Устройство аппарата для сварки полипропиленовых труб
Обновлено: 04.10.2024
Для сборки отопительного контура или водопроводной системы нужен сварочный аппарат для полипропиленовых труб – незаменимое оборудование при прокладке пластикового трубопровода. Герметичность стыковки деталей обеспечит правильно подобранный агрегат.
В этой статье разберемся с основными видами аппаратов, предлагаемых рынком. Выясним их основные характеристики и особенности использования.
Также выделим основные критерии, на которые следует ориентироваться при выборе подходящего сварочного аппарата. Ведь перед покупкой инструмента важно не только оценить предстоящий фронт работ, но и определить подходящую модель, сопоставив параметры понравившегося варианта с имеющимся бюджетом.
Основы функционирования сварочных аппаратов
В инженерных сетях частного домостроения, многоквартирных, производственных и общественных зданиях полипропиленовые трубы уверенно вытесняют металлические. Востребованность пластиковых магистралей объясняется их долговечностью, доступной стоимостью и стойкостью к внешним воздействиям.

Независимо от конструктивных особенностей агрегаты для сборки пластикового трубопровода функционируют по принципу диффузной пайки – трубы расплавляются, а затем «вплавляются» торцами друг в друга
Сложившаяся тенденция спровоцировала высокий спрос на аппараты для сварки полипропиленовых и полиэтиленовых труб профессионального и бытового назначения.
Обязательные элементы сварочного аппарата:
- Блок регулировки. Модуль контролирует мощность нагрева, защищает от перепадов напряжения и перегрева.
- Рукоятка. Составная деталь ручных модификаций.
- Зеркало нагрева. Элемент передает тепло к рабочей трубе и насадкам.
Режим работы сварочного аппарата определяется с помощью терморегулятора. Температура нагрева выставляется в соответствии с материалом труб. Превышение показателя приводит к неконтролируемому плавлению и появлению дефектов. Недостаточный разогрев может стать причиной нарушения герметичности шва.

Оптимальная температура плавления ПП-труб – 260 °С. Полимер размягчается как пластилин, срезы изделий прижимаются, и осуществляется пайка. После остывания стыковочный шов приобретает те же прочностные характеристики, что и цельная труба
Классификация паяльников для ПП труб
Если оценить ассортимент, то можно выделить два основных класса аппаратов для сварки пластиковых труб: механические и ручные. Основной параметр разделения – производительность и сфера применения. Кроме того, агрегаты классифицируют по способу сварки на стыковые и муфтовые приборы. Особенности устройства и эксплуатации каждого типа описаны ниже.
Мощные механические и электрогидравлические приборы
Механические и электрогидравлические аппараты применяется для стыковки труб большого диаметра (свыше 5-ти см) или в условиях, когда совмещение стыков требует значительной нагрузки.

Комплектация механического оборудования: опорная рама, блок управления, гидроагрегат, захваты с вкладышами, электроторцеватель, дисковой нагревательный элемент и динамометр
Механическая стыковка труб осуществляется в жестком корпусе с полукруглыми двигающимися центраторами. Торцы изделий выравниваются электроторцевателем, снабженным двусторонними ножами. Пластик прогревается за счет мощного нагревателя и трубы стыкуются – подача давления осуществляется вручную через рычаг. Сила прижима отслеживается встроенным динамометром.
Стыковая методика сварки с использованием соответствующего аппарата рекомендована для соединения ПП труб, диаметр которых превышает 63 см. Допустимая толщина трубы — минимум 4 мм.
В стыковой сварке используются аппараты с дисковым рабочим элементом, с помощью которого производится нагревание подлежащих стыковке деталей до вязкой консистенции
После проведения подготовки детали прикладываются к заранее разогретым дискам. Затем быстрым движением их соединяют, соблюдая соосность
Для возможности работы с трубами любого диаметра в комплектации сварочной машины есть диски разного размера
Покрытие зажимов изготовлено из металлизированного тефлона, предотвращающего прилипание раскаленного пластика к рабочим элемента аппарата.
Соединение деталей электрогидравлическим аппаратом для пайки полипропиленовых труб выполняется по аналогии с механическим прибором. Отличие – в методе создания давления. Прижим осуществляется электрогидравлическим приводом.

Аппарат способен регенерировать давление порядка 120-ти атмосфер – этого достаточно для спайки труб диаметром до 63 см. При этом качество шва остается высоким
Некоторые электрогидравлические агрегаты позволяют сваривать Т-образные пластиковые конструкции.
Данные устройства отличаются высокой стоимостью и не предназначены для пайки труб небольшого сечения. Поэтому основная сфера их применения – промышленные предприятия и коммунальные хозяйства. Использование механических и электрогидравлических аппаратов в быту нерентабельно.
Мечевидные и цилиндрические ручные модели
Сварочный аппарат ручного типа часто именуют «паяльником» или «утюгом». Компактное устройство подходит для домашнего и производственного использования. Максимальный диаметр стыкуемых труб – 125 мм.
Исходя из формы нагревательной платформы, различают два типа «паяльников»:
Формы сварочных аппаратов и закрепили за ними народные названия: первый вариант внешне напоминает утюг, а второй – обычный паяльник. На принцип, порядок работы и качество прибора конфигурация платформы не влияет. Различия состоят в разных видах насадок и способов их крепления.

С обеих сторон плоского «утюга» имеются отверстия. Зависимо от количества «посадочных мест» одновременно можно использовать одну или несколько пар насадок. Стандарт – 1-3 диаметральных размеров
Для пайки индивидуального отопления достаточно двух-трех комплектов насадок. Модели, рассчитанные под использование более 3-х диаметров, относятся к категории профоборудования и стоят от 250 у.е.
На «утюг» устанавливается пара раздельных насадок:
- гильза – разогрев внешней поверхности;
- дорн – нагрев и плавление внутренней стороны фитинга.
Обе насадки фиксируются длинным винтом, который затягивается шестигранным ключом.

При одновременном использовании нескольких комплектов, маленькие насадки размещаются ближе к краю, а большие – к рукоятке. Это не обязательное требование, а рекомендация для более удобного применения
Менее популярны разновидности мечевидной формы с укороченным нагревателем. Модель №1 (фото ниже) – узкоспециализирована и рассчитана под установку крупных дорн и муфт, мощность нагревательного элемента позволяет паять ПП-трубы большого сечения.
Детальные рекомендации по выбору утюга и его использованию мы привели в этой статье.

Модель 1 — узкоспециализированная. Модель 2 — компактная, с вертикально ориентированным расположением двух насадок, она удобна для выполнения сварки в ограниченном пространстве
Аппараты с цилиндрическим нагревательным стержнем комплектуются насадками по типу разъемного хомута.
Специалисты выделяют ряд преимуществ «паяльников» перед «утюгами»:
- мастер самостоятельно подбирает область расположения насадки – нет заданных отверстий;
- возможность выбирать угол положения трубы относительно горизонтальной плоскости – актуально при пайке сложных узлов на месте установки трубопровода;
- повышение эффективности работы за счет увеличения площади контакта нагревателя и насадок – ускоряется прогрев;
- нет необходимости периодически затягивать крепежные болты, чтоб не допустить осевое смещение насадок по ходу сварки.
Цилиндрические аппараты отличаются компактностью, стабильной температурой нагрева и высокой стоимостью относительно мечевидных моделей.
Более подробно о выборе аппарата для сварки типа «паяльник» мы говорили в следующей статье.

Комплект насадок надевается на цилиндр, смещается в удобное место, после чего соединительный винт затягивается шестигранным ключом. Максимальное количество используемых насадок определяется длиною стержневой платформы
Аппараты для стыковой и муфтовой сварки
Спайка выполняется двумя технологическими способами: стыковым и муфтовым. Соответственно, и все сварочные аппараты можно классифицировать по этому критерию.
Как выполняется стыковая сварка?
Технология применима для труб равного диаметра с толщиной пластика от 4-х мм. Главные требования качественной спайки: четкая соосность стыковочных элементов и тщательная торцовка, обеспечивающая плотное прилегание поверхностей.
Стыковые сварочные аппараты работают по следующему принципу:
- Подрезка и обработка трубных торцов.
- Одновременный нагрев дисковым нагревательным элементом.
- Сжатие сопрягаемых деталей – давление подается строго вдоль оси трубы.
- Достижение эффекта диффузии – проникновение расплавленных полимеров в структуру смежных деталей.
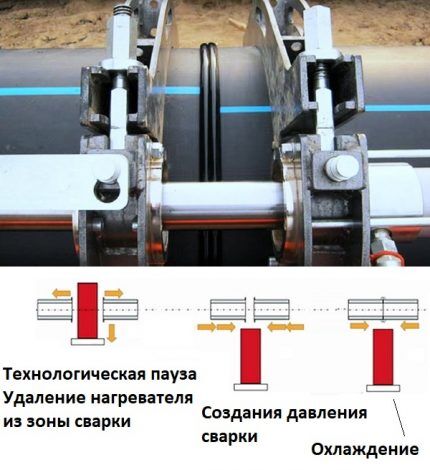
После технологической паузы, следует стадия охлаждения и окончательной полимеризации.
По такому методу работают промышленные станки: механические и электрогидравлические аппараты. Оборудование позволяет добиться требуемого расположения деталей и оптимальной силы сжатия
Особенности муфтовой спайки
Выполнение условия центровки деталей достигается за счет подобранных размеров насадок и труб. Агрегат одновременно нагревает внутренние стенки муфты (тройника, фитинга или переходника) и внешнюю сторону трубы на одинаковую длину.
Разогретые детали прикладываются и стыкуются друг с другом вручную. Соотношение диаметров сопряженных элементов обеспечивает нужную силу сжатия – для взаимопроникновения и полимеризации достаточно некоторое время удерживать детали вместе.

К муфтовым агрегатам относятся инструменты, подразумевающие использование специальных насадок. Все ручные сварочные аппараты выполняют муфтовую или раструбную стыковку
В ходе соединения полипропиленовых труб с помощью сварочного аппарата выполняется ряд стандартных действий. В результате диффузного соединения пластиковых компонентов получается прочный герметичный трубопровод, способный многие десятилетия безотказно работать под нормативной нагрузкой. Вот шаги процедуры:
Для сборки ПП трубопровода заранее рассчитываем и заготавливаем материал, необходимое количество фитингов и аппарат с гильзами для нагревания наружных поверхностей и дорнами для нагревания внутренних
Соединяемые поверхности труб, предназначенных для сборки "холодных" водопроводных веток, обезжириваем антисептической салфеткой или смоченной в спирте ветошью
Трубы раскраиваем согласно заранее сделанным расчетам и составленному проекту. Режем ножницами или труборезом с учетом захода трубы в фитинг
Перед сваркой армированных труб зачищаем участки соединения швейером - инструментом, снимающим два наружных слоя трубы
Швейером снимаем сначала внешний слой полипропилена, затем проложенную под ним фольгу, армирующую трубу
К сварочному аппарату подсоединяем дорн и насадку подходящего диаметра и включаем прибор. Спустя 5 минут нагреваем на них соединяемые детали. Время нагрева зависит от диаметра и толщины стенок трубы
Уверенным быстрым движением соединяем разогретые детали. Глубина соединения должна быть равна глубине раструба фитинга или муфты
После выполнения сварных соединений подключаем собранный участок трубопровода к системе водоснабжения и проверяем ее на герметичность
Оценка параметров ручных паяльников для труб
Учитывая спрос потребителей именно на модели «утюгов» и «паяльников», отдельно стоит рассмотреть критерии выбора бытовых сварочных аппаратов. Прежде всего, в учет берется производительность, температурные показатели, качество и количество предлагаемых насадок. Немаловажный фактор – ценовая политика и качество сборки агрегата.
Мощность и температура нагрева
Мощность определяет эксплуатационный потенциал агрегата. Чем выше показатель, тем шире возможный диапазон диаметра спаиваемых труб. Кроме того, от производительности паяльника зависит время разогрева, и соответственно, скорость продвижения сварочных работ.
Однако для домашнего пользования покупать высокомощное оборудованием нецелесообразно по ряду причин:
- Качество спайки не зависит от мощностных характеристик.
- Временное превосходство на разогрев актуально для «конвейерного» монтажа трубопровода. В быту разница не особо ощутима – пока паяльник нагревается, производится предварительная разметка, примерка и стыковка.
- Более мощные аппараты расходуют больше электроэнергии.
Для корректного расчета мощности «паяльника» в учет берется предполагаемый диаметр труб.

Минимальная мощность (Вт) соответствует произведению диаметру трубопровода (мм) на 10. Например, пайка труб в 60 мм осуществляется паяльником в 600 Вт и выше
Для бытовых нужд подойдет оборудование на 1,2 кВт – этого вполне достаточно для прокладки домашней тепловой или водной магистрали.
Качество сварочного шва зависит от стабильности температурного воздействия. Большинство аппаратов выдают 50-300 °С нагрева, стандартная температура работы – 260 °С. Больше о температуре пайки полипропилена мы писали здесь.
Наличие терморегулятора особенно актуально для новичков. Опытный специалист работает на ощущениях – продолжительность нагрева он определяет интуитивно без звукового сигнала.
Аматорам сварочного мастерства лучше рассчитывать исключительно на нормативы и выбирать модель с плавной регулировкой температуры. Положение маховика должно быть устойчивым и не смещаться при случайном прикосновении.
Высокотехничные модели имеют панель цифровой индикации температурного режима. Наличие опции удобно для пользователя, но влечет за собой существенное удорожание аппарата.
Комплектация и удобство пользования
«Начинка» сварочного комплекта влияет на цену оборудования. Выбор того или иного набора осуществляется исходя их индивидуальной необходимости.
Как правило, производители предлагают три вида типовых комплектов:
- Эконом. Содержит непосредственно сварочный аппарат, регулировочный ключ и руководство пользователя. Иногда дополняется одной-двумя насадками. А вот выбирать труборез и другие необходимые инструменты предстоит отдельно.
- Базовый. В наборе кроме прибора, инструкции и ключа предусмотрены наиболее ходовые насадки для бытового применения сечением 20-40 мм. Все комплектующие упакованы в удобный не громоздкий чемоданчик.
- Полный. В кейсе помимо паяльника, дорн и муфт собраны все необходимые для пайки принадлежности: отвертка, подставка, винты, шестигранный ключ, ножницы для ПП-труб, рулетка и рукавицы.
Некоторые производители комплектуют набор небольшим пузырьковым уровнем для выравнивания трубной магистрали.
Все элементы можно докупить и отдельно, но зачастую, приобретение полного «чемоданчика» обходится дешевле, чем подборка недостающих инструментов «россыпью»
Чтобы обеспечить удобное пользование важно учесть некоторые нюансы:
- тренога или подставка под паяльник не должна быть очень легкой, оптимальный вариант – устойчивая платформа;
- аппарат с зажимами подойдет для работы на верстаке;
- рукоятка не должна нагреваться и скользить в руке.
Качественные сварочные агрегаты оснащены аварийной системой, отключающей прибор от электропитания при риске перегрева.
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).

Цена на чешские паяльники Dytron базовой комплектации стартуют от 200 у.е., что в 3-4 раза дороже аналогичных моделей турецкого или китайского производства
Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.

Умеренная ценовая политика (от 30-40 у.е.) наряду с хорошими технико-эксплуатационными характеристиками вывели Candan в топ-продаж среди паяльников ПП-труб бытового пользования
Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Далее приведем характеристики и особенности работы востребованных модификаций ручных сварочных агрегатов для стыковки пластикового трубопровода.
Раструбный способ сварки полипропиленовых труб
При строительстве систем горячего и холодного водоснабжения, отопления получили широкое распространение трубы из полипропилена. Профессиональные строители и обычные домашние мастера практически всегда выбирают их. С чем это связано?
Полипропиленовые трубы имеют длительный срок эксплуатации и способны выдерживать температуру от -10 °C до +90 °C. Но самое главное заключается в простой системе монтажа с помощью раструбной, фитинговой или стыковой сварки. Не нужны газовые горелки с баллонами или инвертор с кабелями и чадящими при сварке металлических труб электродами, не требуется сварщик высокого класса.
Самостоятельно герметично сварить металлические трубы, не являясь сварщиком невозможно. При использовании полипропиленовых труб получить качественное надежное соединение может любой человек. Достаточно приобрести аппарат для раструбной сварки. Процесс обучения займет не более получаса.
Соединение в раструб
Раструбный способ сварки обеспечивает стопроцентное качество соединения, то есть его прочность такая же, как и прочность самого изделия. Это достигается за счет того, что деталь нагревается до вязко-текучего состояния и соединяется при дополнительном давлении.
Происходит перемешивание соприкасающихся слоев и диффузия макромолекул при дополнительном давлении, возникающем при введении трубы в муфту.

Для получения такого качественного шва требуется соблюдать несколько правил:
- свариваемые поверхности должны быть очищены от жира и других загрязнений;
- внешний слой тоже считается загрязненным, так как мог подвергнуться воздействию ультрафиолета или окислению;
- непосредственно перед сваркой рекомендуется кроме протирки спиртом сделать механическую очистку скребком.
После завершения сварки труб нельзя ускорять процесс охлаждения холодным воздухом или водой. Это может привести к внутренним напряжениям, которые в свою очередь вызовут образование раковин.
При работах в условиях низких температур наоборот нужно завернуть стык какой-нибудь теплоизолирующей тканью для обеспечения медленного равномерного остывания полипропиленовых труб.
Достоинства и недостатки
Несомненным достоинством раструбной сварки полипропиленовых труб является стопроцентная гарантия качества шва. Фактически получается монолитное изделие. Часто при намеренном разрушении излом происходит где угодно, но только не по месту сварки.

К оператору сварки не предъявляются никакие требования по квалификации, ее может сделать любой человек.
Для изделий диаметром до 40 мм используется дешевое ручное сварочное оборудование.
Требует высокую температуру нагрева соединяемых поверхностей (до 260 ⁰С). При этом имеет малое время нагрева и высокую скорость сварки.
Невозможно сваривать тонкостенные изделия из-за чрезмерно быстрого нагрева, который приводит к таким деформациям, что нет возможности ввести трубу в муфту.
При совмещении трубы и фитинга с нагревателем или друг с другом после нагрева требуется значительное усилие. При диаметрах более 50 мм соединение вручную практически невозможно, требуется использование механических и других приспособлений.
Неэкономично при строительстве магистрального трубопровода.
Как происходит соединение

Простота сварки заключается в том, что полипропилен начинает плавиться при температуре 170 ⁰C. Разогревая соединяемые поверхности до температуры 250-300 ⁰C, и плотно соединяя их, получают монолитное изделие при последующем охлаждении.
Раструбный сварочный аппарат представляет собой устройство с нагревательным элементом, имеющим регулятор нагрева и насадки под различные толщины.
Пара насадок представляет собой один цилиндр с внешней рабочей зоной для разогрева внутренней поверхности муфты. Второй цилиндр имеет рабочую зону внутреннюю для разогрева внешней поверхности полипропиленовой трубы.
Насадки аппарата для раструбной сварки делают из металла с хорошей теплопроводностью. У них есть антипригарное тефлоновое покрытие с металлизацией. Трубу и муфту закрепляют на насадке, затем включают аппарат.
Через заданное время разогрев до необходимой температуры детали отключается. После этого труба вводится в муфту. За несколько секунд, пока идет остывание, происходит прочное сваривание изделий. Технология сварки – проще некуда.
Виды оборудования
На рынке имеется много разновидностей аппаратов для раструбной сварки. Самые простые – это ручные сварочные устройства. По внешнему виду они делятся на мечевидные и цилиндрические.
Мечевидные и цилиндрические
Мечевидные аппараты имеют нагревательный элемент, на котором крепятся сменные насадки различного диаметра. Каждый аппарат имеет терморегулятор, у некоторых моделей имеется дисплей с информацией о текущей температуре головки. Нагревательный элемент без насадок отдаленно напоминает лезвие меча, отсюда и название этой категории приборов.
Цилиндрические сварочные аппараты для раструбной сварки труб считаются более профессиональными. Нагревательный элемент у них заключен в цилиндр, на который надеваются насадки.
Благодаря этому они нагреваются быстрее и равномернее, что положительно сказывается на разогреве полипропиленовых изделий. Смена насадок происходит быстро.
Устройство бывает двух видов, первые – это аппараты с прямым цилиндром, вторые с цилиндром, выполненным в виде буквы «Г». Аппарат второго вида удобен для сварки в труднодоступных местах.
Ручные
Ручные сварочные аппараты обычно могут варить полипропиленовые трубы до 4 см, максимум до 6,3 см. Это самые распространенные размеры, используемые в частном строительстве.
Как правило, эти аппараты имеют потребляемую мощность в пределах 700 Вт. Но часть производителей стали производить более мощное оборудование на 2-2,5 кВт, которое может варить трубы диаметром до 16 см.
Но для ручных аппаратов это излишество. При диаметрах трубы более 6 см трудно вручную без дополнительных приспособлений соединить ее без перекосов. Для бытовых нужд вполне хватает маломощных аппаратов, рассчитанных на изделия диаметром 4-6 см.
При покупке бытовых сварочных аппаратов следует ориентироваться на диаметр свариваемых труб, количество насадок, мощность нагревательного элемента.
Если применяется раструбная сварка к трубам диаметром 40 мм, то мощность аппарата должна быть не менее 400 Вт. Важным является и наличие дополнительных инструментов, облегчающих работу с устройством.
Механизированные

Механический раструбный сварочный аппарат применяется для полипропиленовых труб среднего диаметра. Оборудование имеет механический привод, в котором зажимами закрепляются труба и фитинг.
После разогрева деталей нагревательный элемент убирают, и детали сдвигаются по специальным направляющим. За счет этого происходит центровка изделий. Устройства снабжены динамометром, который контролирует прилагаемое давление.
Электрогидравлический аппарат для сварки полипропиленовых труб работает так же, как и механический. Но давление при соединении трубы и муфты с насадками или между собой после сварки производится гидравлическим приводом. Давление достигает 120 атмосфер. Это позволяет соединять изделия диаметром до 63 см. Соответственно оборудование имеет большие габариты и стоимость.
Все о паяльнике для полипропиленовых труб
Постепенно, при прокладке трубопроводов традиционный металл вытесняется полиэтиленом и полипропиленом. И это не удивительно – сохраняя необходимые характеристики, такие трубопроводы могут служить до 100 лет.
Для устройства систем отопления и горячего водоснабжения лучше использовать полипропиленовые трубы, так как температура плавления этого материала на 60 градусов выше, чем у полиэтилена.
Для спайки труб используется специальный паяльник для полипропиленовых труб. Он представляет собой нагревательный прибор, работающий от бытовой электросети 220 Вольт.
Устройство и принцип действия

Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Поэтому в среде профессионалов его часто так и называют – утюг для пайки труб. Он разогревается за счет находящегося внутри его одного или нескольких нагревательных элементов, обеспечивающих температуру, необходимую для плавления материала труб.
В корпус вставляются специальные насадки разных диаметров. При этом насадки малого размера вставляются ближе к краю, где жало уже. Насадки каждого размера парные – одна рассчитана на разогрев наружной поверхности первого элемента из сооружаемого трубопровода, другая в это время разогревает внутреннюю поверхность второго элемента.
При разогреве до 260 ℃ первый элемент вставляется во второй. После кристаллизации материала из полипропиленовых труб и фитингов получается прочное и герметичное неразъемное соединение.
Существуют разновидности паяльников для пайки полипропиленовых труб с нагревателем круглой или цилиндрической формы.

Принципиальной разницы в том, как устроены плоские и круглые паяльники, нет. Но благодаря тому, что жало круглого паяльника имеет одинаковый диаметр по всей длине, обеспечивается одинаковый нагрев головок, независимо от их размера и положения на паяльнике.
Это преимущество удачно используется при пайке полипропиленовых труб в ограниченном пространстве, например, когда расстояние между стеной и трубой не позволяет произвести пайку утюгом.
На круглом паяльнике головку любого размера можно установить на самом конце жала и осуществить пайку даже вплотную к стене.
Станки для пайки

Для удобства эксплуатации, устройство заключено в пластиковый корпус с рукояткой. Возможна установка самого паяльника на специальный штатив, которым обычно комплектуется набор.
В результате получается удобный паяльный станок, которым и рекомендуется производить большинство соединений. В этом случае целые участки полипропиленового трубопровода собираются отдельно, а потом монтируются на место установки и соединяются.
Использование паяльника в виде станка позволяет производить работы одному человеку, в то время как при работе на весу трудно обойтись без помощника.
Очевидно, чтобы нагреть массивную насадку большого диаметра, потребуется больше тепла, чем для нагрева маленькой. А температура нагрева должна соблюдаться как можно точнее, потому что недогрев или перегрев соединяемых элементов приводит к значительному снижению качеству стыка.
В случае, когда температура ниже, чем необходимо для плавления полипропиленовой детали, торцы могут просто не «сплавиться» друг с другом, и стык будет негерметичным, а при высокой температуре паяльника материал может потечь, и стык будет выглядеть некрасиво.
Профессиональный инструмент для пайки пластиковых труб содержит в конструкции еще и регулятор температуры нагрева.
Для бытовых и профессиональных работ
Выбор паяльника для пайки полипропиленовых труб необходимо основывать, прежде всего, на определении задач, которые предстоит выполнять этим инструментом.
От этого будет зависеть предполагаемая мощность, температура паяльника, количество насадок, наличие терморегулятора, соответственно цена набора, которая часто является немаловажным фактором при выборе.
Для большинства полипропиленовых трубопроводов, используемых в бытовых целях, используются трубы диаметром 16, 24 и 32 миллиметра. На производстве часто приходится соединять трубы и большего диаметра – 110 и более миллиметров. Исходя из этого, можно определиться с составом набора.
Для устройства домашних трубопроводов подойдет простейший аппарат для полипропиленовых труб с минимальным набором насадок. При таком небольшом разбросе в размерах для нагрева головок потребуется приблизительно одинаковая мощность, поэтому в угоду цене, можно выбрать паяльник с фиксированной мощностью без терморегулятора.
Для изготовления сложных сетей трубопроводов с полипропиленовыми трубами различного диаметра потребуется, скорее всего, паяльник повышенной мощности и, конечно же, под каждую насадку ее придется регулировать, чтобы обеспечить необходимую температуру.
Профессиональный паяльник с насадками различного диаметра и регулируемой мощностью можно использовать и при пайке как полипропиленовых, так и полиэтиленовых труб при создании дачных или садовых трубопроводов.
Температура плавления полиэтилена – около 200 ℃, и наличие регулятора мощности будет здесь очень востребовано.
Выбор мощности

Для выбора мощности паяльника можно воспользоваться упрощенным правилом – умножить на 10 диаметр в миллиметрах самой большой насадки, которую предполагается использовать для соединения полипропиленовых труб. Полученное значение округлить в большую сторону.
Всегда неплохо иметь некоторый запас по максимальной мощности, потому что инструмент, работающий на пределе возможностей, прослужит меньше времени.
Но если паяльник приобретается для разовых работ, например для изготовления системы отопления в одном частном доме, последним утверждением можно пренебречь и не тратить средства на лишнюю мощность. Как говориться, выполнил и выбросил. Недопустимо использовать прибор недостаточной мощности для разогрева головок с большим диаметром.
Относительно большая площадь поверхности насадки обеспечит сильный теплоотвод, и она может так и не нагреться до заданной температуры и не расплавить полипропиленовый материал.
Насадки
Если выбор пал на паяльник для полипропиленовых труб с плоским жалом, то лучшим вариантом будет тот, в котором возможна установка сразу нескольких головок разных размеров, чтобы исключить перебои в работе при необходимости смены головки.
При этом желательно, чтобы крайняя насадка устанавливалась как можно ближе к торцу жала. На круглом паяльнике из-за его геометрии, можно установить сразу несколько колодок.
Необходимый набор насадок определяется диаметром используемых труб и фитингов.
Если в проекте присутствуют несколько участков с большим диаметром, то может, и нет необходимости покупать набор с такими большими головками, а выполнить эти участки из труб, изготовленных из другого материала, устроив несколько резьбовых соединений. Сейчас производятся полипропиленовые фитинги-переходники на любой диаметр с бронзовыми или латунными вставками с резьбой.

Особое внимание следует уделить материалу насадок паяльника. Они должны быть изготовлены из металла с хорошей теплопроводностью, чтобы быстро нагревались и быстро плавили материал труб. Очень хорошо, если они имеют тефлоновое покрытие.
Чем качественнее покрытие, тем лучше будет стык. На насадки с некачественным покрытием может налипать полипропилен, который потом подгорает, в то время как хорошие обеспечат возможность выполнения множества стыков, не теряя своих свойств.
Технология пайки
Для получения хорошего результата при работе паяльником необходимо придерживаться простых правил:

Трубы необходимо отрезать в размер строго под прямым углом к продольной оси. Для этого используются специальные ножницы. Очень часто такие ножницы входят в комплект наборов для пайки пластиковых труб.

Торцы труб необходимо обработать, сняв с них небольшие фаски и удалив заусенцы.
Далее полипропиленовые трубы и фитинги одновременно вставляются в насадку разогретого, готового к работе паяльника и удерживаются в таком положении некоторое время.
Время разогрева элементов для каждого диаметра должно быть указано в инструкции по эксплуатации каждого конкретного прибора, и оно должно соблюдаться.
Сокращение этого параметра ведет к недостаточному разогреву деталей и, соответственно, низкой прочности будущего стыка. Увеличение ведет к сильному разогреву, в результате при соединении может значительно уменьшится внутренний диаметр трубы на стыке, изменив параметры всего трубопровода.

После нагрева элементы вынимают из паяльника и соединяют. В течение пяти-шести секунд не допускается их сдвиг относительно друг друга. Нельзя вращать полипропиленовую трубу, вставляя ее в фитинги, пытаясь облегчить процесс.

Через одну-две минуты стык уже можно эксплуатировать.

Для монтажа на стены служат полипропиленовые или металлические кронштейны, которые заранее устанавливают на место. Крепление их может осуществляться при помощи дюбелей или дюбель-гвоздей, для чего применяется перфоратор или монтажный пистолет. Собранный трубопровод не нуждается в покраске или защите какими-либо средствами.
Полипропилен исправно служит десятилетиями, и если технология сборки будет соблюдена, а материал не будет подвергаться механическим повреждениям, то использование таких трубопроводов будет комфортным и безопасным.
Чем можно сваривать полипропиленовые трубы
Процесс чистый и пожаробезопасный по сравнению со сваркой металлических труб. Среди пластиковых наибольшей популярностью пользуются полипропиленовые трубы за свои потребительские свойства. Для сварки таких изделий применяют специальные аппараты.
Особенности полипропилена
У полипропиленовых труб невысокая стоимость, большая номенклатура, к ним продают различные соединители и запорные устройства, что дает возможность строить инженерные сети любой степени сложности в кратчайшие сроки. Это позволяет использовать специальный сварочный аппарат для пластиковых труб.
Некоторые его виды имеют высокую стоимость, но они рассчитаны в основном на большие диаметры. Для монтажа внутренних инженерных сетей большинства жилых домов в продаже имеется оборудование для сваривания труб с очень привлекательной ценой.

Полипропилен обладает термопластичностью. При нагревании его до температуры плавления он переходит в жидкую фазу. После остывания он твердеет, при этом сохраняет все свои прочностные характеристики.
Если определенные участки заготовок из полипропилена нагреть до температуры плавления, а затем прижать их друг к другу расплавленными участками, то произойдет диффузия расплавленных слоев.
Если зафиксировать детали и подождать, пока они остынут, то в результате получится новое монолитное изделие. На срезе место стыка деталей увидеть невозможно. Эти свойства пластика успешно применяются в аппаратах для сварки полипропиленовых труб.
Самыми распространенными являются:
- аппараты раструбной или муфтовой сварки;
- устройства стыковой сварки;
- оборудование электромуфтовой сварки.
Две последние разновидности имеют высокую стоимость, они на порядок дороже раструбных устройств.
Стыковое соединение
Особенность работы аппаратом стыковой сварки заключается в следующем. Полипропиленовые изделия должны быть одинакового диаметра и толщины. Торцы труб должны быть идеально зачищены и плотно прилегать друг к другу.
Они должны быть соосны и иметь возможность перемещения вдоль оси под действием мышечных усилий человека, электрических или гидравлических сил.
Технология

Сначала соединяемые торцы полимерных труб одновременно нагревают до температуры плавления пластика, затем плотно соединяют.
Расплавленный пластик из разных деталей взаимопроникает друг в друга при сжатии. В этом положении трубы фиксируют до полной полимеризации расплавленного слоя полипропилена. В результате получается монолитное неразъемное соединение.
Процесс выглядит очень простым, так оно и есть при работе с трубами малого диаметра. Но при использовании полипропиленовых изделий среднего и большого диаметра в обязательном порядке потребуется технологическое оборудование.
Только с ним можно обеспечить требуемую чистоту и точность торцов, соосность, необходимое давление для соединения стыка.
Оборудование
Аппарат стыковой сварки в частном домостроении используется редко, разве что при прокладке наружных инженерных сетей.

Внешне он выглядит, как станок. У него есть направляющие, по которым перемещаются хомуты с трубами. Они имеют винтовую или червячную передачу. Для фиксации полипропиленовых труб разного диаметра к хомутам прилагаются секционные вкладыши.
Кроме этого в комплект оборудования входит электромеханический торцеватель, который представляет собой двусторонний дисковый нож. Он одновременно производит зачистку торцов соединяемых труб.
Торцеватель обычно устанавливается на откидном шарнире, но может быть и съемным. Откидных шарниров бывает два, на втором располагается плоский круглый нагреватель. Если он один, то имеется приспособление для крепежа. Шарниры так же устанавливаются на направляющих.
После того как произвели торцовку полипропиленовых труб, торцеватель откидывается и по направляющим отодвигается в сторону.
На его место сдвигается нагреватель и устанавливается между стыками. Трубы должны плотно прижаться к нему, но без усилия. Затем производится нагрев стыков до заданной температуры.
На последнем этапе происходит процесс сжатия. Нагреватель убирают, изделия сдвигают навстречу друг другу по направляющим обеспечивающим их соосность. Требуемое давление создается механическим способом через червячную передачу, либо гидравлическим.
Оборудование стыковой сварки дорогое, используется при строительстве магистральных пластиковых трубопроводов среднего и большого диаметра.
Электромуфтовое оборудование
Технология электромуфтовой сварки состоит в следующем. В каждую муфту на этапе производства с внутренней поверхности закладывается нагревательный элемент с двумя выводами на ее внешнюю поверхность.
Соединяемые трубы вставляются в муфту. Специальным кабелем выводы муфты и сварочного аппарата соединяются. После этого происходит нагрев элемента, находящегося внутри муфты.
За счет этого происходит расплавление участка полипропиленовой трубы и муфты в районе нагревательного элемента. При отключении аппарата происходит обратная полимеризация соединяемых частей изделия. В итоге образуется монолитное соединение.
Аппараты электромуфтовой сварки могут работать с изделиями практически любого диаметра. Они могут сваривать полипропиленовые трубы, а также изделия из полиэтилена низкого давления (ПНД).
Основным элементом является микропроцессорный блок с источником регулируемого питания. Он сохраняет протокол сварки для контроля работы и вырабатывает необходимый ток для получения требуемой температуры нагрева.
В заданное время в зависимости от диаметра изделия и других условий он отключает устройство. Аппарат может работать на открытых площадках в диапазоне температур -20…+60 °C.
Например, аппарат Rothenberger ROWELD ROFUSE PRINT при малом весе и габаритах (небольшая коробка весом около 20 кг) позволяет соединять ПНД и полипропиленовые трубы диаметром до 1200 мм.
Данные по ним могут вводиться вручную или считываться со штрих кода, установленным на трубе производителем. Пользоваться аппаратом легко, к нему прилагается подробная инструкция.
Раструбная и муфтовая технологии
Технология раструбной или муфтовой сварки получила наибольшее распространение при сплавлении небольших по диаметру полипропиленовых труб, которые в основном применяются в жилищном строительстве.

Суть процесса сварки заключается в нагреве внешней стороны трубы и внутренней части муфты до температуры плавления и последующего введения изделия в муфту.
При остывании происходит полимеризация и получается неразъемное соединение. Наружный диаметр трубы немного превышает внутренний диаметр муфты, в холодном состоянии соединить их невозможно.
Когда они разогреты до требуемой температуры, то достаточно усилий человека. Аппарат получается очень простым. Он представляет собой электронагреватель с насадками и регулятором температуры.
Наибольшее распространение получили аппараты с мечевидным и цилиндрическим нагревателем. В комплект оборудования обычно входит набор насадок, разделочного инструмента и приспособление для установки нагревателя.
Аппарат имеет ручку с регулировкой температуры и индикатором нагрева. Сетевой кабель обычно присоединяется через ручку. На цилиндрический нагреватель насадки насаживаются попарно и могут устанавливаться под любым углом.
В цилиндре находится нагреватель, что позволяет равномерно прогревать все насадки, смонтированные на нем. На мечевидном нагревателе насадки монтируются с двух сторон.
Выбор сварочного устройства

Из-за обилия предлагаемого оборудования возникает вопрос, какой сварочный аппарат для монтажа полипропиленовых труб выбрать?
Здесь не нужно гнаться за мощностью или универсальностью. Надо определить для себя, с какими диаметрами придется работать в обозримом будущем. В абсолютном большинстве случаев это изделия от 16 мм и до 50 мм.
Исходя из этого, выбирают и насадки для сварки полипропиленовых труб. Выбор мощности прибора производят из расчета 10 Вт на 1мм диаметра трубы, достаточно иметь 500-800 Вт, ее хватит для работы с любыми изделиями, используемыми в индивидуальном строительстве.
Иногда требуется соединить что-нибудь из листового полимера, например поливинилхлорида. В этом случае используется специальный, если нет, то обычный электропаяльник.
Для сварки изделий сложной конструкции и тонкостенных труб большого диаметра используются термофены и сварочные экструдеры. Они незаменимы в труднодоступных местах, где невозможно расположить традиционные аппараты для сварки труб.
Паяльник для полипропиленовых труб. Назначение, хар-ки виды и выбор
Паяльник для полипропиленовых труб используют для монтажа современного трубопровода, который может собрать практически любой человек, обладающий определенными навыками.
Разные виды этого инструмента имеют схожую конструкцию, и некоторые мастера в обиходе называют их утюгами, т.к. принцип действия у них точно такой же.
Без паяльника невозможно соединить отдельные фрагменты пластикового трубопровода.
Назначение и принцип действия
Аппарат для сварки пластиковых труб предназначен для размягчения и плавки торцевой части требующих соединения полипропиленовых элементов водопровода.
Дело в том, что температура плавления этого материала невысокая, составляет 250 – 260 градусов, так что для достижения этих значений и применяется простой по конструкции нагревательный прибор, способный питаться от бытовой электросети.
Вариантов соединения пластиковых труб несколько, однако, контактная сварка имеет ряд очевидных преимуществ, например, перед тем же склеиванием.

Паяльник для полипропиленовых труб необходим для организации диффузного соединения (спайки), которое может быть двух видов:
- Муфтовая, или раструбная – соединение полипропиленовых труб посредством фитингов (муфт), которые тут – обязательный элемент.
- Встык – прямое соединение двух отрезков труб при монтаже линии трубопровода большого диаметра, то есть, 63 мм и выше, либо же ремонта его отдельных участков.
Оба способа работают по одному и тому же принципу действия: для соединения частей водопровода паяльником нагревают края элементов полипропиленового трубопровода, повышая их вязкость путем их полного или частичного расплава, после чего выполняется стыковка этих двух частей.

В верхних слоях материала происходит диффузия, то есть взаимное проникновение частиц.
Итогом становится цельное соединение.
Оба метода хороши как при строительстве системы отопления, так и при формировании трубопровода подачи воды.
Устройство, характеристики и свойства
Паяльник для полипропиленовых труб или сварочный утюг – инструмент, состоящий из следующих элементов:
- Термоизолирующий корпус с рукоятью, на котором располагается регулятор температуры, а также индикаторы нагрева и готовности. Внутри находятся электрические компоненты, отвечающие за стабильную работу инструмента. Некоторые модели имеют собственный микропроцессор, обеспечивающий электронное поддержание заданной температуры и отвечающий за срабатывание оповещения о достижении заданных параметров нагрева.
- Литой металлический кожух, внутри которого находятся нагревательные ТЭНы. Это может быть плоская плита, либо же круглый нагреватель.
- Насадки (обычно разноразмерный комплект), крепятся к основе инструмента. Их еще называют нагревательными гильзами или соединительными чашками.
Спайку двух небольших элементов полипропиленового трубопровода производят с использованием специальной подставки, на которую устанавливают термоинструмент для удобства работы.

Подставка всегда входит в комплектацию всего набора, она бывает вильчатой, где основание изготовлено из металлического прута, изогнутого в форме U, либо же крестовидной.
Последний вариант нередко оснащается струбциной для крепления, например, к столу.
Типы насадок и их размеры
В зависимости от разновидности нагревателя используются соответствующие типы насадок:

- Стержневые (непарные) насадки – устанавливаются на паяльники с цилиндрическим нагревателем. Конструкция позволяет работать в стесненных местах, например, у стен, радиаторов.
- Парные насадки – для инструмента с нагревателем в виде вертикальной плоской плиты, в которой расположены технологические отверстия для их крепления. Фиксируются с обеих сторон инструмента, продаются комплектами по 2 штуки, собственно, по этой причине и называются парными.

Насадки зачастую входят в комплект паяльника, а в инструкции к инструменту указываются их необходимые параметры.
В профессиональной сфере специалисты работают с трубами любого диаметра, начиная от 10 мм, заканчивая 160 мм и выше.
Естественно, под каждый размер в продаже можно найти соответствующие насадки.

В быту же применяют паяльники для полипропиленовых труб диаметром до 63 мм включительно, что соответствует двухдюймовому металлическому трубопроводу.
Востребованными считаются следующие размеры насадок:
- №20 – под диаметр 0,5 дюйма.
- №25 – под 0,75 дюйма.
- №40 – под 1,25 дюйма.
Кабель и вилки
Подключение паяльника для полипропиленовых труб к электросети производится путем штепсельной вилки с заземлением.
Длина штатного кабеля составляет 1 – 2 м.
Если планируется использование аппарата в месте, удаленном от источника электроэнергии, требуется применять промышленный удлинитель с соответствующим сечением токопроводящих жил, а также наличием заземления.
Материал
Корпус и подставка инструмента изготавливаются преимущественно из стали, во избежание коррозийного воздействия окружающей среды их покрывают краской.
Нагревательный элемент состоит из пары ТЭН, изготовленных, зачастую, из нержавеющей стали марки 304, заключенных в алюминиевую рубашку.
Материалом для насадок выступает алюминий с тефлоновым покрытием, обладающим антиприлипающими и антипригарными свойствами, либо же металлизированный тефлон.

Рукоятка изготавливается из ударопрочного пластика с рифленой поверхностью для предотвращения выскальзывания устройства из рук в процессе работы.
Паяльник для полипропиленовых труб всегда укомплектован в металлический кейс.
Размеры и вес
Длина паяльника в среднем составляет 400 – 450 мм, ширина 100 – 150 мм, а высота 155 – 270 мм.
Весит инструмент 1 – 4 кг.
Мощность инструмента – одна из важнейших его характеристик, которая определяет эффективность прибора и время нагрева его насадок, а также возможность работать с трубами конкретного диаметра.
Показатели мощности паяльников для полипропиленовых труб бывают от 500 до 2000 Вт и выше, в зависимости от размеров труб, которые предстоит сваривать.
Температура нагрева паяльника без ручной регулировки режима работы составляет 270 – 300 градусов.
У моделей, оснащенных плавной регулировкой, диапазон нагрева может варьироваться в пределах 0 – 300 градусов.
Время нагрева, в зависимости от мощности и размера используемых насадок, составляет 5 – 20 минут.

Следует отметить, что некоторые модели поддерживают два режима нагрева, то есть оператор может включать инструмент на всю мощность или на ее часть, например, на 2 кВт или 1,3 кВт.
Аппараты мощностью до 1 кВт имеют один нагревательный ТЭН.
Виды паяльников для полипропиленовых труб и их цена
Паяльник для сваривания полипропиленовых труб бывает:
Бытовой
Конструктивно простой инструмент, оснащенный ручным термостатом механического типа (либо же вовсе без него), обладает невысокой мощностью (обычно до 1 кВт), что позволяет соединять пластиковые трубы диаметром до 63 мм.

Такие модели имеют доступную цену, предназначены для малоинтенсивного использования.
Инструмент для разового применения обойдется в 1 – 1,5 тыс. рублей, а варианты, рассчитанные на проведение ремонта в квартире, можно купить за 2200 – 2800 рублей.
Профессиональный
Для комфортной работы с широким диапазоном диаметров труб.
Кроме высокой мощности, могут иметь электронную регулировку температуры, микропроцессор, поддерживающий ее значение на определенной отметке, ЖК-дисплей, позволяющий контролировать рабочие параметры инструмента.
Нередко такие модели оснащаются звуковыми оповещателями, предупреждающими мастера об окончании нагрева.

Инструмент для частых сантехнических работ обойдется в сумму от 2800 – 5000 рублей, а стоимость оборудования для профессионального монтажа трубопроводов различной сложности и диаметра может превышать 30 тыс. рублей.
Кроме прочего, паяльники для раструбной сварки отличаются между собой формой нагревателя:
Цилиндрические
Такие модели имеют вытянутый нагревательный элемент цилиндрической формы, на который надеваются стержневые насадки требуемого диаметра.

Мечевидные
Эти варианты наиболее распространенные, имеют вытянутую плоскую форму нагревательного элемента, напоминающую короткий широкий клинок обоюдоострого меча или подошву обыкновенного утюга.
Оснащаются тремя сквозными отверстиями, расположенными в один ряд, что позволяет устанавливать одновременно несколько насадок, когда, например, работа ведется с двумя размерностями труб.
Дисковидные
Инструмент с нагревателем в форме плоского блина, крестообразным расположением отверстий, что, как и в предыдущем случае, позволяет устанавливать одновременно несколько насадок.
Это универсальный паяльник, так как значительный диаметр нагревательного диска обеспечивает полное прилегание насадок размером свыше 75 мм, а значит, подходит для работ с трубами как малых, так и больших размерностей.

Существуют паяльники с плоскими нагревательными элементами, выполненными в виде двух ушек с отверстиями по центру.
Они компактные, если сравнивать с мечевидными вариантами, поддерживают одновременную работу с двумя парными насадками.
ПРИМЕЧАНИЕ:
Внешний вид паяльника для полипропиленовых труб и форма его нагревателя никак не влияют на качество спайки труб.
Центр тяжести паяльников с плоским нагревателем смещен вперед, особенно с присоединенными насадками, потому некоторые модели для удобства работы на весу имеют дополнительную съемную боковую рукоять.
Удобство стационарного использования обеспечивает подставка со струбциной, позволяющая неподвижно зафиксировать инструмент, например, на краю верстака.

Струбцина входит в комплект только некоторых моделей, большинство паяльников для полипропиленовых труб продаются без струбцины.
Практически все модели этого термоинструмента обладают степенью защиты от проникновения влаги и твердых предметов IP44, и соответствуют классу защиты от поражения электрическим током «1» за счет наличия заземляющего контакта на штепсельной вилке.
Для спайки полипропиленовых труб встык используют несколько иные паяльные аппараты, оснащенные механическим или гидравлическим приводом, где разогрев места соединения происходит после стыковки двух отрезков пластиковых коммуникаций между собой, а не наоборот.
Как выбрать паяльник для полипропиленовых труб?
Выбор паяльника начинается с определения задач, которые он должен в полной мере решать. Бытовой инструмент – покупка для единоразовых, редких периодических работ.
Обычно он оснащается механическим реостатом для регулировки температуры, имеет невысокую стоимость, а размер свариваемых труб не превышает 63 мм.

Помните!
Слишком дешевые модели не отличаются надежностью, так что не следует допускать их длительной работы во избежание их перегрева и выхода из строя.
Профессиональный паяльник, в отличие от бытового, может функционировать без перерыва продолжительное время.
Удобство работы тут может обеспечивать электронная начинка, способная удерживать температуру нагревательного элемента на нужной отметке с высокой точностью.
Такие паяльники мощнее, за счет чего диаметр труб, подвергающихся соединению, может достигать 110 мм и более, в зависимости от конкретного аппарата.
Инструмент быстрее нагревается, а значит, производительнее бытовых моделей. Его мощность может превышать 2 кВт.
Важно!
Если работы будут проводиться в условиях окружающей среды «ниже нуля», нужно выбирать инструмент мощнее на целую ступень.
Иными словами, если при комнатной температуре для работы достаточно аппарата мощностью 650 Вт, то при -5°С следует выбирать киловаттные модели.

При выборе инструмента необходимо обращать внимание на следующие его особенности:
- Класс защиты паяльника не должен быть ниже 1, в противном случае, в процессе работы, возрастает риск поражения электрическим током. Определить класс защиты довольно просто – сетевая штепсельная вилка должна иметь заземляющий контакт. Также уровень защиты прописывают в документации к инструменту.
- Сетевой шнур должен быть подходящей длины, чтобы обеспечить комфортную установку инструмента, и иметь хорошую двойную изоляцию. Обычно 2-метрового шнура всегда достаточно для стационарной установки инструмента.
- Общая прочность конструкции и сборка не должны вызывать вопросов. Люфт нагревателя относительно корпуса, рукояти, других элементов не допустим. Перед покупкой следует осмотреть паяльник на отсутствие повреждений.
- Наличие терморегулятора позволит точно скорректировать температуру нагрева.
- В комплекте должен присутствовать хотя-бы минимальный набор насадок, что позволит использовать инструмент сразу же после покупки, без необходимости приобретать дополнительные элементы.

Если есть возможность, желательно покупать инструмент от известных проверенных производителей, которые отвечают репутацией за качество своей продукции.
Обычно гарантия на подобное оборудование составляет 12 месяцев, однако, некоторые компании предлагают гарантийное обслуживание на протяжение 3-х лет.
Что нужно знать о паяльниках для полипропиленовых труб?
Минимальная требуемая для спайки труб определенного размера мощность инструмента высчитывается путем умножения диаметра соединяемых элементов (в мм) на коэффициент 10.
К полученному значению желательно добавить 10 — 20% запаса. Так, например, для соединения 50-миллиметровых труб требуется инструмент мощностью от 600Вт.
Вообще при покупке паяльника для широкого спектра диаметров можно воспользоваться следующей ориентировочной градацией:
- До 63 мм – от 680 Вт.
- До 75 мм – от 850 Вт.
- От 125 мм – от 1200 Вт.
Эта зависимость позволит приобрести паяльник под требуемые задачи, не переплачивая за избыточную мощность.
Производители
Известные производители паяльников, изготавливающие качественное оборудование для спайки полипропиленовых труб:
Читайте также: