Вд 313 сварочный выпрямитель схема
Обновлено: 21.05.2024
Помимо блокового преобразовывающего устройства, в конструкцию выпрямительного устройства для сварки входят:
защитные и измерительные элементы;
Вышеуказанные компоненты сварочного выпрямителя объединяются в общем блоке, при этом используется схема сварочного выпрямителя, позволяющая своими руками правильно подключить устройство.
С этой целью используется две распространенных схемы, первая принципиальная схема предусматривает подключение однофазным выпрямительным мостом – аппарат будет эксплуатироваться на 2-х полупериодах; вторая схема – для нее используется подключение трехфазным выпрямительным мостом – аппарат будет функционировать за счет 2-х токопроводящих основ.
Особенности назначения выпрямительного устройства
Данная категория аппаратов применяется как генератор электрического напряжения между двумя точками, побуждающий возникновение сварочной электрической дуги.
Похожая схема применяется в электродуговом сваривании, с использованием плавких электродов с разным видом покрытия.
С помощью сварочных выпрямителей появляется возможность работать электродами с диаметром до 1,2 мм и обрабатывать разные виды сталей своими руками.
Используя электроды со специальным рабочим покрытием в сочетании со сварочным выпрямителем, можно сваривать цветмет и различные сплавы.
Также применение сварочного выпрямителя напряжения типа ВДУ, оборудованного автоматическим источником подачи присадочного материала, позволяет своими руками работать сваркой: аргонодуговой, угольной дугой, под флюсом.
Исходя из вышесказанного, можно сделать вывод: выпрямитель используется при обработке любых металлических изделий посредством напряжения постоянного тока.
Схема функционирования выпрямительных устройств
Для функционирования выпрямительного прибора применяется следующая принципиальная схема. Сетевой или генерируемый ток подается на входную обмотку трансформатора.
При помощи трансформатора снижается стандартный показатель тока до показателя, который будет соответствовать величине холостого хода сварки.
Далее осуществляется выпрямление высокочастотного тока до стабильного показателя.
Полупроводниковый диод преобразует переменный ток в постоянный ток.
Завершающий блок поддерживает, стабилизирует готовые технические характеристики, позволяет им оставаться неизменными.
По указанной схеме может эксплуатироваться любой выпрямительный вариант устройства из ниже рассмотренных моделей, цена на них также приемлема, как и технические характеристики.
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.
Недостаток сварочного ВДМ выпрямителя заключается в минимальном периоде включения.
Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
Такой аппарат может применяться при максимально длительном режиме включения.
Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Выпрямительному устройству модели 1202 все чаще отдают предпочтение профессионалы, так как возможно его применением с удвоением мощности напряжения.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Прибор ВД 306 М1 используют при сварке электродами с покрытием. Устройство ВД 306 М1 позволяет обрабатывать стальные детали.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Как сделать сварочный выпрямитель своими руками
Несмотря на то, что электрическое оборудование является одним из самых сложных по своей конструкции, многими мастерами изготавливается выпрямитель для сварочного аппарата своими руками. Кроме хорошо оборудованной мастерской, необходимы знания в электротехнике. Современные реалии таковы, что можно воспользоваться уже готовыми схемами, а также советами по подбору диодов и других элементов.
Самодельные приборы могут изготавливаться как для однофазной, так и для 3-фазной сети. Во втором случае требуются более мощные диоды для выпрямительного моста и система охлаждения.
Устройство сварочного выпрямителяВажно! Для самостоятельного изготовления выпрямителя можно не использовать трансформатор, а подключать его напрямую к сети
Если объяснять простыми словами, что представляет собой сварочный выпрямитель — это устройство, которое преобразует переменный ток в постоянный. В сварочных работах последний вид тока обеспечивает большую мощность и стабильность дуги. Но поскольку в сети используется только переменный, то необходимо устройство, которое будет его преобразовывать.

Схематическое устройство сварочного выпрямителя
Происходит это вследствие прохождения синусоиды переменного тока через систему диодов. Суть его работы заключается в следующем: переменный ток проходит через выпрямитель. При движении синусоиды вверх диод пропускает поток электронов, но при изменении направления (прохождении через ноль) блокирует движение. На выходе из выпрямителя направленный поток электронов образуется только в одну сторону.
Наиболее практично сделать сварочный выпрямитель на тиристорах своими руками. Не использовать простые диоды, а сконструировать более сложную цепь, используя конденсаторы, тиристоры. Явным плюсом окажется более точная и гибкая настройка силы тока. Мощный трансформатор, который можно задействовать для конструкции, — можно извлечь из б/у микроволновки.
Самодельный сварочный выпрямитель для однофазной сетиЧтобы понять, что представляют собой функциональные блок-схемы сварочных выпрямителей, стоит начать с того, что внешние характеристики могут быть падающими или жесткими, в зависимости от типа электрода.
Его принципиальная схема состоит из 2 обязательных элементов: трансформатора, тиристорной схемы (сюда же входит компенсатор). Вторая может быть 2 типов: из управляемых тиристоров Vy и диодная неуправляемая Vн. В линейном блоке находится сглаживающий дроссель Lc. Этот компонент призван снизить скорость нарастания тока до максимальных значений при появлении сварочной дуги. Эта защита выполняет роль индуктивного фильтра, не допуская разбрызгивания металла из сварочной ванны.
Трансформатор понижающий формирует внешние характеристики и регулирует режим работы. Из-за низкой стабильности выходного тока у однофазных однополупериодных выпрямителей преимущественно применяются 2-полупериодные схемы, которые пропускают верхние и нижние части волн.
Выбор конденсатора основывается на 2 характеристиках: емкости (чем она выше, тем меньше пульсация) и напряжении (должно превышать амплитудное как минимум в 2 раза).
Сварочный выпрямитель для трехфазной сетиВ домашних условиях можно сделать выпрямитель для 3-фазной сети. Для этого используется схема сварочного выпрямителя имени Мицкевича. Она включает в себя 3 соединенных диода с выходом на конденсатор. Но эта схема имеет недостатки 1-фазного однополупериодного выпрямителя — нестабильность тока. Она неуправляемая, с уже заданными точными характеристиками тока.
Этот недостаток компенсирует вторая схема Ларионова. В ней используются 2-полупериодные схемы на каждую фазу. В этом случае потери тока минимизированы почти вдвое, есть возможность управления такими параметрами, как сила тока на выходе.
Инверторный сварочный выпрямительИнверторный выпрямитель представляет функциональный прибор в отличие от простого аналога. Он способен трансформировать переменный ток в прямой, а также отключать эту функцию и работать с переменным. В зависимости от используемых тиристоров, есть возможность менять частоту тока, уменьшать или увеличивать силу тока и напряжение. Использование выпрямителя ограничено и затратно: обычно такие устройства применяются в промышленных масштабах. Поэтому для бытового использования лучше предпочесть инвертор.

Важно! При первичном включении необходимо использовать меры безопасности на случай короткого замыкания
Основы безопасности работы с электричеством связаны с его эксплуатацией. В то же время, работая над схемами, никто не застрахован от неправильных действий, применения элементов, не соответствующих указанным параметрам, а также использования ошибочных схем или допущения собственных ошибок. В связи с этим при проверке работоспособности устройства нужно придерживаться следующих правил:
Заключение
Зная, как сделать выпрямитель на 12 Вольт своими руками, можно изготовить для собственного использования устройство, которое будет полезным не только для сварки, но и во многих домашних приборах, освещении, зарядниках для автомобильных аккумуляторов, аудиоаппаратуры. Выпрямитель может работать как от сети, так и от вторичной обмотки трансформатора. Единственный недостаток схем, используемых для бытового применения, — невысокий КПД.
Сварочный выпрямитель ВД-313
Сварочные работы различаются не только природой свариваемого материала. Не менее важны технические характеристики самого процесса, а именно качественная составляющая, за которую отвечает регулировка параметров тока. Выпрямитель сварочный ВД-313 на данный момент является одним из конструктивно совершенных в этом отношении приборов, что подразумевает для пользователя оперативную и точную регулировку силы тока.
Стандартная схема подключения через шинопровод уже устарела: она имеет низкий КПД (30-40 %) при работе всех постов, регулировка проводится через балластный реостат, что также позволяет работать с ограниченным видом сталей и технологий. Выпрямители ВД-313 изготовлены по совершенной новой технологии выпрямительного элемента, отличаются высоким КПД — 90 %, возможностью работать с разнородными сталями и типами электродов.
Предназначен он для промышленного использования и способен к одновременному питанию 2 сварочных постов. Устойчивая электрическая дуга позволяет проводить работы как штучными покрытыми электродами, так и сваркой в защитной атмосфере газами и флюсами. К наиболее распространенным технологиям можно отнести:

Выпрямитель сварочный ВД-313
Назначение и принцип действияВажно! Регулировка индуктивного рассеивания проводится с помощью вращения рукоятки на корпусе. Она меняет положение шунта
Выпрямитель работает в компоновке со сварочными агрегатами, запитывается от 3-фазной сети. В качестве источника может использоваться генератор или другой автономный комплекс, обеспечивающий напряжение 380 В.
Эта модель характеризуется плавным изменением тока, за счет шунтовой конструкции. В отличие от базовых аналогов, регулировка которых заключается в изменении количества подключаемых витков трансформатора или расстояния между ними, сварочные выпрямители тиристорного и транзисторного типа, к которым относится и ВД, регулируют силу тока, пропуская его через цепь тиристоров, динисторов и симисторов. Основные элементы цепи выпрямителя — это:
- Трансформатор понижающий. Подключается к сети переменного тока, который, в свою очередь, поступает на первичную обмотку. В качестве материала изготовления сердечника используется электротехническая сталь, а обмотка представляет собой алюминиевые провода, покрытые стеклопластиковым лаком. Ток, поступая на первую обмотку, создает электромагнитное поле, а посредством электромагнитной индукции передается на вторичную обмотку. Основная задача трансформатора — понизить напряжение, увеличив силу тока.
- Последующий этап прохождения тока — это сам выпрямительный или диодный мост. Система в этом аппарате представлена комплексом регулируемых выпрямителей: тиристоров, симисторов, динисторов. Они не только дозируют прохождение тока в одну сторону, обеспечивая тем самым трансформацию переменного тока в прямой, но и регулируют его силу.
- Выпрямительный мост — это двухкомпонентная система, вторая часть которой — принудительное охлаждение. При прохождении переменного тока через тиристор выделяется большое количество тепла. Его отведение является обязательным условием работы агрегата.
Рассчитанный к подключению 2 постов сварочный выпрямитель ВДМ 2х313 должен иметь автономную регулировку силы тока на каждый из них, а также подключение полярности.
Технические характеристикиСовременный выпрямитель сварочный ВД-313 характеристики имеет следующие:
- диапазон регулирования тока в рабочих пределах — 60-315 А;
- первичная мощность — 27 кВа;
- диаметр сварочных проводов — 50 мм;
- диапазон диаметров электродов — 2-5;
- количество постов для одновременной работы — 2.
При таких возможностях выпрямитель имеет следующие параметры:
- вес — 135 кг;
- размеры — 715 х 480 х 670 мм.
Охлаждение диодного моста — принудительное воздушное. Для удобной транспортировки он установлен на колесную базу и снабжен ручкой. При работе выпрямитель сварочный ВД-313, схема которого не включает в себя балластный термостат, обладает достоинствами:
- Независимость характеристик сварки между постами.
- Экономия электроэнергии при загруженности 2 постов в 1,5-2 раза.
- Широкий диапазон регулировки сварочного тока.
- Оперативная смена режимов.
- Высокая точность регулирования тока.
- Визуальный осмотр внутренних частей на наличие грязи, пыли, возможности отхода контактных соединений (в том числе и сварных), нарушений герметичности.
- Проверку целостности их обмотки на случай перебоев, перегибов, порезов, пережатий.
- Затяжку болтовых соединений, зажимов и прочих контактов.
- Сжатие вторичной цепи.
- Заземление корпуса.
- Включение агрегата в сеть (подключение должно проводиться через автоматический выключатель — трехполюсный рубильник).
- во взрывоопасной атмосфере;
- свыше 1000 метров над уровнем моря;
- при температурах, выходящих на границы диапазона -40/+40 °С;
- в сильно запыленном помещении, а также при наличии токопроводящей пыли;
- в атмосфере с кислотными испарениями, разрушающими обмотку.
- Улучшается качество сварного соединения за счет стабилизации дуги.
- Появляется возможность работать в режимах прямой и обратной полярности, что в свою очередь расширяет не только диапазон задач по мощности, но также обрабатываемых сталей и видов электродов.
- Высокая рентабельность (сюда входят быстрая окупаемость, низкая стоимость обслуживания, отличная ремонтопригодность и обеспеченность запасными частями).
- Хорошее соотношение цены и срока эксплуатации.
- Широкий выбор режимов работы и диапазона обрабатываемых материалов.
- Понижающий трансформатор. Поступающий на первичную обмотку ток создает магнитно-индукционное поле, оно, в свою очередь, генерируется на второй обмотке, но с показателями, определяющими количество витков здесь. Задача трансформатора: понизить напряжение, увеличив силу тока.
- Самый главный элемент — выпрямитель или диодный мост. Он состоит из кремниевых пластин, подключенных параллельно или последовательно — диодов. Они являются полупроводниками, пропуская электроны только в одном направлении. На этом этапе переменный ток, проходящий через них, меняет свою частоту на нулевую или постоянную. Этот процесс происходит с выделением большого количества тепла, поэтому диодные мосты оснащаются мощной системой охлаждения.
- датчики температуры;
- аварийная система отключения (тепловой расцепитель, который, расплавляясь при перегреве, размыкает цепь);
- вентилятор, который обеспечивает принудительное охлаждение.
- сила тока номинальная — 400 А;
- напряжение (холостого хода) — 80 В;
- напряжение рабочее — 380 В;
- потребляемая мощность — 12,8 кВт;
- диапазон малых токов — 45-180 А;
- диапазон больших токов — 200-400 А;
- диаметр электрода — 2,0-6,0 мм;
- КПД — 80 %.
- повышенной запыленности;
- при наличии токопроводящей пыли (чаще всего металлической);
- при испарении кислот и щелочей;
- взрывоопасной;
- едких паров и газов, разрушающих обмотку, изоляцию и т. д.
- очистка от пыли методом продувки;
- проверка контактов;
- проведение заземления корпуса и вторичной цепи.

Важно! Запрещено включать агрегат без работающего вентилятора. В случае неисправности системы охлаждения возможен выход из строя диодного моста
Перед тем как включить выпрямитель ВД-313, необходимо осуществить продувку внутренней части сжатым воздухом. Проводится эта процедура при выключенном питании от сети и открытом кожухе. При длительном простое оборудования, а также при профилактических работах (не реже 1 раза в месяц) следует провести следующие процедуры:
После включения должен заработать вентилятор, и появиться характерное гудение трансформатора. Если одного из этих признаков нет, аппарат неисправен, и дальнейшая работа запрещается.
Устройство также нельзя использовать в сложных условиях:
Выпрямитель сварочный ВД-313 У3 универсального назначения применяется на производствах для увеличения производительности. Компактные размеры относительно его возможностей, неприхотливость при хранении и использовании, возможность работать длительное время с короткими перерывами делают его востребованным во всех отраслях промышленности.
Сварочный выпрямитель ВД-401
Выпрямитель сварочный ВД-401с предназначается для обеспечения сварочной дуги постоянным током. В своей модельной линейке он находится в средней категории по мощности. В качестве источника питания может использоваться 3-фазная сеть генератора, трансформатора (стационарная). Выпрямитель применяется комплексно со сварочным аппаратом, меняя принципиальную схему, в результате увеличивается функционал проводимых работ:
Аналог для бытового применения — это компактный инвертор, который обладает мощностью в меньшем диапазоне и не может использоваться длительное время. Сварочные выпрямители, назначение, устройство, принцип действия которых предназначены для промышленных масштабов, имеют ряд преимуществ:

Выпрямитель сварочный ВД-401 УЗ
Важно! Можно использовать электроды диаметром до 1,2 мм различного назначения: с покрытием, углеродистые, плавящиеся, неплавящиеся, штучные.
Выпрямитель ВД-401 трансформирует переменный ток в постоянный. Ручная сварка, в совокупности с которой работает устройство, запитывается от переменного тока, это позволяет выполнять с его помощью однотипную работу. Для качественной дуги необходим более мощный, постоянный ток, который можно получить, подключив сварочный аппарат к выпрямителю. Для этого сварочный аппарат или рукава электродов подключаются не напрямую к сети, а к выпрямителю. В этом случае сварочная дуга получает вид тока в зависимости от способа подключения.
Процессы, которые происходят в выпрямителе, обеспечиваются его внутренним строением. Основными агрегатами являются:
Нагрев негативно сказывается на работе всей системы, поэтому на нее устанавливаются:
Особенности конструкции выпрямителя позволяют регулировать силу тока несколькими способами, в зависимости от устройства это будет грубая или более «точная» настройка. Ручной регулятор, находящийся на передней панели, отвечает за размыкание магнитного шунта. Изменение расстояния между обмотками влияет на передачу индукции, усиливая или снижая силу тока.
В модельной линейке среднемощных однопостовых приборов представлен выпрямитель сварочный ВД-401, технические характеристики обеспечиваются следующими параметрами:
При габаритах 560 x 510 x 660 мм, вес прибора составляет 125 кг. Для оперативной транспортировки он поставлен на колесную базу. Управление нагрузкой плавное механическое. Переключение полярностей стандартное.

Технические параметры сварочного выпрямителя ВД-401 УЗ
Особенности климатического использования и внешнего воздействия определяются ГОСТ 15150-69. Модель предназначена для эксплуатации в закрытых помещениях с естественной вентиляцией. Температурный режим — от -40 до +40 °С при максимальной влажности 80 % при 20 °С. Место расположения — не выше 1000 м над уровнем моря.
Важно! Запрещено работать со снятой крышкой и/или без заземления
При ознакомлении с особенностями эксплуатации необходимо освоить условия, работа в которых запрещена, а также причины, приводящие к поломкам. Запрещено использовать прибор в следующих средах:
К работам допускаются лица с категорией не менее 2 разряда, к ремонту оборудования — лица не менее чем с 3 разрядом.
Из-за высокой электромагнитной индукции, которая влияет на оборудование, находящееся вблизи, запрещено работать людям со встроенными аппаратами (имплантами). В обязательном порядке нужно использовать СИЗ и выполнять меры пожарной безопасности.
Конструкция прибора усиленная, повышенной прочности, но восприимчива к дисперсному загрязнению. Поэтому одним из главных условий эксплуатации является ежедневный уход. Заключается он в обдуве сжатым воздухом от пыли.
Второй этап обслуживания — профилактический. Проводится не реже 1 раза в месяц и заключается в проверке контактов и целостности обмотки, подкручивании болтовых соединений, удалении пыли и грязи с труднодоступных элементов.
Включение выпрямителя происходит в несколько этапов:
Показателем к работе являются рабочие трансформатор и вентилятор. Без включения этих устройств использование выпрямителя запрещено.
Минимальное количество автоматизации, простая рабочая схема делают выпрямитель ВД-401 одной из самых работоспособных техник в своей сфере. К экономическим преимуществам можно добавить его высокую окупаемость, рентабельность в эксплуатации (наличие всех запчастей, отличная ремонтопригодность), оптимальную цену на новое оборудование в диапазоне 65-95 тыс. рублей.
Классификация и устройство сварочных выпрямителей

Сварочный выпрямитель - это источник постоянного сварочного тока. Сварочный выпрямитель содержит силовой трансформатор, силовые полупроводниковый вентили и устройство регулирования сварочного тока.
Классификация сварочных выпрямителей производится по второй из 3-х основных функций источника питания (горение, регулирование, преобразование). Все сварочные выпрямители по способу регулирования сварочного тока можно разделить на регулируемые трансформатором, регулируемые тиристорами и регулируемые дросселем насыщения.
Выпрямители, регулируемые трансформатором , имеют 3-фазные трансформаторы, в отличие от сварочных трансформаторов, которые однофазные.
Ступенчатое регулирование осуществляется переключением звезда – треугольник, что приводит к изменению тока в 3 раза. (больший ток при схеме треугольник – треугольник, чем звезда – звезда.)
В отличие от сварочных трансформаторов даже самые простые выпрямители содержат пускорегулирующую и защитную аппаратуру для защиты вентилей от перегрузок по току и от нарушения охлаждения (реле вентилятора или реле давления воды).
Для этого у источника питания должен быть силовой контактор, вручную он управляется кнопками ПУСК и СТОП. У выпрямителя ВД-306: защита по току электромагнитная, срабатывает при превышении допустимого тока в 1,5 раза.

Рис. 1. Сварочный выпрямитель ВД-306
В любом сварочном выпрямителе можно выделить следующие элементы: силовой понижающий трансформатор и блок выпрямителей. Трансформаторы, применяемые в сварочных выпрямителях, мало отличаются от описанных здесь - Классификация и устройство сварочных трансформаторов.
Основное отличие в том, что трансформаторы для сварочных выпрямителей выполняются трехфазными. Это не только обеспечивает равномерное нагружение фаз питающей сети, но и снижает пульсацию выпрямленного тока.
Распространенным элементом сварочного выпрямителя является дроссель . Если он располагается между электрододержателем и блоком выпрямителей (на участке сварочной цепи, где протекает постоянный ток), то служит для ограничения скорости нарастания тока короткого замыкания, т.е. для уменьшения разбрызгивания при сварке.
Если дроссель располагается между силовым трансформатором и блоком выпрямителей (на участке сварочной цепи, где протекает переменный ток), то он служит для регулировки сварочного тока или выходного напряжения.
Выпрямительные блоки собираются из силовых диодов. В отличие от проводников электрического тока, которые одинаково хорошо проводят ток как в одном, так и в другом направлении диоды пропускают ток только в одном направлении. Управлять величиной тока с помощью диода невозможно.
Помимо диодов в сварочных выпрямителях используются тиристоры. С помощью тиристора можно управлять током. Однако возможности управления ограничены. Тиристор нельзя выключить раньше, чем напряжение на основных электродах упадет до нуля. Поэтому тиристоры называются «не полностью управляемыми полупроводникам». Полностью управляемыми полупроводниками являются транзисторы (триоды), но применение таковых в сварочных источниках ограничено.
Полупроводниковые элементы следует предохранять от перегрева. Поэтому диоды и тиристоры помещают в радиаторы, которые принудительно охлаждают потоком воздуха от вентилятора.
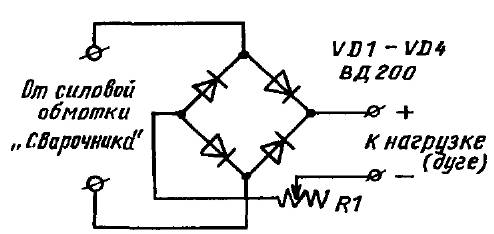
В сварочных цепях благодаря ЭДС самоиндукции иногда возникают пики напряжения (перенапряжения), которые могут вызвать пробой полупроводника в обратном направлении. Для предупреждения этого полупроводники шунтируются R - С цепью . При появлении на выводах полупроводника повышенного напряжения происходит заряд конденсатора, а затем его разряд через полупроводник в прямом направлении.
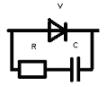
Рис. 2. Схема защиты полупроводника от индукционного напряжения
В сварочных выпрямителях полупроводниковые элементы собираются в виде различных схем. Подразделяется на 1- и 3-х фазное выпрямление.
Однофазные схемы выпрямления применяются в цепях управления, где потребляемая мощность невелика, поэтому, используя сглаживающие емкостные фильтры, можно получить на выходе напряжение близкое к постоянному.
Трехфазные схемы выпрямления
В сварочных выпрямителях обычно используют трехфазные схемы выпрямления, которые обеспечивают значительно меньшую пульсацию выпрямленного тока по сравнению с однофазными схемами.
Трехфазная мостовая схема выпрямления Ларионова
В трехфазных выпрямителях блоки из диодов чаще всего выполняют по мостовой схеме. В этом случае пульсация выпрямленного напряжения составляет 300 Гц.
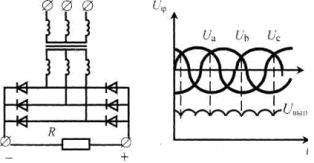
Рис. 3. Трехфазная мостовая схема выпрямления Ларионова (а), фазное и выпрямленное напряжение (б)
Работа схемы: В анодной группе включаются вентили с самым высоким потенциалом фазы, а в катодной наоборот. В любой момент времени открыты вентили, соединенные с фазами с самым большим положительным и с самым большим отрицательным потенциалами. Причем каждый вентиль одной группы в течении трети периода работает поочередно с двумя вентилями другой группы
В сварочном оборудовании эта схема применяется практически во всех выпрямителях для ручной дуговой сварки с номинальным током до 500А.
Кольцевая трехфазная схема выпрямления
Для ее реализации трансформатор выпрямителя должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. При этом пульсация выпрямленного напряжения составляет 300 Гц.
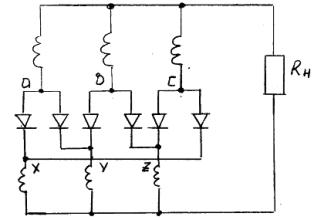
Рис. 4. Кольцевая трехфазная схема выпрямления
Работа схемы: В этой схеме при переключении вентиля переключается и одна из двух обмоток в цепи выпрямления. Причем каждая обмотка одной группы в течении трети периода работает поочередно с двумя обмотками другой группы.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока.
Шестифазная схема выпрямления с уравнительным реактором
Для ее реализации трансформатор выпрямителя также должен иметь две одинаковых группы вторичных обмоток, соединенных в звезду, и включенных со сдвигом на половину периода частоты сети. Кроме того, для обеспечения параллельной работы на нагрузку одновременно двух фаз требуется еще уравнительный реактор – симметричный дроссель.
Шестифазная схема выпрямления с уравнительным реактором
Работа схемы: Для каждой звезды включаются вентили с самым высоким положительным потенциалом фазы аналогично трехфазной нулевой схеме. Без уравнительного реактора получается шестифазное выпрямление с работой каждой фазы и вентиля 1/6 периода.
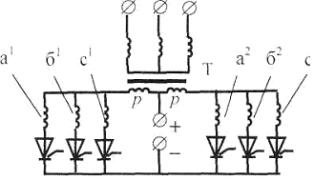
Рис. 5. Шестифазная схема выпрямления с уравнительным реактором
Такая схема применяется в выпрямителях большой мощности (1000 А и больше) прежде всего при питании низковольтной нагрузки.
Основной недостаток этой схемы выпрямления – для нее требуется более сложный и более дорогой трансформатор, который проектируется с учетом подмагничивания постоянной составляющей тока, а также дополнительный дроссель.
Сварочные выпрямители регулируемые трансформатором
Падающая характеристика у сварочных выпрямителей получается различными способами. Наиболее простой состоит в том, что сварочный выпрямитель комплектуется силовым трансформатором с падающей характеристикой. По такому принципу сконструирован сварочный выпрямитель ВД-306.
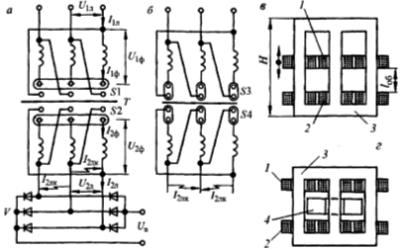
Рис. 6. Сварочный выпрямитель управляемый трансформатором с увеличенным рассеянием: а, б - электрические схемы, в, г - конструкция трансформаторов.
В него входят силовой трансформатор с подвижными катушками или шунтом, выпрямительный блок и пускозащитная аппаратура. Грубая регулировка тока осуществляется одновременным переключением первичной и вторичной обмоток со схемы «звезда» (λ / λ) на «треугольник» (∆ / ∆). В первом случае устанавливается ступень малых токов, а во втором - больших. В пределах каждой ступени плавное регулирование тока производится изменением расстояния между первичной и вторичной обмотками.
Выпрямительный блок собран на кремниевых диодах, которые принудительно охлаждаются вентилятором. Включение выпрямителя в работу и выключение производятся магнитным пускателем.
Защитная аппаратура не позволяет включать выпрямитель, если на диоды не поступает воздушный поток, а так же если вышел из строя один из диодов или произошел пробой сетевого напряжения на корпус. Описанная пускозащитная аппаратура является традиционной для сварочных выпрямителей.
Сварочные выпрямители рассмотренного типа просты в изготовлении и эксплуатации. Их недостатки - в отсутствии стабилизации режима при изменении напряжения сети и невозможности дистанционного управления.
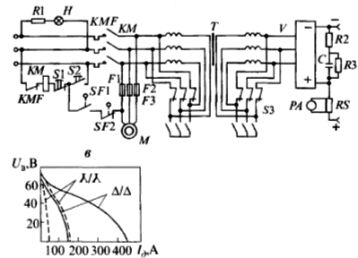
Рис. 7. Электрическая принципиальная схема сварочного выпрямителя ВД-306
Рис. 8. Электрическая принципиальная схема сварочного выпрямителя ВД-313
Сварочные выпрямители регулируемые тиристорами
Тиристорные выпрямители помимо трансформатора и блока вентилей содержат в силовой цепи фильтр-дроссель, а в системе управления датчики и электронные блоки.
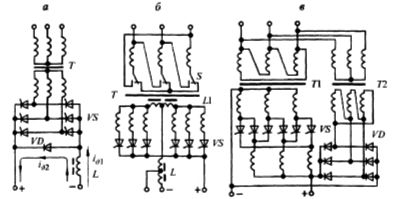
Рис. 9. Схемы тиристорных сварочных выпрямителей: а - с трехфазной мостовой, б - с шестифазной с уравнительным дросселем, в - с кольцевой схемой выпрямления
Сварочные выпрямители регулируемые дросселем насыщения
Для получения падающих характеристик в сварочных выпрямителях используются также дроссели насыщения. Дроссель, представляющий собой индуктивное сопротивление, располагают между силовым трансформатором и выпрямительным блоком. Силовой трансформатор в выпрямителе имеет жесткую внешнюю характеристику. Падающая же характеристика выпрямителя обеспечивается за счет индуктивного сопротивления дросселя.
Многопостовые сварочные выпрямители
Сварочные выпрямители с жесткими внешними характеристиками используются для многопостовой сварки - полуавтоматической и ручной. В первом случае в них предусматривается возможность регулировки выходного напряжения, а во втором - нет. Таким образом, многопостовой сварочный выпрямитель является наиболее простым по конструкции.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Читайте также: