Устройство сварки для сварки ленточных пил
Обновлено: 20.09.2024


Инструмент для ленточнопильных станков постоянно работает при воздействии растягивающих напряжений, отчего пилы часто разрываются. Несмотря на то, что инструментальные стали не очень охотно свариваются, единственным способом восстановления работоспособности лезвий считается всё же сварка пильного полотна. Для чего, естественно, потребуется аппарат для сварки ленточных пил.
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45 º , а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400 º С, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250 º С.
Сварка кромок может быть только стыковой.

Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).
- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.

В большинстве конструкций используется пневматический прижим, что удобно, поскольку для охлаждения сварочного аппарата всё равно потребуется достаточно мощный вентилятор.
В процессе разогрева сжимаемые кромки лезвия плавятся. После этого давление должно поддерживаться ещё некоторое время, для того, чтобы удалить легкоплавкие примеси из сварного шва. При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Технология сварки и пайки ленточных пил

Виды сварки
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка

Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг

Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Особенности сварки ленточных пил. Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
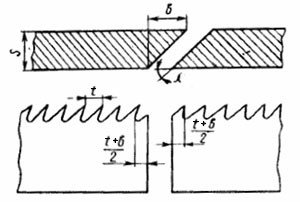
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки

Сварочный аппарат для сварки ленточной пилы.
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
Что такое контактная стыковая сварка?

Стыковая сварка является одним из видов контактной сварки, в результате которой производится соединение деталей по торцевой поверхности при нагреве до температур плавления под воздействием большой величины электрического тока и усиленного прижатия свариваемых стыков.
Общие сведения
Стыковая сварка, это один из процессов сварки давлением. Она является разновидностью контактной сварки, поэтому в основу её технологии заложены тепловое воздействие электрического тока по закону Джоуля — Ленца и усилие сжатия свариваемых деталей. Частным случаем стыковой сварки является стыковая конденсаторная сварка.
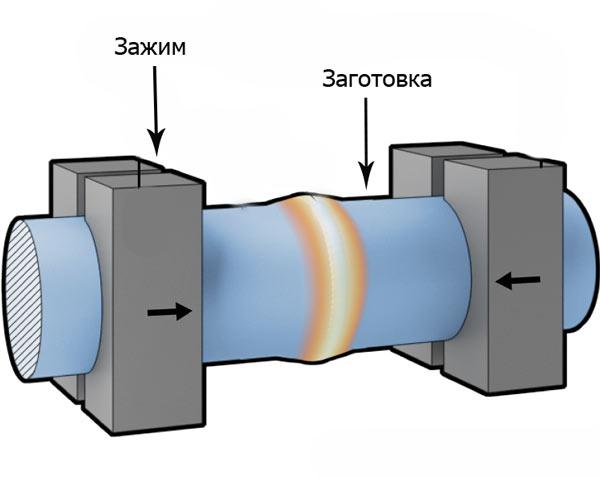
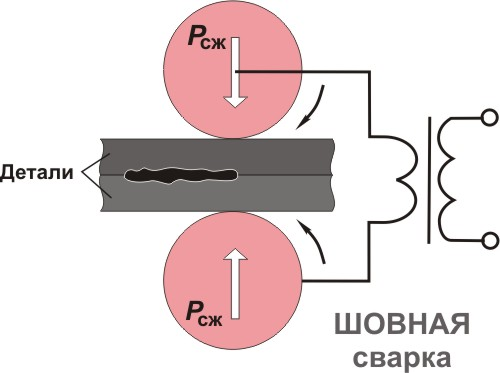
Основные способы контактной стыковой сварки разработаны в конце XIX века. В 1877 году в США Э. Томсон предложил стыковую сварку сопротивлением. В 1887 году русский изобретатель Н.Н.Бенардос запатентовал способы точечной и позднее шовной контактной сварки между угольными электродами. Позднее эти способы, усовершенствованные применением электродов из меди и её сплавов, стали наиболее широко распространёнными способами контактной сварки. Современные способы контактной сварки весьма разнообразны. Основными из них являются: точечная, рельефная, шовная, стыковая сварка сопротивлением и стыковая сварка оплавлением. Контактная сварка — термомеханический процесс образования неразъемного соединения металлов вследствие сцепления их атомов, при котором локальный нагрев свариваемых деталей протекающим электрическим током в зоне соединения сопровождается пластической деформацией, развивающейся под действием сжимающего усилия. Межатомные связи при этом возникают в твердой фазе или через жидкую прослойку расплавленного металла и сохраняются после охлаждения и кристаллизации. Стыковая сварка – способ контактной сварки, когда детали соединяются в процессе совместной пластической деформации нагретых электрическим током торцов деталей при осадке по всей площади сечения. Детали 1 (рис.1) устанавливают в токоподводящих зажимах 2 и 3, один из которых, например, зажим 3 подвижный и соединен с приводом усилия сжатия машины. Сварка состоит из двух этапов – нагрева торцов деталей и их осадки.
Нагрев деталей при стыковой сварке происходит благодаря тому, что через них проходит электрический ток Iсв и на общем электрическом сопротивлении деталей R выделяется тепло Q (закон Джоуля – Ленца): Q = Iсв2R/t , (1) где: t – время сварки. Общее сопротивление деталей определяется выражением: R = 2Rд+Rк, (2) где: Rд – сопротивление деталей (вылетов деталей из электродов машины); Rk — контактное сопротивление между деталями (при сварке оплавлением Rk – электрическое сопротивление искрового зазора). Сопротивление деталей 2Rд зависит от удельного электрического сопротивления металла ρ, длины их вылетов из электродов машины (установочной длины под сварку) Lсв и площади поперечного сечения деталей S: 2Rд = Kп ρLсв/S , (3) где: Кп – коэффициент поверхностного эффекта (заметно растет до температуры ферромагнитного превращения). По методу нагрева различают два способа сварки — контактная стыковая сварка сопротивлением и контактная стыковая сварка оплавлением. По состоянию металла в зоне сварки они относятся к сварке в твердой фазе, хотя в отдельных случаях, особенно при сварке оплавлением, сварное соединение формируется в твердо – жидком состоянии.
Основная информация
Равномерный нагрев стыка обеих деталей это суть такого метода соединения металлов, как контактная стыковая сварка. Неразъёмное слияние деталей образуется тем, что сразу после нагревания они стыкуются друг с другом.
Существует несколько типов такой сварки. Но о них чуть позже.
Скорость образования такого слияния напрямую связана с высокой производительностью выполненной работы. Плавка происходит быстро и равномерно, поэтому и швы создаются быстрее.
Также сам рабочий процесс может быть автоматизирован и встроен конвейер. Поэтому контактную стыковую сварку в основном используют при серийном производстве. Например, если нужно стыковать сварку труб.
Прочность и долговечность – это основные отличия контактной стыковой сварки. Она используется даже для изготовления автомобилей, самолётов и нефтепроводов.
А сам шов и уровень его качества не будут зависеть от опытности работника, что значительно сократит расходы на более профессиональных сварщиков.
Машины и аппараты
Машина стыковой сварки, как показывает практика, используется чаще всего для соединения полиэтиленовых и иных труб, выполненных из полимерного материала.
Аппарат стыковой сварки полиэтиленовых труб свою высокую популярность приобрел из-за безопасности, надежности, возможности работы с трубами различного размера.
А еще сварка стыковых швов, таким образом, легко удовлетворит даже самые высокие запросы к качеству.
Сварочные машины для стыковой сварки труб активно используются при прокладке газо и водопроводов.
Ручная и полуавтоматическая машина стыковой контактной сварки подходит для монтажа трубопроводов среднего и низкого давления.
Процесс осуществления ручной сварки
Агрегаты для соединения стыковой сваркой с ручным управлением, в виду относительно низкой стоимости, пользуются наибольшей популярностью. Алгоритм действий при выполнении работ следующий:
- Перед началом работ соединяемые детали фиксируются специальными зажимами. Для получения качественного результата, они должны повторять форму детали.
- Для выполнения работ используют электроды для стыковых аппаратов, которые отличаются повышенной стойкостью к механическим воздействиям.
- С помощью привода детали соединяют между собой. От силы давления привода зависит качество соединения.
- В работу включается сварочный трансформатор. Ток подается на сопрягаемую плоскость. Передачу тока обеспечивают электроды.
- Под воздействием тока контактная поверхность нагревается, образуя сварочный шов.

Принципиальная схема контактной стыковой сварки
Ручной метод производства работ, по сравнению с применением автоматизированных устройств, отличается худшим качеством работ.
Технология стыковой электросварки металлов
По своей сути стыковая сварка металлов является частным случаем контактной электросварки, поэтому технологически процессы и устройство аппаратов для этих обоих видов электросварки очень схожи и имеют лишь несколько техническими различиями.
Сварочный аппарат для контактной и стыковой сварки состоит из:
- силового сварочного трансформатора большой мощности;
- неподвижного электрода;
- подвижного электрода;
- механическим или электромеханическим приводом подвижного электрода;
- системы управления технологическим процессом.
Силовой сварочный трансформатор для контактной электросварки имеет свои особенности, которые заключаются в том, что, в отличие от простой электродуговой сварки, ему не требуется создавать большое напряжение на сварочных электродах для розжига и поддержания высокотемпературной плазмы сварочной дуги. Это обусловлено тем, что сам процесс обычной контактной сварки происходит в результате локального оплавления металла в месте непосредственного контакта электродов с поверхностью деталей, т. е. в месте смыкания электродов или с разницей при стыковой сварке в контакте свариваемых поверхностей торцов деталей, т. е. встык.
Поэтому силовые сварочные трансформаторы характеризуются низким выходным (вторичным) напряжением от 2 до 10 вольт, но при этом способны выдавать большие рабочие токи со значениями от одного до десятка килоАмпер.
Непосредственно сам процесс стыковой контактной сварки происходит в следующей последовательности:
- Вначале свариваемые детали закрепляют в специальных зажимах, которые, в свою очередь, являются электродами. При этом сварочный станок устроен так, что площадь контакта в таких зажимах должна быть достаточно большой по сравнению со свариваемой поверхностью торцов и поэтому, как правило, зажимы максимально повторяют и соответствуют форме поверхности свариваемых деталей, если надо круглой или плоской.
- Далее, подвижный зажим с большим усилием за счет электромеханического привода прижимает край стыка свариваемой детали к стыку детали в неподвижно закрепленном зажиме.
- После того, как детали прочно прижаты, включают сварочный трансформатор всего на несколько секунд для того, чтобы через электроды и свариваемую деталь прошел большой силы электроток, который и выделяет наибольшую теплоту в месте наименьшего контакта, т. е. на стыке деталей.
Таким образом, высокотемпературное оплавление поверхности контакта и заранее приложенное большое давление способствует прочному соединению деталей.
Различают два основных промышленных способа применения стыковой контактной электросварки, которые зависят от технологии нагрева контактной поверхности стыков деталей, а именно:
- методом сопротивления,
- методом оплавления.
Контактная стыковая сварка оплавлением
Популярная технология стыковой сварки оплавлением характеризируется особенностями подачи напряжения на обмотку сварочного аппарата. Ток подается до момента контакта свариваемых элементов. Кромки металлических соединяемых деталей должны быть разогреты и слегка оплавлены еще до момента их касания друг с другом. Использование современных сварочных аппаратов для контактной сварки позволяет разогревать и оплавлять металл буквально за тысячные доли секунды.
В процессе такого нагрева возникают многочисленные микроразрывы на атомном уровне, появляются соединения металла, которые защищают кромки деталей от негативного воздействия кислорода. На кромках металлических изделий образуется жидкий металл, после чего элементы соединяют друг с другом, сдавливают и такой разогретый металл соединяется на молекулярном уровне. Всё это и позволяет создать максимально прочное и долговечное соединение. У такого шва отсутствуют дефекты, а также продукты разложения и окисные пленки.
Особенностью и преимуществом сварки оплавлением является тот факт, что возможное загрязнение окисла на кромках свариваемых элементов в процессе работы выдавливаются в град, а сварной контакт образуется чистыми свежими поверхностями. Поэтому какой-либо существенной обработки и подготовки торцы свариваемых элементов при использовании данной технологии не требуют.
При необходимости соединения крупногабаритных деталей, например рельсов или труб может использоваться так называемая сварка оплавлением с частичным предварительным прогревом. При данной технологии соединяемые элементы сводят друг с другом, предварительно выполнив их качественные нагрев. Между такими нагретыми сведенными деталями возникает контакт с образованием жидкого металла и его паров. После чего элементы разводят, а тепло, выделяемое в зоне контакта, прогревает ближайшие участки металлических элементов. После этого детали снова сводят, качественно прогревают и соединяют друг с другом с необходимым давлением. В результате обеспечивается качественное соединение крупногабаритных деталей.
Преимущества
Данная технология имеет ряд преимуществ, за счет которых она получила широкое распространение в промышленности:
- Отсутствуют строгие правила подготовки поверхности. Сварка стык в стык не требует обработки соединяемых кромок. Кроме того, отсутствует необходимость в предварительной термической обработки поверхности, как при обычной дуговой сварке.
- Качество соединения. При условии соблюдения требований технологического процесса, качественные характеристики сварочного шва обеспечивают длительный срок эксплуатации соединения. При сварке металла локальное тепловое воздействие в сочетании с давлением, позволяют получить однородный металл.
- Требования к квалификации оператора. Простота рассматриваемого метода позволяет привлекать к работе специалистов низкой квалификации, не обладающих особыми навыками.
- Высокая производительность. Особенно при использовании автоматических аппаратов.
- Автоматизация процесса. На некоторых устройствах соблюдении технологии контролируется блоком электронного управления.
Недостатки
Сварка встык имеет свои недостатки, которые не позволяют применять ее в быту. К ним относят высокую стоимость оборудования, которое невозможно сконструировать в домашних условиях, а также высокую энергоемкость процесса. Кроме того, имеются строгие требования к соединяемым поверхностям.
Подведем итог
Стыковая контактная сварка очень результативна и качественна. Она не нуждается в обязательном присутствии сварщиков с большим опытом, подойдёт обычный новичок. Этот момент позволит сэкономить расходы на производстве.
Тем не менее, после работы нужно проводить проверку швов, для большего уровня качества. Ведь даже когда работу выполняет машина, всё равно возможны огрехи. А что вы можете рассказать по теме?
Делитесь своим опытом в комментариях, это поможет тем, кто в начале пути. Продуктивности в работе!
Промышленное применение стыковой сварки
Применение контактной стыковой сварки (в основном сварки оплавлением) составляет ~10% общего применения контактной сварки.
Стыковая сварка сопротивлением используется для соединения проволоки из стали, алюминия, меди диаметром ≤8 мм, прутков диаметром ≤25 мм, труб диаметром ≤50 мм, в производстве цепей, ободов колес и т. п.
Стыковая сварка оплавлением применяется при изготовлении колец (шпангоутов) диаметром 4—5 м, заготовок (полос) при непрерывной прокатке, валов, оконных переплетов, дверей, перегородок, цепей, трубопроводов, железнодорожных рельсов в стационарных и полевых условиях, комбинированного режущего инструмента, например сверл и т. д.
См. также: Контактная сварка, Оборудование для стыковой сварки, Контроль качества стыковой сварки
Контроль качества контактной стыковой сварки
Наиболее распространён разрушающий метод контроля технологических образцов. После сварки образцы разрушают по сварному шву и производят контроль внешним осмотром. Анализируют изломы, проводят металлографический анализ или электронную микрофрактографию. При этом определяют площадь соединения и наличие дефектов в сварном шве, наиболее распространённые из которых — это непровары, включения неразрушенных твёрдых оксидов и др.
Кроме этого, испытывают образцы на изгиб, определяя их возможный угол загиба, растяжение и др. Также применяется метод ультразвукового контроля качества сварки тонкостенных труб с толщиной стенки 3-7мм, труб малого диаметра (25-100 мм). При ультразвуковом контроле используют поперечные волн.
Свойства шва

Шов от стыковой сварки имеет следующие свойства:
- Прочность;
- Надежность;
- Аккуратность.
Благодаря локальному воздействию температуры, металл вокруг шва не теряет качественные свойства.
Видео: Стыковая сварка арматуры
Устройства для осуществления процесса
В продаже имеет широкий выбор аппаратов – от ручных или полуавтоматических устройств до полностью автоматизированных линий. Все зависит от сферы применения и свойств материала. При выборе устройства, обращайте внимание на соответствие изделия ГОСТу.
Видео: Стыковая сварка ленточных пил
Дополнительные материалы по теме:
Виды сварочной проволоки
Правильный выбор проволоки – залог качества соединения. В настоящее время для ее производства применяют следующие материалы:
- медная;
- нержавеющая сталь;
- алюминий.
Каждый материал подходит различным видам металла, например, медь незаменима при сварке низкоуглеродистой стали. Помимо материала обращайте внимание на диаметр сечения.
Заключение
Таким образом, стыковая контактная сварка позволяет получить качественное неразъемное соединение различных материалов: от полиэтиленовых труб и арматуры до массивных металлических листов и двутавровых балок.
Монтажник ООО «Аквасервис» Ломакин Владимир Петрович, опыт работы – 13 лет: «Моя работа связана с монтажом пластикового водопровода, диаметром 63-110 мм. Использование аппарата для стыковой сварки существенно облегчает процесс: им просто пользоваться – можно научить даже новичка, а скорость работы позволяет одной бригаде монтировать до 3 км труб за смену. На сегодняшний день я не вижу альтернативы данному методу».
Кол-во блоков: 25 | Общее кол-во символов: 16551
Количество использованных доноров: 8
Информация по каждому донору:
Технология сварки ленточных пил в домашних условиях - необходимое оборудование, режим, контроль

Ленточная пила представляется многорезцовым режущим инструментом. Выглядит в форме замкнутого стального гибкого кольца с насеченными зубьями на одной из его граней.
Лента крепится на двух вращаемых электрическим двигателем фрикционных колесах, что позволяет производить не только прямолинейные пропилы, но и криволинейные.
Полоса для резки металла и неметаллических деталей регулируется стандартом P54924-2010. При частом использовании данного режущего инструмента не исключается его разрыв по телу либо сварочному шву.
Для соединения концов пилы потребуются услуги сварщика, но обладая некоторым опытом слесарных работ и аппаратом по сварке ленточных пил, можно их состыковать в домашних условиях.
Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Созданию качественного соединения поможет использование специального аппарата по сварке ленточных пил, применяющий контактную дуговую сварку.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.

Для сварки концов ленточных пил существуют специальные станки для контактной сварки, которым присуща разная степень автоматизации.
Недорогие аппараты характеризуются ручной регулировкой типа сварки и формирования шва. Высокая же стоимость устройства гарантирует автоматический режим сварки без вмешательства человека.
Самый простой аппарат, предназначенный для сварочного соединения ленточных пил, независимо от характера их использования, изображен на фотографии. Его конструкция достаточно несложная:
- кожух устройства — 1;
- сварочный трансформатор для регулировки питания — 2;
- прижимной механизм — 3-4;
- пусковая кнопка или клавиша — 5.
Постоянно работающий с пилами мастер может собрать устройство самостоятельно из промышленных элементов.
Технология сварки

Сварка полотна ленточной пилы насчитывает несколько этапов.
Материал приводит детальное описание каждого из них.

Лента для пилы реализуется в бухтах, что подразумевает приобретение полотна определенной длины. Для нарезки металла с зубчиками используется гильотина, разделочный стол, дающие ровный срез.
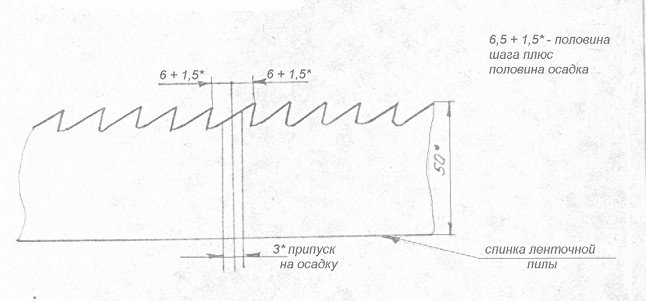
Резка ленты проходит по верхней границе зубьев, причем с припуском 2 мм на стороне среза. Это позволит соблюсти шаг и осадку.
Добиться правильного среза поможет изображенный ниже метод, характеризующийся ровными концами и хорошим стыком. Последний кардинально влияет на качество получаемого шва, кольца ленты.

Этап характеризуется подготовкой металла для сварки. Ему присущий следующий алгоритм:
- Очистить полотно от грязи, присутствия коррозии на ленте.
- Обезжирить концы ацетоном, бензином, уайт-спиритом, нефтяным или другим растворителем.
- Зачистить кромки, заусеницы наждачной бумагой, иным абразивом.
Последняя операция должна убрать шероховатости и заусенцы.
Закрепление полотна в зажимы

Станок для сварки имеет зажимной механизм, состоящий из подвижного и стационарного элементов. Один конец ленточной пилы перед сваркой нужно закрепить в ходовом зажиме, другой — неподвижном.
Между двумя зажимами существует свободное пространство, что обусловливает выставление стыков посередине просвета. Регулировка должна быть ровной и очень точной.
Режим сварки
Выбор величины и полярности тока, диаметра электрода, скорости пайки и напряжения на дуге на простейшем аппарате происходит вручную. Процесс зависит от размера полотна, его сечения.
Увеличенное значение последнего подразумевает повышение силы тока. Ленточные режущие инструменты изготавливаются из различных металлов и их сплавов, которые являются трудносвариваемыми.
Изготовители пил не предоставляют для открытого пользования информацию о типе материала, что затрудняет выбор режима сварки. Его, мастера, устанавливают опытным путем.
Облегчить работу по сварке ленточной пилы поможет прилагаемое к сварочному аппарату руководство пользователя, которое указывает все типы режимов.
Регулировать скорость поступления импульсов тока на бюджетном устройстве так же придется вручную, отсутствие контроля может привести к перегреву металла.
Ток рекомендуется подавать не более 2 секунд. Дорогие сварочные устройства регулируют время автоматически.
Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Окончание нагрева будет означать, что ходовой зажим следует несколько сместить для формирования валика сварного шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Отпуск

Операция проводится вследствие повышения твердости металла после сварки, что влияет на увеличение хрупкости. Отпуск поможет вернуть инструменту его начальное состояние. Отжим делает его пластичным, улучшает эксплуатационные параметры.
Дорогие сварочные агрегаты имеют отдельную функцию отпуска, на простом же станке процесс проводится вручную. Температура и время отпуска устанавливается в зависимости от типа материала пилы.
Низколегированные стали обусловливаются температурой отжига не более 450° C, высоколегированные — 650.
Биметаллическое полотно можно отжечь при 600° C, со временем остывания 40 минут. Величина нагревания обратно пропорциональна времени выдержки.
Однако специалисты рекомендуют проводить операцию, характеризующуюся более низким нагреванием, но с увеличением показателя времени. Это позволит металлу прогреться равномерно, а его структура эффективней уравновесится.
Процесс нагрева и охлаждения можно проводит поочередно — после подачи тока, выдержать 5 мин. для остывания.
При отсутствии на аппарате индикатора температуры, ее можно визуально контролировать по цвету полотна. Если оно приобрело вишневый оттенок, значит, уровень нагрева достигнут.
Однако оранжевый или желтый оттенок доведут материал до перекалки. Возможно, биметаллические ленты придется отпускать дважды.
Повторная зачистка

Процесс отпуска металла образовывает на нем видимые наплывы. Убрать их можно будет путем повторной зачистки. Последняя не столь необходима для повышения технических характеристик, сколь — эстетических целей.
Зачистка ленточной пилы проводится болгаркой либо любым абразивным инструментом до визуального стирания шва.
Контроль пайки
Провести обследование шва сваренной ленточной пилы будет не лишним, если он выполнен начинающим мастером. Контроль проводится визуальным способом. Следует внимательно осмотреть сочлененный участок на выявление возможных дефектов.
Последними могут являться:
- смещение торцов;
- выплески расплавленного материала на ленту;
- непровар шва, который ухудшает технологические качества.
Смещение торцов происходит вследствие небольшой силы тока, выплеск — по причине чрезмерно увеличенной. Непровары образуются при малом давлении либо недостаточном токе.

Не следует забывать о качестве самого отпуска. Его выяснение сопровождается изгибом ленты пилы в кольцо, причем его диаметр не должен превышать 250 мм.
Обратив внимание на форму изгиба можно прийти к выводу, что полноценный круг говорит о качественном отжиге, фигура напоминающая латинскую букву "V" — отсутствии такового.
Появившиеся же трещины констатируют кратковременный отпуск либо быстрое охлаждение. Процесс соединения торцов ленточной пилы не потребует использования только дорогого сварочного агрегата.
Операцию можно провести на оборудовании бюджетной стоимости. Однако, все настройки необходимо устанавливать вручную.
Как выполняется сварка ленточных пил своими руками? (видео)

Сложность соединения концов ленточных пил обуславливается различием параметров разных пил (по размеру и материалу) и тяжелыми условиями, в которых работает инструмент, испытывающий многократные циклические растягивающие и изгибающие нагрузки. В идеале место соединения должно быть таким же прочным, как и целое полотно, однако добиться этого непросто.
Спаянная ленточная пила
Существует два основных способа соединения ленточных пил: контактная стыковая сварка на специальных сварочных аппаратах и пайка.
Сварка ленточных пил своими руками: технология выполнения работы
После размещения ленточной пилы в станочном оборудовании и выбора режима сварки необходимо нажать кнопку пуска и контролировать выполнение процесса.
Технология соединения проста – ток посредством электродов подается на зажимные устройства, за счет чего края металла начинают оплавляться.

Сварка ленточных пил своими руками
При этом подвижное устройство толкает при помощи пружинного механизма торцы на встречу друг другу, формируя сварочный шов.
В ходе выполнения подобной процедуры нельзя забывать о времени сварки. На полуавтоматическом и ручном оборудовании за таким показателям следит станочник.
При использовании полной автоматики в зависимости от мощности агрегата необходимо выдерживать это значение на уровне 1-2 сек.
Наряду с временной характеристикой, на качество проведения работ влияет и чистота электродов.
Даже незначительные загрязнения могут создавать препятствия на пути прохождения электрического тока, что приведет к снижению номинальных значений и увеличению нагрузки на составные элементы станочного оборудования, их износ и срок службы.
После каждого использования необходимо осуществлять чистку всех поверхностей силовых узлов и агрегатов.
Посмотрим интересное видео о сварке ленточных пил своими руками:
Какие сварочные аппараты применяются
Чаще всего применяемые в обиходе аппараты для сварки ленточных пил разнятся лишь показателями производительности.

Наиболее простая конструкция – небольших габаритов станок, состоящий из следующих механизмов:
- простейший трансформатор;
- зажимные устройства (один неподвижный, другой сдвигаемый);
- электроды.
Мобильность одного из зажимных устройств позволяет осуществлять регулировку зазора между торцевыми частями будущей пилы. Крайне важно, чтобы в результате выполнения работ формировался одинаковой ширины шов, отличающийся надежностью и практичностью.
Такие высокие требования обусловлены регулярными циклическими нагрузками на ленточные пилы.
Технология выполнения работ схожа, изложенной выше, и подразумевает первоначальную установку ленточной пилы в зажимные механизмы. Соединяемые торцы должны плотно располагаться друг к другу.
Посредством ручек устанавливается необходимое усилие, формируемое за счет смещения подвижной части, и выставляется сила тока. При этом следует руководствоваться правилом: чем больше величина тока, тем больше должна быть осадка.
Величина и качество сварного шва находятся в прямой зависимости от названных параметров.
В большинстве случаев производители сварочного станочного оборудования в инструкции по эксплуатации указывают таблицы, содержащие сведения об изменении сечения в случае выставления конкретных значений тока и усилий.
Пайка ленточных пил
Высокотемпературная пайка ленточных пил также является приемлемым способом соединения, обеспечивающим, при условии качественного выполнения, достаточную прочность полотна. А для домашних условий пайка является наиболее доступным способом соединения порванной ленточной пилы.
Подготовка полотна. Перед пайкой соединяемые кромки полотна должны быть очищены от загрязнений.
Соединение концов пилы осуществляется встык по скошенным граням, получаемым заточкой на абразивном круге. Форма скоса показана на рисунке ниже, его величина (в) колеблется в зависимости от ширины полотна и составляет от 8 до 12 мм, но часто величину скоса делают значительно меньше. Очень важно, чтобы скошенные поверхности были ровными плоскостями, и обеспечивалось их плотное прилегание друг к другу. Необходимо также обеспечить значение шага зубьев в зоне соединения характерное для данной пилы.
Пайка ленточных пил
Припои. Наилучшими припоями для пайки ленточных пил считаются серебряные (ПСр-45, а еще лучше — ПСр-65). Не стоит использовать серебренные припои с меньшим содержанием серебра, например ПСр-25 не годится.
Флюсы. Лучше всего приобрести какой-нибудь специальный пастообразный флюс, предназначенный для высокотемпературной пайки легированных сталей. Пастообразная форма флюса наиболее удобна для данной работы.
Если специальный флюс отсутствует, можно приготовить пастообразный состав самостоятельно. Взять 10 частей буры и смешать их с одной частью хлористого аммония. К полученной смеси добавляется вода до получения густоты пасты.
В принципе, в качестве флюса можно использовать и одну буру, но её неудобно наносить на стык.
Оборудование и приспособления. Нагрев при пайке можно осуществлять разными способами, но наиболее обычный — нагрев различными газовыми горелками. Пламя газовой горелки должно быть либо с небольшой нехваткой кислорода (если это возможно), либо нейтральным.
Температура пайки зависит от марки припоя. Если используется припой ПСр-45, имеющий интервал плавления 660-725°C, то будет достаточно температуры нагрева около 800°C. Не следует излишне перегревать соединение во избежание нежелательных структурных изменений в металле.
Необходимо иметь приспособление, в котором можно зажать концы пилы в нужном положении, точно совместив полотна по скосу и спинке полотна. Чертеж одного из возможных вариантов такого приспособления приведен на рисунке ниже.
Приспособление для пайки ленточных пил: 1 — выемка, обеспечивающая доступ пламени горелки.
Но возможны более простые варианты сделанные своими руками.
Самодельное приспособление для пайки ленточных пил
Процесс пайки. Пайка ленточных пил не отличается по своей сути от пайки высокотемпературными припоями других изделий (для получения большей информации по пайке см. статьи Пайка металлов и Пайка твердыми припоями). Она выполняется в такой последовательности.
Скошенные кромки покрываются флюсом, и концы пилы зажимаются в приспособлении таким образом, чтобы кромки плотно прилегали друг к другу, а спинки концов полотна прижимались к выступу в приспособлении. При нанесении флюса нужно стараться, чтобы он не покрывал никакие другие поверхности пилы, кроме самих скосов. Это исключит затекание припоя на те плоскости, где он не нужен, и откуда его придется убирать после пайки.
Пайка ленточных пил (
на соединение заранее помещен кусочек припоя
Производится нагрев соединения с помощью горелки до нужной температуры и подача припоя в стык соединения. Расплавившийся припой самопроизвольно, благодаря капиллярным силам, затягивается в стык между полотнами, о чем свидетельствует появление его полоски по всему периметру стыка. Припоя требуется совсем немного, поэтому нет необходимости в расплавлении его избытка.
Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
Пайка ленточных пил: нагрев соединения
Пайка ленточных пил: припой заполнивший стык
Нужно дать время для остывания соединения в течение нескольких минут, и только потом снимать пилу с приспособления. Если все сделано правильно, то наплывы припоя на полотне должны практически отсутствовать. Если же они есть, их нужно убрать аккуратной зачисткой.
Пайка ленточных пил: зачистка соединения
Пайка ленточных пил: готовое соединение
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Самодельный аппарат для сварки ленточных пил
Часто сложность в осуществлении самостоятельной сварки ленточной пилы заключается в необходимости стыковки полотен, выполненных из разных материалов или имеющих нестандартное сечение.

В таких случаях усилие и сила тока выставляется индивидуально. В связи с этим нужно быть готовым к тому, что первая попытка станет неудачной. Далее, путем варьирования параметров, подбираются наиболее оптимальные величины для качественного соединения пилы.
Для изготовления самого аппарата необходимо воспользоваться классическим описанием для ручной или полуавтоматической модели и на основе примерного чертежа собрать конструкцию.
При сборке оборудования и проверке подключения следует продумать надежное заземление и подготовить площадку-основание.
Посмотрим видео о сварке ленточных пил полуавтоматом:
Трансформатор для сварки ленточных пил своими руками
При ответе на подобный вопрос необходимо сразу отметить, что процесс самостоятельной сборки трансформатора долгий и емкий. Более того, при отсутствии соответствующего образования, сборка электрической конструкции, способной с требуемой долей безопасности обеспечить эффективную и бесперебойную работу сварки, невозможна.

Сварочный аппарат для сварки ленточных плит
Попытка экономить увеличивает риск, в лучшем случае — получения готового продукта ненадлежащего качества, а в худшем – ожогов и травм. В связи с этим акцент целесообразнее сделать на готовых моделях.
Отличными моделями, позволяющими в домашних условиях осуществить сварку ленточной пилы своими руками, являются аппараты фирмы Griggio модификаций G 5-30, G 10-40, G 20-60, G 20-80.
Разница между этими моделями заключается в значениях ширины применяемого полотна.
Подготовка к сварке
Перед выполнением подобной процедуры на станочном оборудовании надлежит предварительно уяснить тонкости проведения работ:
- Соединяемые торцы полотна подрезаются таким образом, чтобы стыковочные кромки располагались максимально плотно друг к другу и перпендикулярно режущим зубьям (для минимальной погрешности необходимо металл подрезать при помощи гильотины).
- В случае восстановления лопнувшей по периметру сварочного шва пилы стоит подрезать полотно, отступив от торцов не менее 5 мм.
- Резка полотна выполняется строго между режущими зубьями.
- Перед стыкованием соединительные кромки следует обработать растворителем с целью удаления остатков грязи и зачистить на точильной оборудовании или посредством УШМ с соответствующей мелкой насадкой.
Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.
Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.

Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.

Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий;
поддержание сохранности профиля и высоты режущего элемента; - подготовка охлаждающих составов;
контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.

Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Полезные советы
Правильность сварочного шва можно с легкостью проверить путем сгибания пилы таким образом, чтобы шов находился сверху.
В случае образования правильной дуги и отсутствия трещин на месте соединения работа произведена качественно.
Появление дефектов сигнализирует о нарушении технологии выполнения работ и быстром остывании. V-образное соединение показывает, что шов получился чрезмерно мягким из-за неправильного отжига.
Кол-во блоков: 11 | Общее кол-во символов: 14244
Количество использованных доноров: 3
Информация по каждому донору:
Читайте также: