Замена электродов на сварочном аппарате
Обновлено: 14.05.2024
В этой заметке описана процедура замены электродов в сварочном аппарате Fujikura 86S+.
Причина замены электродов
Fujikura рекомендует менять электроды, поскольку использование изношенных (подгоревших) электродов приводит к большим потерям при сварке из-за плохого процесса плавления.

Когда и как часто нужно менять электроды
Типовой ресурс электродов ELCT2-16B, применяемых в аппарате 86S+ составляет 5000 сварок.Это количество установлено в настройках и по его достижении сварочный аппарат будет показывать предупреждения. Однако, замена может потребоваться и раньше, если качество сварного соединения ухудшается.
Замените электроды если:


Не рекомендуем вам использовать альтернативные электроды неизвестного происхождения. Практика показывает, что хватает их на сотню сварок, а качество соединения не соответствует нормам.
Что понадобится
- Комплект новых электродов ELCT2-16B
- Стриппер
- Безворсовые салфетки
- Жидкость для очистки волокна
- Скалыватель оптического волокна
- Волокно

Процедура

2. Нажмите на мониторе значок [Меню]. В главном меню выберите значок [Обслуживание] . Затем - [Заменить электроды].

3. Появится предложение выключить аппарат, заменить электроды и включить аппарат. Нажмите значок [OK] в меню, сварочный аппарат выключится. При отключении питания сварочного аппарата не нажимайте выключатель питания. Если выключить питание сварочного аппарата, нажав выключатель питания, сварочный аппарат не выдаст команду на замену электродов и состояние счетчика не обнулится.

4. Откройте рукой ветрозащитную крышку. Ослабьте фиксаторы электродов пальцами и извлеките оба электрода со сварочного аппарата.

5. Подготовьте новые электроды. Аккуратно снимите кембрик с электрода непосредственно перед установкой. Не касайтесь кончиков электродов, острый электрод- залог хорошей дуги. Сразу упомянём о случаях, когда кто-то практикует "заточку" электродом. Ни в коем случае не далейте этого, заточка электродов только портит результат.

6. Аккуратно установите электроды и затяните фиксаторы электродов пальцем. Не нужно прикладывать чрезмерное усилие. Будьте осторожны, чтобы не задеть какие-либо детали и не погнуть концы электродов.

Если электроды установлены неправильно (не сели на свои места), кончики электродов сместятся, это будет заметно.

Проверьте совпадение электродов сверху и сбоку, чтобы убедиться, что они установлены и закреплены должным образом.


8. Выполните стабилизацию электродов, следуюя инструкции на мониторе, установив предварительно сколотые правое и левое волокна. Нажмите значок [Старт].

9. Выполните калибровку мощности дуги. Также, следуя подсказкам, установите предварительно сколотые правое и левое волокна. Нажмите значок [Старт].

По окончании калибровки сварочный аппарат перейдет в рабочее состояние, либо попросит повторить процедуру.
На этом процедура замены электродов закончена, можно продолжать работу.
Если у вас есть сомнения в выполнении этой процедуры, а также в оригинальности запчастей - обратитесь в наш сервисный центр. Мы всё сделаем как положено.
Сварка инвертором для начинающих

Виды сварки
Если вы собираетесь самостоятельно заняться сварочными работами и решили делать это с помощью инверторного аппарата, вам нужно разбираться заранее как работать сварочным инвертором.
Тогда читайте эту статью: все, что здесь написано, вам пригодится.
Готовимся, приобретаем, запасаемся
Самое главное – знать, что все получится на отлично, ведь технология сварки инвертором очень проста в освоении и использовании, здесь не особо нужны опыт и мастерство.
Техника безопасности
Любое сварочное дело, включая инвертор, напрямую связано с электрически током.
А это означает, что без знания и выполнения правил техники безопасности, как варить сварочным инвертором, вам не стоит начинать, это даже не обсуждается.
Эти правила просты и бесхитростны:
- Нужно проверять кабели на целостность и исправность перед подсоединением к инвертору. Важно запомнить: кабель обратный с прищепкой идет к минусовому полюсу. Кабель, где есть электродержатель, крепим к плюсовому разъему.
- После визуальной проверки установить ручку с регулятором силы тока на минимальное значение. Затем подключаем аппарат к сети. Слушаем работу включившегося вентилятора: если шум ровный и без треска, все в порядке.
- Теперь учтем немалый вес металла, с которым вам придется работать.
Спецодежда

Сварка инвертором.
Прежде всего нужно учитывать действие высокой температуры и иметь следующие предметы:
- маску сварщика со специальными светофильтрами;
- защитные перчатки или краги;
- костюм из защитной ткани;
- обувь на подошве из резины;
- при необходимости респиратор, если сварка пойдет в замкнутой комнате без проветривания.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды, отобранные под вид работы с учетом природы и толщины металла;
- щетка с металлической щетиной
Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому аппарату и во вкладышах в пачках с электродами. Теоретически ток сварки можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.

Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Теперь о дуге и электродах
Быстро поджечь и правильно держать дугу – самое, пожалуй, важное дело для успешной сварки инвертором. Дуга не должна прерываться – вот за чем нужно следить при приближении электрода к плоскости заготовки.
Розжиг электрода проводится двумя способами: постукиванием или чирканьем. Если электрод новый, он поджигается легко. Если он уже горел, он покрыт пленкой из шлака, которая мешает быстро поджечь расходник.
В этом случае следует постучать электродов подольше, чтобы пленка разбилась. Зависимость между сварочным током и диаметром электрода легко просчитать с помощью таблиц, которые присутствуют в сети в огромном количестве.

Функциональная схема сварки инвертором.
Если у вас продвинутая модель инвертора, то она снабжена дополнительными функциями, которые отлично облегчают жизнь новичкам и всем остальным.
Вот эти продвинутые функции:
- Функция «Горячий старт» или HotStart облегчает поджиг электрической дуги.
- Антизалипание или форсаж дуги включается при слишком быстром приближении электрода к поверхности металла. Эта функция повышает уровень тока.
- Антистик или AntiStick наоборот, отключает ток для профилактики перегрева сварочного аппарата.
Учиться лучше на самой простой форме шва – ниточном шве, для которого электрод нужно вести ровно без каких-либо колебательных движений.
Как только вы начнете чувствовать себя уверенно с ниточной технологией, можно приступать к сварке металлов с колебательными движениями в разных конфигурациях – их существует несколько.
В таких случаях нужно сделать несколько первых колебательных движений для формирования сварочной ванны. Наклон электрода делаем под углом в 30°, не больше и не меньше. Как только проход закончен, нужно отбить шлаковую корку молотком, чтобы зачистить новый шов с помощью металлической щетки.
Чтобы шов вышел качественным и эстетичным, в его конце следует сделать пару-тройку колебательных движений в сторону металлической наплавки. Таким образом можно избежать образования кратера.
О сварочных швах
- однопроходные, при которых толщина металлической заготовки восполняется за один проход;
- многопроходные, при которых одного прохода электродов не хватает. Применяются при сварке толстых краев.
Самый известный и простой способ проверки качества шва после сварки – постукивание по нему молотком. При этом отскакивает слой шлака – при условии, если шов ровный и гладкий. Также качество шва зависит от температурного режима: он должен быть правильным.
Если шов перегрет, он может сломаться, если нагрев недостаточный – произойдет весьма неприятная вещь – непровар.
Полярность прямая и обратная: в чем разница
Полярность в сварке на инверторном аппарате – вещь чрезвычайно важная, в которой нужно разбираться.
Если сварочный ток постоянный, то и движение электронов тоже постоянное. А при таком раскладе почти не бывает разбрызгивания капель и кусочков расплавленного металла, вследствие чего шов выходит аккуратным и высокого качества.
По своей сути полярность – это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам аппарата. На инверторах есть возможность выбрать вид полярности. Сила тока при сварке также может регулироваться.
Обратная полярность

Виды полярности для сварки.
Это минусовой полюс на металлической заготовке, а плюсовой – на электроде. Ток, таким образом, передвигается от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе довольно сильно нагревается. Способ хорош при сварке тонких металлов так как здесь снижается риск прожога.
Прямая полярность
Здесь наоборот: минусовой полюс находится на электроде, а плюс – на металле заготовки. Ток теперь течет от электрода к свариваемой детали, которая в этом случае греется больше электрода. Так работают с толстыми кромками металлов.
Следует заметить, что полярность всегда указывается в инструкциях на пачках с электродами.
Один из главных «инверторных» вопросов от дебютантов – какая полярность самая оптимальная при сварке инвертором? Ответ зависит от многих критериев, но с точки зрения резки металла полярность должна быть прямой.
Дело в том, что при таком виде полярности расплавленный участок получается глубоким и узким – как раз тем, что нужно при резке.
При обратной полярности все наоборот: зона расплавления небольшой глубины и довольно широкая.
Варим, режем
Если вы работаете с тонкими листами металла, вам необходимо правильно подобрать электрод небольшого диаметра и величину сварочного тока. Если, к примеру, толщина края вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно с помощью прерывистых движений.
Вопрос какими электродами варить решается с учетом вида сварки и природы металла.
С помощью инвертора можно резать металлы и даже производить отверстия в стенках труб. Для того, чтобы сделать это грамотно и быстро, нужно выставить на аппарате правильные показатели. Диаметр электрода 2,5 мм и сила тока в 140 А являются именно такими показателями.
Поджигаем электрод и размещаем его точно по месту планируемого отверстия. Давим для хорошего прогрева. Переставляем электрод, снова давим и греем. И так до прорезывания отверстия нужной формы и величины.
Если вы режете листовой металл, то лист нужно фиксировать вертикально. В этом случае капли расплавленного металла будут стекать вниз, в противном случае вы рискуете получить внизу реза застывшие металлические сосульки.
Если говорить честно, то вся резка металлов сварочным аппаратом, даже самым продвинутым инвертором – не самая лучшая идея с технической точки зрения. Всегда есть риск плавки металла на месте реза – метал может попросту выплавиться. Лучший способ резки металла – болгарка.
Выбираем, покупаем

Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
В сети множество таблиц с данными, которые помогут грамотно подобрать светофильтры. Лучше их выбирать на номер больше или меньше. Самым оптимальным решением будет проверка освещенности помещения для работы и вашего зрения.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка. Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла.
Как ухаживать за инвертором?
Любое оборудование любит уход и порядок, ваш инвертор — ни в коем случае не исключение. Правила, как правильно варить инверторной сваркой и как правильно его хранить, простые.
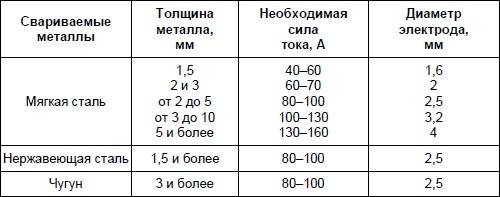
Выбор электрода для сварки различных металлов.
Перед работой нужно делать следующее:
- произвести визуальный осмотр аппарата и подготовить место, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желательной защитой от пыли, осадков и других загрязнений;
- кабель подключить к разъемам в соответствии с вашими планами, обычно это плюс на электрод, а минус на металл;
- подключить электропитание. Важнейший нюанс: если у вас используется удлинитель, сечение сварочного кабеля должно быть не меньше 2,5 мм².
- поджечь дугу на отрыве в качестве пробного теста;
- убедиться в целостности кожуха, потому что без него варить категорически запрещается;
- отрегулировать режим тока. Можно начинать варить.
Хранить ваш аппарат нужно по следующим правилам:
- постоянно проверять все узлы устройства. Частота проверок зависит от интенсивности использовании аппарата и степени запыленности рабочего помещения;
- чистить устройство от пыли с помощью сжатого воздуха и низкого давления. Электрическое плато струей воздуха не чистить, а обходиться мягкой щеткой;
- проверять крепость силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- хранить инвертор лучше в сухих условиях, температура воздуха должна укладываться в диапазон от -15°С до +50°С, оптимальная влажность воздуха – около 70 – 80%.
- Не забывать отключать инвертор от сети, когда он не работает.
Зачем менять полярность при сварке: простым языком
Для проведения сварки разнообразных изделий либо конструкций, сделанных из металла, при помощи постоянного тока, используются два режима – прямая и обратная полярность. В первом случае, во время выполнения сварки, держатель с электродом подключается к «-», а само свариваемое изделие, либо конструкция подсоединяется к «+». В случае использования полярности обратного типа, при проведении сварочных работ, держатель наоборот присоединяют к плюсу, а свариваемую конструкцию либо деталь подключают к минусу.

Зачем менять полярность при сварке
Во время выполнения сварочных работ с использованием постоянного тока, на конце электрода возникает так называемое термическое пятно. Полюс его подключения непосредственно к сварочному аппарату (плюс или минус) влияет на температурные показатели термического пятна, от которых в свою очередь зависит весь режим проведения работ.

Например, если электрод подключен к значению плюс, тогда на его кончике появляется так называемое анодное пятно, показатель температуры которого составляет 3900 градусов по Цельсию. В случае подключения держателя к минусу, на конце возникает катодное пятно, уровень температуры которого достигает отметки в 3200 градусов по Цельсию.
У некоторых пользователей сразу же возникает вполне закономерный вопрос – зачем вообще менять полярность во время проведения работ? Отвечая на этот вопрос нужно отметить, что при разном подключении держателя (к плюсу или минусу) конец используемого электрода имеет разную температуру разогрева, что оказывает влияние на качество, а также уровень выполнения сварочных работ. В общих чертах, такая замена позволяет:
- при подсоединении держателя к минусу сильнее нагреть металлическую деталь либо заготовку, тем самым делая корень сварного шва глубже;
- при подключении держателя к плюсу более точно соединять между собой металлические детали небольшой толщины.

Стоит отметить, что обратная полярность также используется для соединения высокоуглеродистой и легированной стали. Проще говоря, она применяется в тех случаях, когда возникает необходимость приварить друг к другу металлы, которые обладают повышенным уровнем чувствительности к сильному перегреву.
Температура анодного и катодного пятна разная. Поэтому от выбранного режима напрямую зависит объем расхода используемых электродов. Например, при использовании сварочного аппарата инверторного типа и полярности обратного типа, будет наблюдаться большой расход используемых электродов.
Особенности сварки током прямой полярности
В случае подключении держателя к минусу, а свариваемой заготовки либо изделия к плюсу, существенно увеличивается коэффициент проплавления, а также возникает существенное разбрызгивание свариваемого металла. Стоит отметить, что недостатком такого режима является то, что при его применении возникает не очень стабильная электрическая дуга. Также при его применении снижается глубина самого провара. Однако при этом, в массу металлической заготовки внедряется небольшое количество углеводов.

Подключение держателя к минусу позволяет более правильно нагреть металлическое изделие. Кроме того, в этом режиме стержень у электрода нагревается гораздо меньше. Благодаря этому сварщик, во время сваривания конструкций, может пользоваться токами более высокого значения.
Режим прямой полярности оказывает непосредственное влияние на состав материалов, которые оказались внутри шва между соединенными металлическими изделиями. Как правило, при применении такого режима, в шве практически нет углерода. Однако в этом случае, в составе металла, в районе шва, наблюдается повышенная концентрация марганца, а также кремния.
Особенности сварки током обратной полярности
При проведении сварочных работ по соединению металлических изделий небольшой толщины всегда возникает большая вероятность появления так называемых прожогов. Поэтому для выполнения таких сложных, трудоемких работ, как правило, держатель сварочного аппарата подключается к плюсу, а само свариваемое изделие к минусу. При использовании этого режима сварка металлических конструкций, а также заготовок проводится с применением прерывистого шва. Проще говоря, во время их соединения, сначала проваривается небольшой отрезок в начале шва, а потом проваривается его центральная часть.

Для правильного, надежного сваривания изделий, сделанных из тонкого металла, при проведении сварочных работ, дугу необходимо периодически прерывать. Проще говоря, сварочный электрод нужно выдергивать из района сварки, а затем его быстро опять поджигать.
Если необходимо сделать сварку внахлест, тогда соединяемые металлические детали следует надежно, герметично и плотно прижать друг к другу. В противном случае, при наличии даже небольшого воздушного зазора, на верхней части свариваемой детали появится прожог. Чтобы максимально надежно скрепить между собой заготовки, перед проведением сварки внахлест, рекомендуется пользоваться струбцинами либо большим грузом.
Выбор режима сварки, в первую очередь зависит от тех задач, которые ставятся перед сварщиком. Когда необходимо сварить между собой цветные металлы, как правило, применяется полярность прямого типа. Кроме того, ее целесообразнее использовать для работы с массивными, толстыми заготовками, так как металл будет проплавляться намного глубже, что обеспечит хорошее качество шва. Также она больше подходит для резки металлических конструкций. Полярность обратного типа рекомендуется применять в тех случаях, когда нужно сварить высоколегированную сталь либо тонколистовой металл.
Замена сварочных проводов в инверторе: важные особенности
Наш современный мир — это мир конкуренции. Постоянное стремление производителей к удешевлению продукции приводит к тому, что на приборы устанавливаются не самые лучшие, но самые дешевые материалы. Многие из них выполняют свою работу, но или неудобны в использовании, либо век такого сырья недолог. Инверторные сварочники китайцы считают излишним комплектовать длинными, толстыми проводами. Обычно в комплекте идут короткие алюминиевые диаметром около 5 мм, которые даже при работе трехмиллиметровым электродом перегреваются, плавятся. Легкие «крокодилы» тоже не выдерживают большого тока. О том, чем заменить заводские провода, будет рассказано в нашей статье.

Какие должны быть провода в сварочном инверторе
Кабель для сварочного инвертора подбирается под требуемую нагрузку и возможную эксплуатацию. Нет ни отечественных, ни импортных универсальных кабелей абсолютно под все условия. Однако производится много видов, удовлетворяющих любым потребностям.

Металлический сердечник должен содержать большое количество мелких жил — от десятков до тысячи. Сечение жилы должно соответствовать мощности аппарата и току электродуги. К примеру, для электродов 2—3 мм зачастую хватает силы тока в 100 А. Подойдет хороший кабель сечением 6 мм2 с устойчивостью к нагрузке до 11 кВт. Чаще же сварочник выдает больший ток, поэтому провод должен быть толще.

Основные требования к сварочным кабелям:
- Подавать ток к сварочным поверхностям с минимумом потерь.
- Быть достаточной длины, веса, толщины. Это обеспечивает минимальный нагрев с возможностью удаленной работы без перемещения самого аппарата.
- Обладать надежной изоляцией проводника от влаги окружающей среды.
- Иметь высокую износостойкость.
- Не поддаваться влиянию низких температур. Например, при работе зимой обязательно выбирается резиновая изоляция с маркировкой КГ или КГ-ХЛ. Причем вторая работает при температурах далеко за -35 градусов. Изоляция из ПВХ категорически не подходит из-за невозможности работы при низких температурах, неустойчивости к ультрафиолету.

- КС – сварочный.
- КГ — кабель гибкий в одинарной или двойной изоляции.
- КГ-ХЛ — кабель гибкий холодоустойчивый для очень низких температур.

Существует 3 типа проводников: с одной, двумя, тремя жилами.
- Одножильный характерен для простых инверторов и чаще используется гаражными мастерами.
- Двухжильный объединяет провода катода, анода. Проводники аналогичны по конструкции. Весь смысл такой конструкции — в удобстве подведения высокочастотного, переменного тока.
- Трехжильный применяется в автоматической сварке длинных металлических конструкций. Большее количество жил дает однородный качественный шов.
Иногда в работе необходимо удлинение сварочного кабеля. Это делается при работе в стесненных условиях или на высоте, чтобы не таскать с собой аппарат. Производители не высказываются однозначно о возможности удлинения проводников. Однако среди сварщиков повелось, что этого делать нельзя. Однако длину кабеля увеличивать можно. Главное — помнить, что удлинение на 1 м должно соответствовать увеличению сечения на 40—50 %. В противном случае, проводник станет неконтролируемо разогреваться, сварочная дуга уменьшится, а управлять ей станет сложнее.
Как заменить
С кабелем меняем все заводские элементы, не отличающиеся качеством:
- Электродержатель бывает трех видов: вилочный, пружинный, винтовой. Первый изготавливается самостоятельно, надежен, но не изолирован. Пружинные удобны, но в низшей ценовой категории не лучшего качества. Винтовые надежно держат электрод, подходят неопытным специалистам.
- Силовой кабель — второй элемент по значимости. Качество актуально при работе со слабым сварочником, сила тока которого едва дотягивает до 120—130 А. Хуже качество — выше сопротивление материала. Лучше выбирать КГ-ХЛ одножильный на предельные величины аппарата с учетом его размера. Стандартная длина — 2—3 м. С увеличением ее меняется площадь проводника. Для тока 160—190 А достаточно 16 мм2 при стандартной длине. Для профессиональных аппаратов на 250 А сечение увеличиваем до 25 мм2.
- Зажим для массы выбираем на большую силу тока, либо покупаем клемму заземления из латуни.
- Сварочные разъемы идут в комплекте с аппаратом. При необходимости приобретаются отдельно. Присутствие медных полосок под винты крайне желательно.

В сборке ничего сложного нет.
- Кабель с держаком делаем на 1—2 м длиннее идущего на массу. Запас кабеля позволит не передвигать сварочный аппарат при работе с массивными, длинными конструкциями.
- Зачищаем концы проводов. Лучше это сделать стриппером для снятия изоляции.
- Зажимаем кабель в держаке с проставкой под винт, чтобы не разломить часть волосков.
- Кабельную вилку монтируем подобным образом.
В итоге получаем универсальные кабеля, помогающие во многих ситуациях, работающие без перегрева. КГ-ХЛ прекрасно служит в условиях крайнего Севера.
По стоимости самосборный комплект несколько дешевле заводских, а по качеству выше.
Читайте также: