Крепление металлических балок между собой
Обновлено: 14.05.2024
Двутавровые балки редко используют в малоэтажном строительстве, но часто применяют при возведении производственных или многоэтажных зданий различного назначения. При этом иногда для проведения строительных работ требуется соединить две балки. В этом случае для обеспечения надежности соединения нужно соблюдать некоторые правила.
Какие балки выпускают производители и где их используют
Балки могут быть сварными и горячекатаными. Наиболее востребованными считаются горячекатаные. Благодаря монолитности они отличаются высокой прочностью и надежностью. Производители выпускают несколько видов такого проката длиной от 4 до 15 м:
- Наиболее распространенный – нормальный (обозначается литерой «Б»). Их используют для строительства зданий, мостов, эстакад, применяют в машино- и вагоностроении.
- Широкополочный (обозначается литерой «Ш») имеет более широкие полки по сравнению с нормальным. Его используют в металлоконструкциях, эксплуатирующихся при высоких нагрузках.
- Колонный (обозначается литерой «К») отличается увеличенной толщиной стенки и полок. Его применяют при монтаже опорных конструкций или колонн.
- Свайный (обозначается литерой «С») может иметь параллельные или расположенные под углом полки. Такой металлопрокат чаще всего используют для армирования шахт.
- Специальный металлопрокат, изготавливаемый по индивидуальным заказам, обозначают литерами «ДБ» или «ДК».
Как соединяют двутавровые балки
Есть два способа соединения балок: сваркой и с помощью болтовых соединений.
Как соединяют двутавровые балки с помощью сварки
Если балку необходимо удлинить, ее соединяют встык. Для этого сначала подготавливают стыкуемые кромки: фрезеруют и снимают с них фаску. Фрезеровка нужна для выравнивания кромок и обеспечения равномерного зазора между ними, а разделка кромок – для обеспечения полного провара сварного шва. Далее балки сваривают между собой, обеспечив зазор при стыковке 1–2 мм.
Место соединения можно дополнительно усиливать с помощью накладок. Для этого из листового металла вырезают прямоугольные детали. Толщину накладок следует подбирать равной толщине стенки балки. Далее накладками закрывают сварочные швы на верхней и нижней полках, а также с обеих сторон стенки. После этого их обваривают по периметру.
Такой способ соединения используют для неответственных конструкций, которые не подвергаются высоким нагрузкам.
Так схематично можно изобразить сварное соединение двутавровых балок. Катеты швов и геометрические параметры накладок зависят от геометрических характеристики балок
В других ситуациях двутавровые балки нужно соединить под прямым углом. В этом случае одна из них является главной и несет основную нагрузку, а вторая считается второстепенной. Чтобы соединить балки, на верхней полке главной делают вырез в форме равнобедренного треугольника с вершиной в 90°.
Затем готовят второстепенную балку. На торце верхней полки размечают ее центр и от него делают два косых среза под углом 45°. Это обеспечит стыковку верхних полок обеих балок по принципу «папа-мама».
После этого с торцевой стороны второстепенной балки срезают часть нижней полки на ½ ее ширины. При стыковке балок этот срез упрется в нижнюю полку главной балки. Теперь остается состыковать подготовленные балки и обварить место стыка по периметру. Чтобы шов получился надежным и был обеспечен полный провар, со стыкуемых кромок снимают фаску.
Как соединяют двутавровые балки с помощью болтовых соединений
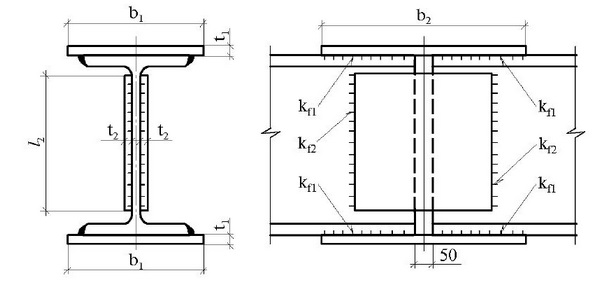
Такой способ применяют для соединения балок встык. Для этого сначала фрезеруют торцы балок, чтобы обеспечить их плотное прилегание, и готовят четыре прямоугольные накладки, которыми будут закрыты места стыка на верхней и нижней полках, а также с обеих сторон стенки. Далее в накладках с обеими балками в сборе сверлят отверстия. После этого в них устанавливают болты и затягивают гайками. Вместо болтов можно использовать заклепки, но в этом случае соединение будет неразъемным.
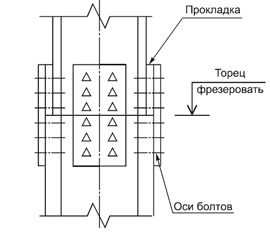
Так схематично можно изобразить болтовое соединение двутавровых балок

Так это выглядит на практике
Заключение
Соединение двутавровых балок может понадобиться при сборке различных металлоконструкций. Знание основных правил позволит сделать такие соединения прочными и надежными.
Способы и правила соединения двутавровых балок
Узлы металлических балок: основные способы соединения
Узлы металлических балок - это соединение нескольких металлических каркасов. Все основные стыковые создаются только в промышленности, то есть идут только в виде заводских вариантов. Благодаря этому удается заметно увеличивать всю длину изготавливаемой продукции. К тому же узлы могут оказаться различного типа, в том числе их делают с удобством для монтажа. Но они обычно изготавливаются в основной строительной площади.
При помощи них можно выполнить соединение отдельно стоящих компонентов, создавая одну единственную общую конструкцию. Кроме того, подобные соединительные части обходятся намного дороже, нежели заводские. Обуславливается все это в потребности дополнительных соединительных материалов, то есть монтажных болтов.
Узлы из металлических балок, колонн, ферм, а также рам
Все основные соединения между ними можно использовать и заводские, а также их выполняют при разработке самого изделия в промышленности. Благодаря этому удастся заметно увеличить общую длину всей продукции. Более того, подобные узлы из металлических балок могут быть изготовлены в монтажном варианте. Тогда производство будет осуществляться на самой площади строительных работ. При помощи них можно будет выполнить соединение отдельно стоящих компонентов, объединив их в одну целую конструкцию. Подобные соединительные работы будут стоить немного дороже общей стоимости заводских. В данном же случае требуются такие же монтажные болты, а делаются они по специальному заказу и только в соответствии с балками.
Узлы, изготовленные для сопряжения всех металлических балок
Подобные соединительные части делятся на несколько основных частей. Отличаются они обычно по своей конструкции и могут использоваться при строительстве различных зданий. Изготовление может производиться как в заводском варианте, так и отдельно в строительстве.
Сопряжения со специальными колоннами из стального материала
Опирающаяся конструкция из балок на колонны может быть сделана в виде шарнирного, а также жесткого крепления. Но все же, по возможности следует опирать балки поверх и подавать всю нагрузку только в центральной части профильного каркаса колонны.
Крепеж с боковой стороны
При крепеже с боковой стороны, кроме сжимающего нагружения во всем каркасе возникает основной момент, когда из-за действия данной силой появляется так называемый эксцентриситет, отчего каркас получает большую нагрузку, таким образом, приводит к излишнему расходу металлического каркаса колонны.


Для того чтобы эта нагрузка могла передаваться правильно и только через каждое ребро, тогда необходимо сделать так, чтобы ребра немного выступали от своего уровня, обычно это может составлять от 15 и до 20 миллиметров. Это же ребро же придется немного отстрогать, чтобы после общая нагрузка могла передаться на всю площадь ребра.
Процесс опирания двух балок с верхней части колонн
Таким же образом, как и в предыдущем необходимо:
- опереть их через ребро и довести до головки колонн;
- тут их нужно соединить, совместив между собой и закрепить болтами;
- с верхней части лучше болты не закреплять, если при этом вам не потребуется сделать узел в жестком варианте;
- между ними придется установить соответствующие пластины, чтобы потом лишний раз не пришлось стягивать их вместе.

Помимо этого можно опереть сразу две балки на один оголовок колонны с помощью следующей конструкции

В данной соединительной части главную роль играет балка, расположенная на нижней полкой на самом оголовке каждой колонны.
- Чтобы передавать всю поперечную силу ее придется усилить ребром.
- Ребро дальше крепим так, чтобы при процессе монтажных работ оно оказалось над самой полкой колонны.
- Дальше их необходимо соединить болтами, а также с помощью специальных накладных пластинок (проследите, что вся нагрузка располагалась симметрично).
- Здесь тоже не нужно соединять все балки с верхней части, чтобы не образовался узел.
- Ребра же на колоннах в данном случае не потребуются.
- Между ними лучше всего оставить небольшой проем, размером в 10 или 20 мм.

Шарнирные крепления на колонны с боковой части

При любом креплении с боковой стороны нужно рассчитать все колонны и создать так называемый эксцентриситет. При опирании при помощи шарнирного крепежа нагрузка будет передаваться только через опорное ребро и только на опорный стол. Небольшой столик обычно производят из прочного листового стального материала, но или используют не равнополочного угла. Высота столика может быть определено при условии прочной установки каждого сварного шва. Тут необходимо столик приварить с трех основных сторон. Общую ширину этого столика придется делать с учетом на 20 - 40 мм, немного больше размера балочного ребра.


Общий диаметр всех отверстий создаются на 3 или 4 мм больше диаметральных параметров каждого болта, но только, чтобы она не могла повиснуть на болтах, а наоборот успела прекрасно лечь на данный столик.
При использовании шарнирного опирание ребер в колонну каркаса не потребуется. Между данным ребром, служащим в качестве опоры, а также колонны монтируется металлическая прокладка, толщина, которой не должна превышать 5 мм.

Сопряжение с колоннами в жестком варианте (сварка)
Изготовить жесткую соединительную деталь можно будет только при помощи болтов, но или прибегнуть помощи сварки. Все же болтовой вариант соединения считается более технологичным. Так как в данном случае практически все детали разрабатываются, а также окрашиваются на производстве. При построении каркаса придется их просто установить, а болты потуже затянуть.

Между опорными ребрами, а также колонны придется установить несколько стальных прокладок, чтобы балки и колонны плотно прилегали друг к другу. То есть в данном случае зазора между ними не должно быть.

Максимальное количество необходимых болтов придется рассчитывать только согласно возникающему моменту.
Череповецкий завод металлоконструкций занимается проектированием, изготовлением и доставкой изделий. В данной статье рассмотрим понятие двутавровых балок, технологии работы с ними и особенности применения.
Двутавровая балка – это металлический прокат Н-образного сечения, который отличается особой прочностью и жесткостью. Изделие подходит для применения в возведении жилых и нежилых зданий, тоннелей и других сооружений с высокими нагрузками.
Двутавровые балки, используемые в строительстве, должны быть практически одинаковой прочности с телом металлопроката. Изготавливаются двутавры в соответствии с требованиями ГОСТ.
Двутавры соединяются между собой двумя способами:
- при помощи сварки;
- при помощи болтов.

Изготовить комплектующие для соединения двутавровых балок не всегда возможно, особенно в условиях площадки для строительства. Поэтому для усиления стыковочных узлов применяют заводские стыковочные элементы.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.

Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).





Особенности выполнения болтовых соединений
Для определения способа, как правильно стыковать элементы конструкции из двутавра, необходимо точно знать особенности эксплуатации объекта. Разъемный вид стыкования двутавровой балкиобычно применяется при монтаже конструкций, которые планируется несколько раз демонтировать и монтировать вновь. Выполняется с использованием накладок, имеет преимущества и недостатки.

Плюсы болтового соединения
- Относительная простота сборки, которую могут выполнить рабочие с невысоким уровнем квалификации.
- Отсутствие остаточных напряжений, имеющихся в сварном шве.
- Более простые мероприятия по проверке качества соединений, по сравнению с проверкой сварного шва.
- Отсутствие необходимости привлечения к работе квалифицированных сварщиков.
- Стойкость к ударным и вибрационным нагрузкам. Однако в сложных эксплуатационных условиях может потребоваться периодическая подтяжка крепежа.
Недостатки этого метода – более высокая (по сравнению со сваркой) трудоемкость и металлоемкость из-за необходимости использовать дополнительные усиливающие элементы, постепенное коррозионное разрушение крепежа, изготовленного из «черных» сталей.
Технология производства
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.

Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Двутавровые балки перекрытия: особенности конструкции из металла
Ни один строительный объект, каким бы ни было его назначение, не обходится без применения балок перекрытия. Ее функция как инженерной конструкции – в успешном перераспределении вертикальных и горизонтальных нагрузок в процессе собственной работы на изгиб.

Двутавровые балки перекрытия представляют собой тип фасонного проката, изготовленного из высококачественной стали. Сталь может быть либо низколегированной, либо углеродистой. Этот тип сортового проката имеет форму бруса, ориентированного горизонтально или наклонно. Или, говоря простым языком, стальная двутавровая конструкция – это прокат определенной формы, изготовленный из профильной стали специального исполнения. Форма определяется его конструктивными особенностями. Чаще всего она внешне похожа букву «Н». Такая форма усиливает прочность элементов конструкции и придает дополнительную жесткость. Где же используются двутавровые балки перекрытия?
Замена швеллерами

На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.



Изготовление двутавровых металлоконструкций
Процесс изготовления металлических балок, имеющих Н — образное (или двутавровое) сечение, достаточно сложен. Для получения на выходе качественной конструкции, необходимо использование проверенного высококачественного сырья, современных высокотехнологичных производственных механизмов, а также присутствие высококвалифицированных кадров. В то же время, необходим качественный входной контроль, всесторонний контроль всех этапов изготовления и обработки элементов, а также контроль изделий на выходе. Только такой подход к производству, способен гарантировать высочайшее качество и эксплуатационные характеристики готового изделия.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.










Комбинированные соединения двутавровых стальных балок
Болтосварной способ стыкования профилей Н-образной формы востребован в большепролетном строительстве. Этапы процесса:
- соединение с использованием высокопрочных болтов и накладок;
- сварка поясов;
- закрытие технологических окон накладками.
Все соединяемые болтами элементы должны идеально совпадать по поверхностям и иметь ровные углы.
Тип соединений двутавровых профилей встык или под углом выбирается, в зависимости от функционального применения. Эта металлопродукция востребована в промышленном и гражданском строительстве для сооружения опор, высотных колонн, эстакад, крупногабаритных пролетов, устройства подкрановых путей.





Монтаж ↑

Двутавр металлический изготавливают поэтапно. Прежде всего металл раскраивается на полосы требуемых размеров. Для улучшения провара кромки разделывают на специальном станке. Подготовленные полосы монтируют на сборочном стане. Их укладывают на входной конвейер, зажимают, позиционируют и фиксируют. Завершают сборку сварочными работами на специальном станке. Сваривают его двумя комплектами сварочных головок под флюсом. Двутавр в основном состоит из трех элементов. Поясные швы приваривают сварочными автоматами, а ребра жесткости приваривают поперек чаще вручную, в крайнем случае – полуавтоматом. Сварные конструкции собирают различными способами: используя хомуты и прихватки или в особом кондукторе.

балка металлическая двутавровая: процесс производства
Готовый двутавр очищают от налета ржавчины, жира, грязи и другого, используя дробеструйную установку. После этого качество его покрытия из краски и лака заметно улучшается.
При устройстве конструкции швы поясов иногда сваривают по ручной технологии. Тогда последовательность сборки полностью меняется. Сначала на пояс в нижней части конструкции монтируют вертикальную стенку, а следом ребра жесткости. Их захватывают и монтируют пояс в верхней части. Собранная конструкция зажимается хомутами и переходят к сварочным работам.

на фото металлическая балка двутавр
Наиболее ответственным этапом монтажа считается стыковка двутавровых балок. Швы поясов в обеих направлениях от стыка незаваривают на длину в полтора раза большую, нежели поясная ширина. Стык двутавровых балок свариваются в такой очередности: свариваются стыки вертикальной стенки, двух поясов, сначала ту, которая работает на растяжение, затем вторую, работающую на сжатие. Завершают устройство стыка довариванием швов на поясах на тех участках, которые остались незаваренными.
Сварная конструкция имеет массу преимуществ перед прокатной и, в первую очередь, это ее более высокие прочностные характеристики при массе, меньшей прокатной примерно на треть.
Возможные проблемы и особенности

Чтобы не сталкиваться с основными проблемами, вы должны обеспечить, чтобы готовое соединение не работало на растяжение. Отсутствие этой ошибки в работе предотвращает нежелательные изменения конструкции во время монтажа. Нельзя варить все части сразу. После соединения первых деталей подождите несколько минут, чтобы избыточное напряжение не накапливалось в металле.
Читайте также: