Корейские токарные станки по металлу
Обновлено: 21.09.2024
• Подача СОЖ через револьвер / инструмент - до 40 бар!
• 2-х диапазонный редукторный привод шпинделя (Baruffaldi)
• Модульная структура станков с возможностью установки осей «C» и «Y»

Ø обработки: 638 - 670 мм
РМЦ: 1100 - 2200 мм
Мощность: 30 - 45 кВт
Вес: 10 700 - 13 800 кг

• Компактная жесткая цельнолитая станина с углом наклона 45°
• Главный привод шпинделя - до 18,5 кВт
• Направляющие скольжения увеличенного сечения
• Помпа СОЖ с давлением до 40 бар!
• Стойка ЧПУ FANUC 0i-TF Plus (10,4”)


КАМИ – это надежный поставщик для вашего производства. В номенклатуре нашего каталога вы можете купить токарные станки с чпу по металлу из Южной Кореи.
Факторы ценообразования
Цена на токарные станки с чпу по металлу из Южной Кореи варьируется и может зависеть от ряда факторов, начиная от конструктивных особенностей и заканчивая курсами доллара и евро, именно поэтому, чтобы узнать точную стоимость, воспользуйтесь кнопкой «Получить предложение» на странице товара. Специалисты свяжутся с вами в кратчайшие сроки и зададут необходимые вопросы для формирования финального предложения с учетом возможных скидок.
Преимущества
Делая заказ в компании КАМИ, вы выбираете:
- Надежную компанию, которая работает уже 30 лет и оснастила 212 тысяч производств;
- Широкую географию деятельности от Санкт-Петербурга до Казани и Екатеринбурга, 17 представительств по России, не считая центрального офиса в Москве и двух складов в Московской области.
Не откладывайте заказ оборудования для вашего производства в дальний ящик, а делайте его прямо сейчас по бесплатному телефону для звонков по России: 8 (800)1000-111.


Сайт носит исключительно информационный характер, вся представленная на сайте информация, в частности, касающаяся товаров, работ и услуг, носит исключительно информационный характер, не является исчерпывающей, не является заверением об обстоятельствах и не является публичной офертой, определяемой положениями статей 435, 437 Гражданского кодекса Российской Федерации. Указанные на Сайте цены носят исключительно информационный характер, могут отличаться от действительных цен в компании или соответствующих представительствах на момент ознакомления посетителем с ними на Сайте.
Токарные станки по металлу из Южной Кореи

Частота вращения шпинделя:
Кол-во управляемых осей: 7
Ø обрабатываемого прутка: 3 - 38 мм
• 27 инструментальных позиций в базовой комплектации
• Самая большая длина обработки среди автоматов - 300 мм
• Ускоренные перемещения: 32 м/мин
• Повышенная жесткость и виброустойчивость
• Увеличенная рабочая зона
• Токарная обработка с переменной частотой (VFT)
• Функция быстрой смены инструмента
• Система контроля состояния инструмента
• Интеллектуальная система зажима заготовки
• Гарантия: 24 месяца
Лидеры продаж оборудования для металлообработки
Дата поставки: Ноябрь 2022 г.

Частота вращения шпинделя:
до 10 000 об/мин
• 29 инструментальных позиций в базовой комплектации

Ø обработки: 900 - 960 мм
Мощность: 37 - 55 кВт
Вес: 11 500 - 20 300 кг
• Самая мощная модель из линейки SMART
• Мощный двигатель 55 кВт c редуктором, развивающим до 5143 Нм крутящего момента
• Длина обработки от 750 до 3200 мм
• Блок приводного инструмента ВМТ85 - до 15 кВт мощности
• Стойка ЧПУ FANUC 0i-TF Plus (15”) + Manual Guide

Ø обработки: 406 мм
Мощность: 11 - 26 кВт
Вес: 5600 - 6100 кг
• Стойка ЧПУ FANUC iHMI (15”) + Manual Guide
• Многофункциональная токарно-фрезерная обработка
• Крутящий момент на приводном инструменте 35 (47) Н*м
• Компактная жесткая цельнолитая станина с углом наклона 30°
• Наличие оси Y позволяет расширить возможности токарного станка с ЧПУ
• Конструкция системы крепления инструментальных блоков BMT55 или 65
КАМИ – это надежный поставщик для вашего производства. В номенклатуре нашего каталога вы можете купить токарные станки по металлу из Южной Кореи.
Цена на токарные станки по металлу из Южной Кореи варьируется и может зависеть от ряда факторов, начиная от конструктивных особенностей и заканчивая курсами доллара и евро, именно поэтому, чтобы узнать точную стоимость, воспользуйтесь кнопкой «Получить предложение» на странице товара. Специалисты свяжутся с вами в кратчайшие сроки и зададут необходимые вопросы для формирования финального предложения с учетом возможных скидок.
Токарно-фрезерные обрабатывающие центры по металлу из Южной Кореи
КАМИ – это надежный поставщик для вашего производства. В номенклатуре нашего каталога вы можете купить токарно-фрезерные обрабатывающие центры по металлу из Южной Кореи.
Цена на токарно-фрезерные обрабатывающие центры по металлу из Южной Кореи варьируется и может зависеть от ряда факторов, начиная от конструктивных особенностей и заканчивая курсами доллара и евро, именно поэтому, чтобы узнать точную стоимость, воспользуйтесь кнопкой «Получить предложение» на странице товара. Специалисты свяжутся с вами в кратчайшие сроки и зададут необходимые вопросы для формирования финального предложения с учетом возможных скидок.
Токарные станки по металлу Южная Корея

Токарный станок с ЧПУ SKM NL 1500 — применяется во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.

Токарный станок с ЧПУ SKM NL 1500M — применяется во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.
Токарный станок с ЧПУ SKM NL 2000 — применяется во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.

Токарный станок с ЧПУ SKM NL 2000B — применяется во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.

Токарный станок с ЧПУ SKM NL 2000BM — применяется во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.

Токарный станок с ЧПУ SKM NL 2000M — применяется во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической промышленности, автомобильной промышленности, приборостроении, для обработки закаленных, высоколегированных, нержавеющих сталей и сплавов.

Токарные станки с ЧПУ SKM NL 2500L — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 2500LM — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 2500M — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 2500S — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 2500SM — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 3000B — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 3000BL — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 3000BM — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.

Токарные станки с ЧПУ SKM NL 3000BML — применяются во всех отраслях машиностроительной индустрии, в том числе в авиационно-космической, автомобильной и нефтегазовой промышленности для обработки закаленных, высоколегированных, жаропрочных сталей и чугуна.
Кусон-3 Станок токарно-винторезный универсальный
паспорт, руководство, схемы, описание, характеристики

Сведения о производителе токарно-винторезного станка Кусон-3
Производитель токарно-винторезного станка Кусон-3 - КНДР, город Кусон в провинции Пхёнан-Пукто (Северная Корея - Корейская Народно-Демократическая Республика).
Кусон-3 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок Кусон-3 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Наиболее целесообразно использовать станок Кусон-3 в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Чертеж шпинделя токарно-винторезного станка Кусон-3
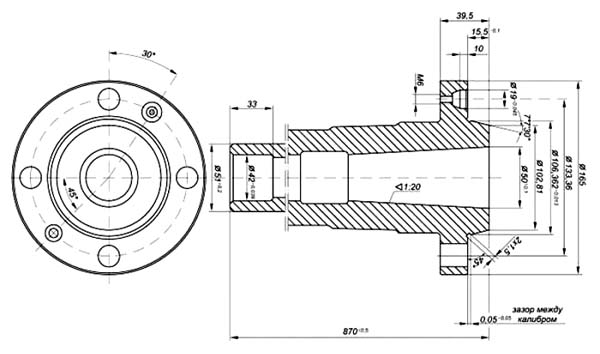
Чертеж шпинделя токарно-винторезного станка Кусон-3
Общий вид токарно-винторезного станка Кусон-3
Фото токарно-винторезного станка Кусон-3


Расположение органов управления токарно-винторезным станком Кусон-3
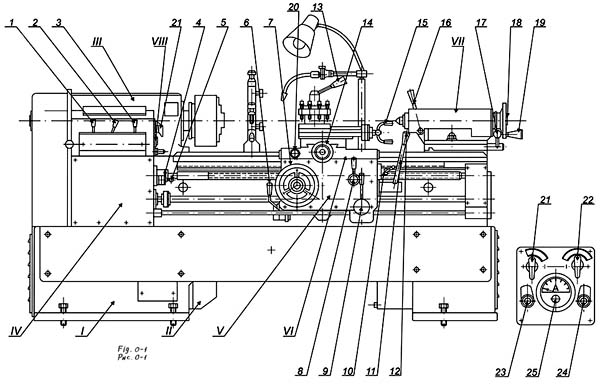
Расположение органов управления токарно-винторезным станком Кусон-3
Перечень составных частей токарно-винторезного станка Кусон-3
- I - Станина
- II - Коробка скоростей
- III - Коробка шпинделя
- IV - Коробка подач
- V - Фартук
- VI - Суппорт
- VII - Задняя бабка
- VIII - Электрооборудование
Перечень органов управления токарно-винторезного станка Кусон-3
- Рукоятка установки величины подачи и шага резьбы на 1:1 и 8:1
- Рукоятка установки ряда подач и шагов резьб
- Рукоятка установки величины оборотов шпинделя на 1:1 и 1:8
- Рукоятка включения ходового вала или винта, 19 ниток на 1"
- Рукоятка установки метрической (модульной ) или дюймовой (питчевой) резьбы
- Рукоятка реверсирования ходового винта
- Маховичок продольного перемещения суппорта
- Рукоятка включения гайки ходового винта
- Рукоятка установки чисел оборотов шпинделя и трех ступеней двукратных подач
- Рукоятка пуска, останова и реверса шпинделя
- Рукоятка включения продольной и поперечной подачи суппорта
- Кнопка включения быстрого перемещения суппорта
- Рукоятка поворота и закрепления резцедержателя
- Рукоятка поперечного перемещения суппорта
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка установки величины перемещения пиноли на 1:1 и 1:5
- Маховичок перемещения пиноли задней бабки
- Кнопки кратковременного включения шпинделя на обратное вращение
- Рукоятка выключателя для установки правого и левого вращения шпинделя
- Рукоятка выключения и включения станка в электросеть и включение электродвигателя охлаждения
- Сигнальная лампа
- Кнопки кратковременного включения шпинделя на обратное вращение
Схема кинематическая токарно-винторезного станка Кусон-3
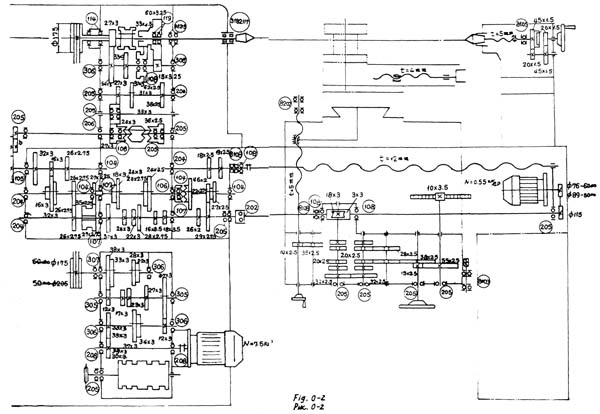
Кинематическая схема станка Кусон-3
Описание конструкции токарно-винторезного станка Кусон-3
Станина
Станина станка имеет П-образные поперечные ребра, которые придают ей высокую жесткость.
Станина жестко крепится к левой и правой тумбам и имеет закаленные направляюще для перемещения суппорта. Внутри на правой части станины установлен электродвигатель быстрого перемещения суппорта.
В левой тумбе станины смонтированы коробка скоростей, маслобак лопастной насос, а в правой бак для охлаждения с электродвигателем.
Коробка скоростей
Коробка скоростей, установленная на двух кронштейнах с роликами внутри левой тумбы, передает движение шпиндельной бабке через клиновые ремни.
Управление коробкой скоростей посредством вращения барабанного кулачка осуществляется рукояткой, находящейся на фартуке через цепную передачу.
Для регулировки натяжения ремней надо ослабить болты, закрепляющие ролик, ослабить четыре гайки и затем, держа за квадратные головки болтов и поворачивая гайки, опускать или поднимать коробку скоростей.
После регулировки надо закрепить коробку скоростей гайками натянуть цепь роликом.
Коробку скоростей можно легко вынуть на роликах из левой тумбы, сняв клиновые ремни и цепь, трубку для подачи масла и потом опустив коробку на пол тумбы, и отвинтив болты из пола тумбы.
Шпиндельная бабка
Шпиндельная бабка уложена на призматической направляющей станины и крепится к ней болтами. Движение от коробки скоростей передается клиноремнями разгруженному шкиву на шпиндельной бабке и далее через шестерни шпинделю и коробке подач. На шпиндельной бабке смонтированы шпиндель станка и механизмы изменения оборотов шага резьбы на 1:1 и 8:1.
Шпиндель установлен на трех подшипниках. В передней опоре поставлен двухрядный роликовый подшипник с регулируемым диаметральным зазором, а в задней опоре два радиально-упорных шарикоподшипников.
Осевую нагрузку воспринимает подшипник, а радиальную - подшипник.
Для устранения зазора в подшипниках, который возникает после продолжительной эксплуатации станка, производят их регулировку.
Сняв крышку шпиндельной бабки надо ослабить стопорные болты гаек, потом путем вращения их выбрать излишний диаметральный зазор и обязательно затянуть стопорные болты.
Диаграмма для определения числа оборотов шпинделя показана на рис. 3.
Коробка подач
Коробка подач закрытого типа крепится на левой передней поверхности станины и обеспечивает широкий диапазон подач и нарезаемых резьб, соответственно таблице на шпиндельной бабке и на рис. 3.
Нарезание резьбы производится путем реверса ходового винта при помощи рукоятки 6 (рис. I) или главного двигателя рукояткой 10.
Нарезание резьбы малых шагов до 10 мм рекомендуется производить путем реверса ходового винта при установке рукоятки I в положение 1:1.
Путем реверса главного двигателя можно нарезать все шаги резьбы рукояткой 10, но рекомендуется этот метод только для больших шагов, установив рукоятку I в положение 8:1.
При нарезании резьбы 19 ниток на 1"(дюйм) рукоятка 4 (рис. I) должна находиться в положении 19 ниток на 1"(дюйм). В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.
Рукоятка 5 находится во вдвинутом положении при нарезании метрической и модульной резьбы и в вытянутом положении при дюймовой и питчевой резьбы.
Величина продольной подачи суппорта равна 0,1 t мм, а величина поперечной подачи половине продольной, где - t - шаг резьбы или числа в таблице. (рис. 3)
Фартук
На фартуке сконцентрированы часто используемые рукоятки, что дают возможность переключать некоторые скорости шпинделя и подач суппорта, прямо на фартуке не подходя к шпиндельной бабке.
Ручное перемещение фартука производится маховиком 3, один оборот которого равен 30 мм.
Величина перемещения отсчитывается с помощью двух лимбов до 90 мм. Один из них имеет цену деления 0,1 мм, а другой 10 мм.
Управление механическим перемещением суппорта в продольном и поперечном направлении производится одной рукояткой II (рис. I), направление которого совпадает с направлением движения суппорта.
Дополнительным нажатием кнопки 12 (рис. I) включают на мгновение быстрое перемещение суппорта в направлении соответствующем положению рукоятки II (рис. I).
В фартуке смонтировано пружинно-рычажное устройство, отключающее подачу при перегрузке. Это устройство состоит из гитар колес 6, гитар роликов 7, пружин 8 и регулирующих болтов 9.
Для защиты от перегрузки при нарезании резьбы предусмотрен предохранительный штифт в месте соединения ходового винта с коробкой подач.
Для переключения скорости шпинделя нужно притянуть к себе рукоятку 9 (рис. I) и повернуть ее влево или вправо, а для двухкратных подач повернуть ее влево или вправо в оттолкнутом положении.
Суппорт
На суппорте находятся нижние и верхние салазки и резцедержатель. На нижней салазке имеется Т-образный паз для установки принадлежностей.
Для обработки конуса путем поворота верхней салазки надо ослабить гайки 4, после закрепить ее на необходимом угле.
Поворотный резцедержатель обеспечивает быструю смену позиции резцов при сохранении необходимой точности фиксации.
Шаг винта нижней салазки суппорта 5 мм, а верхней салазки 4 мм.
Рукоятка поперечного перемещения суппорта имеет два лимба. Кольцевой лимб 7 имеет шкалу с ценой деления 0,1 мм, а другой лимб 6 имеет только цифры от 0 до 19.
За один оборот рукоятки 14 суппорт перемещается на 5 мм, т. е. происходит изменение диаметра на 10 мм. При этом лимб в поворачивается на одну цифру. Значит с помощью этих лимбов можно точно и удобно сделать отсчет изменения диаметра изделия до 200 мм с точностью 0,1 мм.
Зазор между направляющими станины и суппорта регулируется болтами 1 и гайками 2.
Зазоры в направляющих нижней и верхней салазки регулируются клиньями, перемещаемыми винтами.
Зазор пары винта-гайки поперечной подачи регулируется болтами 3 после отвинчивания шпилек.
На суппорте установлен защитный прозрачный экран, предохраняющий рабочего от летящей стружки и от брызг охлаждающей жидкости.
Задняя бабка
Задняя бабка крепится к. станине одной рукояткой I7 через эксцентриковый зажим.
Корпус задней бабки может смещаться в поперечном направлении, что можно использовать при точении конусов.
Пиноль имеет миллиметровую шкалу. При смене центра пиноль вдвигают в корпус бабки до отказа.
Схема электрическая принципиальная токарно-винторезного станка Кусон-3
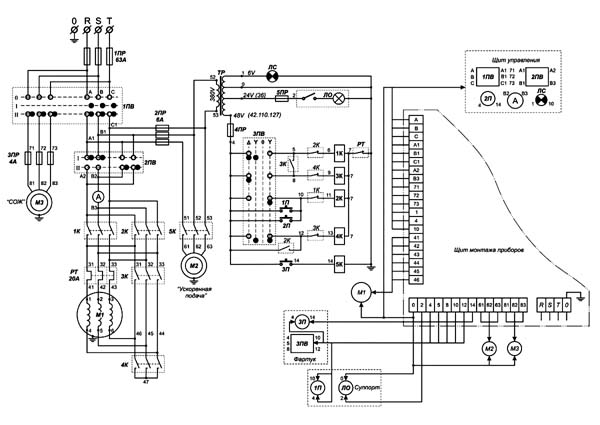
Электрическая схема станка Кусон-3
Электрошкаф установлен на задней стороне шпиндельной бабки, а щиток управления на ее правой боковой стороне.
Силовая цепь использует напряжение 380 В 50 Гц трехфазного переменного тока, цепь управления на 110 В., а цепь освещения на 24 В.
Станок включается в электросеть переключением выключателя 1ПВ рукояткой 22 (рис. I), установленной на щитке управления в положение I. При этом зажигается сигнальная лампа 24 (рис. I).
Пуск, остановка или реверс шпинделя осуществляется переключением выключателя ЗПВ рукояткой 10 (рис. I), находящейся на фартуке.
Если рукоятка 10 (рис. I) находится на первой нижней ступени, то главный электродвигатель вращается с соединением в звезду, а на второй ступени в треугольник.
При легком режиме работы, т. е. менее 30-40 процентов нормальной нагрузки рекомендуется производить работу при соединении в звезду главного двигателя.
При работе на обратном вращении шпинделя необходимо переключить выключатель 2ПВ рукояткой 21 (рис. I), повернув ее вправо.
При переключении скорости шпинделя и для торможения его нужно применить кнопку 2П, находящуюся на щитке управления 23 (рис. I) или кнопку 1П на суппорте 20 (рис. I).
Для пуска двигателя охлаждающей жидкости нужно переключить на удобном для наблюдения щитке управления расположен амперметр, по показанию которого можно узнать загруженность главного электродвигателя.
Выключатель лампы местного освещения находится на его верхней части.
Для защиты от короткого замыкания силовой цепи предусмотрены предохранители 1ПР (35А), 2ПР (4А), 3ПР (2А), а для защиты цепей операции и освещения - предохранители 4ПР (4А) и 5ПР (2А).
Для защиты от перегрузки главного двигателя предусмотрено тепловое реле РТ (I3A).
Смазка и охлаждение токарного станка Кусон-3
Смазка станка
Система смазки станка разделяется на автоматическую и ручную. Автоматически смазываются коробка скоростей, шпиндельная бабка, коробка подач и фартук, а 15 места, показанные на рис, 6 смазываются вручную перед и после работы.
Суппорт смазывается ручным плунжерным насосом, установленным на суппорте, 1-2 раза в смену.
Коробка скоростей смазывается разбрызгиванием масла шестерней, и на ней имеются маслоуказатель и сливное отверстие.
Шпиндельная бабка, коробка подач и сменные шестерни смазываются лопастным насосом, установленным на наружной стенке коробки скоростей. При этом контроль подачи масла производят через прозрачное окно, которое находится на верху шпиндельной бабки.
Для вливания масла в маслобак и в коробку скоростей надо снять боковой кожух левой тумбы.
Фартук смазывается плунжерным насосом, установленным внутри фартука. На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие.
Рекомендуется применять масло "индустриальное 20" (веретенное 3) с вязкостью 2,6 - 3,3° Е50. Заменитель этого масла "индустриальное 30" с вязкостью 3,8 - 4,6° Е50.
Первая смена всего масла станка производится через три месяца с пуска станка в работу, а в дальнейшем раз в полгода.
Система охлаждения
Охлаждающая жидкость подается электронасосом из бака, установленного в правой тумбе станка.
Гибкий стальной трубопровод, расположенный над суппортом, позволяет рационально направлять струю жидкости к режущему инструменту, а краном регулировать количество жидкости.
Читайте также: