Упор для сварочного стола
Обновлено: 05.10.2024
Т-образного паза "СЛОТ-СТОЛ"
Сборочно-сварочные приспособления (оснастка) позволяют осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали. К сварочной оснастке относятся: установочные приспособления (упоры, угольники, призмы, шаблоны), предназначенные для установки детали в нужное положение, в котором она будет находиться в готовом изделии; закрепляющие приспособления (струбцины, зажимы, прижимы, стяжки, распорки), прочно фиксирующие детали от случайного сдвига или деформации после охлаждения.
Оснастка закрепляется на поверхности сборочно-сварочного стола с помощью Т-образого паза, который зарекомендовал себя как наиболее удобный способ крепления оснастки. Основным его преимуществом является возможность бесступенчатого позиционирования всех зажимных и фиксационных элементов в любой точке стола, что удобно при работе с корпусами и рамами. Зажим деталей на рабочей поверхности столов легко осуществляется с помощью фиксирующих приспособлений, закрепленных с использованием пазового сухаря.
Конструктивные особенности
Точность сборки изделий
Сварочная оснастка обеспечивает: точное пространственное размещение свариваемых деталей, исключение ручной подгонки; легкий доступ ко всем местам для прихваток, зачисток и основных сварочных швов, сборку изделий в соответствии с допусками, заложенными в конструкторской документации; соблюдение требуемых межкромочных размеров соединяемых изделий; оптимальный порядок сборки, требуемое качество накладываемых швов.
Крепление в Т-образные пазы
Т-образный паз является позволяет фиксировать оснастку в любой точке стола, что особенно удобно при работе с корпусами и рамами. Зажим разнообразных деталей на рабочей поверхности устройств легко осуществляется с помощью универсальных фиксирующих приспособлений, закрепленных с использованием пазового сухаря. Еще одним преимуществом паза является защита его функциональной поверхности от попадания окалин.





Вертикальная опора ø50 мм
Вертикальные опоры диаметром 50 мм из высокоточной стальной трубы применяются для фиксирования деталей с использованием прижимных и придерживающих рычагов, горизонтальных зажимов и прижимов, фланцевых прижимов, которые закрепляются на опоре. Скользящий блок и воротник позволяют устанавливать детали на различной высоте.
Использование опор на поверхности сварочного стола из наборных пластин с Т-образными пазами позволяет собирать и сваривать сложные пространственные конструкции из труб, профиля, листов.


Фланцевый
Фланцевый прижим используется для фиксирования различных фланцев. Прижим крепится на вертикальную опору и легко перемещается по ее высоте, максимальная высота установки прижима 1100 мм. Может использоваться для разных диаметров и размеров фланцев.

Горизонтальный
Горизонтальный зажим для крепления вертикальных деталей, легко перемещается по высоте опоры, регулируется зажимным винтом, V-образный прижимной элемент удобно использовать для труб. Компактный размер зажима позволяет его использовать в ограниченном пространстве.

Поддерживающий
Поддерживающий рычаг служит для фиксации горизонтальных деталей из профиля, труб, листа. На рычаг могут устанавливаться V-образные прижимные элементы (призмы), которые удобно использовать для труб или профиля. Обычно используется совместно с прижимными рычагами.

Прижимной
Прижимной рычаг устанавливается и легко перемещается по длина вертикальной опоры, регулируется зажимным винтом, V-образный прижимной элемент прижима удобно использовать для труб или профиля. Крепится фиксирующий элемент рычага может под разными углами.
Вертикальная опора ø30 мм
Вертикальные опоры диаметром 30 мм из высокоточной стальной трубы применяются для фиксирования деталей с использованием прижимных рычагов, горизонтальных прижимов, которые закрепляются на опоре. Скользящий блок и воротник позволяют устанавливать детали на различной высоте. Также опоры могут применяться совместно с плоскими или четырёхсторонними упорами, V-образными опорами.
Использование опор на поверхности сварочного стола из наборных пластин с Т-образными пазами позволяет собирать и сварить сложные пространственные конструкции из труб, профиля, листов.


Прижимной рычаг
Прижимной рычаг с V-образным прижимом и подвижным фиксирующим элементом для опоры ø30 мм позволяет зажимать детали металлоконструкций из профиля, труб, листа.Крепится фиксирующий элемент рычага может под разными углами.
Горизонтальный прижим
Горизонтальный прижим устанавливается на верхушку опоры, регулируется зажимным винтом, V-образный прижимной элемент прижима удобно использовать для труб. Благодаря компактным размерам зажимного винта стойка может использоваться в ограниченном пространстве.

V-образная опора
V-образное основание удобно для размещения круглых деталей, труб. Могут использоваться отдельно или крепиться на поддерживающий рычаг на вертикальной опоре или рейке с пазами. Высота опоры настраивается регулирующим винтом, закрепляется опора пазовым сухарем.
Упоры и прижимы
Упоры и зажимы используются для фиксации от сдвига деталей на поверхности сварочных столов. Специальная форма упоров позволяет закреплять детали под определенными углами.
Использование упоров и зажимов позволяет собирательных и сваривать на поверхности сварочного стола плоские горизонтальные конструкции, при совместном применении с вертикальными опорами можно фиксировать более сложные пространственные металлоконструкции.



РЕГУЛИРУЕМЫЙ
УГЛОВОЙ УПОР
Регулируемый угловой упор используется для установки деталей под определенным углом. Закрепляется с помощью фиксирующего винта.Плавно регулируемый угловой упор 350 x 350 мм с фиксатором и ключом для установки угла наклона. Упор используется для выравнивания деталей под заданным углом. Специальные отверстия на поверхностях упора позволяют крепить на нем другие виды оснастки.

БЫСТРОДЕЙСТВУЮЩИЙ
ПРИЖИМ
Быстродействующий прижим эксцентриковый позволяет быстро и легко прижимать детали к рабочей поверхности столов. Благодаря комбинации с плоским упором, данное устройство можно плавно позиционировать по двум осям. Эксцентриковые зажимы используются в сложных зажимных системах. Может использоваться отдельно вместо ручных винтовых зажимов.

ПРИЖИМНОЙ
УГОЛЬНИК
Прижимной угольник используется для установки деталей в вертикальном положении под прямым углом. Закрепляется с помощью фиксирующего винта.Оптимально использовать для выравнивания деталей под прямым углом. Могут использоваться упоры высотой 170 мм или 600 мм. Для увеличения высоты упора и закрепления на нем деталей можно дополнительно применять алюминиевую рейку с двумя пазами.

Плоский упор
Плоский упор используется для фиксации от сдвига деталей на поверхности сварочных столов. Может располагаться как вдоль деталей, так и поперек или под углом.Плоские упоры могут использоваться отдельно или в качестве основания вертикальных опор. V-образная форма одного из концов упора позволяет удобно позиционировать углы деталей. Закрепляется с помощью фиксирующего винта.

Четырехсторонний упор
Четырехсторонний упор используется для прямой и прямоугольной установки деталей на поверхности сварочных столов.Угловые упоры оптимально использовать для выравнивания деталей под прямыми вертикальными и горизонтальными углами. Могут использоваться упоры высотой 100 мм или 300 мм. Предусмотрены отверстия для дополнительной установки вертикальных опор.

Угловой упор
Угловой упор используется для прямой и прямоугольной установки деталей на внешних краях сварочных столов. Основание упора скошено для лучшего крепления, с винтовым фиксатором.Угловые упоры оптимально использовать для выравнивания деталей вдоль края сварочного стола под прямым вертикальным углом. В зависимости от размеров деталей могут использоваться упоры высотой 70 мм или 200 мм.
Пазовый сухарь
Пазовый сухарь служит для закрепления приспособлений на сварочном столе с Т-образным пазом. Кроткий сухарь длиной 28 мм подходит для всех видов оснастки, длинный сухарь 90 мм используется для вертикальных опор диаметром 50 мм. Основным преимуществом Т-образного паза является возможность бесступенчатого позиционирования всех зажимных и фиксирующих элементов оснастки в любой точке рабочей поверхности стола, что особенно удобно при работе с корпусами, рамами, трубами.
Приспособления для сварочного стола

Приспособления для сварочного стола значительно облегчают работу специалиста, позволяя выполнять различные сложные соединения. Таким образом качество оснастки напрямую влияет и на то, какими будут готовые изделия.
Не всегда требуется все и сразу, но лучше понимать, какие приспособления востребованы в первую очередь, а какие можно прикупить и потом. В нашей статье мы расскажем про оснастку для сварочного стола, ее виды и приведем требования, которые предъявляют к подобному оборудованию.
Требования к приспособлениям для сварочного стола
Сварка может осуществляться и без подготовленного рабочего места, однако последнее значительно упрощает работу над объемными заказами.

Приспособления для сварочного стола дают следующие преимущества:
- возможность отказаться от подгонки вручную за счет определенного расположения заготовок, в том числе узлов, которые включают в себя сразу ряд элементов;
- полное соответствие сварного изделия чертежам и нормам технической документации;
- сохранение между деталями установленного правилами межкромочного пространства;
- наличие доступа ко всем соединениям, что позволяет делать зачистку, прихватки и сваривать основные швы;
- эргономичная сборка, повышенная производительность, обеспечение высокого качества соединений;
- безопасность работника при сварке любой сложности и во внештатных ситуациях, например, когда ослабляется крепление или происходит разбор фиксирующей конструкции, пр.
Рекомендуем статьи по металлообработке
Нужно понимать, что приспособления для сварочного стола должны иметь такие характеристики:
- Жесткость, прочность и большая продолжительность службы всей оснастки.
- Быстрая установка и простое удаление фрагментов оборудования.
- Отсутствие вероятности налипания металлических брызг на изделие и сам стол.
- Устойчивость к повышенной температуре.
- Быстрое отведение тепла, так как продолжительная работа с одним узлом приводит к существенному росту температуры. Понизить данный показатель за короткое время позволяют специальные инверторы.
- Сварка в горизонтальной и вертикальной плоскости, а также вариативность подбора углов.
Важно, чтобы используемые фиксаторы подстраивались под увеличение объема изделия, поскольку при нагревании металла происходит его расширение. Детали должны надежно фиксироваться, однако не слишком жестко, иначе возрастает температурное и усадочное напряжение. Последнее приводит к деформации сварочной сборки.
Основные приспособления для сварочного стола
Среди всех этапов сварки больше всего времени занимает размещение отдельных деталей в виде сборочной единицы. Иными словами, все заготовки устанавливаются в соответствии с чертежом и надежно фиксируются. Для этого используются:

VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Данная разновидность приспособлений для сварочного стола включает в себя рамный корпус и подвижные зажимы разных видов, что дает возможность добиться надежной фиксации заготовок. Специалисты достаточно часто применяют угловые струбцины. Для обеспечения удобства конструкция может быть оснащена быстрозажимными эксцентриковыми механизмами.
Если во время сварки требуется большое рабочее пространство, струбцины заменяют специальными зажимами. Тогда, чтобы зафиксировать детали, обхватываемые зажимом, мастер должен просто сжать ручки. Если требуется изменить размер зева, нужно переставить штифт в другое отверстие. Либо возможны иные способы.
Они позволяют разместить на столе трубы и профили прямоугольного сечения. Рабочие поверхности имеют форму углов в 90° либо 120°. В призмах могут быть места для крепления к сварочному столу или работы проводятся без фиксации оснастки на определенном месте. Когда необходимо защитить свариваемую заготовку от мелких царапин и полностью предотвратить повреждение металла изделия, используют призмы из полиамида.
Составление рабочей поверхности из набора пластин позволяет сократить расходы на сам стол за счет меньших затрат на металл. Обычно выбирают пластины из серого чугуна, так как он прекрасно поглощает антипригарные материалы, к нему не прилипают брызги горячего металла.
Еще одним плюсом этого металла является низкая теплопроводность – благодаря ей пластины не нагреваются и не меняют форму. Немаловажно, что чугун имеет высокую износостойкость, а при утрате своих характеристик пластины могут быть заменены на новые. Таким образом обеспечивается почти неограниченный срок эксплуатации стола.

Тиски являются еще одним важным видом приспособлений для сварочного стола и чаще всего применяются во время ремонтных работ, заменяя мастеру еще одну руку. Рычажный инструмент подбирается под форму соединяемых заготовок и может иметь различную конфигурацию губок: U-образную, С-образную, пр. За счет данной особенности детали могут быть зафиксированы даже в труднодоступных местах, а это нередко важно в процессе ремонта.
Монтаж и ремонт трубопроводов не обходится без цепных тисков: трубы устанавливаются на центраторе и прижимаются к нему цепями. Стоит пояснить, что центратор справляется с сильным нагревом и деформацией при сварочных работах.
Сварочно-монтажные плиты используются для размещения заготовок в положениях, соответствующих чертежам. Плиты подбираются под размеры деталей и чаще всего бывают цельными, так как данный формат обеспечивает лучшую плоскостность, чем у составных конструкций.
Крепление разнообразных оснасток к таким приспособлениям для сварочного стола проводится по сетке отверстий. Например, для систем D16 предусматриваются отверстия диаметром 16 мм, для систем D22 – 22 мм. Т-образные пазы обеспечивают фиксацию различных по форме деталей в необходимом месте.
Чтобы добиться большей точности размещения, плиты снабжают координатной сеткой – так визуализируется расположение заготовок по горизонтали и вертикали.
Сварка всегда сопровождается выделением различных вредных химических соединений. Чтобы обезопасить специалиста от пыли и газов, вблизи рабочей зоны устанавливают местные отсосы.
Всасывающие рукава – это гибкие воздуховоды, изготовленные из трудновоспламеняемых и негорючих материалов. Они без труда устанавливаются на сварочном столе, сгибаются в любом направлении, растягиваются и закрепляются.
Подобные приспособления используются для фиксации заготовок на сварочном столе, позволяя осуществлять точную подгонку элементов. Опорная поверхность бывает плоской либо в виде эксцентрика. При втором варианте удается подгонять детали за счет поворота механизма, не снимая устройство с рабочей поверхности.
Упоры бывают постоянными и откидными, или съемными. Последние используются в качестве промежуточного крепления и не могут задействоваться во время сварки.

Станина – это жесткая рамная конструкция, установленная на регулируемые опоры, за счет правильно подобранного их количества достигается общая устойчивость. Опоры могут быть снабжены колесиками, если необходим мобильный сварочный стол. Также сварщики используют складывающиеся столы, поскольку их можно без труда перемещать.
Заземление гарантирует электробезопасность работ. Чаще всего с этой целью на раме стола устанавливают кронштейн, чтобы подсоединить к нему кабель заземления.
Данная разновидность приспособлений для сварочного стола позволяет выставлять между деталями углы в соответствии с чертежом. Угольники выполняются в виде шаблонов на 30°, 45°, 75°, 90°, пр. Однако на практике лучше всего себя зарекомендовала оснастка с поворотными опорными поверхностями, позволяющая выставить любой угол.
Специалисты активно используют магнитные угольники, где включенный магнит обеспечивает плотное прилегание детали к его поверхности. Когда сварочные работы завершены, магнит отключают, и приспособление легко удаляется с готовой конструкции.
Крепко прижать заготовку к столу позволяют угольники, оснащенные механическим либо гидромеханическим зажимом.
Крепежные приспособления для сварочного стола
Для сварочных столов используют болты из вороненой стали, что позволяет им служить в течение большего срока. За счет конструкции с четырьмя крепежными шариками достигается надежная установка приспособлений на 3D-сварочном столе. Если необходимо соединить между собой сварочные столы, закрепить переходные плиты, транспортные кольца, прибегают к помощи зажимных болтов с потайной головкой и быстрозажимных болтов.
Быстрозажимной болт отличается от других видов крепежных приспособлений для сварочного стола такими характеристиками:
- усовершенствованная конструкция;
- надежная фиксация за счет четырех крепежных шариков;
- беспрепятственное стопорение, достигаемое при помощи направляющей канавки;
- плотное прилегание к внутренней стороне отверстий, так как в конструкции предусмотрены убирающиеся выступы и кольцо;
- отсутствие возможности повредить внутреннюю сторону отверстий;
- возможность закрутить болт одной рукой;
- многофункциональность, поскольку обеспечивается соединение сварочных столов, закрепление стопоров, угольников, переходных плит, иных приспособлений;
- фиксация посредством шестигранного ключа SW14/SW8;
- твердость HRC50.
Особенности зажимного болта с потайной головкой:
- потайная головка;
- предназначен для отверстий, не может использоваться для пазов;
- надежная фиксация, также обеспечиваемая четырьмя крепежными шариками;
- беспрепятственное стопорение, освобождение данного приспособления для сварочного стола за счет направляющей канавки;
- возможность использовать для соединения сварочных столов, для закрепления различной оснастки;
- фиксируется шестигранным ключом SW14/SW8;
- имеет твердость HRC50.
Еще одна разновидность крепежа – соединительный болт:
- применяется для соединения элементов на большой срок;
- обеспечивает незаметное скрепление;
- используется только для отверстий, не подходит для пазов;
- устанавливается шестигранным ключом SW10/SW6;
- изготовлен из вороненой стали.
Позиционирующий болт отличается такими качествами:
- позиционирование без стопорения;
- используется в паре с зажимным болтом;
- замена второго зажимного болта является выгодной в финансовом плане;
- изготовлен из вороненой стали.
Быстрозажимной болт:
- вращается на 360°;
- минимальные временные затраты на крепление деталей;
- надежность фиксации;
- высокая прочность крепления при небольшом усилии;
- может устанавливаться без дополнительных инструментов;
- имеет хромированную рукоятку или бывает с пластиковым покрытием.
Магнитный болт:
- монтируется в системные отверстия;
- изготавливается из вороненой стали;
- обеспечивает надежную установку;
- имеет высокую степень фиксации;
- требует минимальных усилий при закреплении;
- отличается удерживающей силой для 16 серии – 20–25 Н и 50–70 Н – для 28 серии.
Защитные приспособления для сварки
Сварочные работы должны осуществляться таким образом, чтобы обеспечивалась защита зоны расплава, а также смежных с ней областей. Дело в том, что титан при превышении +400 °C вступает в активную реакцию с газами из воздуха. Это негативно сказывается на его прочности, повышая хрупкость. Избежать подобных проблем позволяет вторичная защита – она препятствует контакту с воздухом зон металла, разогретых до указанной температуры.
Главным приспособлением для сварочного стола, обеспечивающим вторичную защиту, является металлический кожух, его также называют «сапожок». Подобную оснастку фиксируют на сопле горелки и обеспечивают подачу газа к области шва. Важно, чтобы форма кожуха отвечала конфигурации свариваемого изделия и параметрам горелки, в противном случае он не сможет качественно выполнять свои функции. Мастер сам изготавливает такой «сапожок» либо заказывает под конкретную горелку и работу. Чтобы добиться равномерной подачи газа на защищаемую поверхность, устройство заполняют пористым наполнителем, например, алюминиевой стружкой.
Кроме того, аналогичную функцию могут выполнять гибкие фартуки. Их отличием от описанного выше «сапожка» является гибкость, поэтому защита способна огибать цилиндрические конструкции. Фартуки могут быть изготовлены из толстой медной фольги.
На данный момент существует множество приспособлений для сварочных столов, хотя не все они должны использоваться одновременно. У настоящего мастера всегда есть вся необходимая оснастка, чтобы обеспечивать высокое качество любых работ.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Струбцины для сварочного стола

Одним из основных элементов, которыми оснащаются все сварочные столы, являются струбцины. Удобство и многообразие форм оснастки позволяет сварщику комфортно и легко работать с заготовками, различными по размеру и конструкции. За счет использования этих вспомогательных элементов подготовительный этап сварочных работ существенно упрощается. В статье поговорим о том, что представляют собой струбцины для сварочного стола.
Что собой представляют струбцины для сварочного стола

Порой возникают ситуации, когда свариваемым заготовкам долго и тщательно придается нужное положение, а прикосновение электрода приводит к тому, что вся конструкция разваливается. Следующая неприятность может быть связана с тем, что в процессе сварки заготовка слегка смещается или деформируется, и в итоге соединение происходит не в том месте. Универсальные специализированные приспособления для сварочных работ помогают избежать подобных ситуаций, облегчая работу сварщика, экономя время и способствуя изготовлению качественных изделий.
В настоящее время существует большое количество приспособлений, повышающих комфорт и облегчающих выполнение сварочных работ. В промышленных масштабах пользуются специализированным механизированным оборудованием (транспортными устройствами, механизмами для укладки и кантовки изделий, технологическими сборочными приспособлениями и т. п.). Домашние мастерские укомплектовывают чаще всего ручным универсальным сварочным оборудованием, при помощи которого можно быстро собрать конструкцию, закрепить ее составные элементы в определенном положении, минимизировать риск деформации деталей.
Струбцины для сварочного стола конструктивно состоят из рамы (корпуса) и подвижных зажимов. Благодаря такой конструкции заготовки надежно закреплены в процессе обработки. Приспособления выпускаются с различными видами зажимов. Широким спросом пользуются, к примеру, специальные угловые струбцины. Быстрозажимные механизмы, например, эксцентриковые, повышают удобство использования фиксаторов.

Зажимные механизмы облегчают не только сварочные, но также столярные и слесарные работы. Без использования удобной угловой струбцины для сварочного стола порой просто не обойтись.
Разница между скобами заключается в их форме, размерах, возможности использования для работы с заготовками определенного размера либо применения в качестве тисков, надежно фиксирующих детали в процессе сварки.
Сварка трубопроводов осуществляется при помощи специально предназначенных для этого струбцин с шарнирами и винтами, при помощи которых можно фиксировать трубы различного диаметра.
Струбцины для сварочного стола могут оснащаться кулачковыми фиксаторами или винтами, регулирующими расстояние между зажимами. Рекомендуется приобрести фиксирующие устройства разных типов и размеров. При их выборе необходимо исходить из характера выполняемой работы и размеров свариваемых деталей. Самым простым и надежным вариантом самодельной конструкции является угловой фиксатор.
Виды комплектующих в наборах оснастки сварочного стола
1. Струбцины.
Итак, как мы выяснили, что при помощи струбцин для сварочного стола быстро и точно фиксируют заготовки на время работы. Они отличаются многообразием типов и размеров, закрепляя детали как в горизонтальном, так и в вертикальном положении. Самой распространенной является быстрозажимная скоба, интенсивно, быстро и ровно фиксирующая заготовки.

2. Упоры.
Необходимы для того, чтобы подогнать и правильно зафиксировать заготовки. Изготовленные из конструкторской стали, оцинкованные или вороненые, упоры отличаются компактными размерами.
3. Болты.
Современный рынок предлагает различные виды болтов: позиционирующие (выступают в качестве направляющего элемента), быстрозажимные (мгновенно фиксирующие заготовки), болты с потайной головкой (незаметно закрепляющие детали). Все фиксаторы отличаются простотой использования, удобством, а также прочным, защищенным от коррозии корпусом.
4. Опоры.
Опоры имеют регулируемую стойку и могут быть дополнены колесиками. Во втором случае сварочный стол обретает мобильность, позволяющую перемещать его в пределах мастерской. Такие приспособления отличаются надежностью, практичностью и долговечностью.
5. Углы.
Правильная фиксация заготовок достигается за счет использования вертикальных, горизонтальных или упорных углов. Они имеют различные типоразмеры, изготавливаются из стали или алюминиевого сплава (упорные углы), могут быть оцинкованными или воронеными.
6. Блоки расширения.
Рабочую поверхность сварочного стола в горизонтальной и вертикальной плоскостях можно увеличить за счет применения блоков расширения, изготавливаемых из конструкторской стали. Производители предлагают фиксаторы различных типоразмеров.
7. Установочно-закрепляющие приспособления.
Удобнее всего в процессе сварочных работ пользоваться скобами, с помощью которых можно правильно расположить и зафиксировать заготовку в нужном положении, вставив ее в зажим и затянув винты или эксцентрики. Детали могут крепиться в одной или двух плоскостях под углом 90°. Для освобождения готового элемента из фиксатора один из зажимов выполняется поворотным.
8. Приспособления с магнитами.

В процессе работы удобно пользоваться магнитными струбцинами для сварочного стола, которые за счет магнитов соединяют и удерживают заготовки.
- Магнитными угольниками – широко распространенными приспособлениями. Производители предлагают широкий выбор магнитных струбцин для сварочного стола разной формы, с дополнительными крепежами, позволяющими изменять угол расположения заготовок. Они облегчают работу с листовыми элементами, рамными конструкциями, стойками и пр., соединяемыми под определенным углом.
- Универсальными магнитными приспособлениями, к достоинствам которых относится большая функциональность и универсальность по сравнению с обычными угольниками. Удобство и простоту сварочных работ с их использованием можно оценить, воспользовавшись струбциной MagTab (Strong Hand Tools).
Такие фиксаторы для сварочного стола сокращают время, затрачиваемое на сборку заготовок, и обеспечивают высокое качество готовых деталей. Простота, удобство использования, невысокая стоимость делают эти струбцины необходимым оборудованием домашней мастерской. Такие приспособления можно сделать самостоятельно, достаточно приобрести постоянные магниты или электромагнит. Главное – не забывать о том, что высокие температуры (а в ряде случаев и не очень высокие) приводят к размагничиванию магнитов.
Разновидности струбцин для сварочного стола
Струбцины для сварочного стола позволяют фиксировать заготовки под углом 45°, 90°, 180°.
1. Струбцина универсальная.

Такие приспособления фиксируют круглые и плоские элементы под углом и 90° и 180°. Высота составляет около 200 мм, вылет – 200 мм.
2. Струбцина 45°.

Подходит для фиксации плоских и округлых заготовок под углом 45°. Высота струбцины для сварочного стола составляет 200 мм, вылет пятки – 200 мм.
3. Быстрозажимная струбцина.

Используется в серийном производстве. С ее помощью можно быстро фиксировать заготовки, однако струбцину необходимо настраивать по высоте, что снижает целесообразность ее использования для разовых работ. Применяется в работе с округлыми и плоскими деталями.
Конец винта может быть дополнительно оснащен штурвалом для зажима заготовок. Самой простой и наиболее распространенной конструкцией струбцины для сварочного стола является приваренная или зафиксированная другими способами небольшая перемычка, изготовленная из квадратной трубы или прутка.
Мелкие детали в процессе сварочных работ удобно фиксировать с помощью простейшей G-образной струбцины, которую можно изготовить самостоятельно. Для этого необходим профиль, который подрезается и загибается для того, чтобы получить основную раму нужной формы. Приварив к верхней части конструкции гайку с винтом, вы получите простой фиксатор для сварочного стола.
Несмотря на простоту, он надежно фиксирует небольшие по размеру заготовки, существенно облегчая сварочные работы. Для более надежной фиксации деталей без сдвигания их в процессе затяжки лучше использовать винт с подвижным пятаком на одном конце.
Самые распространенные струбцины для сварочного стола регулируются в зависимости от размеров обрабатываемых деталей. Их необходимо крепить на жесткой поверхности рабочего стола или на металлическом верстаке.
Преимущества и нюансы угловой струбцины

При помощи угловых струбцин для сварочного стола под разными углами соединяют трубные заготовки, имеющие различную конфигурацию. Таким образом собирают рамные конструкции для калиток, готовые узлы трубопровода или регистры отопления.
Струбцины для сварочного стола могут иметь как постоянный, так и изменяемый угол соединения.
При разработке эскиза и выполнении чертежей необходимо учитывать следующее:
- Чтобы детали надежно стыковались и фиксировались друг с другом, прижимные губки должны иметь достаточную толщину. За счет этого минимизируется вероятность деформации заготовок в процессе сварочных работ.
- Отдельного внимания заслуживают прижимные винты. Лучше, если гайки и прижимные детали струбцины для сварочного стола будут изготовлены из меди или обмедненной стали с винтовой резьбой. Такое решение увеличивает срок службы фиксатора. Винтовую резьбу можно заменить метрической с как можно большим шагом.
- Значение имеет величина рабочей поверхности при соединении и сварке заготовок. Оптимально, если сварку можно выполнять с трех сторон зафиксированного узла.
Конструкция струбцины представляет собой основу с упорами. Эти приспособления могут фиксироваться под определенным углом с возможностью регулировки градуса стыковки.
Чтобы зафиксировать основу, на нее наваривают гайку с вкрученным винтом. Благодаря подобной конструкции можно работать с деталями разного размера, но не более 400 мм. Обработка заготовок большей величины требует использования стапеля.
В конце следует отметить, что струбцина для сварочного стола является универсальным приспособлением, облегчающим работу с любыми металлами. Сварщики, конечно, могут обойтись и без нее. Но в таком случае будет страдать как производительность труда, так и собственный комфорт мастера.
Скобы различаются по размерам, форме, отсутствию или наличию возможности регулировки зева. Наибольшим удобством отличаются быстрозажимные приспособления, в которых для фиксации используется кулачковый механизм. Сварщику стоить купить набор разнообразных струбцин для сварочного стола, так как даже в процессе работы с одной заготовкой может возникнуть необходимость в применении нескольких зажимов разного размера и конфигурации.
Оснастка сварочного стола

На скорость и эффективность работы мастера-сварщика влияет не только уровень его квалификации, но и обстановка рабочего пространства. Подходящая оснастка сварочного стола позволяет действовать быстрее и качественнее. О том, как должен быть оборудован сварочный стол, читайте в нашей статье.
Требования к оснастке сварочного стола
Разумеется, наличие подготовленного рабочего места не является обязательным требованием для выполнения сварочных работ, но профессиональный стол позволит выполнять более объемные заказы без особых затруднений.
Основные требования к оснастке:
- определенное расположение изделий в пространстве, в том числе узлов, состоящих из нескольких компонентов, – это дает возможность избавиться от ручной подгонки;
- соответствие готовой конструкции чертежам и требованиям технической документации;
- соединение деталей производится при соблюдении требований к размерам межкромочного пространства;
- беспрепятственный доступ ко всем соединениям для зачисток, прихваток и сварки основных скрепляющих швов;
- эргономичная сборка, увеличенная производительность, возможность выполнения качественных швов;
- обеспечение безопасности мастера во время выполнения работ любой сложности, в том числе, во внештатных ситуациях (ослабление крепления, разбор фиксирующей конструкции и т. д.).
В процессе работы изделия необходимо фиксировать. Для этого в оснастке сварочного стола используются специальные зажимы. Они бывают гидравлические, механические и пневматические. Для того, чтобы избежать незапланированного ослабления крепежа и высвобождения изделия во время работы, пневматические и гидравлические фиксаторы оснащаются специальными звеньями для автоматического торможения.

Если вы работаете с зажимами-эксцентриками, позаботьтесь об их защите от попадания капель расплавленного металла. Современные аппараты не сильно разбрызгивают материал, но всего несколько капель может нарушить функцию приспособления.
Помимо основных требований, к качественной оснастке сварочного стола предъявляется ряд дополнительных:
- Жесткость, прочность и длительный эксплуатационный срок конструкции.
- Возможность быстрой установки и снятия элементов оснастки без заклинивания.
- Защита изделия и сварочного стола от налипания металлических брызг.
- Устойчивость элементов оснастки к высоким температурам.
- Быстрое отведение тепла. При длительной и интенсивной работе над одним узлом, температура существенно повышается. Для ее оперативного понижения следует использовать специальные инверторы, например, «Сварог».
- Возможность выполнения сварочных работ как в горизонтальной, так и в вертикальной плоскости, вариативность подбора углов.
Качественные фиксаторы должны адаптироваться к возможному увеличению объема изделия. Так, при сварке металл нагревается и расширяется. Закрепление детали должно быть прочным, но не слишком жестким. В противном случае может увеличиться температурное и усадочное напряжение, то есть сварочная сборка может быть деформирована.
Промышленные масштабы требуют особой оснастки сварочного стола. Ее разработка должна производиться в точности с техническим заданием, которое включает в себя:
- точные чертежи и отработанные схемы сборки;
- подробная схема помещения, включающая расположение проводки, вентиляции, водопровода, канализации и прочих коммуникаций с точным указанием давления и мощностей;
- определение вида сварочной конструкции, расположение ключевых узлов и мест сцепки, развиваемое усилие и т. д.;
- стационарный, подъемный, поворотный, подъемно-поворотный или смешанный тип устройства (в зависимости от принципа работы);
- проверенная методика присоединения дополнительных элементов к оснастке (сварка, закрепление в пазах, с помощью болтов и пр.), а также подробная схема включения данного стола в общий технологический процесс;
- указание срока службы основных модулей и дополнительных элементов, периодичности проведения технического обслуживания, а также допустимой производственной нагрузки.
В соответствии со степенью сложности процесса, а также объемами производства применяются современные высокотехнологичные сварочные аппараты: полуавтоматические, автоматические или роботизированные. Однако ни один из этих комплексов не справится со своей задачей в полной мере без подходящей оснастки сварочного стола.
Основные типы оснастки сварочного стола
Без четкой стыковки элементов качественной сварки не получится. Этап подготовки часто занимает больше времени, чем сам процесс. Для точного пространственного размещения материалов применяются различные элементы оснастки. Их можно разделить на две группы: установочные (для точного расположения объекта) и закрепляющие (чтобы избежать его смещения во время работы). К первой группе относятся: шаблоны, направляющие, призмы, упоры, угольники. Ко второй: зажимы, прижимы, тиски, струбцины, стяжки, распорки и др. Поговорим подробнее о каждом из них.

Это зажимы, которые позволяют закрепить элемент оснастки под любым углом. Приспособление может иметь множество размеров и конфигураций. Традиционно, сварочная струбцина состоит из штифта (рамы), на которую крепятся зажимы. Как элемент сварочной оснастки стола d16 она устанавливается в перфорированное отверстие и может фиксироваться быстрозажимными крепежами (по типу эксцентриковых).
В некоторых случаях удобнее использовать сварочные зажимы, которые занимают на столе меньше места, чем струбцины. Фиксация оснастки происходит за счет сжатия ручек. Размер зева у них – регулируемый. Откалибровать зажимы можно с помощью крутящегося механизма или передвижного штифта.

Эти приспособления предназначены для того, чтобы разместить на рабочем столе объемные детали, например, трубы или предметы прямоугольной формы. Чтобы предмет не смещался, поверхности сварочной призмы скрепляются под углом (чаще всего 90° или 120°). Они могут крепиться к поверхности или располагаться автономно. Имейте в виду, что такое приспособление для оснастки сварочного стола может царапать изделие. Если такой эффект категорически нежелателен, отдайте предпочтение призме из полиамида, а не металлической.
Нередко можно встретить сварочный стол, полностью состоящий из отдельных чугунных пластин. Это существенно снижает его стоимость и дает возможность замены модулей при необходимости.
Чугун – уникальный материал. Он обладает низкой теплопроводностью, поэтому не будет нагреваться при длительной работе аппарата. Он износостойкий и устойчив к деформациям, что значительно увеличивает срок его эксплуатации. Кроме того, к такому материалу не прилипают металлические брызги.
Это приспособление предназначено для фиксации изделия на период работы. Как правило, оно применяется, когда мастеру нужно использовать сразу обе руки. Существует несколько видов тисков: C-образные, U-образные и др.
Для работы с трубами применяются специальные тиски, которые соединяются между собой и образуют своеобразную цепь. Такая оснастка обеспечивает неподвижность изделия на рабочей поверхности – центраторе.
Столы для сварочных работ, сделанные из цельных плит, имеют более ровную поверхность, что положительно влияет на качество сцепки. Их размер подбирается в зависимости от изделий, с которыми работает мастер.
Большим преимуществом такой оснастки является нанесенная разметка, в соответствии с которой легко размещать детали.
Сварочная оснастка стола d16 происходит довольно просто. Плита имеет сеть отверстий, в которые легко вставлять и закреплять необходимые приспособления.
В процессе выполнения сварочных работ выделяются химические вещества, которые вредны для организма человека. Сегодня многие мастера работают в закрытых помещениях, потому, чтобы не получить дозу токсинов, следует использовать специальные мощные вытяжки – сварочные рукава.
Их преимущества заключаются в простоте монтажа, устойчивости к высоким температурам, эластичности и возможности позиционирования в нужном положении.
Не все элементы изделия располагаются в одной плоскости. Для обеспечения точной сцепки объемных конструкций следует оснастить сварочный стол специальными упорами. Наиболее динамичными и подстраиваемыми являются эксцентрики. Их можно установить, повернуть, наладить или отсоединить с помощью пары движений.

Упоры подразделяются на статичные (постоянные) и динамичные (откидные). Второй вариант оснастки чаще используется на промежуточных этапах работы.
Станина (основание) стола для сварки выполняется из прочных материалов, способных выдержать большой вес. Наиболее современные экземпляры имеют регуляторы высоты ножек. Иногда для удобства перемещения станину делают складную или на силиконовых колесиках.
Сварочные работы выполняются при электрическом токе высокого напряжения, поэтому так важно позаботиться о безопасности мастера. Как правило, кабель заземления присоединяют к кронштейну, установленному на углу рабочей поверхности.
Такая оснастка необходима для фиксации деталей под определенным уклоном. Существует несколько разновидностей этих приспособлений: шаблонные угольники с фиксированными углами или поворотные, которые могут изменять конфигурацию.
Отдельные модели оснащены встроенным электромагнитом. Так, во время работы мастер его включает и деталь фиксируется. По завершении процесса магнит отключается и изделие легко отделяется.
Иногда такой фиксации недостаточно. В этом случае помогут приспособления с механическим или гидромеханическим зажимом. С такой оснасткой можно не переживать, что деталь переместится во время сварки.
Крепежная оснастка сварочного стола
Для соединения элементов сварочного стола и крепления оснастки вполне можно использовать обычные болты и гайки, но для увеличения срока службы оборудования лучше отдать предпочтение специальным крепежам, изготовленным из вороненой стали. Существует несколько видов крепежей. Так, есть болт быстрозажимной, зажимной с потайной головкой, соединительный, позиционирующий, магнитный. Поговорим подробней о каждом из них.
Быстрозажимной болт используется для оснастки сварочного стола. Он устанавливается в отверстие и быстро фиксируется за счет четырех твердосплавных шариков на наконечнике. К преимуществам такого крепежа относятся:
- современная, надежная и эргономичная конструкция;
- возможность фиксации одной рукой, что существенно экономит время мастера;
- для затягивания используется шестигранный ключ, что увеличивает закрепляющие свойства болта;
- изготовлен из высокопрочного материала;
- твердосплавные шарики обеспечивают быструю и надежную фиксацию;
- не деформирует перфорированные отверстия стола;
- имеет специальные выступы и прорезиненные кольца, которые препятствуют попаданию пыли и грязи в отверстия и обеспечивают дополнительную плотность сцепления;
- имеет направляющие, с помощью которых болт легче устанавливается в отверстие;
- он универсален: его можно использовать как для соединения столов, так и для закрепления оснастки.
Зажимной болт с потайной головкой по своей конструкции напоминает быстрозажимной, но отличается формой. Такой крепеж характеризуется:
- потайной головкой, которая не оставляет заметной выпуклости над фиксируемой деталью;
- имеет высокую твердость, для большей надежности материал болта подвергается воронению;
- легко фиксируется при помощи шестигранника;
- применяется для соединения столов и закрепления на них оснастки (за исключением приспособлений U-образной формы);
- легко вставляется и извлекается благодаря направляющей канавке;
- четыре твердосплавных шарика надежно закрепляют болт в отверстии (но не пригодны для работы в пазах).
Соединительный болт предназначен для долговременного скрепления деталей. Он имеет потайную головку и демонстрирует внушительные фиксирующие свойства. Крепеж отличается:
- наличием внутреннего шестигранника и способностью к самоцентровке, что положительно влияет на силу его сцепления;
- надежной фиксацией посредством шестигранного ключа;
- долговечностью сцепления;
- потайной головкой, благодаря которой наличие крепежа не влияет на комфорт работы мастера;
- дополнительной прочностью, которая обеспечивается укреплением материала воронением.
Позиционирующий болт используется для временной фиксации оснастки сварочного стола и, как правило, применяется вместе с более надежными крепежами. Его преимущества заключаются в:
- скорости установки;
- экономической выгоде (такой болт в два раза дешевле быстрозажимного, поэтому при фиксации шаблона можно использовать один – быстрозажимной, другой – позиционирующий);
- с его помощью легко изменять угол скрепления шаблонов;
- сделан из прочного, долговечного материала.
Быстрозажимной болт имеет рукоятку-рычаг, с помощью которой происходит крепление. Таким образом, не нужно проводить дополнительных манипуляций и использовать шестигранный ключ. Такой крепеж:
- быстро и надежно фиксирует оснастку сварочного стола;
- не требует больших усилий для закрепления;
- не нуждается в дополнительных приспособлениях;
- имеет удобную рукоятку (хромированную или покрытую силиконом).
Магнитный болт применяется там, где невозможно использовать стандартные зажимы, например, при работе с тонкими материалами или с замкнутыми конструкциями. Он:
- имеет несколько вариантов силы удержания: 20–25 Н (для 16 серии); 50–70 Н (для 28 серии);
- устанавливается непосредственно в перфорированные отверстия;
- не требует больших усилий для закрепления;
- не нуждается в дополнительных инструментах;
- изготовлен из прочной стали, подвергнутой воронению.
Приспособления для сварки

Сварочному процессу предшествует подготовка. Соединяемые заготовки нужно правильно выставить и зафиксировать. Порой это занимает очень много времени. Задача сильно упрощается, если использовать специальные приспособления. Они отличаются назначением и функционалом.
Иногда сварочный процесс забирает меньше сил и времени, нежели подготовка к нему. Основную часть предварительных работ составляет фиксация всех элементов конструкции в нужном положении. От уровня подготовительных работ зависит и качество конечного результата. Для того, чтобы правильно собрать и выставить все заготовки, нужно быть предельно внимательным, а нередко – и терпеливым.
Бывает случаи, когда с большим трудом скомпилированный остов будущей конструкции рассыпается от неудачного прикосновения рук или при попытке разжечь дугу. Приходится все начинать чуть ли не с ноля, и это раздражает. Но еще хуже, когда один из элементов незаметно сдвинулся и был приварен неправильно. Или же деформировался под воздействием высокой температуры или быстрого остывания.
Избежать досадных ошибок можно, используя в работе специальные приспособления, упрощающие фиксацию деталей. На потребительском рынке есть большое количество приспособлений и оснастки, предназначенных для сварочных работ. На промышленных линиях, которые выпускают продукцию серийно и в большом количестве, эти функции выполняют специальные механизмы, зачастую к тому же роботизированные. К примеру, широко используются автоматические системы по транспортировке, укладке, кантовке продукции. в большом ассортименте представлены разнообразные сборочные фиксаторы и крепежи.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
В домашних условиях выбор аналогичной оснастки скромнее. Это, как правило ручные приспособления универсального спектра. Они позволяют собрать будущее изделие и прочно закрепить все его элементы в нужном пространственном положении. Это – скобы, зажимы, струбцины и другие фиксирующие устройства. Они же предотвращают явную деформацию конструкции.
Виды сборочно-сварочных приспособлений
Все приспособления, которые применяются для удержания элементов, делятся на две группы в зависимости от функционала – закрепляющие и установочные. Наиболее практичны универсальные устройства, которые объединяет в себе обе эти функции.
Установочные
Оснастка данной категории предназначена для начальной установки элемента в нужном пространственном положении. Важно добиться именного того расположения, которое свойственно для готового изделия. Приспособления установочной группы отличаются по своему функционалу и конструктивному решению. Они делятся на подкасты: угольники, шаблоны, призмы и упоры.
Угольники необходимы для того, что установить элемент под нужным углом по отношению к сопряженной поверхности. Шаблонные угольники дают возможность установки детали под одним определенным углом – 30, 45, 60, 90 градусов или другим. Куда практичнее использовать универсальные аналоги, имеющие поворотные лучи. Они позволяют выбрать любой нужный угол для установки детали.
Шаблоны востребованы в том случае, когда нужно установить деталь будущей конструкции в стандартном положении по отношению к ранее сваренным деталям.
Призмы используются для фиксации цилиндрических элементов в предопределенном пространственном положении. Вместо призмы можно применять самую простую конструкцию, сделанную из двух сваренных между собою уголков.
Упоры требуются для фиксации элементов базы. Они бывают откидными, постоянными или съемными. Постоянным упором может быть любая распорка, платина или брусок из дерева или металла. Они привинчиваются или привариваются с целью правильного расположения одной из деталей конструкции и не убираются. Откидные или съемные упоры используются в случаях, когда их постоянное присутствие в конструкции недопустимо или обременительно.
Закрепляющие
Сварочные приспособления, которые применяются для фиксации детали в нужном положении уже после того, как она была выставлена. Крепеж нужен для того, чтобы исключить случайный сдвиг элемента (например, от соприкосновения с электродом) или же его деформацию в результате охлаждения. Закрепляющие устройства представлены большим ассортиментом. Сюда относятся струбцины, стяжки, зажимы, распорки и прижимы.
Струбцина представляет собой универсальный инструмент, который пригодится в большинстве случаев работы с металлом. Для сварщика это оснастка №1, без которой работать катастрофически неудобно и малопродуктивно. Особенно, если речь идет о сочленении заготовок небольшого размера. Существует различные варианты исполнения струбцин для сварочных работ, которые отличаются по форме и размеру. Они могут иметь постоянный или регулируемый зев. Особой популярностью пользуются быстрозажимные варианты, которые сжимаются посредством кулачкового механизма. Каждый сварщик должен иметь набор струбцин разной конфигурации, поскольку в его работе этот инструмент является незаменимым.
Зажимы по сравнению со струбцинами характеризуются большей приспособленностью и удобством использования. Детали фиксируются простым движением – сжатием и разжатием ручек зажимов. Размеры зева в большей части моделей регулируются при помощи винта, размещенного в ручке; перестановкой поворотного штифта или иным способом.
Прижимы бывают нескольких видов. Делятся они по принципу действия: рычажные, клиновые, винтовые, пружинные, эксцентриковые. Наибольшее распространение получили винтовые прижимы. Их можно изготовить самостоятельно. Это довольно примитивный самодельный механизм, представляющий собой две пластины с отверстиями, через которые продет винт. Соединяемые детали удерживаются пластинами, которые в свою очередь зажимаются винтом.
Клиновые зажимы использовать не всегда удобно. Там зажимаются детали при помощи клиньев, подкладок и скоб. Забиваются они молотком, на что требуется время.
Пружинная скоба работает за счет деформации сжатия. Для ее изготовления используется особый вид проволоки или листовой стали, обладающий пружинными свойствами.
В эксцентриковых прижимах основным элементом является смещенный кулачок. Проворачиваясь, он смещается относительно своей оси вращения, что можно использовать в том числе и для сжатия. Такой механизм удобен тем, что дает возможность зафиксировать заготовки одним движением. Но есть и весомый изъян. Дело в том, что ход кулачка небольшой. Поэтому востребованы они намного меньше, нежели винтовые аналоги.
Стяжки идеально подходят в случае необходимости сближения кромок свариваемых заготовок, особенно, габаритных. Они имеют разный способ крепления к заготовкам и отличаются по длине. Стяжки нужного размера подбираются в зависимости от удаленности деталей и их сопротивляемости перемещению.
Распорки предназначены для выравнивания кромок заготовок, исправления деформации иного рода и придания плоскостям нужной конфигурации.
Многие перечисленные здесь приспособления можно изготовить самостоятельно. Изначально оснастке придается форма, которая наиболее часто востребована для соединения заготовок.
Установочно-закрепляющие приспособления
Самыми удобными для сварочных работ являются приспособления для решения комплекса небольших задач. Хорошо, когда при помощи одной оснастки можно выставить заготовку в нужное положение и надежно зафиксировать. В таком случае нет надобности заботиться о наличии большого количества вспомогательного инструмента. Универсальные зажимные приспособления позволяют быстро установить заготовки в нужном положении, зафиксировать их и приступить к сварочному процессу.
Выше изображены три самых распространенных приспособления, с помощью которых легко расположить и зафиксировать заготовки под углом 90 градусов. Некоторые виды оснасток позволяют работать сразу в двух плоскостях и размещать сразу три заготовки.
Простые зажимы, которые смогут удерживать детали под прямым углом по отношению одна к другой, несложно сделать самостоятельно. Для этого требуется немного: два уголка, угольник, полоса и сварка. Уголки размещаются перпендикулярно, чтобы стать впоследствии направляющими, а полоса будет служить связующим звеном между ними. Точно сориентировать их проще всего при помощи угольника (см. фото ниже), а для фиксации можно использовать струбцины.
После того, как все элементы будут правильно расположены и зафиксированы, выполняются прихватки минимум в четырех точках, которые должны соединить полосу с двумя уголками. Формировать сварной шов сразу без прихватов не стоит, поскольку метал может увести в сторону и прямой угол уже не сохранится.
Пришло время снять струбцины, чтобы они не мешали сварке деталей и не были случайно повреждены. Проваривая края заготовок, желательно ложить короткие швы поочередно с разных сторон. Так больше гарантии того, что геометрия будущего шаблона сохранится.
Приспособление для сварки труб
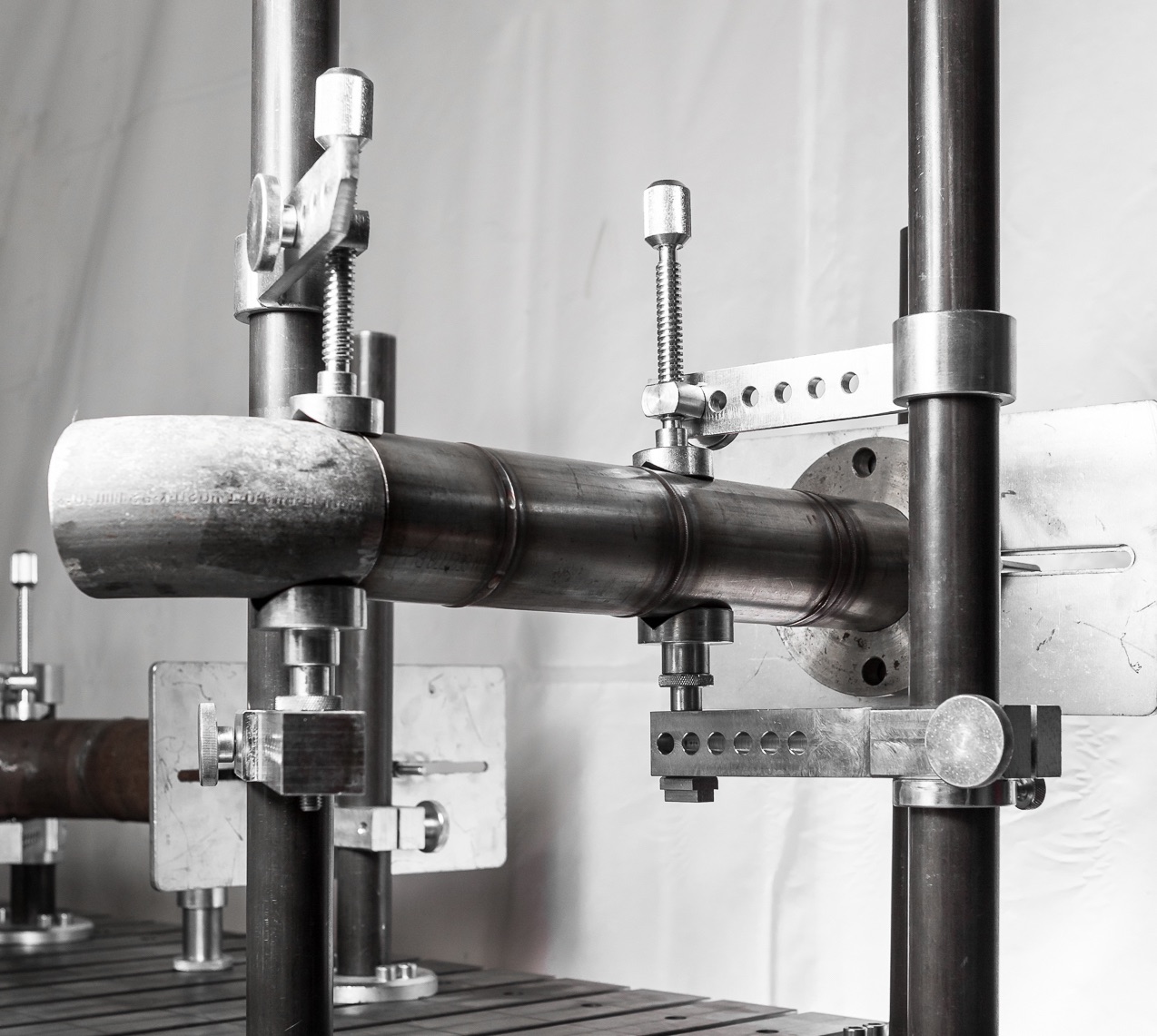
Сваривание торцов труб сварщикам выполнять приходится нередко. И дома, и в мастерской, и на производстве – везде возникает такая необходимость. Есть приличное количество приспособлений, облегчающих сварку труб. Их применение положительно сказывается на качестве сварного соединения. Такие устройства принято называть центраторами. Они обеспечивают точное совпадение кромок свариваемых заготовок, тем самым способствуя более быстрому выполнению работы. В зависимости от конструктивного решения они бывают наружными или внутренними. Более востребованы наружные центраторы.
Для сварочных работ с трубами большого диаметра успешно используется звенный центратор (на фото). Называется он так потому что состоит из нескольких звеньев, соединенных при помощи шарниров. Они образуют замкнутый контур. Торцы двух соединяемых труб размещаются внутри данного приспособления. Они удерживаются специальными упорами, которые и центрируют их по отношению друг к другу.
Для домашнего использования больше подойдут струбцины-центраторы. Они предназначены для совмещения труб небольшого диаметра. К примеру модель СМ151 рассчитана на работу с магистралями диаметром от 57 до 159 мм. А вот струбцина-центратор ЦС3 пригодится, если диаметр труб не выходит за пределы диапазона 10-70 мм.
Честно говоря, совместить трубы небольшого диаметра не так уж и сложно. Если сваривать их приходится нечасто, то можно обойтись и без специальных приспособлений. Если возникает ситуация, когда центратор все-таки нужен, то можно изготовить его самостоятельно. Самое простое решение – это к струбцинам приварить уголки (на фото ниже).
Приспособления с магнитами
Очень удобно для позиционирования заготовок в сварочных работах использовать специальные магнитные приспособления для сварки. С их помощью легко соединять легко выставить детали и удерживать их в нужном положении сколь угодно долго, благодаря силе притяжения магнитов.
Магнитные угольники
Очень распространенные инструменты. На потребительском рынке они представлены в широком ассортименте – всевозможных размеров, форм, комплектаций и функционала. Некоторые модели просты и помогают выставить заготовки в каком-либо одном положении. Есть варианты с дополнительными крепежными элементами, а также с возможностью изменения угла размещения деталей. Такие устройства очень удобны в работе с листовым металлом, рамными конструкциями, стойками и т.п.
Универсальные приспособления
Есть и другие магнитные устройства, которые по сравнению с угольниками наделены большей функциональностью и возможностями. Одно из таких приспособлений называется MagTab. С его возможностями стоит ознакомиться более детально.
Основу устройства составляют две опорные плоскости (1). Они имеют встроенные магниты. Угол между пластинами можно менять в зависимости от того, с какими по форме заготовками приходится работать: уголками, листами или цилиндрами.
Помимо опорных устройство имеет еще две другие плоскости (2). Они предназначены для крепления деталей, которые будут приваренными к основному элементу. По отношению друг к другу дополнительные пластины расположены под прямым углом. Они смещаются относительно основных плоскостей, что дает возможность сварщику расположить привариваемую деталь именно так, как ему нужно.
Иногда, чтобы зафиксировать деталь в нужном месте и приступить к сварочным работам, уходит слишком много времени и сил. Устройство типа MagTab дает возможность быстро выполнить весь объем работ, независимо от того, насколько сложной является поверхность основания и какую форму имеет присоединяемая деталь. Для фиксации нужно всего лишь одну поверхность приспособления расположить на основании, а к другой поднести другой элемент. Магниты обладают достаточной силой, чтобы удержать обе детали неподвижно и позволить сварщику выполнить свою работу без дополнительных хлопот.
Сборочно-сварочные приспособления на магнитной основе просты и удобны в применении. Благодаря им, время на первичную сборку конструкции снижается в несколько раз. Вырастает не только скорость выполнения работы, но и качество сварочного соединения. Ведь уже на начальном этапе специалист видит собранную конструкцию такой, какой она должна быть после сварки.
Простые, практичные и относительно недорогие приспособления достойны того, чтобы наравне со струбцинами и зажимами занять место в домашней мастерской или на производственном участке. Такие «помощники» можно сделать самостоятельно, раздобыв небольшие и подходящие по форме магниты. Только нужно помнить, что магнитам претит высокая температура. Под ее воздействием они размагничиваются.
Газовые линзы
При аргонодуговой сварке металлы соединяются в среде инертных газов. Качество защиты во многом зависит от скорости подачи газа и формы соединяемых деталей. Слишком сильный поток газа отрицательно сказывается на уровне защиты, равно как и слабый его приток – из-за образования турбулентности и подсоса атмосферного воздуха в область сопла.
Чтобы исключить вероятность образования турбулентности, обеспечить прямолинейное и равномерное поступление аргона, используются специальные газовые линзы. Они представляют собой цанговые зажимы особой конструкции, внутри которых устанавливается мелкая сеточка. Именно она обеспечивает прямо направленный приток инертного газа. Такая линза заменят обычный цанговый замок. В силу того, что линза имеет несколько большие размеры, чем обычная, то нужно сменить и сопло горелки.
Использование газовых линз оправдано в случаях, когда нужно обеспечить лучшую газовую защиту из-за особых свойств металла. Пример может служит сварка титановых заготовок. Или в том случае, когда такого подхода требует непривычная конфигурация соединяемых деталей. В других случаях прибегать к установке газовых гильз нецелесообразно. Ведь в связи с их применением увеличивается расход инертного газа. К тому же увеличенный диаметр сопла ухудшает обзор места сварки.
Вторичная защита в аргонодуговой сварке
При работе с титаном требуется защита как зоны сварки, так и прилегающих к ней областей металлических заготовок. Это требуется по той причине, что титан, нагреваясь до температуры в 400 градусов Цельсия, вступает в реакцию с атмосферными газами. В результате этого прочность металла сильно снижается и в местах нагрева он становится хрупким. Чтобы избежать подобного, применяется вторичная защита. Ее задача состоит в том, чтобы препятствовать контакту нагретого металла с воздухом атмосферы.
Основное устройство вторичной защиты представляет собой металлический кожух, который специалисты называют сапожком. Он крепится к горелке и обеспечивает приток защитного газа в область сварочного шва. Качественно «сапожок» сможет исполнять свое предназначение только в том случае, когда по форме будет плотно прилегать к соплу горелки и повторять конфигурацию заготовки. Часто его приходится заказывать под конкретную работу. Иногда сварщики делают такой кожух самостоятельно непосредственно перед процессом. Для того, чтобы инертный газ равномерно распределялся по всей плоскости свариваемых деталей, внутренняя часть кожуха может содержать наполнитель, например, алюминиевую стружку.
Вторичная защита также может обеспечиваться гибкими фартуками. Они призваны решить те же задачи, что и «сапожек». Но в отличие от металлического аналога гибкие фартуки отличаются пластичностью и плотно прилегают к цилиндрическим поверхностям. Такие фартуки можно сделать самостоятельно из медной фольги, имеющей достаточную толщину.
Читайте также: