Жесткая вах сварочного инвертора
Обновлено: 19.09.2024
Вообще только сейчас подумал, что динамическая ВАХ - свойство не дуги, а источника. Дуга вполне статична. А вот собственно процесс сварки включает в себя всякие там поджиги и прочие переносы капель и чем шустрее эти изменения отрабатывает источник (т.е чем лучше у него динамические характеристики) тем лучше идёт процесс. Чем жирнее дроссель на выходе - тем хуже динамика
BAN , надо замутить ОС по напряжению.
И вставить в сварочную цепь дроссель, либо подобрать АЧХ ОС для эмуляции дросселя электронным способом.
6. Прошу прощения за получившуюся длинную паузу, но, чтобы довести тему до конца, продолжу о самом интересном - взаимосвязи формы ВАХ источника и удобстве и качестве работы сварщика.
Напомню виды ВАХ для ММА на примере которых удобно проиллюстрировать суть дела:
Первая картинка описывает «классику жанра» поведение источника с регулировкой тока с помощью балласта, вторая «старого доброго» тиристорного или простого «без затей» инверторного источника, третья - современного профессионального инвертора.
Напомню, синяя кривая – это ВАХ дуги данная нам природой повлиять на нее можно только одним способом - удалять электрод от детали - дуга будет длиннее напряжение дуги возрастет – кривая, сохранив форму, пойдет выше, либо приближать электрод к детали – соответственно напряжение дуги понизится и синяя кривая будет идти ниже.
Красная кривая – ВАХ источника , а зеленый овал – типовая область пересечения ВАХ дуги и источника при нормальном режиме сварки при постоянной или мало меняющейся длинне и, соответственно, напряжении дуги (синяя кривая при этом синхронно приподнимается или опускается).
Три гиперболических кривых – это подсказки кривые равной мощности, условно Р1, Р2, Р3 (на представленном графике 0,6 кВт, 1,3 кВт и 2 кВт соответственно (произведение тока на напряжние в любой точке этих кривых величина постоянная).
Суть происходящего при сварке ММА: Для получения ровного шва при ВАХ источника первого или второго типа необходимо строго выдержывать постоянную длину дуги. Увеличение длинны приводит к повышению мощности выделяемой дугой и более интенсивному плавлению электрода и разбрызгиванию, снижение длинны приводит к снижению мощности выделяемой дугой, остыванию ванны и увеличению риска «залипания» электрода. Для более тонкого управления сваркой во многих случаях необходимо совершать сложные точно выверенные манипуляции электродом, чем с успехом пользуются высококлассные сварщики, но все равно возможности управления сваркой существенно ограничены.
Источники способные реализовывать более сложные комбинированные ВАХ (например как на третьем рисунке кстати не самую мудреную из возможных) предоставляют большую свободу и удобства в работе, позволяя избегать грубых ошибок новичкам и быть виртуозным инструментом в руках Мастера. Работает такая система источник-дуга-сварщик следующим образом. В нормальной длинне дуги (зеленый овал) все как обычно. При сближении электрода с деталью сверх допустимого (напряжение дуги идет в низ) ток сварки, а соответственно мощность существенно повышаются, ванна остается горячей, а электрод плавиться быстрее, в результате (при достаточном запасе источника по току) спровоцировать залипание электрода практически не возможно, даже если с силой давить на электрод. При увеличении длинны (напряжения) дуги сверх заданного уровня, ток и мощность дуги быстро падают но остаются достаточными для ее поддержания без обрыва, при этом ванна охлаждается и появляется возможность ее эффективно контролировать.
Инвертор на сварочный полуавтомат 250А
Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
В результате этого мне хотелось просто выкинуть его. Обратно в магазин его не понесешь, так как прошло много времени, да и работа у меня не одна. Вот и было решено собрать инвертор для моего девайса чтобы избавиться от трансформатора который работал не понятно как.
На рисунке собственно сама схема. Эта схема была взята с основы сварочного инвертора на 250 ампера, который разработал Евгений Родиков. За что ему спасибо.
Правда пришлось мне изрядно повозиться с этой схемой, чтобы обычный сварочный инвертор у которого мягкая ВАХ (вольтамперная характеристика) стала жесткой и чтобы была обратная связь по напряжению и можно было регулировать с 7 вольтах до 25 вольт. Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Для начала нам надо собрать блок питания который будет питать шим генератор и драйвера ключей.
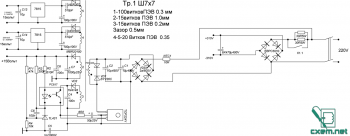
Вот собственно и схема блока питания, она не сложная и думаю не буду вдаваться в подробности и так все понятно.
Принцип работы инвертора
Работа инвертора заключается в следующем. Из сети 220 вольт поступает на диодный мост и выпрямляется потом происходит зарядка конденсаторов большой емкости через токоограничивающий резистор R11.Если бы не резистор то произошел бы сильный бах из за чего выйдет из строя диодный мост. Когда конденсаторы зарядились, таймер на VT1,C6,R9,VD7 включает реле К1 тем самым шунтирует токоограничительный резистор R11 и напряжение в это время на конденсаторах нарастает до 310 вольта. и в это же время включается реле К2 который размыкает цепь резистора R10, который блокирует работу ШИМ генератора собранного на микросхеме UC3845. Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Начало сборки работы инвертора
Саму сборку можно начинать как угодно. Я лично начинал собирать с самого блока питания,который должен питать шим генератор и драйвера ключей. Проверив работоспособность блока питания она у меня заработала без каких либо доработок и настроек. Следующим этапом я собирал таймер который должен блокировать шим генератор и шунтировать токоограничительный резистор R11, убедившись в его работе, он должен включать реле К1 и К2 в течении времени от 5 секунд до 15 секунд. Если таймер срабатывает быстрее чем нужно то надо увеличить емкость конденсатора С6. После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так. Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Настройка и первый запуск инвертора
Перед настройкой и первым пуском еще раз проверяем в правильной сборке. Убеждаемся в правильной фазировке силового трансформатора и датчика тока на маленьком кольце. Датчик тока обычно подбирается количество витков провода чем больше витков тем больше выходной ток, но не стоит пренебрегать из за того, что можно перегрузить силовые ключи и они запросто могут выйти из строя. В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
Кнопку пуска полуавтомата который находится на рукаве горелки нужно сделать в разрыв термодатчика перегрева.И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 - это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
Полуавтомат своими руками Часть 7 Изменение ВАХ на инверторе ММА

Несколько способов подружить инвертор ММА с подающим устройством. т.е модернизация инвертора ММА с круто падающей вольт амперной характеристикой под режим полуавтомата с жёсткой характеристикой.
Комментарии 48
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

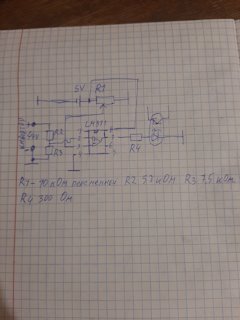
Очень хорошая работа! Тоже хочу попробовать. Lm311. 4 нога — питания. 8 + питания. 2 не инвертированый вход. 3 инвиртированый вход. 7 выход. Запитать от 5 вольт. R 1 переменый на 10 кОм. Получаем от нуля до 5 вольт. R2 57кОм R3 7.5 кОм. Делитель напряжения. При 44V(макс что выдает мой инвертор) на компараторе будет 5V. При 15V на компараторе 1v. R4 300 Ом токоограничивающий для оптопары. Выход 5v с компаратора будет? Нужно что нибудь с остальными ногами делать. Все ли я правильно понял?

Грамотно. Молодец. Склонялся к такому тоже. Фотки дросселя не осталось? Кстати, с коэффициентом заполнения ШИМ ничего не делалось?

Добрый день. Я так понимаю в сварочной электрике силовой вы разбираетесь. Буду очень признателен если возникнут мысли по следующему вопросу:
Есть гаражный кооператив в котором редкостный му@ак председатель отрезал всем коммерческое электричество и оставил по 500 ватт на гараж. Бегает с токовыми клещами и палит кто берет больше и вообще вырубает электричество. Сместить его пока не получается. А варить как-то надо. Большинство сидит на генераторах. У меня трансформаторный полуавтомат (т.е. вся механика для полуавтомата есть), но ему нужно киловатт 5 для нормальной работы по кузовщине. Генератор соответственно нужен эдак на 7-8кВт, что не бюджетно, да и работ не так много.
Вобщем мысль только одна — изпользовать аккумуляторы для сварки. Liion могут без нагрева отдавать 10А. Батарея из 15 параллельных акб уже 150А, чего более чем достаточно.
Вопрос в следующем: если взять грядку IGBT и рулить ими по обратной связи, то по сути получим тот же самый сварочный инвертор? Какого напряжения батареи будет достаточно для нормальной сварки листов до 3мм?


Привет! ЛАЙК…Скази пожалуйста, если у меня на сварочнике имеется функция ФОРСАЖ могу ли я обойтись без переделки?Заранее благодарен

Форсаж дуги есть, но для режима ПА он выкручен на ноль

Класс!Попалось мне подающее, тоже хочу сделать из инвертора па., если что обращусь за консультацией😀.А то в электрике чего то не очень…

У меня аппарат руселком tig/mma мастер wsme 200 AC/DC/ в режиме мма напруга 86 вольт. на шунте падает при макс. токе 56 милливольт. Рассчитал делитель, разница в сопротивлении должна быть примерно 536 раз. воткнул на выход из инвертора. Крутилка тока при этом должна стоять на минимуме. Да, напряжение Х.Х. снизилось до 23.4 вольта. При выкручивании плавно крутилки тока, напряжение как и положено поползло вверх. Но после 30 вольт начинал жужжать инвертор. (это видимо на делителе больше 56 мв было. вернул крутилку тока на место. Поигрался с соотношением резисторов. Так минимальное напряжение и не получилось выставить. видимо не все отключил на выходе инвертора. Видимо осталась цепь поддержания напряжения дуги. Нужно откинуть еще чего нибудь типа контроля напряжения дуги.
ты как проверял напряжение на выходе инвертора? просто нужно подключить на выход какую нибудь нагрузку потому что без нагрузки ты не увидишь нормальное изменения напруги, я в качестве нагрузки подключил обычный электро чайник и тогда стало видно изменение напряги…
а то что когда крутишь ручку тока у тебя шим начинает по разному гудеть это нормальное явление, по тому как ШИМ начинает изменять длину импульсов и транс начинает работать по другому…
короче вы на верном пути… удачи !

Подскажите пожалуйста где взять V-опорное? Инвертор Сварог ARC 205. Буду очень благодарен

и еще у моего апарата следущия характеристика 20а/20.4в -250а/30в очень надеюсь на ващу помошь !я думаю очень многим это поможет !
ЗДРАСТВУЙТЕ! ИДЕЯ ОЧЕНЬ ИНТЕРЕСНАЯ ДАВНО МЕЧТАЛ О ПОЛУАВТОМАТЕ ! САМ ПРОФИСИОНАЛЬНЫЙ СВАРШИК ОЧЕНЬ ЛЮБЛЮ КЛАСИЧЕСКИЙ АВТОПРОМ )) НО В РАДИОТЕХНИКЕ НЕ ОЧЕНЬ СИЛЕН МАКСИМУМ МОГУ РЕЗИСТОР ОТ КОНДЕНЦАТОРА ОТЛЕЧИТЬТ И ПРИНЦИП РАБОТЫ ЧЕ ДЛЯ ЧЕГО ! ИМЕЮ В НАЛИЧИИ ИНВЕРТОР ДОСТАТОЧНО МОЩЬНЫЙ БЕЗ ШУНТА, ИНТЕРЕСУЕТ СХЕМА С КАМПАРАТОРОМ НЕ МОГЛИ ЛИ ВЫ ПОМОЧЬ НА СХЕМЕ УКАЗАНО ЧТО РЕЗИСТОРЫ 0.125ВТ А НАМИНАЛ Я ПОНИМАЮ НАДО САМОМУ РАСЧИТЫВАТЬ В ЗАВИСИМОСТИ ОТ НАПРЕЖЕНИЯ ИНВЕРТОРА? И ВОПРОС ПО ОПОРНОМУ v Я ТАК ПОНИМАЮ НУЖЕН ОТДЕЛЬНЫЙ БЛОК ПИТАНИЯ?ЗАРАНИЕ СПАСИБО ! ДВА ДНЯ ШТУДИРОВАЛ ИНТЕРНЕТ НО НИЧЕГО СТОЮЩЕГО НЕ НАШОЛ ПОМОГИТЕ ПОЖАЛУСТА!

Доброго времени суток! Очень вдоххновился вашей идеей, могу расчитывать на консультацию в процессе сборки своего апарата?
Материал от Miller - понимание ВАХ и разница между ММА и TIG
Выбор сварочного аппарата постоянного тока (CC) DC для целей обучения.
Понимание индивидуальности сварочного аппарата постоянного тока (CC) означает успешный или неудачный тест на сварку, или приводит к различию между студентом, который сделает карьеру в сфере сварки, и тем, кто может отказаться от профессии, разочаровавшись в результатах. Узнайте, как читать кривую ВАХ (вольт-амперной характеристики) и выбрать подходящий сварочный аппарат для целей обучения.
Реальная история: молодой подмастерье (назовем его Джо) сдавал тесты для работы сварщиком штучными покрытыми электродами (ММА) на трубопроводах, используя незнакомое оборудование. Джо провалил несколько тестов подряд, чего никогда раньше не было. Это вина Джо? Он недостаточно занимался? Нет, Джо делал все правильно, но выбрал для этого неподходящее оборудование. Инструктор заметил неприятности Джо и поставил его на другую сварочную машину, и его следующий шов был безупречен.
То, на что Джо и многие другие не обращали внимания, является двумя разными особенностями («характерами») сварочных аппаратов постоянного тока. Вы можете много узнать об особенностях аппарата, посмотрев на его вольт-амперную кривую, «свидетельство о рождении» сварочника:
1. Сварочные аппараты для сварки штучными электродами (ММА), которые могут сваривать TIG. Примером такого типа сварочного аппарата может быть генератор постоянного тока, блок типа магнитного усилителя «8 шт» или традиционный сварочный аппарат с большим механическим реостатом для контроля силы тока. Старые сварщики называют эти машины «спусками» (“drooper”) из-за формы их ВАХ (см. рис.1).
Рисунок 1 – Наклонная ВАХ традиционного блока ММА (который также может сваривать TIG) позволяет оператору контролировать выход тепла и форму сварного шва путем манипулирования электродом.
2. Сварочные аппараты TIG, которые «могут сваривать ММА». Они имеют падающую ВАХ постоянного тока (см. рис. 2). Примером такого типа сварочного аппарата может служить обычная машина TIG (Джо выбрал аппарат этого типа для сварки электродом E7018).
Рисунок 2 – Обратите внимание на то, что кривая ВАХ на этом современном сварочном аппарате TIG почти вертикальна. Сила тока будет оставаться постоянной, даже если оператор меняет напряжение (длину дуги).
Есть также сварочные аппараты, одинаково хорошо работающие в режимах TIG и MMA, в них часто используется технология инвертора (Джо использовал инвертор для проведения теста на сварку). Сварочные аппараты подобного типа могут формировать как диагональные, так и вертикальные ВАХ (рис.3).
Рисунок 3 - ВАХ инвертора, «изменяющего свойства», при переключении режимов ММА и TIG. Также обратите внимание на то, как проценты для управления силой дуги (форсаж дуги) увеличивают силу тока при падении напряжения.
Чтение кривой ВАХ
Чтобы интерпретировать кривую ВАХ, нужно понимать взаимосвязь между длиной дуги и напряжением. Основным фактом процесса дуговой сварки является то, что по мере увеличения длины дуги напряжение увеличивается. По мере уменьшения длины дуги напряжение падает.
Производители разрабатывают сварочные аппараты для сварки таким образом, что, когда оператор меняет длину дуги, сила тока противоположна напряжению. Если оператор уменьшает длину дуги (понижает напряжение), ток увеличивается. Если оператор увеличивает длину дуги (увеличивает напряжение), ток уменьшается. В сочетании с этой информацией, еще одним основным фактом, который операторы должны помнить, является то, что напряжение представляет собой электрическое давление. Давление (напряжение) контролирует высоту и ширину сварного шва, в то время как сила тока контролирует проникновение.
Вооруженные этими знаниями, повторите анализ Рис. 1. Опытные сварщики ММА знают, что «вытягивание длинной дуги» (увеличение напряжения при понижении силы тока) позволяет им создавать плоский широкий бортик с неглубоким проникновением. Длинная дуга также заставляет сварочную ванну быстрее затвердевать, поскольку она снижает общее количество энергии. И наоборот, приближение электрода к соединению (увеличение силы тока при понижении напряжения) создает более узкий шов, более глубокое проникновение и более жидкую (более горячую) сварочную ванну.
По этой причине производители изготавливают сварочные аппараты «только для TIG», так что изменения напряжения не влияют на ток. Как видно на рис. 2, такой аппарат обеспечивает вертикально падающую ВАХ. Он удерживает постоянную силу тока независимо от напряжения (длины дуги), что и привело к провалу Джо во время его испытания на сварку ММА. Джо, возможно, был лучшим в мире сварщиком, но «машина TIG, способная варить ММА» просто не могла правильно реагировать на манипуляции Джо электродом.
Производители обычных сварочных аппаратов TIG/ММА преодолели некоторые из этих ограничений, добавив функцию форсаж дуги (более подробно о ней – ниже). Тем не менее, во многих учебных заведениях есть более старое оборудование TIG без этой функции или, если у них есть современное оборудование, не все понимают, как использовать форсаж дуги. В любом случае, ученики находятся в невыгодном положении, когда учатся сваривать ММА. Кроме того, TIG-специфические аппараты имеют более сложные элементы управления, которые могут запутать начинающих. Наконец, несмотря на то, что многие сварщики работают очень хорошо, они просто не могут победить преимущества и эффективность новых технологий.
Выбор правильного сварочного аппарата
Инверторная технология позволяет производителям создавать сварочные аппараты с «несколькими характерами», с ВАХ как на рис. 3. В принципе, поскольку характер ВАХ контролируется с помощью микропроцессоров и высокоскоростных токовых коммутационных устройств, инвертор может создавать практически любой вид ВАХ. Короче говоря, инверторы могут выполнять все сварочные процессы одинаково хорошо.
Для многих объектов преобразователь постоянного тока CC/CV с выходной мощностью 350 ампер при 60-процентном рабочем цикле отвечает большинству потребностей в сварке. Этот тип устройств (например, инвертор Miller XMT® 350 CC/CV) позволяет обучать студентов сварке электродами (ММА) и сварке TIG в широком спектре применений, а также обучать студентов процессам MIG и сваркой под флюсом. Обратите внимание, что для TIG-специфического обучения и сварки AC TIG на цветных металлах инвертор AC/DC TIG, такой как Dynasty® 350, обеспечивает максимальную гибкость.
Miller обычно рекомендует инверторы, потому что они обеспечивают школам несколько преимуществ:
· Это тип технологии сварки, которую принимает индустрия, поэтому имеет смысл обучать студентов оборудованию, которое они будут использовать профессионально.
· Инверторы составляют примерно одну пятую размера и веса обычных сварочных аппаратов, они занимают очень мало места, что немаловажно.
· Некоторые инверторы предлагают возможность подключения к одно- или трехфазному питанию в широких диапазонах первичного напряжения (например, от 115 до 460 или от 190 до 630 В переменного тока). Кроме того, инверторы потребляют ток значительно меньшей величины, позволяя подключать больше сварщиков к питанию.
Самое главное, инвертор предлагает расширенные средства управления дугой, которые позволяют учащимся быстрее освоиться. Инвертор может сделать хорошего сварщика из среднего ученика, позволяя отличным студентам выявить свой полный потенциал.
Расширенное управление дугой
Для обеспечения оператора дополнительным управлением дугой, продвинутые сварочные аппараты постоянного тока предлагают функцию контроля форсажа дуги. Эта функция позволяет операторам адаптировать форму ВАХ для лучшего соответствия различным конфигурациям стыков и типам электродов, и она может создавать дугу, которую опытные операторы описывают как «мягкую и эластичную» или «жесткую и направляющую».
Рисунок 4 – Увеличение силы дуги облегчает для этого сварщика труб хорошее проникновение на открытом корневом проходе с электродом E6010.
При нормальных условиях сварки электродом и длине дуги ее напряжение составляет примерно 20 вольт. Однако некоторые сварочные ситуации требуют более короткой длины дуги, например, когда оператор должен подталкивать стержень в плотный угол или в глубокий скос открытого корневого соединения. В этих ситуациях электроды, как известно, склонны «прилипать» (например, напряжение падает настолько низко, что дуга гаснет сама). Управление форсажем дуги преодолевает эту проблему за счет увеличения тока, когда уровни напряжения опускаются ниже примерно 20 вольт (см. Рис.3). Повышение тока увеличивает общую мощность, удерживает сварочную ванну расплавленной, предотвращая прилипание электрода и облегчая работу сварщика (оператора).
Следует помнить, что инверторы могут настраивать сварочный выходной ток тысячи раз в секунду. Таким образом, скорость человеческой руки, толкающей электрод, ничто по сравнению со скоростью микропроцессора! Работа с новейшими современными сварочными аппаратами подобна счету на компьютере в сравнении с обычными счетами.
Для школ и учебных центров, которые хотят преподавать сварку ММА, TIG и MIG*, выбор правильной машины может означать разницу между тем, чтобы помочь студентам стать успешными как можно быстрее или выйти из программы сварки в расстройстве. В целом индустрия отчаянно нуждается в том, чтобы добавить в свои ряды более квалифицированных операторов сварки. Мы обязаны предоставить студентам и стажерам инструменты, которые помогут им добиться успеха.
* Не забывайте о многопроцессных сварочных аппаратах CC/CV, которые обеспечивают питание для ММА, TIG, MIG, флюса и воздушной дуги.
Рисунок 5 – Об авторе. После ухода из военно-морского флота США, где он работал по контракту на подводной лодке, Нил Борхерт присоединился к Miller Electric Mfg. Co. в 1977 году и 12 лет проработал в качестве инструктора. Сегодня, будучи менеджером по развитию бизнеса, он широко работает со школами и учебными заведениями.
Настройка дуги
У каждого сварщика есть свои представления о том, как настраивать форсаж дуги, который регулируется ручкой на передней панели машины. Некоторые общие рекомендации заключаются в следующем:
Для открытых корневых швов на пластине или трубе обычно выбирается электрод XX10 (6010) или XX11 (6011) для первого прохода. Во время этого прохода оператор пытается достичь полного проникновения. Путем добавления управления дугой, обычно к верхнему краю шкалы (скажем, 5 или 6 из 10), оператор может управлять силой тока (пробиванием) по длине дуги.
Для более глубокого проникновения просто уменьшите длину дуги, вставив электрод в соединение. В этот момент - и только в этот момент - управление силой дуги активируется и обеспечивает необходимый импульс тока. Повторяем: операторы будут испытывать изменение дуги только тогда, когда они уменьшают длину дуги до точки, где уровни напряжения опускаются ниже 20 вольт на большинстве машин.
Для электродов, не используемых на открытых сварных швах, увеличьте форсаж дуги до того момента, когда электроды не прилипают во время сварки (возможно, 2-5 по шкале от 1 до 10).
Если вы пользуетесь режимом TIG, установите форсаж дуги на ноль или выключите его (если у вас сварочный аппарат с отдельными настройками для TIG и ММА, это не будет иметь никакого значения). Обычно аппарат отключает управление дугой при переключении в режим TIG.
Правильная ВАХ на сварочном инверторе
Подскажите кто что знает, как достигается правильная ВАХ в сварочном инверторе в котором только есть контроль тока сделанном на трансформаторе тока?
Что имеем на холостом ходу напряжение на электроде и свариваемой детали имеет около 70 Вольт при касании электродом поджиг дуги и напряжение на конце электрода становиться 25 Вольт это правильное напряжение при сварки. Во многих сварочных инверторах нету контроля напряжения, так как же достигается эта ВАХ?
Армянское радио спрашивают:
-Может ли ЗАПОРОЖЕЦ разогнаться до 200 км\час?
- может! Если спустить с горы Арарат!
Так за что плачено, то и получаете
Вот
зарабатываем и получаем удовольствие от процесса.
copich , Он не совсем об этом спрашивал. Но его вопросы скорее к инженерам, которые могут спроектировать инвертор.
А вообще да, аппарат за 40 тыр очень доступен для всех, особенно в деревне полезен, где ни сети, ни денег.
Намек понятен - покопайтесь у Авроры- найдете чего, полезного для себя. И по цене всего втрое ниже 40 кР.
Ну все равно, у нас нет времени копаться по сайтам, поэтому спасибо copich за доставку видео.
Мнение сварщика тут:
Всем привет.
Подскажите кто что знает, как достигается правильная ВАХ в сварочном инверторе в котором только есть контроль тока сделанном на трансформаторе тока?
Что имеем на холостом ходу напряжение на электроде и свариваемой детали имеет около 70 Вольт при касании электродом поджиг дуги и напряжение на конце электрода становиться 25 Вольт это правильное напряжение при сварки. Во многих сварочных инверторах нету контроля напряжения, так как же достигается эта ВАХ?
Так у вас инвертор сделан на трасформаторе или " контроль тока" на трансформаторе. Что за аппарат такой?
copich , Он не совсем об этом спрашивал. Но его вопросы скорее к инженерам, которые могут спроектировать инвертор.
А вообще да, аппарат за 40 тыр очень доступен для всех, особенно в деревне полезен, где ни сети, ни денег.
Намек понятен - покопайтесь у Авроры- найдете чего, полезного для себя. И по цене всего втрое ниже 40 кР.
Ну все равно, у нас нет времени копаться по сайтам, поэтому спасибо copich за доставку видео.
Мнение сварщика тут:
Если хотите спроектировать инвертор, то за информацию ПЛАТИТЬ нужно! Или вы на ХАЛЯВКУ хотите?
И если у вас такие скудные знания, что видео вам не помогло в ответе, и вы не видите разницы между инвертором за 40кр и за 5 кр, то тут вам ни чего не поможет.
А Аврора сделанная по технологиям 90-х годов, мне ни чего нового не даст. Это старые технологии. Есть бренды, которые делают по новым технологиям и это не 5тр в стоимости, такова реальность. Я не про гарантию, что дорого, значит хорошо. Я про реализацию и работу инвертора. Принцип у всех один, а вот реализация и тонкости - есть определяющая составляющая стоимости.
как достигается правильная ВАХ в сварочном инверторе в котором только есть контроль тока сделанном на трансформаторе тока?
Аппаратно - источник тока для ММА - стабилизатор тока, для ПА - стабилизатор напряжения. В первом приближении. Далее начинаются хитрости-плюшки от производителя.
Я лично ничего не хочу. А чего вы так остро реагируете? Кому надо, давно в курсе, какие инверторы стоит брать, а какие - нет. Я у них спрошу, если что.
А насчет проектировать. У немцев есть опыт, пусть они и проектируют.
Я лично ничего не хочу. А чего вы так остро реагируете? Кому надо, давно в курсе, какие инверторы стоит брать, а какие - нет. Я у них спрошу, если что.
А насчет проектировать. У немцев есть опыт, пусть они и проектируют.
Ваш комментарий как в первый раз так и во второй, является из серии - СЕКРЕТНЫЕ МАТЕРИАЛЫ!
Либо настолько скудны мои знания и я понять не могу ваши вопросы.
Цель вопроса какая? Я же привел как пример анекдот про запорожец. Нет конкретики в вопросе - нет конкретики в ответе!
Я не задавал никаких вопросов. Вы меня спутали с VladimirUVV , походу. Выпейте лучше коньяку грамм 300, успокойтесь.
Кто предлагает, тот и наливает. Сначала отправьте товарищу бутылку приличного коньяка, а потом уже советуйте принять 300.
И 300 - это не доза для коньяка. Максимум - 150. Это хорошую водку и настойки по поллитра принимают.
SergDemin , Он просто расстроился на 300 грамм.
Непонятно, с чего. А мож, он с бодуна был? Сейчас отсыпается. Я ж ничего не делал, Сказал ему спасибо за видео (от души, причем). Мне оно было реально полезно. А он в бутылку че-то полез. А если я всем, кто на форумах расстраивается, начну коньяки рассылать, то че это будет? Спаивание. Кстати, я сам не пью. Алкоголик бывший, в завязке. Абсолютной. Попробуйте лет 10 не попейте. Ничего. Даже пивасика. Даже ни граммулечки. Побеседуем потом о впечатлениях. Раньше я мимо бутылки пройти не мог, а теперь реально раздаю направо-налево бутылки, которые народ мне надаривает-натаскивает. Сварка - это хобби. Времени-то много осталось после бросания выпивки.
1. Мне не на что обижаться.
2. Вы подключились в беседу, как будто так же и ваш это интерес
3. Выпить то можно, но не в данном случае, это не повод.
edon наверное тот же redbo super arc. Так себе аппарат.
Ну всё ясно. Реально это огромная тайна корпораций и это не шутка. Буду сам на реальном железе доходить до ВАХ.
Каких там корпораций. Инверторы теперь не ляпает только ленивый китаец. А ВАХи их неизвестны только потому, что их никто не снимал. В комментах к видео все кинулись предлагать авроре "протестировать и тот инвертор, и этот. " Нет столько возможностей у Авроры тестировать всякий хлам. Люди сами могут протестировать свои инвертор, по "ощущениям от процесса".
Уже давно отираюсь на нескольких форумов электронщиков и периодически поднимаю этот вопрос но ответа нет хотя есть авторы самодельных сварочных инверторов в итоге они не знают как на их конструкции эта ВАХ достигается.
VladimirUVV , Посмотри тут, поймешь наверняка, чего и как.
в инверторе с датчиком тока на трансформаторе тока можно получить как штыковую вах (ток не зависит от напряжения дуги), так и крутопадающую вах. контроль напряжения для этого не нужен. штыковая хороша для аргона, но плоха для электрода (электрод имеет склонность к залипанию, особенно на короткой дуге). Аппарат с крутопадающей вах поднимает ток при укорочении дуги, помогая предотвратить залипание. В простейшем случае, при поцикловом ограничении тока ключей имеем штыковую вах. При усложнении цепи ОС можно получить крутопадающую и скорее всего даже с загибом внизу ВАХ без оос по напряжению. Причем всё усложнение состоит из нескольких деталек емнип. Насколько помню, исходная схема инвертора Бармалея была с поцикловкой и штыковой вах, позже его модифицировали и получили вах наклонную. Но могу ошибиться, давно раскуривал бармалейника. Бармалейник гуглится. А в китайской этажерке, как я понял, наклонная вах получается за счет нелинейной оос в усилителе постоянного тока на операционнике через пару светодиодов. Если разорвать цепь светодиодов - вах становится штыковая.
Читайте также: