Лепестковый диск для болгарки по металлу
Обновлено: 18.05.2024
Лепестковые шлифовочные диски используются для первичной и окончательной обработки предметов. Их зернистость (размер абразивных зерен основной фракции) – от 40 до 2500, абразивные элементы (абразивы) – синтетический корунд и циркон, а диаметр составляет от 15 до 500 миллиметров. Максимальное качество кругов создает условия для минимальной вибрации и хорошей продуктивности оснащения. Такой инструмент демонстрирует неплохой результат при обрабатывании тоненьких листов и крепких материалов, внутреннего пространства и швов. Используются для технического обеспечения ручного инструментария и статичной оснастки, для машин прямого типа и углошлифовальных машин.
Классифицирование
Лепестковые насадки превосходно показали себя при чистке железа от краски либо ржавчины, шлифовке швов, сварки и удаления задиров при обрабатывании металла посредством резки либо штампования. Применяют их и при подготовке древесины для нанесения краски либо лака. Принцип работы разных дисков единый – удаление верхнего покрова материала посредством абразива, нанесенного на основание. Изготовители выпускают самые разные модели абразивных дисков исключительно для плоского полирования и торцевой шлифовки, имеются также модификации для очищения внутренних, сокрытых пустот. Диск с лепестковым строением обладает превосходной пластичностью.
Размер абразивных зерен дисков
Круги с лепестковой структурой распознают по размерам абразива. Зернистость наждачки на круге бывает различная. Имеется ряд типовых размеров зерна – 40, 60, 80, 120. Согласно отечественным нормативам, чем крупнее цифра, тем крупнее размер зерна. По зарубежным нормативам, напротив, крупная цифра равносильна более мелкой зернистости. Приобретая диск, следует не забывать, что при большой зернистости шлифовка будет более грубая, а подвергающаяся обработке плоскость шершавой.

Разновидности дисков, специфика их использования
Изготавливается ряд вариантов кругов для шлифования. Подвергнем анализу самые востребованные. Диск торцевой лепестковый (КЛТ), предназначается для обрабатывания элементов из железа, древесины, пластмассы. Основная рабочая зона – край круга. Производятся круги с зернистостью 500 и диаметром в 115-180 миллиметров, особенно ходовой – 125 мм. Размер посадочного гнезда – 22 миллиметра. Может использоваться до глубокой выработки. Употребляется как для первичной обработки, так и для завершающей зачистки. Имеются выгнутые и ровные модификации дисков, что дает возможность менять глубину забора пласта. Идеален для обработки плоскости перед нанесением ЛКМ.
Есть 2 варианта КЛТ:
- прямой, для обширных участков при шлифовке плоскостей и сопряженных плоских поверхностей;
- конусообразный, для шлифования швов, кромок и стыковых соединений.


Круг складчатый (КЛС) либо лепестковый пакетный (КЛП) производится в виде железной основы с большим числом фрагментов. Изделие подходит для самых разных материалов, в том числе металла и пластмассы. Максимальный диаметр доходит до 500 миллиметров, используется для механического и ручного обрабатывания плоскостей, размер гнезда посадки от 30 до 100 миллиметров. Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.
Лепестковый диск с оправкой (КЛО) содержит в своей структуре оправку, посредством которой монтируется в инструмент. Практикуется для шлифовки внутренних поверхностей. Обширный масштаб типовых размеров дает возможность выбрать образец под какую угодно площадь подвергаемых шлифовке элементов. Размер абразивных зерен КЛО колеблется от 40 до 500, диаметр – от 15 до 150 миллиметров. Данная модель кругов дает возможность достигнуть хорошего уровня шлифовки.
Лепестковый круг для углошлифмашины (УШМ, болгарки). Этот лепестковый абразивный диск создается непосредственно для монтирования на угловую шлифмашину. Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.
Абразивный диск для углошлифмашины по металлу разбит на самостоятельные сектора – лепестки, от этого и идет его наименование. Лепестки покрываются тоненьким пластом крошки из синтетического корунда циркониевого электродуговой плавки, фиксируемого на основании посредством эпоксидки. Многообещающей новацией стала последняя наработка российских специалистов – круг с напылением из мелких частиц победита электроимпульсной технологии измельчения, закрепленной посредством чрезвычайно прочной припайки, что повышает срок эксплуатации.
Обработка поверхностей из древесины посредством УШМ
При потребности в обработке большого количества поверхностей из древесины, к примеру, подготовка пола к покраске либо реконструкция лицевой части дома из древесины, идеальнее всего подойдет такое приспособление, как угловая шлифмашинка. В подобных ситуациях практикуют диск с лепестковой структурой для угловой шлифмашинки по дереву, выполненный из лепестков с напылением абразива, зафиксированными на твердой основе, выстланные внахлестку, закрывая предшествующий на 3/4 длины.
Круги разнятся по размерам абразива, который указывается на продукции. Классифицируются диски и по предназначению. Для удаления шершавости практикуются диски с малым зерном, для устранения средних шероховатостей и старой окраски понадобится диск с крупным размером зерна. Размер кругов – от 115 до 180 миллиметров, включая 125-миллиметровый.
Диски в зависимости от габаритов абразива способны оперативно убрать неравномерный пласт, плоскость при этом делается шершавой. Также можно убрать полностью все неравномерности при маленьком пласте удаляемого материала. Верным считается поочередное задействование кругов с большой и маленькой зернистостью. Твердость диска дает возможность прилагать большее усилие при очистке для усиления результативности.
При шлифовке предметов из древесины, нестандартной конструкции используются круги, в которых наждачные полоски располагаются по радиусу. Но использование подобного инструментария предполагает наличие определенных умений. Изначально нужно выработать силу прижима и градус наклона приспособления.


Шлифование металлических поверхностей
Металл шлифуется по различным потребностям. Как правило, он обрабатывается под окраску либо для последующей полировки. Подбор диска зависит от степени шлифовки и от технического состояния металла. В процессе шлифовки требуется задействовать лишь часть круга. На поверхности не должно оставаться неочищенных областей. Подвергнутые обработке плоскости рекомендуется грунтовать. Имеющаяся в атмосфере влажность способна довольно быстро покрыть сталь и спровоцировать возникновение коррозии.
Выбор шлифовального диска
При покупке круга для шлифовальной машины важны такие аспекты.
- Диаметр круга должен отвечать предельно возможному для определенного приспособления. При другом развитии событий расходный материал способен развалиться по причине превышения максимально разрешенной скорости вращения. Ресурса инструмента может быть недостаточно для вращения крупного диска. При применении диска большого размера требуется убрать предохранительный кожух, а это небезопасно.
- Рекомендуется выбирать специальные круги – универсальные, к примеру, по древесине.
- Стоит учитывать максимально допустимую линейную скорость, информация о ней наносится на тару либо боковую поверхность круга. Режим функционирования угловой шлифмашины выбирается в соответствии с этим показателем.



Заключение
Большой выбор дисков различного типа к углошлифмашине дает возможность осуществлять много задач. Из представляемого изготовителями перечня надо только подобрать подобающие конфигурацию, материал, диаметр круга. В то же время надо помнить, что большая цена сопряжена с наиболее высокой надежностью диска, следовательно, и с ростом срока эксплуатации приспособления во много раз.


Больше о лепестковых шлифовальных кругах для болгарки смотрите в видео ниже.
Лепестковый диск для болгарки — назначение, виды, производители

Круг лепестковый торцевой (КЛТ). С ним знакомы почти все, кто хоть иногда держит в руках болгарку (УШМ). Круг успешно применяется в задачах по ремонту, в небольших мастерских и, конечно, на большинстве производств, связанных с металлообработкой. В статье мастер сантехник расскажет, где используется лепестковый круг, и в чем его преимущества.
Для чего нужен лепестковый круг

Лепестковый тарельчатый круг является самым распространенным инструментом для обработки поверхностей.

По своей структуре он похож на обычный шлифовальный круг, основное отличие состоит в расположении по краю рабочих сегментов в виде лепестков.

Именно они обеспечивают шлифовку и прочую обработку плоских и вогнутых поверхностей.

Лепестковые круги подходят для работ со следующими материалами:
- Металла;
- Цветных сплавов;
- Дерева;
- Стекла;
- Полимеров;
- Лакированного пола;
- Камня.
Обработка поверхностей абразивами предполагает такие работы:
- Зачистка сварочного шва;
- Обточка изделия;
- Удаление металлических заусениц;
- Сглаживание острых кромок;
- Круглая шлифовка;
- Плоская шлифовка;
- Финишная полировка;
- Сухая и мокрая обработка.
Лепестковый круг можно производительно использовать в течение длительного периода, поскольку основа рабочего сегмента истирается одновременно с покрытием, при этом становится доступным новый край с острым зерном. Абразивные лепестки изнашиваются равномерно, что дает возможность применения круга до его полного истирания.

Торцевые лепестковые диски обеспечивают следующие преимущества при работе с ними:
- Слабый уровень вибрации;
- Высокая производительность;
- Низкий уровень шума;
- Равномерная обработка;
- Многофункциональное применение;
- Гибкость и эластичность;
- Высокая скорость оборотов;
- Устойчивость к нагреванию;
- Способность к самозатачиванию;
- Упругость лепестков;
- Долговечность наждачки.
Какие бывают тарельчатые круги для шлифовки

Стандартный лепестковый круг состоит из трёх слоёв:
- Основание. Основа может быть выполнена из стекловолокна, ткани, бумаги, плёнки, фибры или комбинации нескольких материалов. Имеет форму тарелки.
- Связка. Клеевая связка необходима для скрепления основы и абразивного зерна. Обычно используют смолу, бакелит, керамику, вулканит, силикат, металл.
- Абразив. Рабочее зерно, выполняющее роль наждачки. Может быть алюминиевым, электрокорундовым, кремниевым, циркониевым, алмазным и другими.
Разновидностей тарельчатых дисков для шлифовки много — они разделяются на несколько групп:
- По инструменту. Круги могут быть использованы на электродрели, болгарке (угловой шлифмашине), производственном станке.
- По назначению. Могут быть с вентиляцией, оправкой, пакетными, торцевыми, радиальными, складчатыми, комбинированными.
- По зернистости. Размер зерна зависит от типа обработки. Чем крупнее кристаллы абразива, тем меньше числовое обозначение.
- По размерам. Форма бывает прямой, выпуклой или конусной. Диаметр зависит от того, для какого инструмента предназначен диск, обычно он составляет 115-180 мм.
- По составу. Отличаются по материалу эластичного основания, клеевой связки и абразиву зерна.
- По абразивному покрытию. В качестве покрытия наждачки используют алюминий, керамику, цирконий, кремний, электрокорунд, алмаз и другие материалы.
Типы дисков по назначению:
- Торцевой (КЛТ). Лепестковый круг применяют для плоской обработки полос, кромки, бордюров, окаймления и труднодоступных областей изделия.
- Радиальный (КЛР). Имеет прямую объёмную форму, необходим для обработки профильных и деревянных материалов.
- Пакетный (КЛП). Предназначен для крупных изделий, оснащён большим количеством лепестков.
- Складчатый (КЛС). Нужен для выполнения пазов, углублений, затирки швов, имеет небольшую рабочую ширину.
- С простой ступицей (КЛ). Обычный тип диска с отверстием для крепления и фланцами.
- С оправкой (КЛО). Используют для устранения окалин, коррозии, остатков материала на труднодоступных поверхностях.
- С вентиляцией (КЛВ). Отличается высокой скоростью работы и способностью удалять самые мелкие заусеницы, окалины, стружку.
Какая бывает зернистость

Зернистость — это размер абразивных микрокристаллов и частота их выкладки на наждачке. Стандартное обозначение противоположно размеру, например, при Р120 зерно мельче, чем при Р40. Российские производители указывают наоборот — чем выше значение, тем крупнее кристаллы.
Размер зерна зависит от назначения работы. Мелкая зернистость необходима для деликатной обработки — стекла, фарфора, пластика, мягких сплавов, кожи, полудрагоценных камней и металлов. Крупное зерно подходит для грубой полировки изделий больших размеров из металла, дерева, стали, камня. Самые востребованные тарельчатые круги для шлифовки имеют зернистость от 24 до 150.
Виды абразивного покрытия

В качестве абразива для наждачки применяют натуральные и синтетические материалы. Они отличаются не только составом, но и внешними признаками.
Обычно абразивы бывают такими:
Также возможно разное цветовое оформление. Красный цвет говорит о максимальной стойкости, зелёный и синий — о прочности и твёрдости, коричневый — о наличии в составе оксида алюминия.

Существующие диаметры КЛТ на рынке:
- 115 мм - самые маленькие КЛТ из представленных сегодня (КЛТ с креплением Ролок 50 и 75 мм не рассматриваем). Применяются на УШМ 115 мм, которые очень компактные и легкие. За счет этого такие КЛТ используются там где необходимо работать в стесненных условиях, или требуется работать одной рукой. Зачастую такие УШМ и КЛТ применяются в авторемонтных мастерских, но в промышленности не получили большого распространения, так как уступают в производительности и ресурсе КЛТ 125 мм.
- 125 мм - самый распространенный и востребованный размер лепесткового круга. УШМ 125 получила большое распространение благодаря своим характеристикам - это отличный баланс между габаритами и производительностью. Поэтому и круг лепестковый с таким диаметром прекрасно дополняет такую машинку. Ей удобно работать в стесненных условиях, она не тяжелая (в сравнении с большими моделями), у нее высокая мощность (до 1900 Ватт) которая может обеспечить высокую производительность КЛТ.
- 150 мм - непопулярный диаметр КЛТ. Сложно сказать в чем основная причина отсутствия интереса к этому диаметру. Вероятнее всего, потому что таких УШМ очень мало на производствах. Часто производители металлоизделий предпочитают пользоваться УШМ 125 мм и 230 мм, чтобы выполнять самые разные задачи. Круги диаметром 150 мм имеют высокую производительность за счет диаметра, но из-за тех же размеров им не слишком удобно работать одной рукой или делать деликатную обработку. Поэтому сегодня у многих производителей абразивных материалов КЛТ диаметром 150 мм вообще отсутствуют в линейке продуктов.
- 180 мм - большие и самые производительные из всех КЛТ. Благодаря большому диаметру круга и большой мощности используемой УШМ такие лепестковые круги можно сравнить по производительности с жесткими зачистными кругами. Такие круги используются на производствах больших металлоконструкций. Изготавливаются в зернах Р40, Р60, Р80.

КЛТ производится в двух формах: конусной и плоской. Обе эти формы имеют свои преимущества и недостатки. Стоит учитывать это, при выборе инструмента для решения своей задачи.

Плоская форма - удобна для работы с плоскими деталями, внешними швами на прямолинейных поверхностях.
За счет плоской формы, такие круги имеют большее пятно контакта, и следовательно ими ниже вероятность сделать “зарезы” на поверхности, то есть вы не изменяете геометрию изделия.
Эта же характеристика может выступать и минусом: из-за большего пятна контакта такой круг менее агрессивен чем его конусный аналог. Важно учесть это при выборе круга.
Конусная форма - более универсальна, удобна для обработки криволинейных и изогнутых поверхностей. Поэтому конусная форма КЛТ больше распространена, как более универсальная.

Большая производительность конусных КЛТ позволяет справляться с самыми сложными и тяжелыми задачами по металлообработке, зачищать самые крупные сварные швы.
Также зачастую конусными КЛТ удобнее работать, так как при работе УШМ мы всегда стараемся держать угол 10-15 градусов к обрабатываемой поверхности, а конусный КЛТ уже имеет этот угол.

Помимо этого, при работе конусным КЛТ шпиндель УШМ не будет вам мешать (или будет мешать меньше) при обработке, чего не скажешь про плоскую конфигурацию, где вы будете инстинктивно стремиться работать плоскостью круга и шпиндель будет упираться в деталь.
Рекомендации по использованию

Чтобы повысить эффективность использования абразивных кругов, следует придерживаться несложных правил эксплуатации:
- Перед эксплуатацией проверьте диск на отсутствие сколов, трещин и других дефектов.
- Проверьте работоспособность инструмента на холостом ходу, после чего можно установить круг.
- Начинайте полировать или зачищать поверхность, когда наберётся нужная скорость оборотов.
- Поддерживайте мягкий и плавный ход шлифмашины без резких толчков.
- Старайтесь держать электроприбор под углом 15-20 градусов по отношению к изделию.
Для того чтобы снизить силу трения и уровень нагревания инструмента, можно применять смазочно-охлаждающие жидкости. Они бывают в виде эмульсии или масла. На каждые 20 мм диаметра диска понадобится 10-15 мл эмульсии. Жидкость охлаждает поверхность работающего КЛТ, быстро устраняет стружку и пыль, оптимизирует качество обработки.

Лучшие производители абразивных тарельчатых кругов:
- Klingspor. Немецкая корпорация имеет официальные филиалы в Польше, России, Украине, Казахстане. Абразивное производство Klingspor развито на европейском уровне и отвечает всем нормам отечественного ГОСТа. Изготовление инструментов и комплектующих осуществляется на собственном оборудовании в цехах с инновационной оснасткой. КЛТ Klingspor востребованы в строительстве, ремонте, автомобильном и мебельном производстве, ювелирной и текстильной сфере.
- Orientcraft. Лепестковые диски компании Orientcraft производят в Китае, а также в России в официальных филиалах. Каждая партия инструментов проходит несколько проверок и полностью соответствует заявленным характеристикам. Круги можно использовать для электродрелей, угловых, прямых и щёточных шлифовальных приборов, болгарки.
- Matrix. Компания немецко-российского происхождения специализируется на выпуске электрооборудования, абразивных инструментов, комплектующих. КЛТ этого производителя выдерживают высокие нагрузки, перепады температур. Минус — лепестковые круги Matrix подходят только на инструменты этой же фирмы, поэтому бывает затруднительно подобрать подходящий диск.
- Bosch. Тарельчатые лепестковые круги немецкого производства отличаются отменным качеством изделий, долговечностью эксплуатации и применением прочного Х-волокна для изготовления опорных тарелок. Единственный минус таких дисков — завышенная стоимость, обусловленная именем бренда.
В сюжете - Какие зачистные круги лучше использовать
В продолжение темы посмотрите также наш обзор Как выбрать щётку-крацовку
Лепестковые шлифовальные круги
Выполнить очистку поверхностей из древесины и металла можно разными методами. Высокой результативностью при выполнении этого мероприятия наделены лепестковые круги (диски). Имеется относительно много видов этого приспособления, тем не менее принцип использования у них идентичен – снятие верхнего слоя поверхности подвергаемой обработке посредством воздействия абразивной составляющей, находящейся на основе диска.


Особенности
Круги с лепестковой конструкцией несут в себе веерную форму расположения обрабатывающих элементов, которая имеет сходство с лепестками. Каждый из сегментов и самостоятельно является средством механического воздействия и содержит на поверхности крупно либо мелкозернистое покрытие.
Помимо создания активного давления на заготовку, такие диски наделены возможностью сводить к минимуму механические колебания.


В ходе обработки оснащение обеспечивает мягкость хода, увеличивая и срок службы устройства, приводящего в движение механизмы инструмента.
Как правило, торцевые лепестковые круги дополняют шлифмашины ручного типа (болгарки), в связи с этим понижение вибрации в особенности важно. Кроме того, веерные сегменты выполняют охлаждающее действие за счет направленных потоков воздуха. В соответствии с этим уменьшается и температурная нагрузка на составные части и рабочий инструментарий.


Обзор видов
Имеется много разновидностей лепестковых дисков. Например, в зависимости от используемого оснащения:
- электродрели;
- болгарки (углошлифовальной машины);
- промышленных станков.
При выборе кругов лепесткового типа надо принимать в расчет специфику грядущей работы, на основе этого выбирают необходимый размер зерен абразива.



Для болгарки
Диаметр таких дисков для углошлифовальной машины (УШМ) колеблется в границах 115-230 миллиметров и подбирается исходя из типоразмера УШМ. Посадочное место стандартизованное – 22,2 миллиметра, а толщина диска будет 1,2-2,0 миллиметра. Круги имеют стандартные размеры в миллиметрах:
- 115×22,2;
- 125х22,2;
- 150×22,2;
- 180×22,2.


Таким образом, под любую углошлифовальную машину можно подобрать требуемый диаметр круга лепесткового типа. Строение диска предполагает применение всей площади наждачки при шлифовке поверхности. Прежде всего таким кругом очень удобно обрабатывать древесину, как правило, его практикуют для подготовки древесины под окраску, для удаления старого слоя лака, также довольно часто такие диски практикуют для финишной обработки стен рубленого деревянного сооружения. Отдельные умельцы используют УШМ с лепестковым диском для заточки ножей.
Одним диском для небольшой шлифмашинки можно отшлифовать до 8 м2 деревянной поверхности. Фиксируется такой диск на углошлифовальной машинке посредством шайбы, аналогично обыкновенному отрезному диску.

Число оборотов, требуемое для функционирования круга, порядочное, для 125 мм – 13 000 об. \мин., что указывает на то, что его можно использовать на шлифмашинке, не имеющей настройки оборотов.
Для электродрели
Кроме кругов лепесткового типа, для шлифмашинки выпускаются диски для электродрели. Они отличаются от углошлифовальных тем, что оснащены шпилькой для фиксации в патроне. Размеры дисков для электродрели:
- 40х20х6 мм;
- 80х20х6 мм;
- 60х20х6 мм.
Посредством таких маленьких кругов можно обработать малодоступные поверхности, когда простой шлифмашинкой «не подобраться». Зернистость дисков: мелкозернистые – 16-Н, среднезернистые – 25-H, крупнозернистые – 40-H.


Для станков
Для обработки древесины в промышленных масштабах практикуются радиальные модификации с большим диаметром и большим гнездом для посадки. Они применяются в специализированных деревообрабатывающих агрегатах. Размеры такие.
- Маленькие диски 150х30х32, 150х30х50 миллиметров.
- Большие диски 300х50х50, 300х50х100 миллиметров.
Основа шлифовального зерна текстильная, фиксация на корпус круга осуществляется посредством смолы. Зернистость колеблется в границах 4Н-40Н.


Основные типы лепестковых дисков
Имеется 2 основных вида.
- Плоские. Данная конфигурация прекрасно подходит для абразивной обработки ровных поверхностей. Большая площадь контакта способствует высокоточной обработке, уменьшая возможность возникновения зарезов. Эта особенность также является минусом, уменьшая давление наждачных сегментов на поверхность.
- Конические. Многоцелевая конфигурация дает возможность обрабатывать разнообразные изломанные и непрямолинейные поверхности. В сравнении с плоскими, конические диски имеют меньшее пятно соприкосновения, что делает возможным осуществлять работы по металлу и иным материалам, имеющим плотную структуру. На производстве практикуются в виде зачистного инструментария для финальной зачистки швов сварки, устранения заусенцев и натекания металла на поверхность после лазерной резки, которые возникают при раскрое металла.


В дисках конусного типа лепестки наждачки имеют наклон 10-15°. Это довольно рационально при работе, так как именно этот угол мы стремимся выдерживать при проведении шлифовальных работ, боясь повредить рабочим валом поверхность. Значительно реже применяют торцевые диски нестандартной конфигурации.
- С прорезями. Подобная конфигурация дает возможность зрительно держать под контролем процедуру обработки, при потребности регулируя нажим на поверхность.
- С загнутыми лепестками. Служат для обработки угловых поверхностей. Обработка углов осуществляется торцом круга.
- Комбинированные. Это расходники для обработки нержавейки и иных материалов, которые требуют осторожного обращения. В них сегменты наждачки перемежаются с фрагментами из нетканого абразивного материала.
- КЛС (складчатый) и КЛП (пакетный), включают в себя множество отдельных абразивных фрагментов, которые фиксируют на металлическую основу. Данный инструмент предназначается для использования на стационарном шлифовальном оснащении с опцией настройки оборотов.




Для электродрелей выпускают специализированные круги лепесткового типа с оправкой, которую помещают в посадочное гнездо дрели. Обширный выбор типовых размеров и используемых абразивов делает возможным эксплуатацию дисков с оправкой при шлифовке внешних и внутренних поверхностей самых разных материалов:
- обыкновенных и легированных сталей;
- цветных металлов;
- древесины;
- полимеров;
- мрамора;
- стекла.


Также круги делятся на виды, маркировка и расшифровка которых приведены ниже:
- КЛ — круг лепестковый с простой ступицей;
- КЛТ — лепестковый торцевой;
- КЛО — лепестковый с оправкой;
- КЛВ — лепестковый с вентиляцией;
- КЛП — лепестковый пакетный;
- КЛР — лепестковый радиальный;
- КЛС — лепестковый складчатый;
- комбинированные и нестандартные диски.


Зернистость
Этот показатель прежде всего зависит от практикуемых шлифовальных материалов. Особой востребованностью пользуются такие варианты.
- Оксид алюминия (электрокорунд). Это шлифовальное зерно можно получить как промышленным способом, посредством хлорирования нефелинов, алюминиевых руд и каолина, так и посредством добычи природного минерала под названием корунд. Является особо востребованным абразивом вследствие относительно невысокой цены. Минус – небольшой срок использования, так как рабочая поверхность довольно быстро забивается, лишаясь своих свойств. Как правило, практикуют для шлифовки цветных металлов. Размер зерна на кругах колеблется в границах от Р40 до 120.
- Цирконат алюминия. Этим соединением, как правило, покрывают круги, эксплуатируемые на предприятиях, занимающихся металлообработкой. Материал успешно совмещает в себе высокую продуктивность и продолжительное сохранение рабочих свойств с невысокой стоимостью. Практикуется для работы с марками стали, содержащими большое количество легирующих элементов, так как взаимодействие с ними не влечет образование ржавчины нержавейки. В основном можно встретить размер зерен 40, 60, 80 и 120.
- Керамическое зерно. Инновационный абразивный материал, который практикуют при создании высококачественных дисков. Выделяется высокой ценой и превосходными рабочими свойствами. В особенности прекрасно керамика проявила себя при работе с нержавейкой: в сравнении с прочими абразивами рабочий цикл уменьшается более чем вдвое, что существенно минимизирует риск излишнего нагрева поверхности.


Кроме абразива, существенную роль играет материал основания опорного диска. В недорогих образцах практикуют стеклонит – крепкое и устойчивое синтетическое соединение, имеющее высокое сцепление с абразивными частичками. Для дисков с жесткой структурой в роли основы практикуются пластины из алюминия.

Советы по выбору
Выбирая круг с лепестковой конструкцией, необходимо уделить пристальное внимание следующим моментам.
- Диаметр должен быть соразмерным рабочему инструментарию и свойствам поверхности подвергаемой обработке. Если допустимые размеры превышены, с углошлифовальной машинки потребуется демонтировать предохранительный кожух, что сделает работу небезопасной.
- Смотрите на предельное количество оборотов.
- Покупая инструмент без конкретной задачи, остановите свой выбор на универсальном круге — это даст возможность увеличить период использования.


На рынке имеется широкий выбор дисков, различающихся как по стоимости, так и по функциональным характеристикам. Мы советуем уделить основное внимание исключительно проверенным изготовителям.
Лепестковые шлифовальные круги в видео ниже.
Какие существуют диски для болгарки

Угловая шлифовальная машинка активно эксплуатируется в профессиональном строительстве и быту. Она обеспечивает пользователям большое количество преимуществ, однако функционал болгарки определяется во многом тем, какие элементы оснастки будут задействованы. Съемные насадки представлены в большом ассортименте, они отличаются назначением, формой, размером и материалом изготовления. В статье мастер сантехник расскажет, какие существуют диски для болгарки.
Виды дисков для болгарки

Круги для болгарки являются сменными элементами. Выполняя работы с разными материалами, необходимо разбираться в их видах. Это поможет выполнить качественно необходимую операцию. Классифицируются круги по таким параметрам:
- По назначению;
- Виду выполняемых работ;
- Конструктивному исполнению;
- Типу резки;
- Материалу изготовления;
- Размерам.
По назначению бывают насадки для выполнения работ по металлу, дереву, камню, бетону, мрамору и т. д. Производители указывают назначение в маркировке, которая наносится непосредственно на само изделие. Многие разновидности являются универсальным инструментом, подходят для обработки нескольких типов материалов.

По виду выполняемых работ круги к УШМ бывают:
- Отрезные. Они предназначены для выполнения разрезов, черновых распилов и т. п. Отрезной диск обладает режущим краем, который представляет собой сплошную окружность или разделен на сегменты.
- Пильные. Режущая кромка имеет зубья. Для подрезки многих видов изделий из древесины и ее заменителей используется болгарка. Чтобы выполнить работу, нужен пильный диск. Эта разновидность кругов предназначена для выполнения ровного, чистого реза массивной доски, фанеры, паркета, гипсокартона. Подходит он и для ламината, ДВП, ДСП (в том числе ламинированного), а также выборки пазов в газосиликате.
- Обдирочные (шлифовальные круги). Такие насадки удаляют с обрабатываемой поверхности старый слой краски, лака, грунтовки, осуществляют шлифовку.
- Зачистные. Это разновидность обдирочных. К ним относят дисковые металлические щетки. Ими можно удалить ржавчину и другие стойкие загрязнения. . Их тоже относят к зачистным. Круг лепестковый применяют при обработке изделий из металла, дерева, пластмассы, зачистки сварных швов и заусенцев, снятия ржавчины и т. п. Лепестковый диск для болгарки состоит из пластин, закрепленных внахлест по окружности, по принципу лепестков цветка. Разновидности: торцевые, пакетные, с оправкой. Лепестковый торцевой круг на болгарку предназначен для обработки под углом или обычной плоской. Есть два его подвида — прямой и конусный. Прямой диск лепестковый нужен при шлифовке на большой площади. Конусный круг лепестковый подходит при отделке швов, стыков и т. п. Пакетный диск лепестковый (складчатый) тоже пригоден для работ на большой площади. Зачистные круги с оправкой для болгарки применяют при работе с полостями. Они помогают достичь наибольшей точности обработки.
- Для нарезки швов. Их применяют при выполнении швов в бетоне, асфальте и т. п. С такими насадками шлифмашина пригодна и для этой работы.
- Полировальные. Такие круги применяют для окончательной полировки поверхностей. К ним относят полировальные сменные войлочные и фетровые насадки для болгарки с липучкой, а также наждачный круг.
Классификация по материалу

Диски к УШМ изготавливают из нескольких разных материалов. Каждый из них имеет свои особенности. Виды кругов для угловых шлифовальных машин:
- . Их изготавливают из стали, на которую наносят алмазное напыление. Этот вид насадок режет и шлифует любой металл, бетон, искусственный и натуральный камень (в том числе гранит и мрамор), керамику, стекло. Пильный алмазный диск для болгарки обеспечивает наиболее тонкий разрез. Пилить нужно маленькими резами. Новая разновидность алмазных насадок – полировальные круги на гибкой основе («черепашки»). Их поверхность имеет рифленую структуру в виде черепашьего панциря (отсюда название). Гибкие алмазные диски крепят на основу – насадку из твердой резины с липучкой.
- Твердосплавный. Круги этого вида тоже изготавливают из металла. Они имеют по краям припой из высокоуглеродистых молибденовых сталей с добавками хрома и никеля. Их используют в основном при резке металлов, реже для дерева. Болгарка пригодна для работы со многими металлами. Есть диски твердосплавные, специально предназначенные для тонкой, высокоуглеродистой, нержавеющей стали, алюминия.
- Абразивный. Основой является плотная водостойкая латексная бумага с армирующей сеткой или фибра. На нее наносят слой абразивного материала – частиц оксида алюминия, карбида кремния, карбида вольфрама или корунда. Связкой для абразива является смола или полимер. Шлифовальный фибровый диск на болгарку используют в комплекте с опорной тарелкой из пластика или резины. Она служит упором и охлаждает абразив. Абразивные круги применяют как отрезные, зачистные или обдирочные. Фибровый круг пригоден для работ по дереву и бетону, обработки цветных и черных металлов. Абразивом служат цирконат или оксид алюминия, керамическое зерно. Фибровый круг идеально подходит для грубого удаления старой краски со стен, фасадов и других поверхностей.
- Зачистной из металлической проволоки. Дисковые щетки из этого материала используют для удаления ржавчины и других видов стойкого налета.
К дискам для болгарки можно условно отнести опорные тарелки. Их называют также опорными или тарельчатыми дисками. Тарелки изготавливают из пластика или резины. Их используют в сочетании с некоторыми шлифовальными, полировальными, зачистными абразивными насадками, наждачными кругами. Необходимость использования опорного диска нужно уточнить при покупке того или иного круга для УШМ.
Стандартные размеры дисков

Для правильного выбора диска для болгарки следует учитывать внешний диаметр насадки, который не должен превышать максимально допустимое значение для конкретной модели УШМ. В противном случае могут возникнуть неприятные последствия. Болгарка небольшой мощности просто не сможет работать с большим инструментом. Установка насадки большего размера потребует снятия защитного кожуха, что является серьезным нарушением правил техники безопасности при эксплуатации инструмента.
При работе болгарки, на которой установлен слишком большой круг, линейная скорость будет завышена. Это чревато в первую очередь нанесением травм мастеру и разрушением абразивного диска.

Выпускают диски для болгарки размерами:
При этом изделия могут иметь разную толщину:
- Круги 115 мм отличаются размером 1; 1,6; 2; 2,5; 3; 3,2 мм.
- Диски для болгарки по бетону 125 и 150 мм, в зависимости от вышеперечисленных значений, изготавливаются толщиной 0,8 и 1,25 мм.
- Круги 180 мм состоит в пределах 1-4 мм, а для дисков для болгарки 230 мм – 1,6-4 мм.
Для маломощных угловых шлифовальных машинок приобретается круг диаметром 115 мм.
Для агрегатов средней мощности подходят обрезные, шлифовальные и пильные диски для болгарок 125 и 150 мм.
Профессиональный инструмент следует оснастить кругами 180 и 230 мм.
Посадочный диаметр диска любого размера равен 22,2 мм.
При использовании болгарки устаревшей модели понадобится применить переходник в виде кольца.

Любой абразивный круг, независимо от типа изделия, обладает специальной маркировкой, которая содержит информацию о диаметре диска, его толщине, размере посадочного места, максимальной скорости вращения.

Также на диске указывается материал, для обработки которого он предназначен. Расшифровка надписей следующая:
- «metal» –металл;
- «concrete» – камень и бетон;
- «steel» – сталь;
- «aluminium – алюминий, цветные металлы и сплавы;
- «inox» – высоколегированная и нержавеющая сталь;
- «castiron» – чугун и литые детали.
Обеспечение безопасной работы

К каждому электрическому инструменту в комплекте идет инструкция по безопасной работе. Но следует помнить главные правила:
- Правила безопасности при работе болгаркойменять круг нужно лишь после того, как инструмент будет обесточен;
- необходимо использовать защитный кожух, когда производится резка металла;
- следует обязательно надевать специальные очки и рукавицы;
- нельзя применять отрезной круг для шлифовки, а шлифовальный — для резки;
- рядом с горючими материалами использовать прибор нельзя из-за появления искр.
Необходимо иметь в виду, что при резке, диск должен вращаться так, чтобы искры летели на мастера, так болгарка не сможет отскочить ему в голову, если диск заклинит.

Правильная резка металла для экономного расходования абразива. Абразив будет расходоваться медленнее, если резать металл по следующим правилам:
- Длинные заготовки нужно резать у края, если работа будет вестись между точками опоры, то круг заклинит при сжатии разреза;
- Резку можно начать лишь тогда, когда диск достигнет наибольших оборотов;
- Регулировка давления должна осуществляться по ощущению нагрузки на насадку. Когда обороты снижаются, нужно ослабить усилие, когда повышаются, то усилие тоже должно стать больше;
- Нужно входить в металл плавно;
- Если материал сложный, то можно совершать возвратно-поступательные движения в месте касания насадки металла;
- Уголок следует резать в 2 приема, каждую сторону по очереди. Так же следует резать профиль;
- Нужны паузы в работе (по 5−10 минут).
Следует обязательно использовать воду, чтобы полить ею место среза, но необходимо следить, чтобы влага не попала в корпус электрического инструмента.
Как правильно устанавливать диск на болгарку

Круги являются расходным материалом, который приходится периодически менять. Для этого следует знать, как правильно ставить диск на болгарку. Круг крепится на шпинделе инструмента посредством прижимного фланца. Чтобы правильно подобрать рожковый ключ, требуется знать, какая резьба на болгарке. Данное значение равно М14.
Для замены диска необходимо обесточить инструмент. Шпиндель болгарки закрепляется на передней части корпуса при помощи кнопки. При ее нажатии стопор входит в посадочное отверстие круга, установленного в редукторе, благодаря которому шпиндель фиксируется в неподвижном положении.
Штыри специального рожкового ключа требуется вставить в отверстия на прижимном фланце. Ключ поворачивается влево при удерживании фиксатора до тех пор, пока гайка не сдвинется с места, после чего она откручивается и снимается вручную.

Прижимной фланец откручивается в сторону, противоположную направлению вращения вала инструмента.
Если необходимо очистить внутреннюю полость кожуха болгарки, откручивается нижний фланец. Загрязнения удаляются при помощи стальной щетки. Нижний фланец ставится на место таким образом, чтобы были совмещены проточки на фланце и шпинделе. Сверху одевается уплотнительная прокладка, которая в дальнейшем обеспечит легкое откручивание прижимной гайки. Устанавливается новый диск таким образом, чтобы маркировка изделия была обращена наружу.
На круг укладывается прокладка. Фланец вручную накручивается на вал и зажимается рожковым ключом не более чем на ¼ оборота, чтобы не деформировать диск.
Не допускается снятие защитного кожуха с болгарки, поскольку данное приспособление будет препятствовать возникновению травмоопасных ситуаций в случае поломки круга в процессе его эксплуатации.
Что делать, если заклинило прижимной фланец

Часто встречаются такие ситуации, когда при обработке толстого прочного материала инструмент заклинивает в заготовке. В этом случае диск ломается, а вращающийся шпиндель туго затягивает фланец. Для раскручивания УШМ существует несколько методов.
Первый способ предполагает использование двух газовых ключей. При работе с инструментом не следует прилагать больших усилий, так как это может привести к повреждению фиксатора шпинделя. Одним ключом зажимается нижний фланец, а другим – верхний. При этом осуществляется вращение инструментов в разные стороны.
Если сломан фиксатор, для снятия диска с болгарки необходимо разобрать редуктор. Для этого откручивается крепежный болт. Крышка совместно с валом извлекается из УШМ. Затем следует зажать вал в тиски и при помощи газового ключа выкрутить фланец.
Можно воспользоваться термическим способом, который предполагает нагревание гайки при помощи строительного фена, паяльной лампы или газовой горелки. Нагретый элемент легче поддается откручиванию посредством использования стандартного ключа для болгарки.
Если вышеизложенные способы не подействовали, абразивный круг для болгарки придется стачивать. Для этого при помощи плоскогубцев необходимо убрать осколки диска. Кусок листового металла зажимается в тиски. Его толщина должна соответствовать размеру диска. Далее осуществляется стачивание остатков круга о торцевую часть металлической заготовки.
Ослабить прижимной фланец можно при помощи специальной жидкости WD-40, которой необходимо полить место соединения элемента с валом. Спустя 5-7 минут крепеж можно будет открутить стандартным ключом.
Современная болгарка является одним из самых востребованных инструментов, при помощи которого можно выполнять разные варианты обработок заготовок из металла, дерева и камня. В зависимости от характера работ выбирается определенный вид диска, диаметр которого должен соответствовать типу инструмента, что станет залогом эффективного и безопасного рабочего процесса.
Разновидности лепестковых кругов – обзор и классификация современных инструментов для обработки металла и шлифования
Произвести очистку металлических и деревянных поверхностей можно различными способами. Высокой эффективностью при решении данной задачи характеризуются лепестковые круги.

Существует множество разновидностей данного приспособления, однако принцип применения у них схож – удаление верхнего слоя обрабатываемой поверхности за счет воздействия абразивного компонента, находящегося на основе круга.

Краткое содержимое статьи:
Особенности конструкции
Круги лепесткового типа применяются в ходе очистки металлических заготовок от коррозийного налета или краски, при проведении обработки швов после сварки или для удаления заусениц на металле, если используется резка или его штамповка. Отличный результат можно получить и при подготовке древесного изделия к обработке ЛКМ.

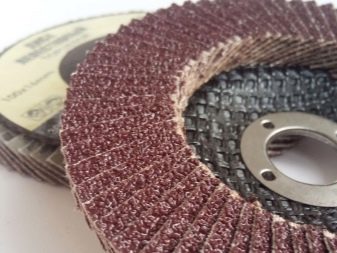
Данный инструмент обеспечивает высокое качество абразивной обработки деталей. Он схож по внешнему виду со стандартным кругом для шлифования, но у него присутствует одно важное отличие. По краям расположены лепестки наждачки, как это видно на фото лепесткового круга.

- высокая долговечность инструмента, поскольку лепестки используются равномерно, и срок службы продлевается до полного истирания наждачной бумаги;
- возможность использования для обработки плоскостей усложненной конфигурации, т.к. лепестки отличаются гибкостью и мягкостью;
- применение при обработке металла, дерева, пластмассы и других типов материала;
- съем слоя материала со шлифуемой поверхности очень качественный.
Разновидности по базовому инструменту
Лепестковые круги применяются совместно с УШМ, дрелью и специальными станками. Поэтому у них есть некоторые конструктивные различия.

Круг для болгарки
Такие приспособления для шлифования различаются по размерам. Подобрать круг можно для различной по конфигурации УШМ – большой и маленькой. Их диаметр варьируется в пределах 115-230 мм и подбирается в зависимости от типоразмера агрегата.
Читайте здесь: Выбираем хорошие сверла по дереву: основные различия и советы по выбору лучших моделей

Посадочное гнездо в диаметре стандартно – 22,23 мм, а толщина диска будет 1,2-2,0 мм. На эти особенности следует ориентироваться, если вы не знаете, как выбрать лепестковый круг.

Существуют отличия и по степени зернистости – зерна 40, 60, 80, 120. Если по российским стандартам большее числовое значение маркировки означает более крупное зерно (например, это 120), то по зарубежным ситуация обратная – большее число означает меньшую зернистость.

Круг под дрель
Чтобы диск смог зафиксироваться на электроинструменте, по центру круга расположен специальный штырь. Благодаря ему, лепестковый круг зажимается в патроне.

Использовать дрель в шлифовальных работах можно, но это не совсем удобно. Поэтому такой подход применяется лишь для небольших по объему работ.

Лепестковые круги для дрели обычно небольших диаметров – 60 или 80 мм. Степень зернистости может быть и крупной, и мелкой – от 40 до 80. Толщина составляет 20 мм.






Для станочного применения
- 120 мм с внутренним посадочным диаметром 12 мм и толщиной 30 мм;
- 150 мм с посадкой 32 мм и толщиной 30 или 50 мм;
- 300 мм – имеют внутренний диаметр отверстия 44,5 мм, а толщина дисков – 50 или 100 мм.

Основа наждачного покрытия тканевая, крепление на корпус диска стандартное – при помощи смолы. Зернистость варьируется в пределах 4Н-40Н.

Основные типы кругов
Лепестковые круги подразделяются на торцевые, или плоские, и радиальные. В торцевых моделях все лепестки расположены на дисковой кромке по одной плоскости с обрабатываемой поверхностью.

Предназначены они для шлифования металлических, деревянных и пластиковых заготовок. Можно использовать в процессе предварительной или окончательной зачистки. Их форма бывает выпуклой или плоской. Так обеспечивается варьирование глубиной выемки.

- прямой – применяется на больших поверхностях в процессе плоской шлифовальной обработки;
- конусный – позволяет очищать швы, стыки и кромки деталей.

Круг лепестковый радиальный имеет лепестки, расположенные перпендикулярно по отношению к обрабатываемой плоскости. По сути создается эффект перемещающегося колеса.

У пакетных и складчатых кругов основа стальная. На ней расположено множество сегментов. Обрабатываться с их помощью могут разные типы материала, в том числе пластиковые и стальные изделия.
Максимальный диаметр 500 мм, посадочное гнездо 30-100 мм. Уровень зернистости может достигать 500. С их помощью обрабатываются большие по площади поверхности.

Круг с оправкой имеет специальное приспособление для крепления на инструменте. Используют его при обработке внутренних типов поверхности. Зернистость круга вида КЛО 40-500 с диаметром диска 15-150 мм.

Особенности пользования
Если вы не знаете, как пользоваться лепестковым кругом, то необходимо подробно изучить правила безопасности:
- круг и применяемый инструмент должны быть исправными;
- необходимо проверить лепестки на целостность и отсутствие повреждений;
- выбирать скорость вращения нужно в соответствии с маркировкой диска;
- крепить следует прочно на инструменте, не допуская перекосов;
- проверка инструмента вхолостую обязательна – вращение должно быть плавное и равномерное;
- не допускайте чрезмерной нагрузки и давления;
- холостое вращение в конце работы позволит очистить диск от охлаждающих жидкостей;
- в процессе работы используйте защитную одежду, очки и другие приспособления.

Лепестковый круг обеспечивает качественную шлифовку разнообразных поверхностей перед покрытием ЛКМ. Работать можно с УШМ, дрелью или на станке, однако необходимо правильно подобрать соответствующий вид приспособления.

Фото лепестковых кругов


























Читайте также: