМ1.1 обеспечивает подачу напряжения источника на электрод, а контактом КМ1.2 блокирует кнопку SB1. При замыкании контакта КМ1.3 готовится включение пускателей КМ2 и КМЗ, а при размыкании контакта КМ1.4 отключается цепь ручного управления двигателем. Идет режим короткого замыкания электродом на деталь. Поскольку напряжение на выходе трансформатора при этом мало, еще невозможно срабатывание реле напряжения KV. Поэтому контакт KV1 остается замкнутым, и через него получает питание пускатель КМ2, который контактами КМ2.2 и КМ2.3 включает двигатель на подачу электрода вверх. При этом возбуждается дуга, и по мере удлинения дуги ее напряжение увеличивается до значения, которое заранее настроено потенциометром RI и при котором срабатывает реле напряжения KV, запитанное от дуги с помощью выпрямительного блока VD. В результате размыкания контакта KV1 отключается пускатель КМ2, а в результате замыкания контакта KV2 запитывается пускатель КМЗ. Контакты КМЗ.2 и КМЗ.З реверсируют двигатель, и проволока начинается подаваться вниз, а ходовой механизм перемещает трактор. В процессе сварки оператор наблюдает за показаниями амперметра и вольтметра, равномерной подачей проволоки и перемещением трактора, а при необходимости с помощью корректирующего механизма обеспечивает точное положение дуги над стыком.
Для окончания сварки нажимают кнопку SB2 «Стоп», в результате чего отключается пускатель КМЗ. Поэтому останавливается двигатель, и прекращается подача проволоки и перемещение трактора. Сразу отключается пускатель КМ1, но реле времени КГ в течение 1. 2 с контактом КГ.1 удерживает трансформатор во включенном состоянии. Поэтому дуга продолжает гореть, постепенно удлиняясь. Идет заварка кратера и растяжка дуги. Дуга обрывается при ее значительном удлинении или в результате размыкания контакта КГ.1. Сварка окончена.
Порядок выполнения работы
1. Изучить конструкцию и технические характеристики сварочного трактора ТС-17.
2. Изучить схему электрическую принципиальную сварочного трактора.
3. Произвести подготовку к работе сварочного трактора согласно описанию выше.
4. Произвести сварку образцов на указанных преподавателем режимах.
5. Произвести запись параметров режима сварки. Оценить качество полученного сварного шва.
6. Сделать выводы о проделанной работе.
Содержание отчёта
Отчёт по работе должен содержать: цель работы; назначение, технические характеристики, конструктивные элементы, схему электрическую принципиальную сварочного трактора ТС-17; порядок подготовки к работе и сварки на сварочном тракторе; режимы сварки, оценку качества сварного соединения; выводы по работе.
Контрольные вопросы
1. Объясните особенности использования сварочных тракторов при сварке под флюсом.
2. Опишите основные конструктивные элементы сварочного трактора ТС-17.
3. Приведите основные технические характеристики сварочного трактора ТС-17.
4. Опишите порядок подготовки к работе сварочного трактора.
5. Опишите работу сварочного трактора во время сварки по схеме электрической принципиальной.
Лабораторная работа №3. Изучение систем слежения по стыку и видеонаблюдения сварочных головок
Цель работы: изучить устройство и принцип работы систем слежения при сварке и наплавке.
Различные системы ориентации сварочного инструмента, относится к системам автоматического регулирования дуговой сваркой и предназначены для решения одной из следующих задач: наведение оси инструмента на линию соединения, стабилизация расстояния между инструментом и изделием, стабилизация ориентации инструмента и изделия.
Основные проблемы автоматизации сварочных операций с помощью следящих систем связаны как с особенностями производства каждого конкретного типа изделий, например, используемого материала, состояния его поверхности, формы разделки или ее отсутствия, так и с недостатками методов и средств измерения фактического положения соединения.
По типу регулятора, применяемого в системе автоматики, следящие системы разделяют на две группы:
- системы с регуляторами прямого действия;
- системы с регуляторами непрямого действия.
Устройства первой группы (прямого действия), с конструктивной точки зрения, являются наиболее простыми.
В таких системах сварочный инструмент, сварочная горелка или головка, имеет одну или несколько неприводных (свободных) подвижностей и связан непосредственно со щупом, выполненным в виде ролика или неподвижного копирного пальца (рис. 3.1).
 |  |
| а | б |
| Рисунок 3.1 – Схемы устройств прямого копирования: а – при сварке стыковых соединения с разделкой или гарантированным зазором; б – при сварке угловых соединений; 1 – копирный ролик; 2 – сваримое изделие; 3 – сварочная горелка; 4 – подвижный элемент; 5 – звено, перемещающееся вдоль линии соединения; 6 – пружина; 7 – дополнительный подвижный элемент. |
Щуп под действием пружин или сил тяжести постоянно прижат к поверхностям разделки кромок стыка или другим поверхностям свариваемой конструкции. Сила прижима щупа определяется в основном массой перемещаемых частей и может достигать сотен ньютонов.
Применение систем прямого действия имеет ряд естественных ограничений связанных, например, с погрешностями при механическом копировании сложной геометрией сварного шва; необходимостью, в ряде случаев, в использовании прихваток; деформацией свариваемых деталей под нагрузкой щупа; дополнительной погрешностью связанной с высоким разбрызгиванием или неровностями поверхности детали; невозможность применения системы для нахлёсточных соединений с толщиной верхнего листа менее 3 мм и др.
Следящие системы с регуляторами непрямого действия для управления положением сварочной горелки используют преобразованную различными способами информацию, получаемую от датчиков.
Тактильные системы слежения с электромеханическими датчиками образуют большую группу среди регуляторов непрямого действия. Основными узлами этой конструкции являются: датчик системы слежения со щупом, имеющим различный набор наконечников (рис. 3.2, а), блок управления и электропривода линейных перемещений, который воспринимает весь вес сварочной головки. Щуп, при помощи пружин или сил тяжести, находится в физическом контакте с копируемой поверхностью (рис. 3.2, б), однако, сила, с которой датчик прижат к поверхности, относительно невелика и лежит в пределах 1..10 Н. Работа тактильных систем слежения возможна в одной или в 2-х осях. Щуп при сварке обычно следует по разделке шва впереди сварочной горелки, данные о расположении поверхности обрабатываются достаточно простым контроллером и формируется сигнал на перемещение всей сварочной головки вверх/вниз или вправо/влево.
 | |
| а | б |
| Рисунок 3.2 – Тактильные системы слежения с электромеханическими датчиками: а – датчик системы слежения со щупом и набором наконечников; б – расположение щупа при сварке стыковых и угловых швов. |
Довольно распространенными представителями регуляторов непрямого действия являются следящие системы с электромагнитными датчиками.
В простейшем виде электромагнитный датчик может представлять собой Ш-образную магнитную систему из трёх обмоток (рис. 3.3, а). Обмотка 2, расположенная на среднем стержне, питается от источника тока повышенной частоты. Переменное магнитное поле, создаваемое обмоткой, наводит в свариваемом изделии вихревые токи. Непроводящий зазор между деталями разделяет вихревые токи на два контура (рис. 3.3, б). Результирующее магнитное поле датчика создается не только током, протекающем в обмотке 2, но и вихревыми токами.
При симметричном относительно датчика расположении зазора контуры вихревых токов равны, симметричны и I1 = I2 .Соответственно равны магнитные потоки Ф1 и Ф2 и наводимые ими ЭДС в измерительных обмотках 1 и 2. При встречном включении ЭДС обмоток 1 и 2 компенсируются, и сигнал на выходе датчика равен нулю.
При несимметричном расположении датчика относительно стыка контуры вихревых токов оказываются различными, токи I1 ≠ I2. Это приводит к нарушению равенства магнитных потоков Ф1 и Ф2 и возникновению на выходе датчика ЭДС Е, сигнализирующей об отклонении средней плоскости датчика от плоскости стыка. Направление отклонения датчика от стыка видно по сдвигу фазы ЭДС относительно тока, протекающего в обмотке. При изменении направления отклонения на противоположное, фазовый сдвиг ЭДС изменяется на 180°.
 |
| Рисунок 3.3 – Принцип работы электромагнитного датчика: а – схема датчика; б,в – симметричное и несимметричное расположение вихревых токов относительно стыка; 1,3 – измерительные обмотки, 2 – обмотка возбуждения; Ф1, Ф2 – магнитные потоки; I1, I2 – вихревые токи; E – ЭДС. |
Электромагнитные датчики позволяют определять положение стыка без разделки кромок, кромки верхнего листа нахлесточного соединения, скосы кромок. Кроме того, такие датчики могут быть использованы для измерения расстояния до поверхности свариваемых элементов, ширины зазора, величины превышения кромок; для определения положения начала и конца свариваемого изделия или прихваток.
На выходной сигнал датчика оказывают влияние координаты стыка; отклонение геометрических параметров соединения, подготовленного под сварку, например, взаимное превышение кромок; различия электрических и магнитных свойств материала заготовок, вызванные изменениями химического состава и условиями предварительной механической обработки.
Еще одним подходом к распознаванию образа сварочного стыка и его положения в пространстве – получение информации по изменению тока и напряжения сварки, кроме того, информативными параметрами могут являться частота и скважность коротких замыканий при сварке плавящимся электродом. Следящие системы, в которых роль датчика играет электрическая дуга, относят к системам с дуговыми датчиками. При этом, использование сварочной дуги в качестве измерительного преобразователя, позволяет достигнуть определенных преимуществ: измерение производится непосредственно в зоне сварки, что исключает необходимость учета транспортного запаздывания; обеспечивается измерение положения соединения относительно сварочной ванны; снизить влияние износа направляющих элементов сварочного инструмента, магнитного дутья и неточности правки электродной проволоки.
На рис. 3.4 представлена функциональная схема информационно-управляющей системы, построенной на основе информации, получаемой от сварочной дуги.
 |
| Рисунок 3.4 – Функциональная схема информационно-управляющей системы: 1 – ролики подачи электродной проволоки, 2 – электродная проволока; 3,4 – кромки V-образного стыка; 5 – сварочная головка; – углы разделки кромок, vП – скорость подачи проволоки. |
К недостаткам таких систем можно отнести повышенную сложность обработки информации. Дополнительные трудности возникают при использовании сварочной аппаратуры обеспечивающей импульсную подачу присадочной проволоки, а также при износе электрода при TIG сварке.
Следящие системыс телевизионными датчиками (видеосенсорами) создаются на базе прикладных (промышленных) телевизионных установок замкнутого типа.
Для реализации телевизионного слежения так же, как и дистанционного наблюдения, необходимо, чтобы наблюдаемая часть объекта содержала светоконтрастные элементы, подобные тем, которые применяются для фотоэлектрических систем. При отсутствии на поверхности изделия светоконтрастных элементов, применяют специальные способы освещения и выделения информации о положении линии соединения.
На рисунке 3.5 представлена схема определения положения линии таврового соединения при отсутствии светоконтрастных элементов на поверхности изделия.
 |
| Рисунок 3.5 – Схема определения положения линии таврового соединения с помощью видеосенсора: 1 – проектор; 2 – изображение светового пятна на видеоконтрольном устройстве; 3 – зона, в которой находится изображение светового пятна при наличии под ним изделия; 4 – освещенность зоны видимости; 5 – изображение границы участков с различной освещенностью; 6 – ПЗС-приёмник (видеосенсор); 7 – проектор световой точки; 8 – световая точки; 9 – линия соединения свариваемых элементов; 10 – зона видимости; 11 – зона освещения. |
С помощью мощной неоновой лампы, проектор 1,освещает зону соединения под углом 65° к горизонтали, а видеосенсор 6 направлен на эту же зону под углом 45°. За счет разных углов падения светового потока на вертикальный и горизонтальный свариваемые элементы их освещенности 4 оказываются различными. В качестве фотоприемника используют полупроводниковую светочувствительную ПЗС-матрицу с числом элементов 50х50. С элементов матрицы получают аналоговый сигнал, пропорциональный освещенности, который затем конвертируется в 4-цифровой сигнал (уровни освещенности 0-15). Этот сигнал поступает в микроЭВМ, которая обрабатывает и выдает информацию о положении стыка в пространстве. Чтобы определить положения начала и конца шва, в зону наблюдения с помощью проектора 7 проецируют точку 8 диаметром 3 мм. Появление точки 8 в определенном месте зоны наблюдения свидетельствует о наличии шва под сенсором, а ее исчезновение - о проходе конца шва под сенсором. Эта информация используется для включения и выключения сварки.
Другой пример получения контрастных элементов на поверхности стыковых соединений с двусторонней разделкой стыка - это теневой метод (рис. 3.6). Световое сечение и изображение положения стыка при этом методе получаются от линейного источника света, расположенного параллельно поверхности изделия 4. Световой поток от линейного источника 2 падает под углом к поверхности свариваемого изделия и частично экранируется шторкой 7, расположенной на расстоянии 10. 15 мм от поверхности изделия. Приемник 3 изображения стыка реализован на ПЗС-матрице и расположен под углом к плоскости свариваемого изделия.
 |
| Рисунок 3.6 – Схема определения положения линии таврового соединения с помощью видеосенсора: 1 – шторка; 2 – линейный источник; 3 – приёмник изображения стыка; 4 – изделие; HT – высота изображения разделки; HK – глубина разделки; – угол падения тени от шторкина поверхность изделия; – угол наблюдения. |
При использовании телевизионного слежения значительные трудности создаются световыми помехами, в частности, в виде светоконтрастных царапин, рисок, бликов, которые в реальных условиях могут появляться в поле зрения передающей камеры и быть причиной ложных сигналов, а также нестабильностью во времени освещенности наблюдаемых объектов, прежде всего, переменным световым излучением дуги (при сварке в защитных газах и без защиты дуги.)
Автоматы и полуавтоматы для дуговой сварки под флюсом
Сварочный автомат ТС-17М-У тракторного типа предназначен для сварки под флюсом переменным током стыковых соединений с разделкой и без разделки кромок, а также угловых, тавровых и нахлесточных соединений.
Автомат разработан по схеме с постоянной скоростью подачи электродной проволоки, не зависящей от напряжения дуги. Настройка его на заданную скорость подачи проволоки производится сменными зубчатыми колесами механизма подачи.
Автомат состоит из сварочного трактора, шкафа управления и источника питания дуги. Основные технические данные автомата приведены в табл. 7. Общий вид сварочного трактора, состоящего из механизма подачи электродной проволоки и механизма движения трактора (ходового механизма), приводимых в движение асинхронным трехфазным электродвигателем мощностью 0,18 кВт, 36 В, 2800 об/мин, показан на рис. 21.

Характерной особенностью трактора является наличие только одного общего электродвигателя 8, который приводит в движение механизм подачи электродной проволоки 3 и механизм движения трактора 9. Оба механизма смонтированы с электродвигателем в один блок, являющийся несущим корпусом трактора, на котором закреплены все остальные механизмы: мундштук 2 для подвода сварочного тока, пульт управления 5, бункер для флюса 6, кассета с электродной проволокой 7.
В процессе сварки трактор передвигается непосредственно по изделию или по легкой направляющей линейке, уложенной на изделии.
Механизм подачи (сварочная головка) электродной проволоки состоит из редуктора с червячными и цилиндрическими зубчатыми передачами и двух роликов, подающих проволоку.
Правильный механизм для выпрямления электродной проволоки состоит из трех роликов, расположенных непосредственно над механизмом подачи. Режим правки регулируется упорным винтом верхнего ролика.
Корректировочный механизм служит для смещения электрода поперек шва и для поперечного наклона мундштука вместе с головкой, кронштейном и катушкой. Кроме того, при сварке по контуру он служит для точной установки электрода в плоскости копира. Корректировочный механизм состоит из червяка, закрепленного на кронштейне, и червячного сектора, неподвижно закрепленного на корпусе электродвигателя. На оба конца червяка насажены маховики 4. При вращении маховика червяк обкатывается по неподвижному сектору и поворачивает всю сварочную головку.
Механизм движения трактора (ходовой механизм) состоит из редуктора с червячными и сменными цилиндрическими зубчатыми передачами, двух ведущих бегунков с резиновыми шинами. Для ручного перекатывания трактора на валу бегунков имеется фрикционная муфта с маховиками 10, при помощи которой вал можно отключать от электропривода.
Переднее шасси 1 трактора состоит из траверсы, закрепленной на корпусе двигателя, и двух выдвижных штанг, на которых закрепляются передние бегунки или копирные ролики. Число передних бегунков и копирных роликов зависит от типа свариваемого соединения и способа его сварки. При сварке стыковых соединений без разделки кромок, а также нахлесточных швов на переднем шасси монтируют два одинаковых обрезиненных бегунка. Вылет бегунков впереди электрода зависит от конструкции свариваемого изделия и конфигурации шва. При сварке стыковых соединений с разделкой кромок или с зазором не менее 2 мм на одной штанге закрепляют копир, состоящий из двух стальных роликов, связанных балансиром. Копирные ролики ставят вразделку впереди электрода, и при движении трактдра во время сварки копир автоматически направляет дугу по шву. На другой штанге переднего шасси рекомендуется поставить нормальный обрезиненный бегунок. Штангу надо установить на минимальном вылете. При сварке бегунок не должен касаться изделия. В конце шва при выходе копира из разделки при доводке шва трактор должен опираться на этот бегунок.
При сварке угловых швов "в лодочку" на переднем шасси монтируют только один копир, закрепленный на специальной штанге. Во время сварки он катится по углу свариваемого изделия впереди мундштука и направляет дугу по шву. Для того чтобы трактор не сползал по изделию вниз, сзади, на корпусе ходового механизма, ставится штанга с упорным роликом.
При сварке угловых швов наклонным электродом переднее шасси монтируют из двух штанг с нормальными обрезиненными бегунками. В отверстия бегунков и сзади, на корпусе ходового механизма, закрепляют штанги с упорными роликами.
Бункер для флюса имеет сменный патрубок. Перемещением патрубка по высоте регулируется толщина слоя флюса. На патрубке закреплена игла - указатель, при помощи которой оператор контролирует направление дуги по шву.
В аппаратном шкафу автомата размешены: двухполюсный контактор, включающий и выключающий сварочную цепь; трансформатор для питания цепей управления; трансформатор тока к амперметру; промежуточное реле.

Принципиальная электрическая схема автомата ТС-17М-У приведена на рис. 22. Схема управления автомата обеспечивает: подъем и опускание электродной проволоки при вспомогательных операциях (замыкание электродной проволоки на изделие перед сваркой, подъем проволоки); передвижение трактора при отключенной сварочной цепи; дистанционное включение сварочного тока и возбуждение дуги в начале сварки; подачу проволоки и передвижение трактора в процессе сварки; заварку кратера и отключение сварочного тока в конце сварки.
Управление работой схемы автомата ТС-17М-У производится при помощи пульта управления. Кнопки Кн1 "вниз-стоп 1" и Кн2 "вверх-стоп 2" при отключенной сварочной цепи выполняют функции кнопок "вниз" и "вверх" и служат для управления двигателем трактора при вспомогательных операциях. При включении сварочной цепи эти кнопки выполняют функции кнопок "стоп 1" и "стоп 2".
При нажатии кнопки КнЗ "пуск" срабатывает реле Р2, которое включает питание катушки силового контактора Р1. Одновременно замыкаются вспомогательные контакты контактора в цепи двигателя. Двигатель трактора начинает вращаться в направлении, соответствующем подъему электродной проволоки. При опускании кнопки КнЗ "пуск" двигатель трактора реверсирует. При нажатии кнопки Кн1 "стоп 1" отключается цепь питания двигателя, и кнопкой Кн2 "стоп 2" отключается сварочный источник питания дуги.
Из универсальных сварочных тракторов этот трактор получил наибольшее распространение в промышленности. Достоинством его является простота схемы и конструкции, компактность, малая масса, большая надежность в эксплуатации, удобство сварки угловых швов в лодочку и наклонным электродом. Трактор особенно удобен при массовом и крупносерийном производстве, где нет необходимости в частой перестройке.
Сварочный автомат ТС-17М-1
Сварочный автомат ТС-17М-1 является модификацией автомата ТС-17М-У. Он предназначен для работы только со сварочным трансформатором типа ТДФ-1001, поставляемым комплектно с автоматом. Вместо аппаратного шкафа автомат комплектуется блоком управления, который устанавливается в нишу сварочного трансформатора ТДФ-1001.
Включение питания цепей управления автомата производится совместно с включением цепей управления сварочного трансформатора ТДФ-1001 автоматическим выключателем, расположенным на лицевой стороне панели блока управления сварочного трансформатора.
Сварочный автомат тракторного типа ТС-35 предназначен для дуговой сварки под флюсом стыковых соединений с разделкой и без разделки кромок, для сварки угловых швов вертикальным и наклонным электродом и для сварки нахлесточных соединений. Сварка может производиться как в базе колес трактора, так и вне ее. Трактор в процессе сварки может передвигаться непосредственно по изделию или по направляющей линейке.
Сварочный автомат ТС-35 состоит из сварочного трактора, аппаратного шкафа и источника питания сварочной дуги.

Основные технические данные автомата ТС-35 приведены в табл. 7. Общий вид трактора показан на рис. 23. Трактор является самоходным механизмом, состоящим из сварочной головки и ходовой тележки, имеющих индивидуальный электропривод.
Механизм подачи 1 обеспечивает подачу электродной проволоки диаметром 1,6-5,0 мм при помощи наборных роликов с насечкой. Он имеет трехступенчатый редуктор, состоящий из двух червячных и одной цилиндрической ступени. Скорость подачи электродной проволоки не зависит от напряжения дуги и устанавливается подбором сменных зубчатых колес. Механизм подачи имеет отдельный электродвигатель переменного тока 120 Вт, 36 В, 2760 об/мин.
Ходовая тележка 2 служит для перемещения трактора вдоль свариваемого шва. Она имеет четырехступенчатый редуктор, состоящий из двух червячных и двух цилиндрических ступеней, и отдельный электродвигатель переменного тока 80 Вт, 36 В, 1390 об/мин. Скорость сварки устанавливается подбором сменных зубчатых колес. Для включения и отключения ходовой тележки служит маховичек, который связан с фрикционной муфтой. На торцевой части тележки имеются зажимы для крепления копирных устройств при сварке угловых швов наклонным электродом и "в лодочку". На тележке установлены кассета 3 для электродной проволоки, пульт управления 4 и бункер для флюса 6.
Сварочная головка имеет два типа мундштуков 5. Один предназначен для сварки электродной проволокой диаметром 3-5 мм на токах до 1000 А. Скользящим контактом являются ролики. Они закреплены неподвижно. По мере износа ролики поворачивают на некоторый угол и вновь зажимают. Второй мундштук, трубчатый, предназначен для сварки тонкой проволокой диаметром 1,6-2 мм на токах до 600 А. Скользящим контактом является наконечник.
Для сварки наклонным электродом диаметром 1,6-2 мм поставляется приспособление, состоящее из шарнирного мундштука и однороликового копира. Для сварки наклонным электродом диаметром 3-5 мм поставляется специальный удлинитель.
Переднее шасси трактора состоит из двух выдвижных штанг, на которых закрепляются бегунки или копирные ролики.
Число и тип бегунков и роликов зависят от типа свариваемого шва и способа его сварки. Установка шасси и крепление роликов производятся так же, как и в автомате ТС-17М-У.

Принципиальная электрическая схема автомата ТС-35 приведена на рис. 24. Автомат может работать как на постоянном, так и на переменном токе. Зажимы Г1 и Г2 служат для подключения источников постоянного тока, зажимы С1 и С2 - для подключения сварочных трансформаторов. Управление работой автомата производится с основного пульта управления, расположенного с лицевой стороны трактора. При нажатии кнопки Кн2 "пуск" срабатывает реле Р2, которое блокирует кнопку Кн2, включает силовой линейный контактор КЛ и реле времеци. Реле напряжения Р1 при замкнутом на изделие электроде не срабатывает, поэтому промежуточное реле РЗ имеет возможность включаться и, в свою очередь, включать электродвигатель сварочной головки Ml на подачу электродной проволоки вверх. При зажигании сварочной дуги напряжение ее возрастает, срабатывает реле напряжения Р1, отключает реле РЗ и включает промежуточное реле Р4, которое, в свою очередь, реверсирует электродвигатель Ml; начинается подача электродной проволоки в зону сварки. Двигатель ходовой тележки М2 включается одновременно с двигателем Ml подачи электродной проволоки.
При нажатии кнопки Кн1 "стоп" отключаются промежуточные реле Р2 и Р4, трактор останавливается. Через 2-3,5 с (в зависимости от настройки реле времени) отключается контактор КЛ.
В связи с тем что сварка тонкой электродной проволокой производится при меньшем напряжении, в цепи питания реле напряжения Р1 имеется сопротивление R, часть которого замыкается (отключается) выключателем ВЗ. При наладочных операциях (без включения сварочной цепи кнопкой Кн2 "пуск") управление электродвигателем производится кнопками КнЗ "вверх" и Кн4 "вниз".
Для изменения направления движения трактора служит переключатель В2 "отключено-вперед-назад".
Сварочный автомат ТС-35-1
Сварочный автомат ТС-35-1 является модификацией автомата ТС-35. Он предназначен для работы только со сварочным трансформатором типа ТДФ-1001, поставляемым комплектно с автоматом. Вместо аппаратного шкафа автомат комплектуется блоком управления, который устанавливается в нишу сварочного трансформатора ТДФ-1001.
Сварочный трактор ТС-32
Трактор предназначен для однодуговой автоматической сварки под флюсом стыковых соединений листового металла толщиной 3-12 мм за один проход на скользящей водоохлаждаемой медной подкладке с одновременным формированием обратной стороны шва.

Трактор представляет собой сварочный аппарат переносного типа, передвигающийся во время сварки непосредственно по свариваемому изделию. Общий вид трактора показан на рис. 25. Трактор имеет формирующую медную подкладку 1, токоподводяший мундштук 2, механизм движения 3, токоведуший механизм 4, бункер для флюса 5, пульт управления 6, кассету для проволоки 7.
Совмещение свариваемых кромок и формирование обратной стороны шва производятся в процессе сварки с помощью скользящей медной подкладки, соединенной с корпусом трактора стальной пластиной толщиной 1,5 мм, которая проходит через зазор станка свариваемого изделия. Листы собираются с зазором 2-3 мм, который должен выдерживаться постоянным по всей длине стыка. Механизмы трактора обеспечивают ступенчатую настройку скорости подачи электродной проволоки и скорость сварки. Для передвижения трактора вручную ходовые бегунки отключаются кулачковой муфтой. Трактор рассчитан на сварку электродной проволокой диаметром 2-5 мм. Скорость подачи электродной проволоки может изменяться в пределах 137-284 м/ч, а скорость сварки - в пределах 24-50 м/ч.
Ориентировочные режимы односторонней сварки листов толщиной 5-10 мм постоянным током обратной полярности приведены в табл. 8.
Масса трактора составляет около 80 кг.
Электрическая схема трактора ТС-32 аналогична схеме трактора ТС-17М-У.

Читайте также: