Укажите способ подготовки под сварку кромок труб технологического трубопровода когда смещение по
Обновлено: 05.07.2024
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Укажите способ подготовки под сварку кромок труб технологического трубопровода когда смещение
Перед тем, как выполнять любую сварку деталей, необходимо правильно обработать их и придать краям нужную форму. Эту процедуру обычно называют «разделка». В данной статье мы постараемся рассказать все о разделке труб под сварку и не только.
Зачастую разделка выполняется на заготовках толщины больше средней. Для чего это нужно:
- Чтобы мастеру было удобно добраться своими инструментами к зоне выполнения шва;
- Выполнить высококачественную сварку по всей толщи свариваемых деталей.
Когда выполняется операция по разделке кромок труб под сварку, автоматически увеличивается область шва, а, следовательно, и количество расходуемого сырья. Самый малый расход материалов получается, когда разделка не осуществляется совсем. Сваривают детали без подготовки. Если толщина заготовки малая, то выполняется отбортовка.
Зачистка торцов труб перед подготовкой
Прежде чем начать подготовку труб, обязательно необходимо выполнить зачистку торцов. Обычно выполняется в 2 стадии:
- Механическая зачистка – первый этап, с помощью которого удаляется грязь, коррозия и всевозможные загрязнения. Такой вид зачистки проводится с помощью проволочных щеток-насадок или абразивных кругов, имеющих различные формы и зернистость. Маленькие элементы можно зачищать вручную, а вот для больших уже применяются угловые шлифовальные машины, или другими словами «болгарка».
- Химическая зачистка – второй этап, который используется, чтобы обезжирить зону шва и удалить из нее оставшиеся загрязнения, не поддавшиеся механической очистке. Для нее применяются растворители.

Если не выполнять очистку деталей перед сварочными работами, то вся грязь, оставшаяся в области шва, значительно сократят срок эксплуатации деталей: прочность и время эксплуатации будут под вопросом.
По завершению очистки металла, переходят непосредственно к разделке труб под сварку. Ее выполняют для освобождения места под инструмент для дальнейших работ, то есть увеличивается геометрия стыковки с одной или даже с двух сторон. Такая процедура важна, когда стены конструкции, с которыми работаем мастер, толстые, где необходимо проваривать по несколько раз. Основная задача разделки кромки труб под сварку – обеспечить полное и глубокое сваривание по длине шва.
Верное и тщательное приготовление заготовки – залог качества, ведь тем самым уменьшается риск дефектов, не создаются пустоты и не нарушается однородность материала в зоне шва.
Как подготовить изделие перед разделкой кромки под сварку
Подготовительные работы можно разделить на несколько видов:
- Ручная> – такой способ правки используется для присоединения плит с использованием молотка.
- Механическая – данный вид подготовки используется для устранения складок, неровностей и коробления (искажения формы) при помощи прокатки на правильных вальцах.
- Разметка – применяется при ремонте, для исправления криволинейных швов, когда необходимо просверлить отверстия.
- Термическая – используется для повышения эластичности и урегулирования внутреннего строения металла, для чего металлические изделия заблаговременно подогревают.

Также важно подготовить саму кромку. Подготовка различается:
- С разделкой: снимается фаска одной стороны, если нужно, то и с другой, зачастую с обоих изделий. Или же делают угловое скашивание.
- Разделка отсутствует: для этого необходимо хорошо зачистить поверхность и уложить на нужной дистанции.
- Отбортовка: сглаживаются заостренные бока.
Когда весь комплекс работ по подготовке проведен, переходят, непосредственно, к самой разделке кромки труб перед сваркой. Можно выделить одностороннюю разделку труб под сварку и двухстороннюю (так как скосы более сложной формы необходимо заваривать как с лицевой, так и изнаночной стороны детали).
Формы разделки кромок под ручную дуговую сварку
Рассмотрим различные виды скосов краев заготовок. Каждая форма используется при работе с конкретными деталями и при индивидуальных показаниях к сварочному соединению и различаются толщью, свойствами металла и методом сварки.
V-образная
Достаточно распространенный вид разделки кромки трубы под сварку — это прямолинейный скос с одной стороны. Такая разделка используется в работе с металлом в форме листов толщиной от 3 до 26 мм и подразумевает симметричный скос кромки либо у 1й, либо у 2х деталей. Угол разделки кромки под сварку:
- Односторонний – 50 градусов;
- двухсторонний – 60.

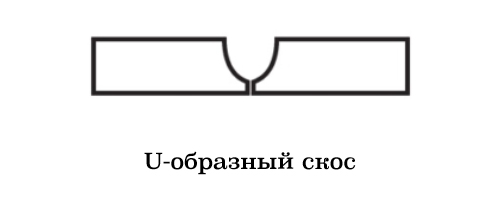
U-образная
Разделка не для новичков – это достаточно сложная форма. Края заготовки подлежат разделке либо с одной, либо с 2х сторон. Данный криволинейный скос используется при сваривании металла толщиной 20 – 60 мм и считается экономным в расходуемых материалах, а именно электродов. Также бонусом выступает быстрый провар шва. В результате образовывается идеальный валик.
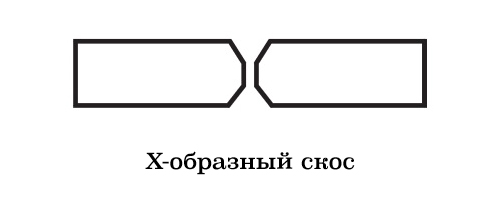
X-образная
Прямолинейный скос 2-ух кромок с двух сторон, похож на V-образную разделку, но только шов проваривается по всей глубине. Получившийся шов может работать под большими нагрузками. Заготовка должна быть в толщь 12 — 60 миллиметров, а угол разделки кромки под сварку — 60 градусов (в некоторых случаях – 45).
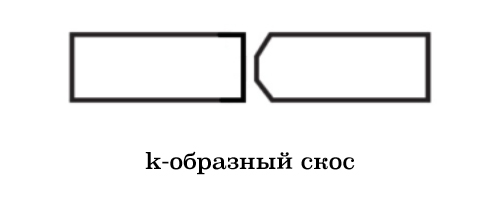
K-образная
Двусторонний скос 2х краев, который практически повторяет X-образный, но процедуру проводят лишь с одной заготовкой.
- Односторонняя разделка кромки используется для угловых и стыковых швов (V или U-образная);
- Двухсторонняя используется для стыковых швов, когда изделие проваривается по всей поверхности (X или K-образная).
Угол разделки кромки под сварку подбирается в зависимости от сварочного инструмента:
- Электродуговой сварки – в пределах 30 – 35 градусов;
- Для оборудования с газовой сваркой рекомендуется использовать угол наклона 45 градусов.
Важно, чтобы скосы не кончались острыми краями, т.к. может возникнуть риск непроваров в некоторых отдельных местах. А на концах кромки (ориентировочно 2-3 мм) необходимо формировать притупление.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Разделка кромок под сварку гост
Подготовка элементов к сварочным работам может различаться и зависеть от типа соединения и толщины металла, упорядоченных системой ГОСТ.
Разделка кромок труб под сварку – ГОСТ 16037-80, а также подходит для соединений из такого материала, как сталь. Стоит учитывать специфику соединяемых элементов и видом соединений:
- Свойства конструкций труб;
- Размеры, т.е. толщина и диаметр трубы;
- Соединение.
Все условия, прописанные в межгосударственном стандарте для разделки труб под сварку 16037-80 обязательно нужно соблюдать для выполнения качественной сварки.
Важно правильно очистить и обезжирить поверхность кромок труб, которые будут подвергаться сварке.
Перед электродуговой сваркой с использованием газов, кромка детали обрабатывается вручную, термическим или механическим способом. Для лазерной необходимо тщательно очищать металл, протравляя края дальнейших швов, промыв и осушив их.
Острые края на скосах заготовки должны быть скруглены, иначе это может привести к прожжению или плохой проварке шва.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.
Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Распространенные ошибки при разделке труб под сварку

Зачастую ошибки возникают во время самой подготовке к разделке. Поэтому, чтобы работа была выполнена на высшем уровне и сварочный шов был идеальным, не допускайте следующих ошибок:
- Не оставляйте скос края с острым углом – это скорее всего приведет к тому, что шов плохо будет проникать внутрь соединения.
- Плохая чистка изделия от загрязнения и масел или неверно подобранный метод очистки – в результате шов будет пористым.
- Несоблюдение регламентов ГОСТа (неправильно подобранный угол скоса, размеры зазоров) – пусть работа и будет быстрее, но качество получившегося шва будет плачевным.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Заключение
Важным регламентирующим документом по разделке труб под сварку является ГОСТ, которому не только важно, но и необходимо придерживаться. В нем заключены все правила, методы и углы сварки, типы соединений, формы разделки и другие параметры под каждый случай.
Так как трубопровод служит нам не один год, он должен быть выполнен качественно, чтобы выдержать давление жидкостей. Выполняйте все указания ГОСТ 16037-80, правильно проводите очистку и подготовку деталей – это сэкономит как деньги, так и время, и в результате Вы повысите производительность последующих операций.
Подготовка стыков труб под сварку
Выполняется механической обработкой либо путем термической резки или строжки (кислородной, воздушно-дуговой, плазменно-дуговой) с последующей механической обработкой резцом, фрезой, абразивным инструментом. Глубина механической обработки после термической резки должна быть указана в технической документации на трубопровод в зависимости от восприимчивости конкретной марки стали к термическому циклу резки.
Фаски на трубах из углеродистых и низколегированных сталей под ручную аргонодуговую сварку без подкладных колец, а также на трубах из сталей легированных и высоколегированных, независимо от способа сварки, необходимо снимать только механическим способом. Подготовленные кромки не должны иметь вырывов. заусенцев, резких переходов и острых углов. Все местные уступы и неровности следует удалить абразивным кругом или напильником.
Подготовленный торец трубы проверяют на перпендикулярность

Номинальный внутренний диаметр трубы, мм
Допустимый перекос плоскости e, мм
Если разность внутренних диаметров стыкуемых труб превышает допустимую (30% толщины стенки), то для достижения плавности перехода в месте стыка применяют один из следующих способов:
- раздача без нагрева или с нагревом конца трубы с меньшим внутренним диаметром;
- расточка но внутренней поверхности конца трубы с меньшим диаметром;
- наплавка на внутреннюю поверхность трубы с большим внутренним диаметром слоя металла и последующая его обработка резцом и абразивным камнем.
Устройства для калибровки концов труб

Рекомендуемая обработка внутреннего диаметра концов труб согласно РД 153-34.1-003-01
ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИЯ И ЭСКИЗ ОБРАБОТКИ КОНЦА ТРУБЫ
Требования к технологической операции
Раздача вхолодную и с нагревом Dp- диаметр в месте раздачи или расточки β≤ 15°

Только для углеродистых и низколегированных, конструкционных и теплоустойчивых сталей. Остальные операции — независимо от легирования
Dн- наружный диаметр

Технологические параметры способа раздачи концов труб согласно РД 153-34.1-003-01
Температура нагрева раздаваемого конца трубы, °С
Разные способы © 2022
Внимание! Информация, опубликованная на сайте, носит исключительно ознакомительный характер и не является рекомендацией к применению.
Список вопросов базы знаний
Каким должно быть смещение друг относительно друга заводских продольных швов двух труб при сборке под сварку технологических трубопроводов с условным диаметром более 100 мм?
Укажите величину смещения кромок труб и других элементов технологического трубопровода по наружному диаметру, когда плавный переход обеспечивается за счет наклонного расположения шва?
Укажите способ подготовки под сварку кромок труб технологического трубопровода, когда смещение по наружному диаметру превышает допустимые значения?
Каким способом следует готовить под сварку кромки труб технологического трубопровода высокого давления, если их смещение по внутреннему диаметру труб превышает допустимые значения?
Каким способом следует готовить под сварку кромки труб технологического трубопровода давлением до 10 МПа (100 кгс/см2), если их смещение по внутреннему диаметру труб превышает допустимые значения?
Укажите величину допускаемого смещения кромок по внутреннему диаметру при сборке под сварку кольцевого шва технологического трубопровода высокого давления.
Укажите величину допускаемого смещения кромок по внутреннему диаметру при сборке под дуговую сварку кольцевых швов трубопроводов I и II категорий.
Укажите величину допускаемого смещения кромок по внутреннему диаметру при сборке под дуговую сварку кольцевых швов трубопроводов III и IV категорий.
Укажите величину допускаемого смещения кромок по внутреннему диаметру при сборке под дуговую сварку кольцевых швов трубопроводов V категорий.
Под каким углом следует делать проточку конца трубы, если смещение кромок по внутреннему диаметру при сборке под дуговую сварку превышает допустимые значения?
Какую величину не должно превышать отклонение от прямолинейности собранного встык участка трубопровода высокого давления или трубопровода I категории?
Какую величину не должно превышать отклонение от прямолинейности собранного встык участка трубопровода II-V категории?
?) Прихватки следует выполнять с полным проваром и полностью переплавлять их при сварке корневого слоя шва.
Что необходимо предпринять, если прихватки имеют недопустимые дефекты, обнаруженные внешним осмотром?
Какие зоны подлежат зачистке перед проведением визуального и измерительного контроля соединений технологических трубопроводов, выполненных дуговой сваркой (наплавкой)?
В каком объеме требуется выполнить визуальный и измерительный контроль сварных соединений (наплавок) технологических трубопроводов?
Допускаются ли наплывы в местах перехода сварного шва к основному металлу в сварных соединениях (наплавках)технологических трубопроводов, выполненных дуговой сваркой?
Допускаются ли незаплавленные кратеры в сварных соединениях (наплавках) технологических трубопроводов, выполненных дуговой сваркой?
Допускаются ли прожоги в сварных соединениях технологических трубопроводов, выполненных дуговой сваркой?
Допускаются ли свищи в сварных соединениях технологических трубопроводов, выполненных дуговой сваркой?
Допускаются ли поры, выходящие на поверхность, в сварных соединениях (наплавках) технологических трубопроводов, выполненных дуговой сваркой?
Допускаются ли подрезы в сварных соединениях (наплавках)технологических трубопроводов высокого давления?
Допускаются ли подрезы в сварных соединениях (наплавках)технологических трубопроводов первой категории, работающих при температуре ниже минус 70 градусов С?
Укажите, требуется ли при многослойной сварке наплавке) разбивать шов таким образом, чтобы стыкуемые участки ("замки") наплавляемого слоя не совпадали с "замками" соседних слоев.
Укажите, с какой стороны рекомендуется выполнять прихватки при сборке конструкций, свариваемых дуговой сваркой с двух сторон.
Для каких целей используют балластный реостат на рабочем месте сварщика при работе от многопостового источника питания?
?) Для создания крутопадающей характеристики и регулирования на рабочем месте величины сварочного тока.
Для чего применяют на рабочем месте сварщика балластный реостат при испльзовании многопостовых источников питания?
?) Для создания крутопадающей характеристики источника питания и регулирования на рабочем месте величины сварочного тока.
Для какого класса сталей применяют при сварке (наплавке) электроды типов Э-38, Э-42, Э-42А, Э-46, Э-46А?
?) Пониженное содержание вредных примесей в наплавленном металле и как следствие его повышенные пластические свойства.
Какой должна быть величина силы тока при дуговой сварке (наплавке) в вертикальном положении снизу вверх по сравнению с величиной силы тока в нижнем положении?
На каком токе процесс дуговой сварки (наплавки) покрытыми электродами будет наиболее производительным?
5.16.1.01.ОХНВП-I-РД Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. 16.Технологические трубопроводы и детали трубопроводов
На каких трубопроводах не допускается вварка штуцеров диаметром более 25 мм, бобышек, муфт и других деталей в сварные швы?
Каким способом допускается выполнять резку труб и подготовку кромок и прилегающих к ним поверхностей?
?) Механическая обработкой или газовой, воздушно-дуговой и плазменной резкой с последующей механической обработкой.
Укажите величину максимально допустимого отклонения от перпендикулярности подготовленных под дуговую сварку торцов труб при условном проходе до 65 мм?
Укажите величину максимально допустимого отклонения от перпендикулярности подготовленных под сварку торцов труб при условном проходе свыше 65 до 125 мм?
Укажите величину максимально допустимого отклонения от перпендикулярности подготовленных под сварку торцов труб при условном проходе свыше 125 до500 мм?
Укажите величину максимально допустимого отклонения от перпендикулярности подготовленных под сварку торцов труб при условном проходе свыше 500 мм?
На какую ширину должны быть зачищены примыкающие к кромкам поверхности стыкуемых труб при сборке под сварку технологических трубопроводов?
Из каких материалов должны быть изготовлены технологические крепления для сборки под сварку стыков технологических трубопроводов?
Каким должно быть смещение друг относительно друга заводских продольных швов двух труб при сборке под сварку технологических трубопроводов с условным диаметром 100 мм и менее?
Какое количество дублеров, находящихся снаружи, необходимо обеспечить при работе сварщиков внутри емкостей и аппаратов?
Какие дополнительные средства защиты должны находиться на месте проведения сварочных работ внутри емкостей и аппаратов?
Допускается ли размещать технологическое оборудование взрывопожароопасных производств под эстакадами технологических трубопроводов с горючими, едкими и взрывоопасными продуктами?
?) Да, при осуществлении специальных мер безопасности, исключающих попадание взрывопожароопасных веществ на ниже установленное оборудование.
Допускается ли размещать технологическое оборудование взрывопожароопасных производств над и под вспомогательными помещениями?
?) Да, при осуществлении специальных мер безопасности, исключающих попадание взрывопожароопасных веществ на установленное оборудование.
Тема/шкала: 4.04.2.01.НГДО-II,4.13.1.01.НГДО-I-РД,4.13.1.02.НГДО-I-РАД,4.13.1.04.НГДО-I-МП,4.13.2.01.НГДО-II
Какое расстояние должно быть между кольцевым сварным швом трубопровода высокого давления и краем опоры, при диаметре трубопровода менее 50 мм?
Какое расстояние должно быть между кольцевым сварным швом трубопровода высокого давления и краем опоры, при диаметре трубопровода свыше 50 мм?
Какую величину не должно превышать смещение кромок по внутреннему диаметру в стыковых швах труб и деталей технологических трубопроводов высокого давления?
На каком расстоянии от сварного шва должны располагаться опоры и подвески технологического трубопровода диаметром более 50 мм?
В каком состоянии при приварке должна находиться приварная трубопроводная арматура (приварная задвижка)?
Тема/шкала: 4.04.1.17.НГДО-I-РАДН,4.04.2.01.НГДО-II,4.13.1.02.НГДО-I-РАД,4.13.1.04.НГДО-I-МП,4.13.1.16.НГДО-I-РДН,4.13.2.01.НГДО-II
Каким должно быть расстояние от поперечного шва до штуцера или любого другого элемента с угловым швом, если диаметр трубопровода менее 100 мм?
Какой должна быть длина прямого участка от конца трубы до начала закругления при изготовлении гладкогнутых отводов?
Какой тип сварных соединений следует использовать для соединения трубопроводов, работающих под давлением свыше 10 МПа до 35МПа?
Каким должно быть расстояние от начала гнутого участка трубы до штуцера или любого другого элемента с угловым (тавровым) швом для труб с наружным диаметром свыше 100 мм?
Какое расстояние должно быть между двумя соседними кольцевыми стыковыми сварными швами трубопровода высокого давления, при толщине стенки свыше 8 мм?
Читайте также: