Что можно использовать вместо сварки металла
Обновлено: 05.07.2024
Часто возникает задача, что необходимо сварить тонкий металл. Ворота для гаража, бак для банной печи, или забор на даче. Найти сварщика, привезти его, показывать-рассказывать, да еще и платить — так себе идея. Самому в этом плане гораздо проще и выгоднее. Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой.
Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2.
Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.

Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа.
Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.

Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором?
Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод.
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.

Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.

На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить.
Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм.
Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.

Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться.
Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.

Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.
Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Как варить полуавтоматом с углекислотой тонкий металл.

Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.

Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.


После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали.
Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:

Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Холодная сварка для металла: плюсы и минусы
Современный клей, обладающий высоким уровнем прочности, необходим для многих работ в различных отраслях промышленности. Таким материалом является холодная сварка. Продукция нашла свое применение в области проведения ремонта транспортных средств и сантехники, устранения различных дефектов металлических поверхностей и восстановления резьбы.
Особенности
Состав может быть использован в любых сферах, где эффективна обычная сварка для металла, однако ряд объективных причин препятствуют работе последней. Такой метод соединения металлических поверхностей заключается в объединении элементов при помощи пластичности сварочной смеси, которая проникает в материал.
Особенностью холодной сварки также является тот факт, что для обеспечения продуктивной работы нет необходимости в покупке специализированного дорогостоящего оборудования. Этот способ можно отнести к сварке давлением, однако спайка получается за счет глубокого пластического деформирования, которое разрушает оксидный слой материала, что делает расстояние между элементами аналогичным параметрам кристаллической решетки. Именно увеличение энергетического уровня веществ благоприятствует созданию прочной химической связи.



Свойства данного материала дают возможность работать с поверхностями и конструкциями из цветных и черных металлов. Главной особенностью такого способа скрепления является тот факт, что холодная сварка представляет собой идеальный вариант для ремонта металлических изделий, чувствительных к нагреву, и обеспечивает надежное соединение между собой различных металлов.


Метод обладает рядом преимуществ.
- Продукция доступна для потребителей, продается во многих супермаркетах.
- Проводить соединения элементов в большинстве случаев можно без их предварительного демонтажа.
- Работы не отнимают много времени.
- Склеиваемые поверхности не деформируются, поскольку не подвергаются воздействию высоких температур.
- Сварочный шов отвечает требованиям эстетической привлекательности.
- Часто данный метод выступает единственной возможностью соединить детали. Это касается сварки элементов из меди и алюминия, а также емкостей, которые содержат взрывоопасные вещества.
- Технология исключает образование отходов.
- Нет необходимости прилагать максимальные усилия для проведения процесса соединения деталей.
- Материал абсолютно безвреден.
- Для работы не нужны особые навыки и специальный инструмент.
- Существуют термостойкие разновидности состава, с которыми можно работать при температуре более +1000 С.


К недостаткам материала относят несколько особенностей.
- Прочность сварочного шва все же имеет меньший показатель в сравнении с обычной сваркой, поэтому продукция не всегда годится для применения в промышленных масштабах.
- Холодная сварка не позиционируется как материал для заделывания больших дефектов.
- Поверхности, которые нужно соединить, нуждаются в тщательном очищении перед нанесением состава. В противном случае качество сцепления резко уменьшается.
Исходя из расположения соединительного шва и типа рабочих поверхностей, можно выделить несколько разновидностей холодных сварок.
- Точечная – рекомендуется для шин и кухонной посуды из алюминия и меди, крепления насадок на алюминиевые провода, благодаря чему возрастает качество соединения электрических контактов;
- Шовная – предназначена для производства корпусов различных устройств и оборудования, а также объемных герметичных емкостей;
- Стыковая – применяется для изготовления колец и соединения проводов;
- Тавровая – используется для склеивания латунных шпилек, шинопроводов электровозов;
- Сварка сдвигом – предназначена для труб, обеспечивающих подачу воды, включая отопительные системы, а также для линий передач на железной дороге.



В зависимости от клеевого состава и его густоты, сварка классифицируется следующим образом:
- Пластилинообразная, напоминающая брусок, имеющий один или два слоя (технология использования такого материала требует предварительного перемешивания и размягчения продукции);
- Жидкая, состоящая из клея и отвердителя, которые необходимо смешать перед нанесением (поэтому она называется двухкомпонентной).


Относительно целевой направленности выделяют несколько типов холодной сварки.
- Водостойкий состав, предназначенный для проведения работ в воде.
- Продукт для ремонта транспортных средств, включающий в себя наполнитель из металла. Данная сварка выпускается специально для работ с автомобильными деталями.
- Продукт, предназначенный для работы с металлами, имеющий в своем составе определенный наполнитель, благодаря которому между собой соединяются почти все виды поверхностей.
- Сварка универсального назначения. Она обеспечивает надежное соединение разных материалов (дерева, различных полимеров и т. д. ). Этот продукт является самым востребованным на рынке.
- Высокотемпературная холодная сварка. Она может использоваться при температуре от +1500 до -60 С.
Технические характеристики
Холодная сварка – это пластичный клей, выпускаемый на базе эпоксидной смолы. Двухкомпонентный состав хранится долгое время без утраты его основных свойств. Однокомпонентная продукция требует оперативного нанесения, поскольку она быстро теряет свои соединительные качества.
Чаще всего средство выпускают в виде двухслойного цилиндра. Его оболочкой выступает отвердитель со смолой и металлической пылью внутри. Подобная добавка обеспечивает прочное соединение.
Помимо основных компонентов сварка включает в себя и другие добавки, например, серу. Добавки обеспечивают уникальные качественные характеристики состава. Весь перечень используемых веществ производители, как правило, не оглашают.
Основными компонентами, которые присутствуют в большинстве холодных сварок для металла, являются следующие:
- эпоксидная смола – главный элемент (обеспечивает связывание материалов между собой);
- наполнитель, представляющий собой металлическую пыль (отвечает за прочность всей связки, делая шов термостойким);
- разнообразные добавки, состав которых формируется производителем в зависимости от типа сварки.
Температурные характеристики холодной сварки тоже зависят от состава продукции. Обычно инструкция к товару содержит информацию о параметрах, при соблюдении которых соединение будет надежным и прочным. Для большей части составов максимальным является показатель равный +260 С.
Производители
На отечественном рынке самыми популярными производителями являются иностранные компании, поскольку российская продукция имеет более низкое качество, о чем свидетельствуют многочисленные потребительские отзывы. Отечественная продукция представлена торговыми марками «Алмаз» или «Полимет», Henkel. Лидерами среди иностранных составов считаются Hi-Gear, Abro, Poxipol.





Abro Steel – американская двухкомпонентная сварка универсального назначения. Материал выдерживает воздействие разных агрессивных веществ и отлично сохраняет свои свойства вплоть до температуры +260 С.
Hi-Gear «Быстрая сталь» производится для работ с металлом, пластиком и камнем. Продукция обеспечивает прочное соединение, устойчива к механическому и химическому воздействию.


Henkel «Момент СуперЭпокси» широко используется для соединения сплавов из металла и других материалов. Свои свойства состав сохраняет до температуры +140 С.
Уругвайский Adefal Trading S. A. Poxipol – универсальная двухкомпонентная холодная сварка. Максимальной температурой для такой продукции является показатель +120 С.

Германская Wurth Liuguid Metal Fe 1 выпускается для работ с керамическими и металлическими деталями и конструкциями. Материал не горит и не содержит растворителей. Состав сварки обеспечивает ее устойчивость к агрессивным веществам. Максимальной температурой для подобной продукции считается +120 С.
Холодная сварка для батарей и водопроводных труб Mastix лучше всех остальных составов справляется с задачей заделывания трещин и других дефектов на подобных конструкциях. Температура в трубопроводах не превышает допустимую составляющую +120 С, поэтому продукцией можно пользоваться в домашних условиях. Такая сварка позволяет создавать утраченные части и новые детали.

Металлосиликатная продукция Kerry «Термо» обладает повышенной вязкостью. Она отлично зарекомендовала себя в работе с жаростойкими сплавами из стали, чугуна и титана. Состав устойчив к механическим воздействиям, поэтому рекомендован для ремонта автомобильных деталей. Продукт выдерживает перепады температур от +900 до -60 С.


Советы
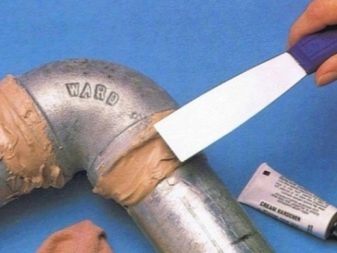
Чтобы правильно применить состав, необходимо выполнить ряд подготовительных процедур. Прежде всего, нужно убрать с поверхности пыль, жирный налет, масляные пятна и другие загрязнения. Это касается и ржавчины, ее тщательным образом счищают, чтобы обеспечить доступ к сцепляемым поверхностям. Только после того, как покрытие будет пригодно к работе, следует приступать к сварке.
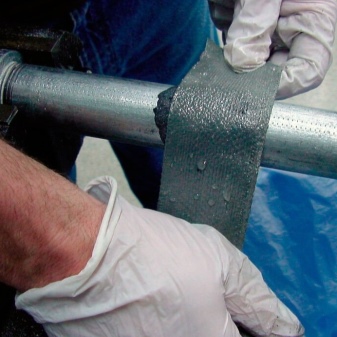
Двухкомпонентные составы извлекаются из упаковки и тщательно перемешиваются. Жидкие и твердые композиции должны прийти к состоянию пластичности, за счет чего им можно задавать различную форму. Работы осуществляются только при соблюдении мер безопасности – нужно исключить риск попадания продукции на кожные покровы.



Как только состав приобретет приемлемую консистенцию, его сразу нужно применять по назначению, поскольку материал быстро сохнет.
Рекомендуется контролировать толщину слоя нанесенного материала. Первый слой не должен превышать 6 мм. При необходимости накладывается второй слой холодной сварки, но только после того, как окончательно просохнет предыдущий. Эксплуатировать конструкцию по прямому назначению можно будет, когда состав полностью затвердеет.
Многие покупатели задаются вопросом о том, какая холодная сварка лучше. Ответ на подобный вопрос дать сложно, поскольку технические характеристики состава подбираются индивидуально, учитывая целый ряд важных нюансов, которые касаются типа металлических поверхностей, условий эксплуатации и многих других принципиально значимых факторов.



Единственной рекомендацией является пожелание отдавать предпочтение известным торговым маркам, продукция которых имеет положительные отзывы. Однако в таком случае стоимость продукции окажется достаточно высокой.
Существует несколько моментов, на которые следует обратить внимание при покупке холодной сварки.
- Наличие в композиции добавок и их разновидность. Наполнитель должен соответствовать типу металла, который будет склеиваться при помощи состава, либо иметь прочность не ниже, чем у этого материала.
- Показатели минимальной и максимальной температуры, в диапазоне которой состав сохраняет свои технические показатели. Высокотемпературные составы гораздо прочнее.
- Часто принципиальное значение имеет время застывания сварки. Поэтому правильнее будет приобрести два вида продукта: для оперативного склеивания и стандартного типа. Хотя в большинстве случаев последний вид обеспечивает более надежное и качественное соединение.


О том, как работает холодная сварка, смотрите в следующем видео.
Особенности жидкой сварки и правила ее использования
Жидкая сварка — простая и доступная альтернатива горячим способам соединения металлических деталей. О том, что это такое, может ли, действительно, заменить другие способы при ремонте автомобилей, сантехнических работах, стоит поговорить более подробно. При работе с жидкими составами будет полезно заранее выяснить, как пользоваться сваркой для металла, пластика, изучить технику безопасности и правила обращения с химическими веществами.
Что это такое?
Обычно для прочного соединения металла, пластика применяют горячие способы. Но для выполнения работ в этом случае требуется создание соответствующих условий. Жидкая сварка представляет собой разновидность клеевого соединения, обладающего скрепляющими и герметизирующими свойствами. Средство выпускается в 2-х видах.
- В жидком. Текучий состав в шприцах: в одном содержится основа, в другом – химический реагент для полимеризации. В его основе эпоксидная смола, при соединении с отвердителем приобретающая прочность. Жидкая сварка не имеет резкого неприятного запаха, безопасна для здоровья человека. Такие составы хорошо дополняются армирующими компонентами на тканевой или металлической основе.
- В брусках, в виде пластичного вещества. Внешне оно похоже на оконную замазку или пластилин с 2-компонентным составом. Если брусок один, то он содержит 2 слоя вещества, но чаще комплект представлен в виде 2-х разных фрагментов, которые в ходе применения соединяют, вызывая химическую реакцию.


По своей структуре жидкая сварка бывает монокомпонентной и поликомпонентной. Клеевой состав на полимерной основе обладает высокой степенью адгезии к металлам. Он выдерживает повышение температуры до 1316 градусов, не вступает в реакцию с нефтепродуктами. Для составов холодной жидкой сварки характерно быстрое твердение.
Помимо эпоксидной смолы, в них содержатся заполнитель на металлической основе и упрочняющие химические соединения.
Сферы применения
Использование жидкой сварки, не требующей высокотемпературного разогрева металла, является довольно новым методом соединения материалов. Она подходит для эксплуатации в условиях гаража, экстренного ремонта под открытым небом. Разницы в составах для металла и для пластика нет, но разные виды продукции ориентированы на свои области применения. Наиболее часто жидкая сварка оказывается востребована в нескольких популярных сферах.
- Авторемонт. Она хорошо проявляет себя при починке кузовов, скреплении запчастей. Использовать составы можно как в условиях специализированного сервисного центра или гаража, так и в дороге, в ходе поездок, экспедиций.


- Сантехника. При выполнении работ по восстановлению целостности труб и фитингов, устранению протечек. Жидкая сварка позволяет практически полностью восстановить первоначальную герметичность материала, добиться высокой прочности соединения. Она не нагревается во время химической реакции, хорошо совместима со всеми видами полимеров.

- Монтажные работы. При установке подоконников, окон из ПВХ такие средства обеспечивают превосходную герметизацию, повышают прочность фиксации массивной рамы в проеме.
- Ремонт оборудования газотехнического назначения. Здесь жидкая сварка проявляет себя не менее эффективно, чем в системах трубопроводов с жидкой средой в системах водоснабжения, канализации.


Использование жидкой сварки в виде пластичной массы в основном востребовано в области авторемонта, в мастерских и СТО. При повышенных требованиях к формированию прочного соединения применяют двухкомпонентные составы в шприцах. Они удобны тем, что при выполнении работ на баках, радиаторах не нужно производить слив нефтесодержащих продуктов. При контакте с ними клей не вступает в реакцию, а скорость его твердения позволяет быстро восстановить целостность резервуара. Расход жидкой сварки минимален, она хорошо зарекомендовала себя даже при использовании на самых ответственных участках трубопроводов и систем автомобиля.
Благодаря высокой термостойкости составы этого типа подходят для соединения элементов, подвергающихся значительному нагреву. Это элементы кузова, выхлопные трубы, радиаторы в автомобильной, мотоциклетной, специализированной технике. В быту жидкую сварку можно применять при ремонте печей и котлов, отопительного оборудования, электроприборов различного назначения.
Она подходит и для соединения полимерных, керамических деталей, изделий из многокомпонентных материалов.


Как выбрать?
При выборе составов для холодной жидкой сварки необходимо уделять большое внимание тому, насколько качественным и безопасным будет средство. В первую очередь важно обратить внимание на страну-производителя. Наиболее качественными считаются составы, выпущенные в США, ЕС. Здесь лидируют бренды Permatex, Poxipol, Hi-Gear, Devcon. Российские марки не всегда оправдывают ожидания, из проверенных торговых марок мастера рекомендуют выбирать «Полимет», «Алмаз».



Помимо этого фактора, обращать внимание стоит на ряд важных показателей.
- Особенности поверхностей, подлежащих клеевому соединению. Для правильной работы составов жидкой сварки они должны быть совместимыми с полимеризующимися веществами.
- Температурный диапазон применения. Чем он шире, тем легче будет использовать средства для быстрой холодной сварки в самых экстремальных условиях эксплуатации. Например, при ликвидации локальных коммунальных аварий или в поездке.
- Условия эксплуатации. В инструкции к средству для экспресс-соединения металла и пластика должны быть указаны условия его сушки и твердения. Некоторые варианты требуют довольно тщательной подготовки и наличия мастерской.
Это основные критерии, определяющие, насколько удобным и эффективным будет применение жидких сварочных составов.
Как пользоваться?
При соединении деталей и элементов при помощи специальных клеящих составов и пластичных масс нужно тщательно соблюдать инструкции, рекомендованные производителем. В большинстве случаев порядок действий будет неизменным.
- Подготовка поверхности. Металлические детали тщательно зачищают абразивным способом. Необходимо удалить следы ржавчины, нагара, пайки или сварки. Поверхность должна быть шероховатой – так сцепление будет более надежным. И пластиковые, и металлические детали тщательно обезжириваются.
- Подготовка состава. От пластифицированного бруска отрезают кусочек нужного размера (от каждой части). Жидкий состав выдавливается, в него добавляется отвердитель. Нужно размять или размешать средство, чтобы началось выделение тепла.
- Сварка. Разогретую смесь наносят на соединяемые области, выравнивая их поверхности в районе шва. Важно быстро произвести позиционирование. Качественные составы схватываются и твердеют за короткое время.
- Окончательное закрепление. В зависимости от марки и особенностей состава полная его полимеризация занимает от нескольких часов до суток. В случае экстренного ремонта нужно выждать хотя бы 20-30 минут. Этого хватит, чтобы выполнить первичное скрепление деталей в дороге, а затем доехать до места назначения или СТО.




Существует и ряд правил, касающихся непосредственной работы с жидкой сваркой. Несмотря на ее малую токсичность и высокую эффективность, неправильное обращение может негативно повлиять на прочность соединения или навредить здоровью человека. Следуя простым рекомендациям, все эти факторы риска можно свести к минимуму. Можно выделить несколько полезных практических советов от специалистов.
- Использование средств защиты. Оптимальным выбором станут строительные перчатки с обливным покрытием, частичным или полным, цельные нитриловые изделия. Они не вступают в реакцию с клеем.
- Тщательное дозирование. При склеивании в нескольких точках клей или пластичную массу готовят порционно, небольшими партиями, на 1 раз. Это позволит поддерживать состав в нужном состоянии, избежать его твердения до того, как прочное соединение будет установлено.
- Соблюдение пропорций. Их нельзя нарушать, менять и увеличивать, рассчитывая на повышение прочности крепления при более обильном нанесении. Изменение рекомендованного количества жидких или пластифицированных компонентов приводит к тому, что состав хуже застывает или меняет свои характеристики.
- Предварительное смешивание. При использовании жидких двухкомпонентных вариантов сварки производитель допускает их соединение сразу в месте образования шва. Но опытные мастера советуют сначала соединять их в стеклянной емкости, смешивать, а затем наносить на место крепления. Такой шов будет прочнее.
- Этап обезжиривания и зачистки. Его можно пропустить, адгезионных свойств материала хватит для того, чтобы выполнить склеивание. Это можно использовать в ситуации, когда приходится применять сварку вне мастерской.
- Период склеивания. Важно учесть, что во время первичного соединения категорически запрещается подвергать соединяемые элементы механическим нагрузкам. Это создаст дополнительное напряжение, ухудшит прочность сварки. Обычно это правило распространяется только на первые 30-60 минут после нанесения составов.
Важно помнить о том, что жидкая сварка имеет вполне конкретное назначение. Применяя ее на материалах, которые не указаны производителем, нельзя рассчитывать на достаточную надежность соединения.
О особенностях сварки смотрите в следующем видео.
Наиболее эффективные технологии сварки автомобилей

Виды сварки
Сварка может понадобиться не только подержанному автомобилю, кузов которого неизбежно разрушается вследствие длительной эксплуатации, но и новенькой машине, пострадавшей в ДТП.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Отметим! Технология выполнения сварных работ при сборке транспортных средств отличается от той, что применяется на производствах разного рода металлоконструкций.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла; для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
Стоит заметить, что данный тип сварных операций не подразумевает герметичность соединений, но этот минус можно устранить путем нанесения специального герметика на контактирующие участки деталей.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.

Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор имеет специфический принцип подачи напряжения на электрод, что обеспечивает минимальное разбрызгивание, возможность получить качественный сварной шов.
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
В некоторых случаях применение электродов приведет к деформации и даже возгоранию материала, поэтому на автозаводах используется еще одна технология выполнения сварных работ – холодная сварка: для глушителя, бензобака, двигателя и других деталей авто из тонкого металла.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.

Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Инверторная сварка
В последние годы все чаще при необходимости выполнить сварочные работы для кузова применяется инвертор.
Это усовершенствованный технологически, компактный и легкий сварочный аппарат, работающий на современных компонентах и с особенным методом преобразования тока. Он отличается низкой чувствительностью к пониженному напряжению питания и обеспечивает легкое разжигание дуги.

Электрическая схема аппарата контактной сварки.
Для неопытного сварщика сварочный аппарат инверторного типа – настоящая находка. Инвертор действительно стоит выбрать для ремонта автомобиля в бытовых условиях, ведь не справится с таким аппаратом разве что ребенок.
А примененные в работе электроды ничем не отличаются от расходных материалов при стандартной сварке. Но справедливости ради добавим: при всей простате инверторной сварки ее результаты редко отличаются высочайшим качеством.
Зачастую швы получаются толстыми и недостаточно ровными, из-за неравномерного нагрева металла появляются деформации, даже если держать и управлять прибором мастерски.
По этой причине инвертором варят незаметные глазу места на кузове авто: поверхности в багажнике авто, под крыльями и т.п. Для работы потребуется настроить ток в зависимости от толщины деталей и материала, выбрать электрод и подключить клемму массы к рабочей поверхности.
Сварка углекислотным полуавтоматом
Он позволяет создавать термоустойчивые соединения наилучшего качества и применяется с целью выполнения таких работ:
- переварка порогов, лонжеронов;
- заплатка дыр;
- устранение вмятин.
На заметку! Углекислотный полуавтомат или сварка инвертором отлично подойдут для ремонтных работ с недорогими авто или машинами низкой долговечности.
Такая сварка работает по следующему принципу: двуокись углерода подается под давлением в зону выполнения сварных операций, что приводит к вытеснению воздушной смеси и обеспечивают металлу защиту от окисления. Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Огромное преимущество углекислотного автомата заключается в том, что им можно варить абсолютно любой метал, но для этого в отдельных случаях может потребоваться замена двуокиси углерода на аргон. Поэтому агрегат подходит не только для ремонта рамы кузова, но и иных деталей грузовых и легковых авто.

Схема точечной сварки элементов кузова авто.
К примеру, применяется полуавтоматическая сварка для глушителя из тонкого металла. Чтобы обеспечить шву прочность важно наносить стежки длиной 2 см с шагом в 5 см. Такой сварочный аппарат выбирают для ремонта двигателя, но в сочетании с аргоном.
Для начала готовят подлежащие сварке участки авто: их полностью очищают от краски, ржавчины, загрязнения и пыли. После этого готовят само сварочное оборудование, проверяя нагрузочную способность сети.
Агрегат заряжают проволокой, сняв газовое сопло сварочной горелки, отвинтив ключом ее наконечник из меди, отведя прижимной ролик с проволокой и выставив актуальную полярность.
При наличии флюсовой проволоки на зажим нужно установить плюс, а на горелке ‒ минус. Если же применяется обычная проволока, то ‒ наоборот.
Далее конец электрода следует завести на 10-20 см в подающий канал и подвести прижимной ролик для предотвращения его осыпания, чтобы он попал в ложбинку ведущего ролика.
Оборудование включают в сеть и нажимают клавишу для подачи газа, сварной проволоки, тока. На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
Заключение
Многие автовладельцы задаются вопросом, какой сваркой лучше варить кузов. Специалисты при выполнении реставрационных работ для кузова рекомендуют следующее. Ремонт кузова на видных местах осуществляйте полуавтоматом с электродом.
Если повреждения находятся в скрытых от глаз частях машины, воспользуйтесь инвертором. А реставрацию глушителя своими руками лучше выполнять холодной сваркой.
Клеи, холодная сварка, шпатлевка, герметик. Выбор.

1.Дихлорэтан
Растворенный пластик(от боксов для CD\DVD) в дихлорэтане-хрупковат и не очень склеивает(правда зависит от пластика который клеишь, бывает стойкий к дихлоэтану.Некоторые пластики склеивает нормально.Металл-бесполезно.
Цвет:прозрачный
2.Клеящий пистолет.(полиэтиленовые трубки).
Плюсы:Достаточно хорошо клеит пластик и приклеивает металл. Можно плавить-придавать какую-то конструкцию.
Минусы:из-за эластичности, со временем внутренности расшатываются, если на них постоянно воздействовать.
Цвет:в продаже имеются клеящие стержни практически любого цвета.
Комментарий к использованию, Grawer:
"Я тут все-таки проверил термопистолет, который купил давненько, но для него не было работы. А тут у дочки отвалилась бабочка на заколке для волос. Осмотр показал, что держалась она как раз на термоклее. Удалив остатки старого клея, я обезжирил детали спиртом. Разогрел пистолет и выдавил капельку клея на место соединения. Соединил детали и ничего не приклеилось, клей успел остыть. Второй раз я шевелился быстрее и все отлично получилось. Клей поставляется в цилиндриках по размеру топки пистолета. Бывает разных цветов (в продаже видел янтарный и черный), полупрозрачный (в расплавленном состоянии прозрачный). Пистолет работает по принципу шприца, разогретый клей выдавливается из топки холодной частью цилиндрика-клея."
3.Клей "Титан"
Плюсы:Хорошо клеит мягкие материалы, текучий, сохнет достаточно быстро
Минусы\плюсы: эластичен.
Цвет:прозрачный
4.Клей-гель "Момент"
Плюсы:хорошо скрепляет всё, на много лучше, чем простой "Супер-клей".Он может склеивать пористые материалы.
Хорошо подходит для фиксации деталей.
Минусы:испарения, склеивает пальцы(работать в перчатках)
Цвет:прозрачный
примеры работ:1
5."Праймер 3М"
Клеящая жидкость для усиления адгезии виниловой плёнки(любая марка плёнки) к любой поверхности на стыках и углах.
Плюсы:реально хорошо и уверенно приклеивает плёнку в тех местех, где без него она обычно отклеивается со временем.
Минусы:после нанесения клеящей жидкости(токой кистью), плёнку нужно клеить сразу по месту (нельзя отклеивать или перемещать), быстро сохнет.
Цвет:прозрачный\карамельно-белый
7.Клей обувной Момент "Марафон"
Клей по своей основе напоминает обычный момент, отлично клеит кожзам к дереву, пластику.Запах за сутки практически исчезает.
Соединение получается эластичным, но достаточно стойким при незначительной деформации.Стоит не дорого.
Минусы: в тюбике его очень мало.
Цвет:светло-жёлтый
8.Клей "Момент Кристалл"
Клей по своей основе немного гуще, чем обычный момент.
Клеит кожзам, дерево, пластик
Соединение получается эластичным, но достаточно стойким при незначительной деформации.
Цвет:прозрачный
9.Цианокрилатный клеи:
жидкий состав- "Космофен", " Зеновилд"
густой состав -"Супер момент"(тубы по 50-100гр)
Клеит пластик, полимеризуется в течении суток, схватывается сразу.Дает небольшую усадку. Подплавляет пластик от чего происходит дифузия склеиваемых материалов. Пары этого клея также могут подплавлять пластик, в местах склеивания бывает налет, который не стирается. Но главное держит очень прочно. Все рекламные фирмы с ними работают.
Предосторожности:клей опасный и токсичный, работать только в проветриеваемом помещении, не допускать попадания на кожу. Нельзя работать в перчатках, с тканью он не дружит, она в месте попадания очень быстро нагревается.
10.клей ПВА
Клей по составу напоминает кефир, молочного-белого цвета(бывает полупрозрачным)
Клеит дерево, бумагу, картон.Сохнет в течении 10-15 минут.
11.клей Момент "Пластик"
Прозрачный несколько тянется пластик клеит хорошо.
Клеит полистирол, полиуретан, жёсткий и мягкий пвх.
12.Клей Confiad (акриловая смола)
двухкомпонентный, предназначен для склеивания искусственного камня, однако практика показала, что им можно склеивать и дерево и пластик, не держит металл, и стекло! Плюсы: в комплекте специальный смеситель, для смешивания двух компонентов/достаточно прочен
Минусы, удобнее всего работать со специальным пистолетом (стоит почти 5000) при сильном нагреве/перепаде температур может треснуть/ токсичен
Эпоксидные составы и "холодная сварка"
1.Эпоксидная смола
Плюсы:Соединяет хорошо большие поверхности различных материалов, между собою и различными сочитаниями друг с другом.Шкурить можно.
Минусы:сохнет долго, Тонкие элементы соединяет плохо, трудно придать форму.
Комментарий по использованию, Grawer:
Эпоксидка — тоже отличная вещь, соединение получается очень прочным, как и сама застывшая смола, подтеки лучше убирать сразу, потом тяжело. Также можно "буторить" стружкой, в том числе металлической или цементом, получиться очень прочно. Есть способ высушить ее очень быстро, достаточно нагреть готовый состав, тогда застывает даже если неправильно замешана. Если недолить отвердителя, то застывшая смола будет мягче, но и эффект липкости тоже может проявиться. Если перелить отвердителя, то будет более хрупкой. Я мешаю 1 к 10. далее читаем тут
2.Клей-холодная сварка "Poxipol"(Поксипол).
Плюсы:Быстро сохнет, соединяет различные поверхности между собою.Можно шкурить(шлифовать)
Минусы:Соединение непрочное, немного эластичная, цена высокая.
Цвет:прозрачный, можно окрашивать в любой цвет(при смешивании двух компонентов)
3."HI-GEAR Flexoplast"
Плюсы:Холодная сварка для пластика, хорошо разминается, как пластилин, липнет и на влажную\масляную поверхность, кроме пластика(написано в инструкции)склеивает стекло, дерево, керамику, металл.Схватывается за 5 минут,
полимеризуется за 15 минут, отвердевает за 1 час
Минусы:иногда слоится и трескается под нагрузками.
Цвет:светло-синий
примеры работ:1
4."HI-GEAR Быстрая сталь"
Плюсы:В отличае от подобной холодной сварки "Flexoplast" имеет большую прочность, на много меньше подвержено сколам, хорошо склеивает металл
Цвет:Темно-серый
5."Момент-эпоксилин duo"
Эпоксидная замазка состоящая из двух компонентов, похожая на Hi-Gear, но стоит дешевле в два раза.
Плюсы:Правда, полимиризируется(высыхает) примерно за 2-3 часа, полностью твердеет через 12ч-сутки.Можно сверлить, шкурить, красить.
Хорошо склеивает дерево, пластик(другое не проверял)
Минусы:если накладывать новую замазку на старую подсохшую-иногда слоится и отпадывает, т.к. эта "замаска", при отвердивании становится гладкой очень, нужно либо шкурить, либо наносить риски на невысохшую поверхность.
Цвет:светло-серый
Примеры работ: 1
6.Эпоксидный клей "Момент Супер Эпокси Формула 1"
Двухкомпонентный состав в удобном тюбике в виде двойного шприца с двумя насадками-смесителями.
Твердеет быстро, тюбик лучше израсходовать весь или максимум на два раза(две насадки).
В качестве клея-не пригоден.Не смог склеить текстолит и стеклотекстолит(в составе материала эпоксидная смола) между собою.Соединение получается нестойким к механическим воздействиям.
Герметики и изолирующие(клеящие) ленты
1.Силиконовый строительный герметик для аквариумов
Герметик продаётся в больших шприцах, для удобства использования нужен пистолет.
Плюсы:Более прочное соединение, чем чем клей-пистолет, склеивает различные пластики и металл.
Минусы\плюсы:но опять же эластичен, шкурить красить-бесполезно-плавить тоже
Минусы:Долго сохнет.
Цвет:прозрачный\чёрный
2.Термоусадочная трубка
Пластиковая трубка, при нагревании даёт усадку 2 раза.Нагревать можно, как строительным феном так и малым открытым огнём(спичка\зажигалка\горелка газовая), либо паяльником
Хорошо скрепляет и изолирует любые трубчатые пластиковые детали, особенно кабеля, провода и т.п.
Подбирается под любой диаметр кабеля и имеет любой цвет.
3.Изолента
Клеящая лента из пфх, предназначена для изоляции открытых участков кабелей и проводов.
Цвет:можно подобрать практически любой цвет
4.Супер лента "Момент"
Клеящая лента из пфх, армированная сеткой из тонкого искусственного волокна.Хорошо соединяет пластиковые пакеты и тонкие листы из пфх.Используется чаще для фиксации(на время) деталей и предметов.
Не очень прочно соединяет винил.
Минусы:под воздействием температуры больше 50градусов прочность соединения падает
5.Полиуретановый кузовной герметик-Клей "U-Seal" 501
Продаётся в специализированных магазинах по продаже автоэмалей, герметиков для стёкол и т.п.В больших шприцах, таких же как строительные герметики.
Быстро сохнет(15минут, тягучий, можно предать текстуру после 5-7 минут нанесения.
"Мокрый по мокрому"
Хорошо подходит для быстрого ремонта резиновых патрубков(когда они начинают течь, но ещё не рвутся).
Хорошо клеит пластик к дереву, пластик к металлу, пластик к винилу(плёнка виниловая)
Шпатлёвка и окончательная обработка поверхностей
1."Novol" Professional "Bumper fix putty for plastics"
Шпатлёвка по пластику идеально подходит, как окончальная обработка поверхности перед покраской, в коробочке два тюбика(шпатлёвка и активатор)
Легко наносится, очень быстро сохнет(4-8мин).По составу чем-то похож на "поксипол", но жиже.
Легко ложится на "момент эпоксилин дуо", дерево…
через 1,5-2 часа уже можно шкурить
Цвет:тёмно-серый
2."Novol" Finish
Шпатлёвка отделочная "финишная".Шпатлёвка белого цвета.Хорошо подходит в качестве доводочной.Закрывает мелкие поры и неровности на различных поверхностях-более грубой шпатлёвки, момента эпоксилина дуо, дерева(фанеры).Адгезия к моменту эпоксилину дуо-средняя, но лучше чем у шпатлёвки ."Novol" Professional "Bumper fix putty for plastics"
3.Эпоксидная смола "Клей ЭДП"
Продаётся в вертикальных картонных коробках в автомагазинах, строительных рынках.Очень известен.
Как не странно она тоже подходит в качестве доводочного материала(шпатлёвки), закрепляющего материала для шпатлёвок, дерева.Заливает микропоры.Хорошо поддаётся наждачной бумаге-можно довести до почти зеркального блеска поверхность.На обработанную поверхность хорошо ложиться краска(с предварительной грунтовкой), отлично клеиться виниловая плёнка, кожзам.
Если поверхность при первой обработке получилась с буграми-следует нанести следующий слой и подождать до полного высыхания.
Смолу лучше наносить в несколько этапов:
1.Вариант.
В начале нанести несколько слоёв, выдерживая 2-3 часа после каждого нанесения слоя.А затем шкурить.
Толщина слоя должна быть от 2мм.Такой вариант подходит для выведения бугров и плавных линий.
2.Вариант
Нанести один слой, через 24часа обработать наждачной бумагой.Затем нанести второй слой-после 24 часов-снова прошкурить и посмотреть результат.
Толщина слоя от 0,5-1мм.Такой вариант подходит для окончательной доводки, закрепления(после шпатлёвки)
Читайте также: