Устройство сварочного рукава для полуавтомата
Обновлено: 29.05.2024
Выход на рынок компактных аппаратов для полуавтоматической сварки и их высокая популярность поспособствовали расширению применения сварки практически во всех сферах жизни человека. Так, при помощи полуавтоматической осуществляются различные кузовные ремонты автомобилей. Сварка используется также в промышленном или же частном строительстве. С их применением производят различные металлоконструкции.

В процессе работы с аппаратом некоторые комплектующие имеют свойство изнашиваться и приходят в негодность. Одна из таких комплектующих этого оборудования – рукав для сварочного полуавтомата. В процессе эксплуатации, элементы подвержены различным внешним факторам:
- Высокие температуры в процессе сварки.
- Капли расплавленного металла.
- Царапины.
- Различные перегибания.
Внутри рукава его направляющие истираются проволокой, которая подается к зоне сварки. Естественно, все эти воздействия неблагоприятно влияют на аппарат и выводят его из строя. Зачастую, рукав для сварочного полуавтомата ломается самым первым.
Современные производители сегодня предлагают два вида сварочных рукавов. Это может быть непосредственно рукав или же горелка. При этом внешний вид этих изделий ничем не отличается друг от друга. Оба эти наименования обозначают один и тот же аксессуар.
Так, сварочная горелка-рукав полуавтоматов состоит из трех основных элементов. Это непосредственно горелка, рукав, а также разъемы для их соединения. К сожалению, сейчас трудно найти в продаже рукава отдельно. Но можно приобрести почти все составные элементы конструкции или найти аналоги.
Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.

Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.
Назначение
Рукав для сварочного полуавтомата необходим для подачи проволоки, с помощью которой осуществляется процесс сваривания металла. Компонент подается посредством транспортного механизма. Также рукав предназначен для обеспечения горелки инертными или же активными газами. Это позволяет защитить сварочный шов от образования окисления. В рукаве проходит силовой кабель. Он служит для питания сварочной дуги; вторым концом выходит на кнопку запуска.
Расходный материал
Рукав для сварочного полуавтомата является расходным материалом, а точнее, спираль, отвечающая за подачу проволоки. Также эту деталь называют каналом для подачи, направляющим элементом.

В качестве материалов для ее производства используется проволока либо лента из стали. Однако, последняя может изготавливаться и из пластика. Проволока или же лента наматываются в виде спирали. Далее она покрывается снаружи изоляционными материалами.
Из-за того, что проволока постоянно трется о внутреннюю поверхность рукава, то внутренние элементы активно изнашиваются. Этому также способствует пыль и грязь, попадающая внутрь вместе с проволокой. Особенно активному износу подвержен канал, если работа ведется алюминиевой проволокой. Для работ с алюминиевым материалом применяют тефлоновые трубки.
Эти направляющие каналы являются «расходниками», которые необходимо периодически менять. Также замене подлежит и газовый шланг. Он подвержен разрывам.
Причины выхода элемента из строя
Если рукав полуавтомата сварочного с механическим клапаном вышел из строя или же устройство получило механические повреждения, деталь требует ремонта, либо замены. Чтобы не тратить лишние средства, вначале необходимо продиагностировать узел.

Если сварочный шов получается некачественным, то это напрямую зависит от того, в каком состоянии находится рукав. Плохой шов может быть вызван заеданиями проволоки внутри элемента или же недостаточным количеством газа. Обе причины являются основанием для замены рукава отдельно, или вместе с горелкой. Последний вариант используют редко. Чаще покупают один новый элемент, либо делают сварочный рукав для полуавтомата своими руками.
Предложения рынка и цены
Стоимость детали из комплекта вместе с горелкой начинается от полутора тысяч рублей. Наиболее дорогое устройство стоит около 12 тысяч. Каналы для транспортировки проволоки обойдутся максимум в 200-400 рублей.

Если нужна тефлоновая трубка, то она стоит максимум 500-1000 р. Рукава отечественного производства можно приобрести за 20-40 р. за каждый погонный метр. Диаметр такого шланга составляет 6,3 мм. Поэтому приобретать рукав комплектом не обязательно. Из купленных расходных материалов можно изготовить отличный самодельный рукав для сварочного полуавтомата.
Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка - быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм. Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.

Немаловажный момент при выборе – максимальные токи и толщина рукава. Оптимальная для любых сварочных работ – 3 мм. Но в продаже можно найти изделия и большей длины.
Выбор газового шланга
Если необходимо заменить не только рукав для подачи проволоки, но и шланг, важно при выборе обращать внимание на маркировку и цвет элемента. Для таких газов, как аргон и гелий, используют элементы, рассчитанные на давление до 0,6 МПа. Отечественная продукция должна маркироваться по ГОСТ 9956-75. Шланг для работы с кислородом должен соответствовать 3-му классу. Допустимые рабочие давления такого элемента составляют до 2 МПа. Данный шланг имеет синий цвет.
Заключение
Это все, что нужно знать о сварочных рукавах, их замене, выборе и приобретении. Домашние мастера часто заменяют фирменные шланги рубашками от велосипедных тросов или же от тросика спидометра.
Сварочный рукав для полуавтомата. Устройство и цена


Появление компактных сварочных полуавтоматов способствовало дальнейшему расширению использования сварки в различных сферах нашей жизни. Среди них: кузовной ремонт автомобилей, промышленное и частное строительство, изготовление металлоконструкций (решёток, ограждений и других изделий), самодеятельное техническое творчество. В процессе эксплуатации оборудования некоторые комплектующие изнашиваются и требуют замены. К таковым следует отнести и сварочный рукав.
Его элементы во время работы подвергаются внешним воздействиям: высокая сварочная температура, брызги металла, механические царапины, перегибание. Внутри происходит истирание направляющих элементов сварочной проволокой. Закономерно, что все эти неблагоприятные факторы, возникающие в процессе сварки, приводят к выходу рукава из строя в первую очередь.
Немного терминологии
Если набрать в поисковике «купить сварочный рукав для полуавтомата», то увидите два вида предложений: сварочный рукав или сварочная горелка. Причём выглядят они совершенно одинаково, эти названия относятся к одному и тому же аксессуару. Если присмотреться он состоит из следующих узлов:
- собственно горелка;
- питающий рукав;
- соединительный разъём.
Это наводит на некоторые грустные размышления. И действительно, одного только рукава в продаже найти вряд ли получится. Хотя, вооружившись знаниями, можно купить почти все составные элементы, или хотя бы подобрать аналоги.

Назначение и устройство
В чём заключается функция сварочного рукава? За его резиновой оболочкой скрывается сложная внутренняя начинка. Поскольку полуавтоматическая сварка выполняется с помощью специальной сварочной проволоки, в рукаве проложена транспортная система для неё в виде подающей спирали (направляющего канала) или тефлоновой трубки.
Для подачи защитного газа в зону сварки имеется соответствующий шланг. Причём, в зависимости от модели аппарата, транспортировка проволоки и газа осуществляется по-разному. Обычно направляющий трубопровод для проволоки расположен внутри газового шланга. Наряду с коаксиальным расположением бывает и параллельное (рядом друг с другом).

Также внутри проходят: силовой положительный провод от трансформатора, идущий к токовому наконечнику горелки, и два тонких провода для пусковой кнопки. Таким образом, основные задачи, выполняемые рукавом:
- направление сварочной проволоки, подаваемой транспортным механизмом сварочника;
- снабжение горелки инертным (аргон, гелий) или активным (углекислый) газом для защиты сварного шва от окисления;
- питание постоянным током сварочной дуги;
- коммутация пусковой кнопки.

Расходные материалы
Подающая спираль (проволокопровод) для транспортирования присадочной проволоки. Другие названия: канал для подачи проволоки, направляющий канал, спираль сварочного рукава и тому подобные. Материалом для её изготовления служит стальная проволока или лента (последняя может быть и пластмассовой), навитые в виде спирали. Последняя может иметь наружное изоляционное покрытие.
В результате трения проволоки о внутреннюю поверхность направляющих элементов последние активно изнашиваются, чему способствует и проникновение наружной пыли и грязи. Особенно сильно изнашивается и загрязняет канал продуктами износа алюминиевая проволока. Поэтому для неё применяются направляющие трубки из тефлона.
Как видно, направляющие каналы являются сменным расходником и нуждаются в периодической замене. Причиной выхода из строя сварочного рукава может быть дефект газового шланга, вызывающий разрыв последнего.
Что покупать?
Если сварочный рукав в процессе использования утратил свою работоспособность или получил механические повреждения, очевидно, он требует замены или ремонта. Чтобы не тратить лишних денег, следует сначала определить причину неисправности.
Некачественная сварка, зависящая от состояния сварочного рукава, может вызываться заеданием проволоки в направляющих каналах или недостаточной подачей защитного газа. Обе причины не являются условием обязательной замены всего аксессуара. Сварочный рукав для полуавтомата (в комплекте с горелкой) покупают в крайнем случае, когда он уже весь изношен, или разбиты какие-то детали.
Цена комплектного рукава составляет от 1500 до 12000 рублей. Спиральные каналы стоят 200-400 рублей, тефлоновые — подороже (от 500 рублей до тысячи). Отечественные газовые шланги диаметром 6,3 мм стоят от 20 до 40 рублей за погонный метр. Так что «овчинка стоит выделки».
На что обращать внимание при покупке?
Покупая комплектный сварочный рукав для полуавтомата, следует учитывать следующие факторы:
- Модель аппарата, выполняемые им функции. К таковым относятся сварочные работы в защитной среде инертного или активного газа — MIG/MAG, аргонодуговая сварка, или сварка порошковой проволокой.
- Устройство присоединительных элементов. Наиболее распространённым является евроразъём типа KZ-2 (EURO).
- Эргономичность формы самой горелки. Рукоятка должна удобно лежать в руке, размер пусковой кнопки должен быть достаточным.
- Диаметр проволоки. Обычные аппараты работают с проволокой от 0,6 до 1,6 мм, однако у конкретного устройства диапазон значительно уже (0,2–0,6 мм).
- Рабочее напряжение — у разных моделей находится в переделах от 10 до 28 В.
- Максимальный ток сварки — 90–250 А.
- Длина рукава определяется удобством использования. Оптимальным размером считается 3 метра, хотя встречаются изделия до 4–5 метров.

В случае покупки отдельного газового шланга из резины следует обратить внимание на его маркировку и цветовое оформление. Для гелия, аргона, углекислого газа применяют газовые рукава, рассчитанные на давление до 0,6 МПа. На отечественном шланге обязательно должна быть маркировка с указанием стандарта — ГОСТ 9356-75.
Пример условного обозначения такого шланга с диаметром отверстия 6,3 мм: рукав I-6,3-0,63 ГОСТ 9356-75, где I — класс изделия (работа с инертными и активными газами, кроме кислорода), 0,63 — рабочее давление (МПа). На чёрную резину нанесены красные кольцевые полосы.
Кислородный шланг в обозначении должен иметь букву III — 3-й класс (рабочее давление до 2,0 МПа) и окрашен в синий цвет. Покупая импортное изделие, следует проконсультироваться у продавца-консультанта.
Вот, вкратце, и всё, что нужно знать перед тем, как покупать новый рукав. Не стоит выбрасывать лишние деньги, если можно заменить износившуюся деталь. После ремонта полуавтомат заработает как новый.
Как выбрать горелку для полуавтомата сварочного?
Советы, как выбрать сварочный рукав и горелку для полуавтоматической сварки. Популярные модели и основные различия горелок.

Сварочный рукав полуавтомата предназначен для передачи защитного газа, проволоки и электрического тока, замыкающего дугу. По мере эксплуатации резиновая оболочка трескается и газ начинает просачиваться наружу. Возможны порезы об острые края или оплавление расплавленным металлом. Кабель-канал для подачи проволоки забивается мусором, из-за чего проволока подается рывками, с задержками. В таком случае необходима замена сварочного рукава для полуавтомата. Здесь мы рассмотрим разновидности комплектующих, советы по выбору и эксплуатации.
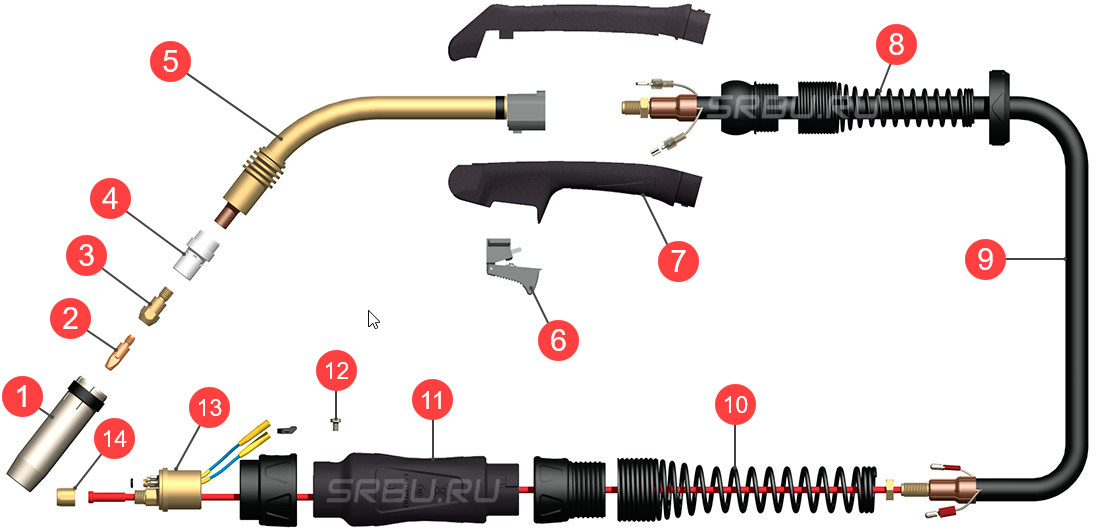
В продаже сложно найти отдельные рукава для полуавтомата. Чаще всего они продаются в комплекте с горелкой и разъемом подключения, представляя собой одно целое. Сам рукав состоит из:

| № | Описание |
|---|---|
| 1 | Сопло газовое |
| 2 | Токосъемник медный |
| 3 | Диффузор медный |
| 4 | Спираль |
| 5 | Гусак (Головная часть горелки) |
| 6 | Пластиковая насадка |
| 7 | Наклейка |
| 8 | Кнопка |
| 9 | Винт |
| 10 | Ручка горелки |
| 11 | Пластиковая насадка |
| 12 | Пружинная насадка |
| 13 | Коаксиальный кабель |
| 14 | Пружинная насадка |
| 15 | Задняя ручка |
| 16 | Винт |
| 17 | Пластиковая наса |
| 18 | Евро разъем |
| 19 | Гайка |
| 20 | Ключ |
| 21 | Канал металлический |
В некоторых моделях применяется дополнительное жидкостное охлаждение. На одном конце рукава находится разъем, подключающий подачу силового тока, газа, проволоки от барабана. От разъема отходит фишка для отдельного запитывания низковольтных кнопок управления.
Горелка фиксируется с другой стороны. В ней имеется мундштук для передачи напряжения на проволоку, сопло, направляющее защитный газ, термоизолирующая рукоятка, кнопка управления. Все это является расходным материалом полуавтомата, изнашиваясь по мере эксплуатации.
Если механически повредился только один элемент (канал, силовой провод, шланг), его можно заменить отдельно. При естественном износе всех элементов целесообразно сразу заменить всю горелку с рукавом или шлейфом. Изделия продаются с кратким описанием характеристик, ГОСТов и параметров, которые мы сейчас рассмотрим. Коды товаров и артикулы поставщиков (дополнительная маркировка) не важны для выбора, а пригодятся при ремонте, чтобы подобрать комплектующие.
Максимальная сила тока — один из наиболее важных параметров при выборе сварочного рукава с горелкой для полуавтомата. Характеристика варьируется от 150 до 550 А. Чем выше показатель, тем толще получится проварить металл, при условии, что полуавтомат способен выдать такой ток.
Если предельная сила тока горелки 200 А, а сварку вести на 300 А, сварочный рукав быстро перегреется, может оплавиться защитная оболочка, изделие станет непригодным. Когда предстоит часто сваривать толстый металл, выбирайте товар с показателем 350-450 А, как например горелка для полуавтомата (Mig MAXI 450 Euro TW) Для сварки кузовного металла полуавтоматом достаточно рукава с горелкой до 180 А. Хороший вариант — БАРСВЕЛД MIG-15 (180 А, 4 м)
Встречается размер от 3 до 5 м. Влияет на маневренность сварщика, чтобы передвигаться вокруг объемной конструкции без перетаскивания полуавтомата. Если часто варите фермы, крупные емкости, каркасы — понадобится сварочный рукав 5 м. Когда работы ведутся преимущественно за сварочным столом, достаточно короткой горелки 3 м.
В бюджетных версиях рукав заходит внутрь горелки путем жесткого закрепления. Чтобы избежать перелома, производитель предусматривает небольшую пружину, предупреждающую загиб. В более крутых вариантах, как у горелка для MIG сварки, есть шарнирное соединение. Рукав крутится, но не выкручивает горелку. Это удобнее для накладки аккуратных швов.
Параметр прописывается по ГОСТ 15150-69, указывая в каком микроклимате допустима эксплуатация. Большинство товаров выпускается с индексом "У", подразумевающим умеренный климат. Если работы ведутся на улице в зиму, выбирайте рукава для полуавтоматов с индексом "УХЛ". При сварке на нефтяных морских платформах используют горелки с маркировкой "М", устойчивые к холоду, влаге и солям в воздухе.
Бывает Евро или обычный штыревой. Не влияет на качество сварки, а лишь определяет способ подключения к полуавтомату. Разъемы не взаимозаменяемы, поэтому посмотрите в инструкции по эксплуатации, какой тип у вашего сварочного аппарата.

Совсем простенькие горелки имеют прямую рукоятку и ровную прямоугольную кнопку. Они подойдут для непродолжительной сварки от случая к случаю. Когда предстоит варить полуавтоматом каждый день по 4-8 часов, удобнее горелки с эргономичными вырезами под пальцы и изогнутой кнопкой. Чтобы удерживать горелку, требуется меньше усилий и от нее меньше устает рука.
При работе с полуавтоматом важна гибкость сварочного рукава. Этот параметр нигде не прописывается, поэтому пробовать нужно вручную при покупке в магазине. Возьмите горелку в руку и поднимите с согнутым локтем до уровня головы. Если рукав не образует вертикальный свес от изгиба, а торчит дальше по косой — это жесткий вариант. Он подойдет только для настольной сварки, а подлазить под крупные изделия или внутрь емкостей с ним будет неудобно.
Охлаждение бывает воздушным и водяным. В первом случае тепло отводится естественным путем — уходит от разогретого сопла и мундштука в воздух. Вариант подойдет для сварки тонких металлов, а также непродолжительной сварки толстых сталей 10-20 мм.
Для жидкостного охлаждения в сварочном рукаве полуавтомата предусматривают две дополнительные герметичные трубки. Они доходят до самой горелки, а на обратной стороне подключаются к расширительному баку. По системе циркулирует этиленгликоль, смешанный с дистиллированной водой. В схеме есть насос, радиатор охлаждения и вентилятор. Все очень похоже по принципу работы на систему охлаждения двигателя в автомобиле.
Когда горелка и рукав нагреваются от сварки, запускается циркуляция, лишнее тепло забирает жидкость и уносит в радиатор. Это позволяет работать долго на повышенных токах 400-500 А без перегрева и простоя. Покупка сварочного рукава с водяным охлаждением оправдана в случае присутствия такой функции в самом аппарате. Если в нем нет блока, то его можно докупить отдельно. Практичный и надежный вариант подобной горелки — Abicor Binzel RB 610 D WZ-2
Большинство горелок выполняются максимально тонкими, чтобы не перегружать руку сварщика. Но если регулярно приходится варить в потолочном положении, расплавленный металл, окалины падают на руку. Даже в крагах это неприятно, нитки швов быстро перегорают, появляются дыры. В таком случае выбирайте сварочный рукав с горелкой, оснащенной дополнительной защитой от брызг, как например у горелки А-1231-5Г3
Чтобы сварочный рукав прослужил дольше, при эксплуатации важно соблюдать ряд простых правил:
- Не допускайте сильных перегибов. Во время сварки это усложнит подачу проволоки от барабана, скажется на качестве шва. При загибах можно окончательно повредить канал подачи, переломить шланг с газом. Без защитного газа шов станет пористым, непрочным. Допустимы сгибы рукава с радиусом 30 см и более. Лучше всего размещать шланг-пакет под прямым углом.
- Старайтесь не цепляться рукавом за острые углы, выступы. Они способны порезать защитную оболочку, газовый шланг, изоляцию силового провода.
- Если сварочный рукав полуавтомата попал в машинное масло, топливо, — сразу вытрите его сухой тряпкой. Эти вещества могут разъесть кожух.
- Не бросайте рукав под ногами. Другие сотрудники могут легко споткнуться об шланг-пакет, наступить, проехать по нему тележкой, уронить сверху тяжелый предмет.
- Хранить сварочный рукав лучше всего на аппарате, подвесив на специальные крючки, предусмотренные на тележке.
- Когда варите в потолочном или вертикальном положении шва, обращайте внимание, чтобы окалины и жидкий металл не стекал на рукав. При необходимости закройте рукав листом металла.
Чтобы понять, какой сварочный рукав нужен для работы с определенными сварочными токами, рассмотрим их соотношение в таблице.
При этом настраивается расход газа в пределах 6-11 литров в минуту, чтобы шов ложился без пор. Скорость подачи проволоки каждый сварщик устанавливает индивидуально в пределах 30-45 м/мин. Слишком большая скорость приведет к уменьшению электрической дуги, проволока будет как бы прокалывать сварочную ванну. Низкая скорость приведет к тому, что проволока будет плавиться далеко от места стыковки и сильно разбрызгиваться.
Хороший выбор сварочных рукавов для полуавтоматов рекомендуем посмотреть в каталоге горелок для полуавтоматов сварочных (MIG-MAG). В каталоге есть горелки с шланг-пакетами любых характеристик, описанных в статье. Но ходовые модели, популярные у сварщиков, быстро разбирают. Успейте купить ту, которая подойдет вам для конкретных задач.
Ответы на вопросы: как выбрать сварочный рукав для полуавтомата?
Соединить два участка канала для подачи проволоки нельзя. Обжимное соединение (доращивание) кабеля питания в горелке создаст дополнительное сопротивление. Поэтому удлинить существующую горелку нельзя. Под "удлинить" подразумевается замена горелки с рукавом на новую, более длинную. Максимальный размер шланг-пакета для полуавтомата составляет 5 м., но можно увеличить длину установив дополнительный механизм подачи и к нему подключить сварочную горелку.
Разъем подбирается под конкретную модель полуавтомата. Выбирая аппарат для MIG сварки, изначально лучше отдавать предпочтение моделям с Euro разъемом. Когда сварочный рукав повредится, износится, подобрать под него горелку будет легче.
Да, можно. Только это влечет за собой переделку аппарата, такую работу может осуществить специализированный центр Потребуется извлечь существующий разъем, отсоединить от него все коммуникации и встроить Euro. Такую работу можно выполнить самостоятельно или заказать в сервисном центре. Но изменение конструкции влечет потерю гарантии на полуавтомат, поэтому, если оборудование еще на гарантии, рекомендуем дождаться окончания гарантийного периода.
Нет, не будет. В ней кабель, по которому течет рабочий ток, размещен внутри герметичного шланга с антифризом. Тепло забирается жидкостью непосредственно от кабеля и уносится в расширительный бак через радиатор. Руке комфортно, поскольку нагревается только сопло.
Такое бывает, когда на сварочный рукав роняют тяжелые металлические предметы с острыми гранями. Если оболочка канала разрезана, охлаждающая жидкость вытечет. В таком случае отключите циркуляцию антифриза, чтобы насос не нагнетал давление. Заменить трубку на герметичную можно без замены всего рукава (потребуется разборка шланг-пакета).
Не соответствует кабель канал, токосъемник диаметру проволоки. А так-же возможно попадание в кабель канал ….. Порой такое случается при забивании канала грязью. Для этого периодически нужно прочищать канал проволокой большего диаметра, чем той, что варят. Если это не помогло, канал меняют на новый (продается отдельно).
Что такое горелка сварочная для полуавтомата и как ее использовать?

Газовая горелка для сварки необходима для образования газосварочного пламени, которое нагревает и расплавляет металл.
Горелка для сварочного аппарата бывает различных видов и предназначается для выполнения разных сварочных работ по металлу.
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.

Газовая горелка для полуавтомата
Принцип работы следующий:
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.

Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.
Устройство газовой горелки в сборе с рукавом
Чтобы разобраться в выборе комплектующих, рассмотрим устройство горелки для полуавтомата, которое поможет понять, на какие элементы приходится больше всего нагрузка при эксплуатации.
1. Сопло коническое.
2. Токовый наконечник.
3. Держатель наконечника.
4. Распределитель газа.
5. Мундштук.
6. Кнопка.
7. Рукоятка.
8. Соединительная пружина.
9. Коаксиальный кабель.
10. Соединительная пружина.
11. Коробка для охлаждения воздуха.
12. Винт.
13. Центральный коллектор.
14. Гайка.
Устройство горелки с водяным охлаждением.
Горелка для аргонодуговой сварки
Преимуществами аргоновой сварки являются высокое качество шва и длительность использования изделия после сварки. Горелка для аргонодуговой сварки работает по определенному принципу.
Она совмещает качества газовой и дуговой сварки. В качестве источника энергии используется электрический разряд, а специальный газ, у которого масса больше массы кислорода, служит для защиты шва от проникновения кислорода. Электродом служит провод из вольфрама.
- мощности;
- длине кабеля;
- типу охлаждения;
- типу управления;
- способу подключения к сварочному оборудованию.
По типу охлаждения горелки для аргоновой сварки разделяются на воздушные и водяные. По типу управления горелка для аргоновой сварки бывает кнопочная или вентильная, либо универсальная.
Состоят горелки для сварки из шланга для подачи аргона, силовой жилы, рукоятки с головкой. Если горелка с водяным охлаждением, комплект дополняется шлангом для жидкости.
Рукоятка с головкой состоит из сопла из керамики, цанги, корпуса цанги, короткой или длинной каппы.
Разновидности горелок для сварочного полуавтомата
Производители предлагают множество моделей горелок для полуавтоматов. Их характеристики можно описать следующим образом:
- токовая нагрузка;
- длина рукава;
- тип охлаждения:
- воздушный;
- водяной;
- тип управления:
- кнопочный;
- вентильный;
- универсальный;
- способу подключения:
- штекером;
- евроразъемом.
Штекерное подключение к аппарату влечет за собой увеличение размера рукава, так как каждый источник подключается по отдельности. Соединение евроразъемом облегчает подключение, но оно используется на дорогом профессиональном и полупрофессиональном оборудовании, в котором все каналы собраны в один корпус.

Самодельная газовая горелка
Для сварочных полуавтоматов подбираются из следующих критериев:
- допустимая нагрузка по току;
- корпус должен быть изготовлен из пластика стойкого к механическим повреждениям;
- эргономичность корпуса;
- стойкость оболочки рукава к воздействию низкими температурами и абразивом;
- малый размер;
- минимальный вес.
Профессионалы предпочитают подбирать газовую горелку не по характеристикам сварочного полуавтомата, а по несколько сниженному значению сварочного тока. Связано это с тем, что работа производится не на постоянной основе.
Производители ведут расчет стойкости горелок по непрерывной работе в течение 10 минут, чего не делает ни один сварщик. Поэтому если на аппарате максимальным значением является 400А, то для горелки мощности в 300А будет вполне достаточно.
Расчет ведется по максимальной температуре, при которой возможно разрушение ручки или рукава. Поэтому в продаже можно встретить полуавтоматы, оснащенные горелками с 60% ПВ и даже ниже.
Горелка для тиг сварки
В такой горелке отсутствует направляющий канал для проволоки, и проволока подается вручную.
Основные детали горелки тиг:
- корпус горелки;
- электрод;
- уплотнительная втулка;
- корпус уплотнительной втулки.
Электрод служит для передачи дуге сварочного тока. Вставляется электрод в электродный щиток корпуса горелки через уплотнительную втулку и ее корпус.
Электродный щиток для закрепления электрода поворачивается. Положение горелки при сварке – 15-40 градусов к вертикали.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги. Подробнее здесь.
Как подобрать газовую горелку и сварочный рукав для полуавтомата
При выборе модели, учитывайте следующие шесть факторов.
Предел максимального сварочного тока
Этот параметр должен соответствовать характеристикам аппарата. Если у Вас полуавтомат выдает 300 А, то и показатель горелки должен быть не меньше. В случае, когда сварка всегда ведется на малых токах (100-120 А), можно купить горелку, рассчитанную на такую величину, но это ограничит возможности аппарата.
Длина рукава
Длинна рукава бывает от 2 до 8 м. Чем шланг-пакет больше, тем маневреннее сварщик. Но в таком случае требуется надежный четырехроликовый механизм подачи.
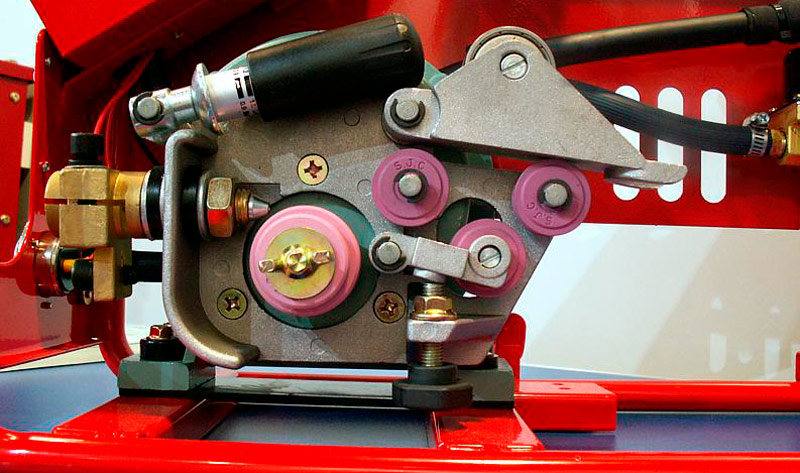
Четырёхроликовый механизм подачи проволоки полуавтомата.
Еще важно следить, чтобы канал не закручивался, иначе проволока начнет «буксовать». Для работы в гараже или во дворе частного дома хватит 2-3м. В цеху желательно иметь запас в 4-5 м.
Метод охлаждения
Если Вы собираете каркасы теплиц, беседки, двери, ворота, то много времени уходит на подготовку деталей, зачистку, обрезку. Длина швов в таких конструкциях не превышает 10 см. Здесь достаточно горелки с воздушным типом охлаждения, которая будет успевать остывать, пока ведутся другие работы. При непрерывной сварке с длинными швами, нужно водяное охлаждение, иначе будет страдать производительность.
Разъем для подключения горелки
Бывают невстраиваемые горелки, которые невозможно отсоединить от аппарата. В случае раздельного исполнения используется чаще всего разъем EURO, который маркируют еще KZ-2. Если у Вас полуавтомат с таким входом, то Вам подойдет любая горелка с Евро-штекером.

Евро разъем для подключения горелки к полуавтомату.
На некоторых моделях встречается разъем PDG-309. Тогда необходимо искать именно такое обозначение для замены оснастки.

Разъем PDG 309.
Тип и размер канала для проволоки
Тип канала бывает стальной и тефлоновый. Первый используется для цельной и полой проволоки при сварке нержавейки и черного металла. Второй подходит для заправки алюминиевой проволоки и сварки алюминия и его сплавов. Диаметр канала подбирается исходя из сечения проволоки и бывает 0.6-1.6 мм.
Эргономика
Чем естественней горелка ложится в руку, тем меньше сварщик будет уставать при продолжительной работе. Для этого на рукоятке должны быть вырезы, кнопка пуска должна располагаться снизу и точно под указательным пальцем, расширение спереди предназначено для предотвращения выскальзывания. Резиновые вставки содействуют прочному обхвату.

Эргономичная рукоятка сварочной горелки для полуавтомата.
Правила эксплуатации и обслуживания
Чтобы грелкой было удобно варить, ее канал не должен перекручиваться или собираться в петли. Это затрудняет прохождение проволоки. Токосъемный мундштук выбирается по диаметру подающейся с катушки присадки. Со временем его внутреннее отверстие разрабатывается и проволока начинает «гулять», из-за чего труднее контролировать формирование шва. В таком случае мундштук меняется на новый.
Сопло горелки направляет защитный газ точно в зону сварки. Постепенно оно обрастает внутри окалинами, которые нужно чистить. Брызги металла прилипают и снаружи, поэтому рекомендовано наносить жирные спреи, уменьшающие адгезию (создают пленку на поверхности гусака и сопла). Кабель канал склонен к накоплению мусора и технической смазки от проволоки, поэтому раз в год его требуется прочищать, для чего выпускают специальные приспособления.
Горелка для точечной сварки
Действие горелки для точечной сварки заключается в выполнении сварочного соединения в виде точек. Детали для выполнения точечной сварки соединяются внахлест.
Особенности горелки для точечной сварки:
- простота применения;
- отличное качество шва;
- точки на шве только с одной стороны;
- соединение листов разной толщины.
Горелку для точечной сварки используют в самолетостроении, автомобилестроении, приборостроении и в других отраслях.
Разные виды горелок дают возможность использовать их для различных сварочных работ.
Может пригодиться горелка для сварки алюминия или горелка для сварки пластмасс.
При выборе горелки нужно учитывать множество нюансов: назначение, область применения, разъем для подключения к аппарату сварки и многое другое.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки, когда ванна расплава — сварочная ванна защищена от атмосферного воздуха слоем порошкообразного флюса. Подробнее здесь.
Кол-во блоков: 11 | Общее кол-во символов: 11998
Количество использованных доноров: 3
Информация по каждому донору:
Выбираем рукав для полуавтомата
Сварка полуавтоматом требует использования специальных комплектующих. В том числе необходим рукав, предназначенный для подачи газовой смеси и проволоки. Эти приспособления отличаются по классам, количеству слоев и другим характеристикам, поэтому важно правильно выбрать шланг.


Особенности
Комплектующие этого типа используются не только в различных областях промышленности, но и в частных целях, они могут быть полезны при выполнении сварки по металлу. Устройство включает три основные части:
- сварочный пистолет (горелка);
- непосредственно рукав (шланг);
- разъем для подключения к полуавтомату.
Часто в процессе эксплуатации быстрее всего из строя выходит шланг, поскольку он подвергается сильным нагрузкам: высокая температура, истирание проволокой изнутри, механические деформации. Логично было бы заменить именно его, но обычно эти изделия представлены в комплектной сборке, хотя при желании можно попытаться поискать отдельные аналоги.
Сварочный рукав для полуавтомата имеет резиновую оболочку. Внутри скрывается довольно сложное устройство. Поскольку сварка проводится посредством проволоки, для своевременного поступления предусмотрена система подачи. Также имеется газовый канал. У существующих моделей внутреннее устройство может отличаться.


Обзор видов
Рукава подразделяются на классы, всего существует три типа.
- Первый класс. Используется совместно с пропаном, ацетиленом и бутаном, может выдерживать до 0,63 Мпа. Шланги такого вида выпускаются в красном цвете.
- Второй класс. Подходит для подачи жидкого топлива: бензин, керосин. Расцветка – желтая.
- Третий класс. Синие рукава, по ним транспортируется кислород.
Также в продаже можно найти шланги черного цвета – это означает, что они подходят для работы с любыми расходными материалами.
Помимо этого, на рукав наносится информация, которая подскажет, для каких целей нужно это изделие. В маркировке первой идет римская цифра – это класс, затем диаметр, максимальное давление и буквенная аббревиатура, указывающая на допустимые климатические условия. В конце – ГОСТ, регулирующий выпуск этой продукции.
Транспортная система, предназначенная непосредственно для перемещения проволоки, бывает проложена в форме спиралевидной направляющей или тефлоновой трубки. Во время работы внутренняя часть подвергается активному трению, именно поэтому она быстро изнашивается. Сильнее всего деформация заметна при контакте с алюминиевой проволокой, поэтому в данном случае лучше выбрать рукав с тефлоновой трубкой – его прочность выше.
Если вы видите, что качество сварного шва ухудшилось, это может быть вызвано заеданием проволоки при подаче или недостаточным количеством газа. Все это говорит о том, что комплектующие пора менять.


Что учесть при покупке?
Оптимальный вариант – найти шланг, который подходит именно к вашей модели полуавтомата. Если такой возможности нет, нужно подобрать качественный аналог. Также стоит учитывать предполагаемые условия эксплуатации. Например, для варки в среде аргона подойдет рукав первого класса, он имеет красный цвет. Что касается длины, то достаточно будет 2–2,5 метра, иначе шланг может перекручиваться.
Для сварки при низких температурах нужно приобрести соответствующий рукав с маркировкой ХЛ. Не стоит использовать обычный – он быстро выйдет из строя в несоответствующих условиях. Также при покупке будет нелишним оценить общее состояние шланга – он должен без проблем гнуться, не иметь трещин и других физических дефектов.
Учитывайте размеры используемой проволоки. Обычно производители рассчитывают на стандартный диаметр – 0,6–1,6 мм, но у некоторых приспособлений диапазон может быть более узким, например 0,2–0,6 мм. Максимально допустимые токи, как правило, находятся в пределах 90–250 А.


Что касается горелки или пистолета, если вы выбираете комплектный рукав, здесь тоже есть важные критерии:
- эргономичность формы и изгиб шеек, который должен обеспечивать удобный доступ из разных положений;
- наличие контактных пружинных штырьков;
- характеристики подводящих мундштуков.
Горелку выбирают в зависимости от того, с какими поверхностями нужно работать чаще.


Еще один элемент, на который стоит обратить внимание, – это разъем. Нередко они являются универсальными, это так называемый евростандарт KZ-2, но у некоторых отечественных и китайских моделей есть отличия. Переделывать разъем самостоятельно не рекомендуется – лучше сразу подобрать подходящий именно к вашему аппарату.
Стоимость комплектного рукава разнится – это зависит от известности бренда и особенностей изделия. Наиболее дорогие модели имеют стоимость около 12 тысяч, но есть и более бюджетные варианты. Отдельный шланг обойдется гораздо дешевле – примерно в 250–450 рублей, а если нужен тефлоновый, то его цена будет в районе тысячи.


Эксплуатация и хранение
Основные задачи, на которые рассчитано устройство, это:
- снабжение защитным газом, который по характеристикам может быть инертным или активным (он предохраняет шов от окисления);
- направление и подача проволоки;
- обеспечение постоянного питания для поддержания сварочной дуги;
- связь с кнопкой пуска.
Чтобы рукав нормально работал, следует использовать его по назначению, а также соблюдать общие правила и нормативы при сварке. Изделие нужно беречь от попадания капель расплавленного металла и агрессивных веществ – для этого существуют защитные чехлы. Важно следить, чтобы шланг не перекручивался, иначе он будет менее эффективно выполнять свои функции.
Во время хранения также стоит избегать перегибов и заломов. После работы нужно удалить из рукава остатки смесей и сложить в сухом, прохладном месте. Не стоит оставлять приспособление под прямыми солнечными лучами. Это позволит продлить срок службы.
В следующем видео рассказывается о том, как заменить рукав полуавтомата.
Читайте также: