Вольфрамовая проволока для сварки
Обновлено: 19.09.2024
В промышленности и в быту часто используется аргонодуговая сварка металлов. При такой сварке, проводимой в защитной среде аргона, металл защищен от влияния внешней кислородной среды. При проведении сварки такого типа используются неплавящиеся электроды из вольфрама. Вольфрамовые электроды могут длительное время выдерживать высокую температуру и плавиться гораздо медленней других металлов.
Для повышения качества сварки в вольфрам добавляют окиси редкоземельных элементов. В зависимости от их содержания производится маркировка таких электродов.
Классификация
Вольфрамовые электроды классифицируются в соответствии с международным стандартом DIN EN 26848. В соответствии с этим стандартом длина электрода может быть 50, 75, 150 и 175 мм. Диаметр может быть от 0,5 до 10 мм. Наиболее часто используемые диаметры – 1,6; 2,0; 2,5; 3,2 и 4 мм.
Диаметр электрода определяется величиной сварочного тока. При этом электрод диаметром в 1 мм может применяться при сварочных токах до 50 А, диаметром в 1,6 мм – до 100 А, диаметром в 2 мм – до 200 А, диаметром в 3,2 мм – до 300 А, а диаметром в 4 мм – свыше 300 А.
Вольфрам имеет высокую температуру плавления, поэтому электроды из него производят методами порошковой металлургии (спеканием, сжатием и упрочнением). При этом перед спеканием в вольфрам могут добавляться от 0,4 до 4% оксидов тория (Th), циркония (Zr), лантана (La), иттрия (Y) или церия (Ce). По сравнению с электродами из чистого вольфрама у оксидосодержащих электродов есть преимущества:
Маркировка отражает характеристики электрода – состав материала и его длину.
При этом для электрода из вольфрама первый символ в маркировке – буква «W», что обозначает вольфрам. Второй символ обозначает тип металла добавки. Первое число обозначает содержание добавок на 1000 долей W. То есть число 20 обозначает 2% примесей, 8 – 0,8%. Второе число обозначает длину электрода. Наиболее распространенная длина – 175 мм.
Для облегчения использования электроды в зависимости от типа маркируются различными цветами.
Основные марки следующие:
- WP – выполнен из чистого вольфрама (99,5%). Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый.
- WZ-8 содержит 0,8% оксида Zr. Применяют для сварки Al, бронзы, Mg Ni и их сплавов. Для сварки переменным током. Могут выдерживать наибольшую токовую нагрузку. Цвет – белый.
- WT-20 содержит 2% оксида Th. Для сварки нержавейки, молибдена, тантала, Ni, Ti и их сплавов. Торированные электроды хорошо работают при большом токе. Но Th является радиоактивным элементом и требует дополнительных мер безопасности. Цвет – красный.
- WC-20 содержит 2% церия. Для сварки высокотемпературных металлов (молибдена, тантала), Ni, Ti и их сплавов. Такие электроды могут работать как на постоянном, так и на переменном токе. Позволяет легко запускать дугу и поддерживать ее даже при малом сварочном токе. Цвет – серый.
- WL-15, WL-20 содержат 1,5 и 2% La соответственно. Для сварки высоколегированных сталей, AL, Cu. Сварка возможна как постоянным, так и переменным током. Наличие La увеличивает ток сварки и делает более чистым сварной шов. Цвет – золотистый (WL-15) и синий (WL-20).
- WY-20 – содержит около 2% диоксида Y. Применяется для сварки ответственных узлов из углеродистой, низколегированной и нержавеющей стали, а также Ti и Cu. Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.
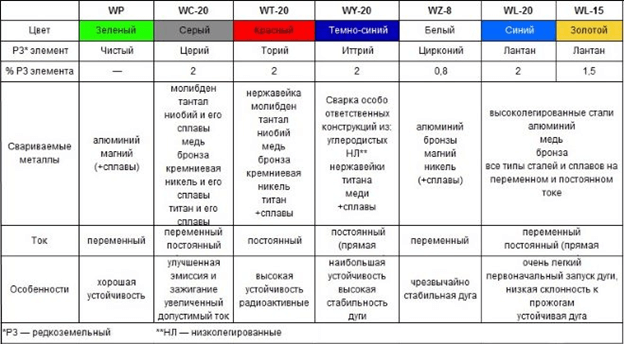
Таблица с данными по вольфрамовым электродам
Данные по вольфрамовым электродам для аргонодуговой сварки приведены в таблице.
Уроки сварки: Как выбрать газ, электрод и сварочную проволоку для TIG-сварки?
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
- Сварочный газ
- Электроды
- Присадочный пруток
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает - Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки .
Сварочный газ – аргон или смеси?
Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
- WP (зеленые электроды) - вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) - универсальные электроды для сварки на постоянном и переменном токах
Цвет / Состав
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси.
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия.
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание.
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки.
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях.
Используются для сварки особо ответственных соединений.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
Сварка вольфрамовым электродом: состав, технические преимущества и способы их использования
Вольфрам широко используется как тугоплавкий материал, а в сварке в том числе применяется для стабилизации дуги. Вольфрамовые электроды классифицируют по цветам, это делается, в первую очередь, для обозначения их химического состава. Данные электроды относятся к неплавящемуся типу, а в среде защитного газа они выдерживают высокую температуру и длительную работу без прерывания.
Отличительные характеристики
Сварочные стержни из чистого вольфрама используются крайне редко, т. к. для работы с такими электродами необходимы только аппараты TIG. Поэтому добавляются легирующие элементы. Согласно этим добавкам – их цветовое обозначение наконечников:
- зеленый цвет сообщает о стержне из чистого вольфрама, маркировка WP. Для сваривания алюминия и меди;
- серый цвет — это добавка оксида церия, обозначается как C. Используется для сварки с любым видом тока;
- красный наконечник — обозначение для диоксида тория, маркировка T. Для сваривания цветного металла, нержавеющей и углеродистой стали. Главный минус – радиоактивность тория: работая с ним, необходимо придерживаться строгой техники безопасности;
- темно-синий цвет означает диоксид иттрия, маркируется Y. Используется для сварки на постоянном токе прямой полярности для разного металла (нержавеющая, углеродистая сталь, медь, титан);
- белый цвет — обозначение для добавления оксида циркония, маркировка Z. Используется для сваривания алюминия и меди с помощью аргона на переменном токе, важно обеспечить чистоту сварочной области;
- золотой цвет характеризует добавление оксида лантана, маркировка WL-15. Используется для сварки двумя видами тока (постоянным и переменным), содержание легирующего элемента 1,5%;
- синий цвет тоже обозначает добавление оксида лантана, но в соотношении уже 2%.
Категории вольфрамовых электродов:
Преимущества использования вольфрамовых электродов и сфера их применения
Технические преимущественные характеристики обусловлены химическим составом данного типа электродов. Поэтому неплавящиеся стержни используют для TIG-сварки, а этот способ широко распространен в энергетической, машиностроительной, авиационной, нефтеперерабатывающей промышленности.
Основная область применения вольфрамовых электродов – соединение или ремонт металлов с толщиной от 0,1 до 6 мм.
В бытовых условиях часто используют аргонодуговую сварку для ремонта кондиционеров, автомобильных обогревателей.
- Во время работы с нержавеющей сталью или с другим материалом наконечник играет роль проводника электрической энергии. В отличие от плавящихся электродов вольфрамовые стержни имеют одинаковую форму наконечника.
- При выполнении правильной заточки электрода можно сформировать стабильную сварочную дугу.
- Большой выбор вольфрамовых электродов с разными легирующими добавками, подходящих для сваривания разных материалов.
- Вольфрам самый тугоплавкий металл, его температура плавления 3422 о С. Поэтому для аргоновой сварки использование таких электродов максимально экономично.
- Возможность использования неплавящихся электродов для изделий с толщиной от 0,1 мм, также нет ограничений в максимально возможной толщине.
Способы и режимы сварки
Наиболее распространена ручная аргонодуговая сварка с применением вольфрамовых электродов. В мировой практике данная сварка классифицируется как TIG. С режимом TIG могут работать сварочные инверторы и выпрямители. Возможна работа автоматическим или полуавтоматическим способом. Менее распространенный метод – сварка плазменной дугой. Способ сварки погруженной дугой примечателен тем, что применяют электрод повышенного диаметра и при этом используют повышенный ток.
Ручная аргонодуговая сварка может быть выполнена в двух режимах – AC и DC. Их отличия:
- AC – работа с переменной электрической энергией, прямоугольным импульсом.
- DC – применяется стабилизированный ток, импульсный.
Сварка вольфрамовым электродом с использованием инвертора
Для работы с вольфрамовыми электродами используют универсальный источник электрической энергии – инвертор. Менее распространено использование сварочных выпрямителей (только для постоянного тока) и трансформаторов (для переменного электричества). Инвертор востребован, благодаря своей практичности, для работы с двумя видами сварочного напряжения.

Примерная стоимость инверторов для сварки на Яндекс.маркет
Оборудование для сварки инвертором
Для данного вида сварки необходимы:
Сварочная горелка используется для жесткой фиксации вольфрамовых электродов в необходимом положении. Она подводит ток и равномерно распределяет подачу аргона вокруг сварочной ванны.
Защитный газ применяется, в первую очередь, для вытеснения воздуха из области сварки и, чтобы убрать его контакт с работающим стержнем. Также аргон или гелий обеспечивают прохождение тока и передачу тепла через дугу. Выбор конкретного типа газа зависит от свариваемого материала.
Важным условием для качественного итогового шва является изначальная подготовка кромок детали.
Техника сварки
Для ручной сварки с помощью инвертора необходимо выполнять следующие правила:
- Сваривание происходит по направлению справа налево.
- Для изделий с маленькой толщиной горелку располагают под углом 60 о .
- Для толстых деталей горелка размещается под углом 90 о .
- Способ ведения присадочной проволоки зависит от толщины свариваемого металла.
Важнейшее условие для качественного сварочного шва – стабильная дуга. Достигнуть этого можно с помощью постоянного тока с прямой полярностью. Также имеет значение заточка неплавящегося стержня. В процессе заточки необходимо следить за тем, чтобы электрод не перегрелся, в таком случае стержень становится хрупким во время сварки.
Присадочную проволоку вводят не в центр дуги, а немного сбоку возвратно-поступательным передвижением, если толщина металла до 10 мм. Для сварки металлов с большей толщиной проволоку ведут поступательно-поперечными движениями.
Что такое вольфрамовая проволока и где она применяется?
Вольфрамовую проволоку относят к категории жароустойчивых материалов, характеризующихся повышенной прочностью и стойкостью к ржавчине, неблагоприятным воздействиям внешних факторов и агрессивным химическим веществам.
Особенности
Для изготовления вольфрамовой проволоки – ГОСТ 18903-73 – применяют кованые прутки. В ходе волочения осуществляется постепенное понижение температурного режима. После этого изделие очищают за счет отжига и электролитической полировки.
Сырьем для изготовления данной разновидности проволочной продукции служит самый тугоплавкий металл. Этот материал жароустойчив и прочен, ему не страшны кислотные и щелочные среды. Подобные характеристики позволяют применять вольфрамовую проволоку для выпуска деталей, предназначенных для эксплуатации в условиях нагрева, вследствие чего они не утрачивают исходных свойств.


Характерные для этого вида проволочной продукции механические параметры (повышенная твердость, устойчивость к износу в процессе нагревания, низкое значение температурного расширения), превышающие многие аналогичные материалы, делают вольфрамовые изделия очень востребованными.
Данную разновидность металлопроката отличает высокий модуль упругости, отменное омическое сопротивление, хорошая тепловая проводимость. Это долговечный и надежный в использовании материал, способный переносить экстремальные эксплуатационные условия, что делает его незаменимым в различных производственных отраслях.
Насчитывается несколько марок такой проволоки. Классификацию выполняют в соответствии с диаметром сечения и процентным соотношением вольфрама в составе материала.
Диаметр проволоки может составлять от 12,5 до 500 мкм.
Наиболее востребована марка ВА. Марку ВРН задействуют для производства катодов электронных устройства.
Спросом также пользуются марки вольфрамового металлопроката ВМ, ВТ.


Именно марка определяет сферу применения материала.
Сферы применения
Вольфрамовая проволока используется в разных сферах производства и народного хозяйства. Ее задействуют для изготовления спиралей и пружинных элементов, предназначенных для лампочек накаливания.
Вольфрам-рениевую разновидность (ВРН) задействуют для производства траверсов.
Вольфрам является тугоплавким металлом, поэтому проволочная продукция на его основе незаменима при создании элементов сопротивления в нагревательных приборах. Она содержится в термоэлектрических преобразователях, петлевых подогревателях.
Процесс изготовления вольфрамового металлопроката довольно сложный с задействованием методик порошковой металлургии. Она пользуется большой популярностью в электротехнической промышленности и радиотехнике. Ее активно используют при создании телевизионных ЖК-экранов. Наиболее востребована проволочная продукция, представляющая собой ангидрид вольфрама и получающаяся из солей этого металла.
На ее базе делают детали рентгеновской техники, которая при эксплуатации подвергается вибрациям и сильному нагреванию. Сетки и фильтрующие механизмы на ее основе применяют в химической промышленности.
Где взять в домашних условиях?
Многих интересует, где найти вольфрамовую проволоку в домашних условиях. Это составляющая всех нагревательных деталей бытовых приборов.
Она присутствует в старых модификациях утюгов, электрических чайниках. Если дома есть отслуживший свой век тепловентилятор, извлеките проволочные нити из нагревателей. Несложно ее достать из поломанных тостеров. Она имеется и в нагревательных элементах рукомойников. Для извлечения проволоки ТЭНы аккуратно вскрывают болгаркой. Только нужно будет очистить проволочную продукцию от изоляции.


Устойчивый к износу и неблагоприятным внешним воздействиям вольфрамовый металлопрокат хорошо себя зарекомендовал. Его поставки выполняются не только в катушках, но и бухтах.
Как узнать что такое вольфрамовая проволка и где она применяется, смотрите в следующем видео.
Аргонодуговая сварка вольфрамовым электродом
Замечательные физико-химические свойства вольфрама широко используются в промышленном производстве. Наибольшее применение вольфрам нашел в химической промышленности и электротехнике. Многие десятилетия мы не знали другого типа освещения, кроме лампочек накаливания, спираль которых была сделана из вольфрамовой проволоки. Этот металл был выбран благодаря его возможности работать при высоких температурах.

Вольфрам как сварочный материал
Появление TIG-сварки и внедрение её в различные отрасли производства потребовало новых типов материалов. Эту нишу по праву занял вольфрам. Даже далёкие от производства люди могли видеть вольфрамовые электроды при выполнении ремонта холодильников, автомобилей и другой бытовой техники. Кстати, аргон не единственный газ, применяемый в этом виде сварки. С не меньшим успехом используют углекислый газ и различные смеси газов.
Сварка металлов в среде защитного газа позволяет не только получить качественный, чистый шов, но и продлевает срок службы электродов, которым придают определенную форму. Это необходимо для стабилизации дуги при сваривании деталей толщиной от 0,1 мм и более, без ограничений по максимальной толщине конструкции.
Особенности вольфрамовых электродов
Вольфрам может работать в высокотемпературной среде, что положительно отличает его от остальных металлов. Кроме того, он обладает ещё одной замечательной способностью: не размягчаться. Добавление легирующих компонентов расширяет возможности использования этих изделий.
Маркировка электродов
Вольфрамовые электроды подразделяют на две группы: для работы на постоянном и на переменном токе. Они классифицируются и маркируются по международному стандарту EN 26848.
В России такие электроды выпускаются диаметром от 0,5 до 10 мм под маркировкой, в соответствии с ГОСТом 23949-80:
- ЭВЧ – изготовленные из вольфрама;
- ЭВТ - вольфрам с присадкой двуокиси тория;
- ЭВЛ – вольфрам с присадкой лантана;
- ЭВМ – вольфрам с присадкой иттрия.
Такие изделия не уступают качеством своим зарубежным аналогам.
Знание областей применения тех или иных видов вольфрамовых электродов, а также их особенностей поможет сделать правильный выбор.
Каждый вид создан с определенной целью, определяющей виды производства, в которых они используются:
- Электроды без легирования используют для сварки никеля, алюминия.
- Электроды WC-20 используются для сварки тантала, молибдена, высоколегированных сталей, титана, никеля, меди.
- Электродами с маркировкой WL можно выполнить напыление металла и плазменную сварку обычных и нержавеющих сталей в среде аргона, с использованием переменного или постоянного тока прямой полярности.
- Электродами WZ можно варить никель, алюминий, магний и их сплавы в среде аргона.
- Электроды с красным наконечником WT 20 нужны для сварки меди, никеля, титана и высоколегированных сталей. Они отличаются хорошим стартом дуги и большим сроком службы, но могут быть опасны для здоровья при вдыхании сварочных газов и аэрозолей.
Сварка вольфрамовым электродом
Преимущества
Неплавящийся вольфрамовый электрод обладает следующими преимуществами:
- стабильная сварочная дуга;
- наличие широкого ассортимента с различными характеристиками;
- длительное время работы;
- высокая экономическая эффективность применения.
Заточка
От формы наконечника зависит правильное распределение энергии в направлении свариваемых деталей и величина давления дуги, что, в свою очередь, определит форму шва. Поэтому к заточке нужно подходить серьёзно и со знанием дела. Заточку можно проводить на электрическом наждаке вручную, но лучших результатов добиваются при использовании специальных устройств.

Форма заточки определяется маркой электрода и параметрами свариваемых заготовок:
- Марки WP и WL должны заканчиваться шариком;
- На марке WT конец электрода должен иметь небольшую выпуклость;
- Другие виды затачивают конусом (как карандаш).
Интересная особенность наблюдается при сваривании алюминиевых деталей – на конце электрода образуется сфера, и необходимость затачивания отпадает. Длина затачиваемого участка определяется диаметром прутка, умноженного на 2,5. Этот коэффициент является постоянным.
Требования к процессу сварки
Технология и правила сварки
Для ручной аргонодуговой сварки вольфрамовыми электродами чаще всего используют инвертор. Во всем мире этот процесс известен как TIG. В таком режиме могут работать не только инверторы, но и другие типы сварочных аппаратов. Кроме того, различают работу на переменном токе (АС) и работу на стабилизированном постоянном токе (ДС).
Сварка ведётся в различных направлениях с расположением горелки под разными углами, в зависимости от толщины свариваемых материалов. Главное условие качественного шва – поддержание стабильной дуги. Проще всего получить хороший результат при работе на постоянном токе прямой полярности.
Очень важно правильно подавать присадочную проволоку и следить за нагревом электрода в процессе его заточки. При перегреве электрод становится хрупким и может переломиться.
Необходимое оборудование для сварки
Прежде всего, нам понадобится источник питания и лучшим выбором станет сварочный инвертор. К нему необходимо добавить следующие средства и материалы:
- горелка;
- газовый шланг;
- неплавящийся вольфрамовый электрод;
- защитный газ - аргон;
- присадочная проволока - пруток.
Вместо аргона можно использовать гелий. Выбор газа решается технологами в зависимости от материала свариваемых деталей. Кроме обеспечения процесса всем необходимым оборудованием, необходимо не забывать о качественной подготовке кромок.
Техника безопасности
Сварка вольфрамом в среде защитного газа по праву считается одним из самых безопасных способов соединения деталей. Это обусловлено малым количеством вредных веществ, выделяемых в процессе сварки. Несмотря на это, необходимо стремиться к еще большему уменьшению опасных газов и механической пыли. Это достигается уменьшением скорости сварки, снижением величины сварочного тока и недопущения к свариванию поверхностей, загрязненных маслом.
Сварщики должны допускаться к работе только после прохождения всех видов инструктажа и после проверки актуальности их допусков. Особенно это касается допуска по электробезопасности. Сварщик должен знать специфику применения индивидуальных средств защиты и неукоснительно использовать их в своей работе. Только такой подход гарантирует многолетний труд без вреда для здоровья.
Читайте также: