Установка евроразъема на сварочный полуавтомат
Обновлено: 20.09.2024
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка - это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков - отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Доработка сварочного полуавтомата — подаем газ

Всем привет!)
Как и обещал — публикую отчет о доработке дешманского полуавтомата.
Это мегабюджетный аппарат под флюсовую проволоку 0,6-0,8мм без подачи газа. Флюсовая проволока как всем известно очень дорогая, качество ее как повезет, а масса наплавляемого металла в 1,5 раза ниже против обычной(читай расход выше). А еще у этого аппарата даже наконечники редкие и дорогие… Поскольку денег на приличный аппарат нет — решил допилить этот — поменять горелку и добавить газку.
Для переделки потребуется
Горелка — урвал по случаю(новую) — стандартная под евроразъем с газовым каналом
Евроразъем — ответная часть под горелку
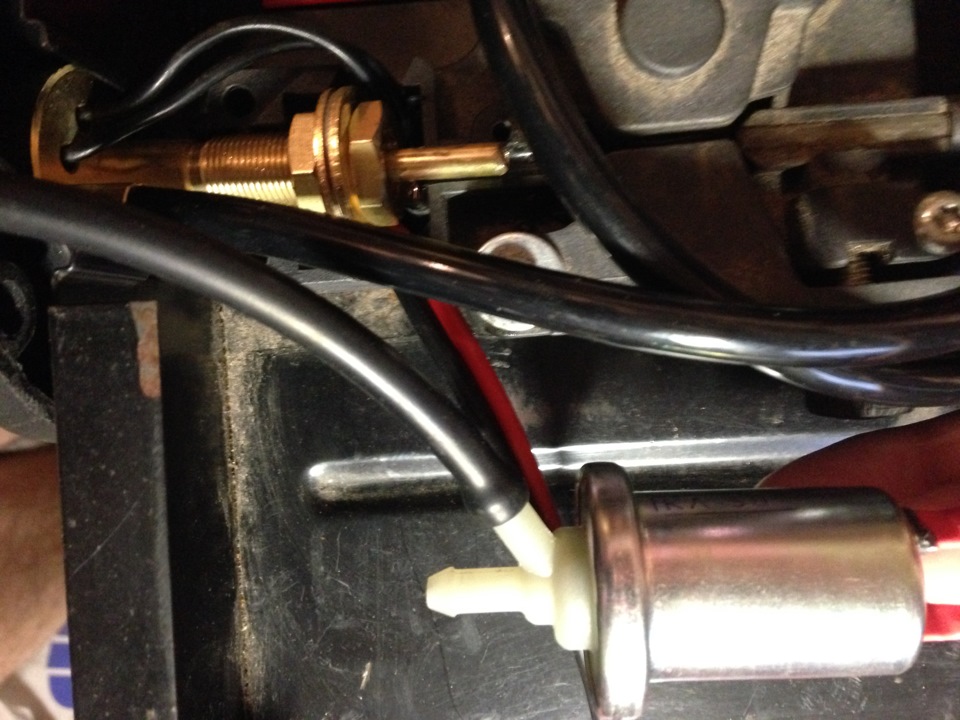
Клапан электрический — подойдет от ВАЗ 2109 — клапан омывателя — его ставят с завода в отечественные аппараты, а в ремонте ставят в импортные =)
Реле — тоже от ВАЗа
Баллон — я взял 2 по 5кг — очень мобильно получается
Редуктор на баллон
Газовый шланг от редуктора к аппарату
Соединительные фитинги


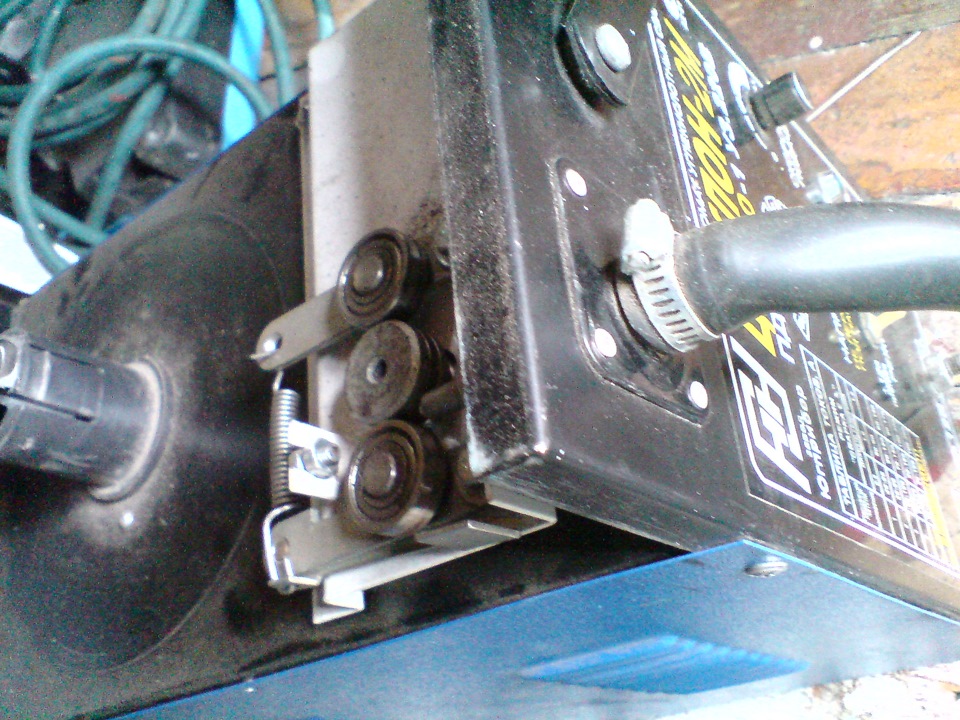
У данного аппарата горелка и рукав не отсоединяются от корпуса — рукав закреплен в подающем механизме. Выкручиваем и вытаскиваем рукав, силовой провод отрезаем с запасом.
Примеряем евроразъем к месту установки — напротив подающего механизма.
Из ответки(разъема) выходит направляющая трубка для проволоки — ее надо закрепить в подающем механизме — в том месте где крепился рукав старой горелки. Снимаем подающий механизм



теперь трубку можно закрепить.
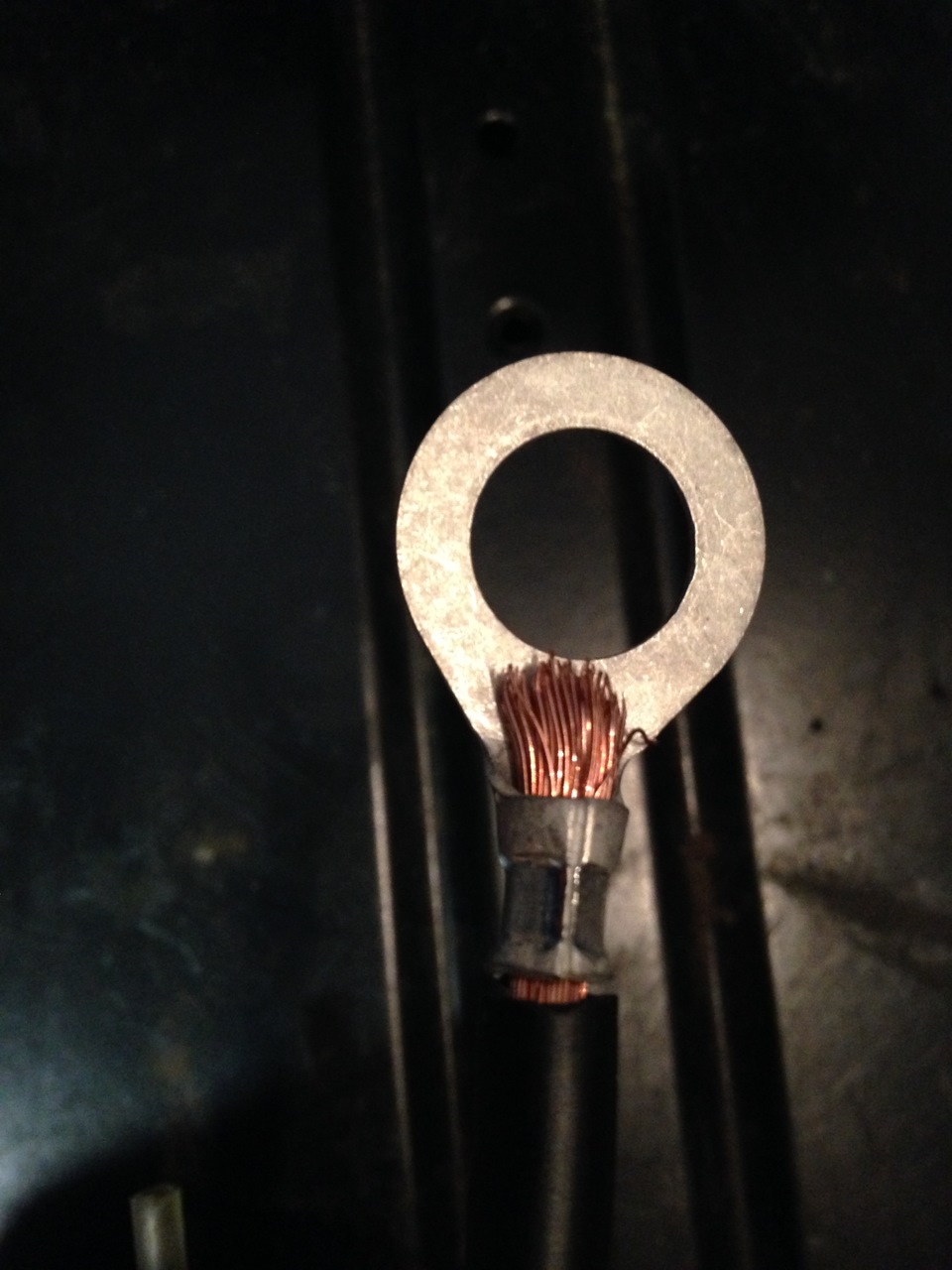
Далее надо прикрепить силовой провод к разъему — для этого я использовал медный луженый наконечник под 10 квадратов на М12 и гексагональные пресс-клещи.





Крепим разъем на корпусе исходя из положения в подающем механизме.

Далее про подключении клапана газа и подачи проволоки.
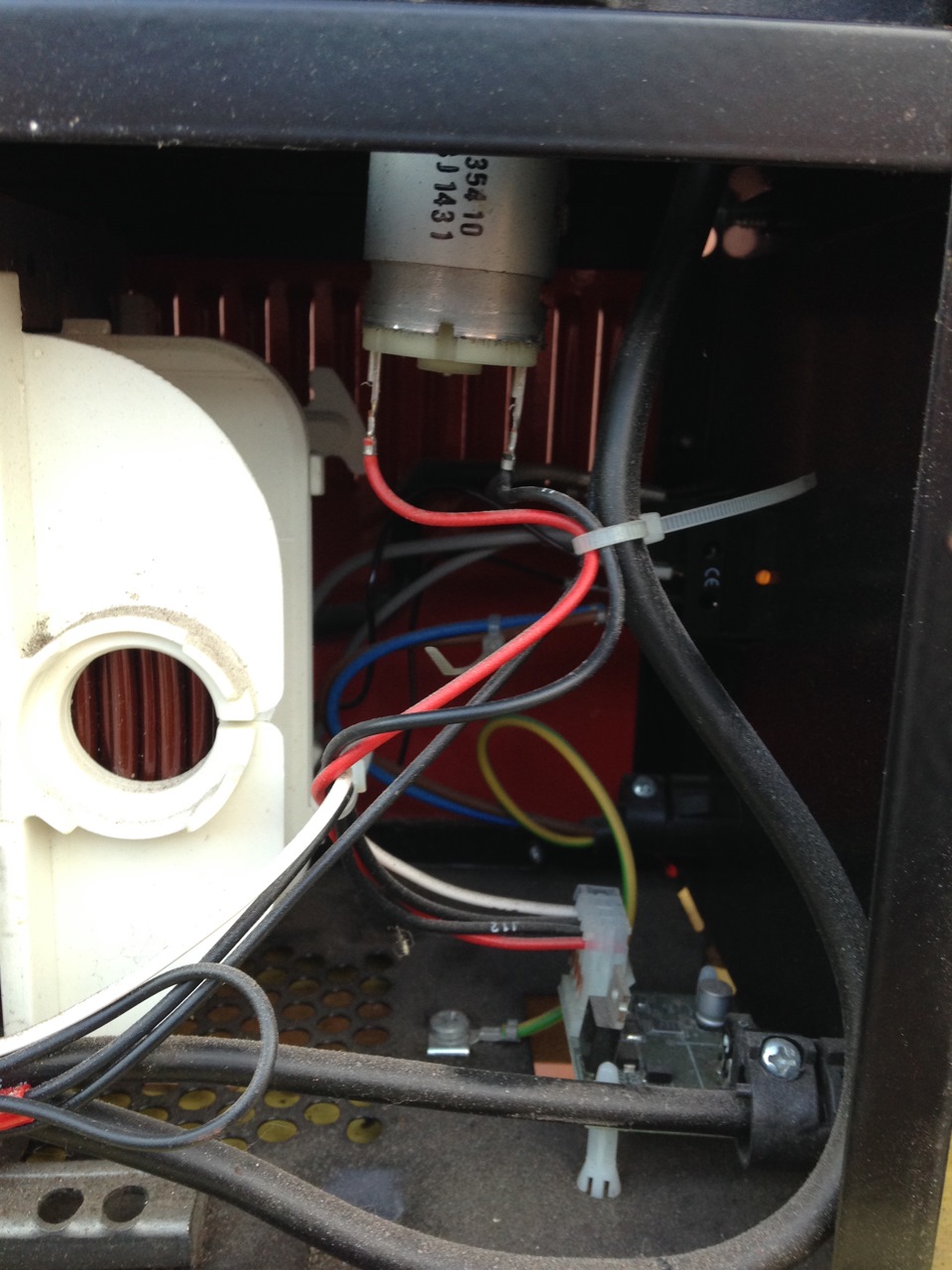
У этого автомата подача запитана напрямую от силового транса через регулятор — дуга горит — скорость стабилизируется. 12в нужных для клапана нет, питать от силового я решил, что не стоит. Поставил дополнительный трансформаторный БП на 12В 0,5А — под руку попался. Раньше подача управлялась одним проводом — кнопка в горелке замыкала цепь на силовой в горелке и редуктор включался. Теперь эту цепь замыкает автореле от ВАЗ. Параллельно реле включен клапан газа, они подключены к 12В БП через кнопку на горелке.
Проверил — все работает. Клапан открывается, подача включается.
Варить само собой в таком виде еще не пробовал — не хватает еще одного фитинга под газ — закрепить на корпусе полуавтомата для подключения баллона с углекислотой.
P.S.
Я знаю, что этот аппарат гуано, можно не говорить.
Советы по делу приветствуются.
Всем хорошего настроения!)

Skoda Octavia 2006, двигатель бензиновый 1.8 л., 180 л. с., полный привод, механическая коробка передач — электроника
Машины в продаже

Skoda Octavia, 1998

Skoda Octavia, 2006
Skoda Octavia, 2001

Skoda Octavia, 2009
Комментарии 43
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

кстати нормальный аппарат, собранный действительно в италии

Гамно- гамном, а с углекислотой на переменке варит отлично.Х.з. как это объяснить, то-ли сеть у нас другая, то-ли что…но варит…сучёк.Есть ещё контур-150(инверторный), так с тем морока, а с этим никаких проблем.

Клапан газа от омывателя не заедает?

Не, мне его порекомендовали в сервисе по ремонту сварочных аппаратов официальном. Типа он лучше китайского оригинального который плавится от долгой работы

Обьясните пожалуста подробно куда что какой провод

На китайский МИГ 195 поставил рукав фирмы Binzel.Родной дроссель викинул нафик.Смотал самоделнный на сердечнике (180-100-60мм)от трасформатора 12 волт.Такие примениалис для мобильного освещения.Мотал медной шиной от стартера Камаза или комбайна Нивы сколь влезло.Один конец сердечника пропилил болгаркой и поставил гетинаксовую прокладку 1-3мм экспериментальным путем и пропитал лаком пф.А с газом повозился.Моторчиком подачи проволоки управляет тиристор КУ 203.Поставил параллельно еще один, думал будет уравлять клапаном газа.Ничего неполучилось-моторчик засвистел на все обороты.Поступил иначе.Нашол трансформатор ТВК 110 или ТВЛ 110 и подключил к питанию главного трансформатора.Из вторичной обмотки ТВК 110 взял 12 волт и подключил к клапану газа(от сзиженного газа автомобилей легковых или грузовых через мостик выпрямитель от старого телевизора (диоды Д226БВ.Клапан по ребляет 8 вт.К клапану газа параллельно подключил китайский конденсатор 22000 мкф 63в(там ни 10000мкф нет).Но 2200мкф нигего нидает.Тепер газ подается одну полторы секунды после выключения тока и остановки проволоки.Теперь на макс 1-2 варит даже очень-то неплохо.Еще было бы хорошо ведущий ролик подперет сверху маленким подшипником на тугой пружине.Но такие переделки много стоит если все покупать и много времени отнимает.
Сделать подачу газа в сварочнике где газ не предусмотрен?
Абсолютный новичок в сварке. Как часто бывает, пришла необходимость переварить гнилые крылья и пороги на старенькой машине. Купил бюджетный полуавтомат Eland MIG-130, который варит только порошковой проволокой. Уже потом я понял что сварка проволокой - сварке проволокой рознь. И что в среде газа варить безусловно лучше, легче и намного качественнее. Но на моем аппарате к сожалению отсутствует штуцер для подключения газа. Я смотрю некоторые с нуля собирают сварочные полуавтоматы у себя в гаражах. Наверное существует и возможность подключить к такому вот недо-полуавтомату газовый балон. Может ли кто подсказать как это можно сделать? Ну как бы пошаговую инструкцию. Я так понимаю первое - это покупка горелки в сборе вместе с газовой трубкой и клапаном. А как сделать чтобы все взаимодействовало дальше. И можно ли это сделать без каких либо спец навыков?
Прикрепленные изображения
Покупаете горелку, баллон, газовый редуктор. Шланг подачи газа напрямую к газовому редуктору и вырабатываете навык - закрывать газ в перерывах. Это самый простой вариант.
Овчинка выделки не стоит, не станет он с газом лучше варить.А чем вас порошковая не устраивает, она тоже разная по качеству.
Я так понимаю первое - это покупка горелки в сборе вместе с газовой трубкой и клапаном. А как сделать чтобы все взаимодействовало дальше. И можно ли это сделать без каких либо спец навыков?
Есть горелки с встроенным клапаном газа в ручке - нажимаешь кнопку и газ подается - ни какой электрики. Вам бы такую горелку, шланг, редуктор и баллон с газом. Соеднять всё вместе и варить.
Да, ещё полярность источника, скорее всего, надо будет менять, так как при сварке в среде защитного газа плюс должен присоединятся к горелке, а минус - к детале.
Лирическое отступление.)Как то пришел я по молодости на работу устраиваться, а меня на собеседовании и спрашивают. А вот можно в гараже при сварке полуавтоматом обойтись без углекислоты? Например подсоединить шланг к выхлопной трубе автомобиля, завести двигатель и варить? Я им ответил. Но после такого вопроса решил, что не стоит ходить на собеседования куда попало.))
Есть такая фишка на современных полуавтоматах Эсаб. Под крышкой полуавтомата спрятан тумблер переключения для сварки цельнометаллической сварочной проволокой и второе положение для сварки порошковой проволокой. И сдается мне, что то этот тумблер меняет в поведении полуавтомата. В данном случае идет речь о проволоке полностью самозащитной. Возможно придется еще и ролики подающего поменять, а возможно и нет если универсальные стоят. Посмотрите маркировку, может есть на роликах. Если S - то скорее всего Solid wire - для сплошной проволоки, Если С - Cored wire то эти скорее всего пойдут только для порошковой.
И еще можд Вы не ту проволоку покупаете, есть ведь порошковая проволока для сварки в защитном газе, а есть самозащитная для сварки без защитного газа. Может я и не прав никогда вот такими приколами не баловался, ну меня тут поправят если что.) Ну вобщем как то так.)
Если уж есть желание возиться купите евроразъем и врежьте его в корпус. Подсоедините к нему провода управления которые у вас идут на кнопку горелки. Подсоедините к нему силовой провод, так что бы была возможность менять полярность сварки. Подсоедините к нему трубку и выведите ее через магнитный клапан наружу. Клапан разумеется придется купить и подсоединить к схеме. Вероятнее всего параллельно с механизмом подачи. К штуцеру магнитного клапана подсоединяйте шланг идущий от баллона через редуктор с расходомером. Получите много опыта, геморроя и полуавтомат с газом. Только еще раз повторюсь, варить он лучше не станет. Ибо регулировки на нем ступенчатые а значит о тонкой подстройке и речи быть не может. Потратьте время на поиск хорошей флюсовой проволоки и изучение настроек. Вы себе стереотип создали, но движение в этом направлении ваших проблем не решит. Лучше уж продайте, добавьте денюшку и купите полноценный. Благо щас выбор есть.
Эт точно,там очень слабенький трансформатор,жёсткой характеристики не обеспечит. Порошковая требует гораздо меньший ток и стабильность напряжения.
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
Для таких целей жесткости источника должно хватить. Можно ставить и проволоку 0,6мм.
Если у ТС опыт в сварке минимален, тренироваться с обычной проволокой и СО2 конечно дешевлее выйдет.
Зачем у такого маленького аппарата евро разъем, горелки то не может понадобится менять.
Если все так радужно как вам кажется и там стоит шланг подачи углекислоты в горелке, то хорошо, но врядли. Лишнего производители пихать не станут. Без евроразъема можно примастырить горелку от более расширенной версии. Но гемороя с подключением шланга к баллону не избежать. В горелке шланг не такой уж толстый, переходники думать придется. Как вариант к простецкой горелке можно примастырить нажимной газовый клапан, и даже предгаз с постгазом автоматические сделать. Но это если самоделкин по натуре. На деньги потраченные на переделку, баллон и редуктор можно много флюсовой проволоки купить. Учись нехочу. У тестя был гробик ,180 тельвин бимакс, если не ошибаюсь. Также сверху маленькая катушка ставилась и подача " лежала" на боку. Но с газом работал. И ролик был под омедненную и флюсовую проволоку. И той и той он варил с диким треском " метод короткого замыкания" в виду чего шов выходил корявый. А ступенчатая регулировка убивала последние надежды на изменение ситуации. Продал он его.
Большое спасибо за ответы! Не ожидал, что так подробно все ответят и помогут новичку. С деньгами у меня очень туго, не от хорошей жизни сам решил крылья варить, а не отвезти в автосервис, и объективно сварочник я уже менять не буду. Этот не продашь, он попросту никому не нужен. Если только за пару тысяч, как говорится за символическую плату в хорошие руки. Для меня это нереально. Пока попробую поэксперементировать с проволокой. А потом всетаки заморочусь с подключением балона, думаю хуже не будет, если я добавлю универсальности. С флюсом всегда можно будет вернутся.
И так для переделки я так понимаю мне нужны, конкретно:
1) Горелка в сборе, с газовым каналом, с клапаном открытия газового канала в рукоятке.
2) Балон газовый
3) Редуктор с 2-мя манометрами Давление газа в балоне и давление подачи газа в горелку.
4) Переходник с трубки канала газа в горелке на газовую трубку из балона. А лучше врезать штуцер в заднюю крышку. Тогда штуцер и будет собственно переходником.
Для меня остался открытым вопрос: насколько я понял газ должен начать подаваться за 2-3 сек до подачи напряжения на проволоку. Как можно автоматизировать этот процесс? Где то я читал можно использовать помпу подачи омывающей жидкости на заднее стекло ВАЗ 2108. Но я могу ошибаться, интернет он такой, могут и бред написать. Вообщем может кто подскажет конкретно как решить эту задачу?
Апгрейд сварочного полуавтомата.

Привет всем, в знаменательный день(30 мая), а именно в день Сварщика, я решил сделать ТО своему сварочному аппарату(Циклон 2М, ПДГ200) и попутно поменять "кишку".
Но все не так просто, когда покупал я сварочник, решил сэкономить и купить сварочник без евро разъема, а это означает невозможность "быстрой" смены горелки, нет, конечно можно было купить "несъемную" горелку и поменять, но сильно она уж мне не нравилась(ни конструкцией, ни удобством) да и хотелось "улучшений")))
Для начало нам понадобится купить необходимые вещи, а именно:
— сварочная кишка(~2500 руб.)


Вот модель, обратите внимание что она на 150 А, а это значит мне нельзя будет варить на последней скорости с проволокой 1.2 мм, хотел другую но там уже идут классом выше, а это цена(около 4000 руб.) и дорогие/ крупные аксессуары (наконечник и т.д.).
— евро разъем(~450 руб.)
— спрей (чтобы окалина и прочая нечисть не держалась на наконечнике, смахнул рукой и все!) (~200 руб.)

Ну вот, можно приступить.
Разбираем сварочник, отсверливаем старую кишку


Я еще снимал механизм подачи, так так он немного лагал, заметил не корректно работающие щетки электромотора, притер их и смазал редуктор(кстати моторчик от дворников ВАЗ 2110(вроде))

Затем примеряем евро разъем и понимаем, что где подогнать надо…
После небольших манипуляций, ставим на место разъем и заклепываем новыми заклепками, а после собираем все в кучу и подключаем кнопку управления.

Дальше, не собирая сварочник, проводим испытания… (кто не очень уверен в своих способностях, лучше подключить заземление)))
У меня все отлично! Собираю корпус…И что вижу я? ну не смотрится здесь белый кантик да и еще некоторые мелочи…, подправляю)) Вооот так то лучше, и индивидуальнее).

Теперь стоит поговорить о минусе… О том который на деталь "кидаешь" когда варишь))
Он у меня уже "устал", ну и я взяв кусочек провода

Сделал вот такую "красоту" (в кавычках или без, вам решать)

Длину взял равную длине кишки.
Ну вот вроде и все)))
Можно попробовать варить… ой непривычно то как)) и "отклик" другой и звук от газа другой, такс, шовчик…

Ну вроде не забыл как варить, надо правда принастроить еще(газ/подача) ну это дело наживное.
Вот так теперь стал выглядеть мой "друг"

Всем Удачи, буду вопросы — спрашивайте, критику тоже люблю))
Пока!
Comments 80

Предлагают такой аппарат — Ваше мнение, стоит его брать?
Мелкие работы на автосервисе (не кузовщина), столик, стеллаж, мангал сварить.
Использование в щадящем режиме, не поток.

Здраствуйте, прочитал Вашу статью по ре
конструкции Вашего аппарата мне очень
понравился Ваше внедрение, хочется
внедрить себе такую кишку. Но у меня
160 А у Вас 200 хватит ли мне мощности
моего аппарата.

добрый день! А нет у вас проблем с протяжкой проволоки, у меня почти новый аппарат, хоть и покупал 10 лет назад, можно сказать, что не использовался, на прошлых выходных нужно было подварить — проволока стоит на месте, как будто канавка на приводном ролике глубокая стала.

Добрый! На ролике есть две проточки, под разную толщину проволоки, может быть он изначально неправильно собран был. Ролик откручивается просто по резьбе и переворачивается, попробуйте, может дело в этом…

Подскажи пожалуйста у этого аппарата как тормоз катушки выполнен? Вот этот черный катушкодержатель должен стоять на месте, а катушка сама на нем крутится, так что ли?
Трением тормозит)
Да, просто стоит на месте, а на нем вращается катушка.
В первый раз такую конструкцию вижу… Просто в инструкции написано "отрегулируйте тормозной механизм затяжкой пружины под катушкой", вот я сижу и думаю, то ли инструкцию скопировали с другого аппарата, то ли у меня котелок не варит)
Спасибо
Честно даже не видел на него инструкцию, хоть и покупал новым)

Подскажи пожалуйста где брал 12волт на клапан?
У меня был он с завода, клапан…

Здарова, подскажи куда силовой прикрутил на евро разьеме?

Если актуально.
Дружище ну скажи пожалуйста как реагирует на напругу в сети?
И кузавщину как не жгет?
Честно особо не с чем сравнить… но думаю реагирует, трансформатор ведь… с кузовщиной все хорошо на 1 "скорости" хоть 0.5мм вари, не прожгет.

Очень советую сзади вместо гаек на тиристорах навернуть советские радиаторы, да будут торчать, но сварочник не будет плеваться после 10 мин работы.
У меня два таких сварочника, один ПДГ200 второй ПДГ240 оба с такой доработкой, варить можно непрерывно час-два, радиаторы еле теплые.
Также могу сфотать переднюю панель, я убрал галетник, он у меня через полгода отгорел при включении. поставил автоматы
И еще твоя горелка будет варить и на 1.2 мм, так как ток все равно больше 100А на твоем аппарате не будет. Я на своем ПДГ200 проверял амперметром с шунтом. Тупо это максимум, что может дать трансформатор. причем напряжение падает с 26 до 14В
А есть фото советских радиаторов? Я 10 минут без перерыва и не варил ни разу)
Спасибо, буду иметь ввиду)

MVLomonosov
Подготовка к сварке полуавтоматом
Первая часть лекции
начнем издалека - бухты/катушки с проволокой.
Вертушки для проволоки из бухт:
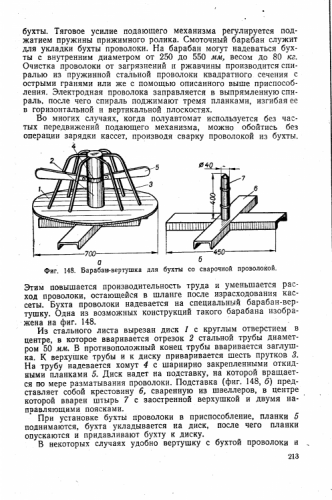
плюсы - так как проволока на вертушке лежит в естественном расслабленном состоянии, то при ее раскрутке проволока не дергается, плавно раскручивает вертушку (плавно останавливается), в общем позволяет подавать проволоку без рывков. Также можно достаточно много закинуть на нее проволоки, лишь бы мотор подающего устройства не перегрузить.
минусы - бухты с проволокой это тяжелое громоздкое и непортабельное "удовольствие". Долго распаковывать бухты, отбирать надо так чтобы не запутать проволоку, желательно вдвоем. От большой "жадности" можно также спину надорвать.
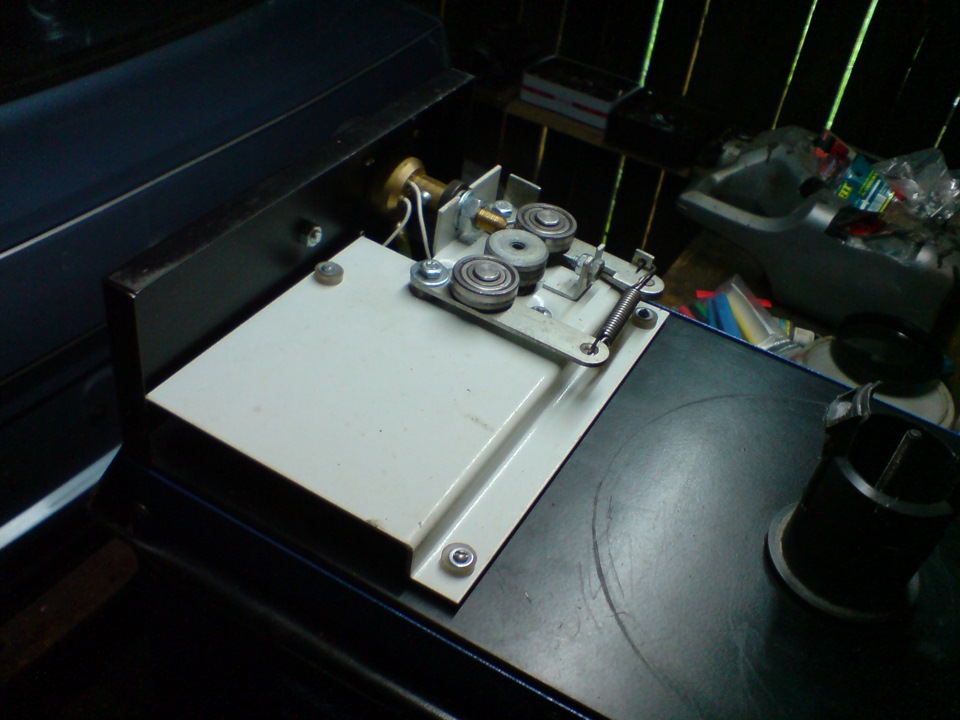
Катушки с проволокой на тормозных механизмах (вертикальное расположение):

Плюсы - быстрая смена проволоки в удобных катушках, уровень "максимальной жадности" ограничен 15-ю кг. за один раз.
Минусы - на своей практике я сталкивался в основном с 5 кг. катушками, когда проволока в бухтах заканчивалась, и у меня не получалось добиться плавного начала раскрутки катушки - катушки с плотно намотанной проволокой, готовой чуть-что размотать себя если тормоза ослабить. Свободного выбега проволоки почти нет и катушка постояно разгонялась с небольшим рывком, тормозилась и повтор.
В общем надоела мне такая радость достаточно быстро, и я сделал себе специальную "вертушку для катушки" в которой проволока могла быть опять же в расслабленном горизонтальном положении.
1 кг.(типа легкая) и 15 кг. (типа достаточно большого диаметра) может такой проблемой сильно не страдают, но на 5 кг. на обычном тормозном механизме у меня постоянно было подтормаживание проволоки, и когда надо варить на скорость, герметичность и аккуратность, то контроль и компенсация этих подтормаживаний со временем начала очень раздражать. По идее, хотелось бы сделать какой-нибудь вариант с преднатяжением проволоки, чтоб избавиться от ее рывков при раскрутке катушки - это так, идея для производителей.
По поводу очистки проволоки "на ходу" - посудная металлическая щетка, хомутик для нее (широкий, небольшого диаметра), можно продублировать еще раз, после добавить войлок с канцелярским зажимом, если проволока омедненная, то просто войлок.
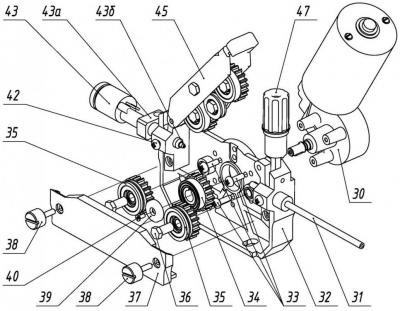
Вторая часть - подающий механизм:
чтоб все варилось, крутилось, подавалось, наиболее предпочтительным вариантом будет: 4-х роликовый механизм, со всеми 4-мя толкающими роликами (все ролики зацеплены шестернями), ролики/шестерни с игольчатыми (или может обычными) подшипниками качения, например как у Fronius. С бронзовыми втулками в качестве подшипников, если слишком сильно затянуть прижимные ролики, то они сами станут еще одним "тормозным механизмом".
В общем смысл - минимум тормозов в самом подающем механизме, максимум толкающего усилия при не сильном прижиме роликов.
Прижим роликов настраивать так чтобы была возможность проскальзывания проволоки, то ли от усилия пальцев, ну или хотя бы от усилия пассатижей (чтоб останавливалась, а не гнулась-выгибалась и продолжала запутываться в кубло/бороду). Некоторое проскальзывание проволоки – это еще один элемент «автоматической подстройки», скажем так, со стороны подающего механизма.
Также важно чтобы так называемая "каппилярная трубка" (поз. 46б на рисунке) подходила как можно ближе к роликам и была "отцентрирована" так, чтобы точно принимать проволоку выходяющую из под роликов (евроразъем такая вещь, что его можно немного криво собрать и получится некоторое смещение в этом месте). Особенно важно для тонких или мягких (алюминиевых) проволок. По идее трубка должна идти от роликов до входа в евроразъеме на самой горелке. Их бывает воруют (желтое, блестящее и быстросъемное), можно в принципе заменить куском направляющей спирали хотя бы.
Далее по степени ухудшения-упрощения идут 4-х роликовый механизм с 2-мя толкающими роликами (верхние прижимные не зацеплены с нижними, вполне хороший вариант если все остальное хорошо настроено и не тормозит); далее - 2-х роликовый с 2-мя толкающими (редкий зверь, делает европа, или китай, но для америки); ну и самый простой и экономный вариант - 2-х роликовый с 1-м толкающим (мобильные компактные полуавтоматы, ширпортеб).
Выбирать расположение механизма (правый/левый) - чтоб удобно было подстраивать прижим роликов (на тонком металле прижим слабее, на толстом - посильнее). В общем это еще одна настройка полуавтомата и надо ей удобно пользоваться.
На крупных производствах. Так дешевле.
Третья часть - рукав
на примере рукава с евроразъемом KZ-2

на входе в рукав с евроразъемом с немецким качеством контакты для кнопки продпружинены и могут утапливаться внутрь - обязательная "защита от дурака" как бы.
Штуцер для подачи газа – есть в евроразъеме
Ну и вход в канал для направляющей спирали/проволоки - важность этого узла в том, что при помощи накидной гайки в рукаве фиксируется направляющая спираль, а также герметизируется газовый тракт, этой самой накидной гайкой и пластиковым фланцем на конце спирали, плюс также и эластичное цветное пластиковое покрытие начальной части спирали служит для герметизации от утечек газа в сторону подающего устройства через саму спираль.

Важно чтобы накидная гайка была на месте (черные пластиковые склонны теряться, желтые латунные – делать ноги ), уплотняющий фланец на спирали чтобы был не раздолбан (отверстие для проволоки тоже), изоляция начального участка спирали должна быть целой, нерасплавленной, не протертой до дыр ))
Бывает иногда такая неприятность, как замыкание проволоки на массу со стороны катушки, а потом раскаленная проволока втягивается подающим механизмом в рукав горелки, спираль от проволоки разогревается и расплавляется вся эта пластмасса на спирали, и иногда бывает склеивается/сваривается с внутренним каналом рукава так, что в итоге можно убить горелку при попытке выдрать спираль из рукава. В общем надо гарантированно изолировать катушку с проволокой от замыканий на массу или на заземленный корпус, чтоб не выкидывать спирали, рукава.
«Настройка» расположения самого рукава – поменьше перегибов, особенно крутых (очень облегчает подачу проволоки, а для алюминиевой - даже необходимое требование), отсутствие пережатий, износа внешней оболочки, так как внешняя оболочка не только изолирует сварочный коаксиальный кабель, но также может выступить в роли запасного газового шланга, в случае если острым не-обточенным краем направляющей спирали будет поврежден внутренний шланг для спирали и газа, как-то так.
Если рабочее место стационарное (сварочная кабина), то может лучше вывесить рукав так чтобы у него и перегибов было меньше, и не было износа об пол, ну и чтобы сварщику было легче жить и не тягать вес всего рукава. Я себе делал вывешивание рукава на выходе из подающего устройства для плавного поворота рукава к рабочему столу, а также еще в одном месте, ближе к горелке, как бы плавающее крепление, чтоб руки разгрузить от веса рукава.
У меня за 5 лет работы новый рукав почти новым и остался.
Рукав на входе в горелку является наверное самым перегибаемым/разгибаемым участком - надо следить чтобы защита кабеля от перегибов была целой, это не только предохраняет кабель от изломов, но и подачу проволоки от заклиниваний.
Читайте также: