Почему при сварке прожигается металл
Обновлено: 08.07.2024

Почему при сварке прожигается металл и что с этим делать
Очень часто проблемы сварки связанны с прожиганием металла. Вроде бы и электрод используешь правильный и настройки аппарата подрегулировал, как надо, а в металле все равно образуется дыра.
Научиться варить тонкий металл непросто. Здесь важно понимание процессов, а также правильный подбор настроек сварочного аппарата и выбор качественных расходных материалов. Из тонкой стали выполнено огромное количество конструкций, начиная от кузовов автомобилей и заканчивая емкостей небольших размеров.
И если вам часто приходится сталкиваться со сваркой тонкого металла, но у вас ничего не получается, то обратитесь к данной статье. Возможно, советы, приведённые ниже, помогут вам решить проблему прожигания металла.
Какие возникают проблемы при сварке тонкостенных изделий
Чаще всего, при сварке тонкостенных изделий возникают проблемы такого рода:
- В изделии образуется дыра, заварить которую впоследствии становится проблематично;
- Тонкостенное изделие деформируется под воздействием высокой температуры. Если это кусок тонкой стали, то её гнёт и коробит.
- Происходит прилипание электрода к металлу.
Прожигание металла при сварке, это ряд ошибок допущенных сварщиком. Избыток сварочного тока или неправильно подобранный диаметр электрода приведёт к тому, что в тонкостенном изделии появиться отверстие.

Прилипает же электрод к металлу в нескольких случаях, когда он сырой, мало сварочного тока или же свариваемое изделие имеет большое количество ржавчины. Следует хорошо почистить металл перед сваркой, а также убедиться в том, что электроды полностью сухие, без испорченной обмазки.

Или же происходит наоборот, когда начинающий сварщик боится прожечь тонкий металл, и слишком далеко от поверхности держит электрод. В таком случае появляется непровар сварочного шва, а расплавленный металл от электрода попросту растекается по поверхности металла.
Как решить проблему с прожиганием металла при сварке
Для сварки тонкостенных изделий лучше всего воспользоваться инвертором для сварки. Здесь и плавная регулировка тока, и режим обратной полярности, который позволит не прожигать тонкий металл. Что даёт прямая и обратная полярность инвертора, читайте, кликнув выделенную ссылку.

Во-вторых, не используйте для сварки толстые электроды, диаметр которых составляет более 3 мм. Для толстых электродов нужен приличный сварочный ток, а если его сделать меньше, чтобы не прожечь металл, то электрод будет все время прилипать к поверхности и нормально сварить деталь не получится.
В-третьих, правильно подготовьте свариваемые заготовки. Если на их поверхности или в местах соединения присутствует грязь, ржавчина, следы краски, то обязательно от них избавьтесь. Любые загрязнения мешают загораться сварочной дуге, что в итоге приводит к многочисленным дефектам сварки.

Также, давайте изделию время, чтобы остыть, а иначе его сильно деформирует под воздействием большой температуры. Не старайтесь сварить все и сразу за один проход. Чтобы не прожечь металл, придётся приноровиться и постараться водить электродом как можно быстрей, но при этом, максимально близко к металлу. Большой отрыв электрода от поверхности приведёт к увеличению дуги, которая моментально прожжёт тонкий металл.
Теперь металл не прожигается

Теперь металл не прожигается, а шов получается ровным
Чтобы достичь качественного сварного соединения при работе с инвертором постоянного тока, нужно уметь пользоваться настройками. Следует знать, что даже бюджетный инвертор имеет не только силу тока, но и полярность, на которую многие не обращают никакого внимания.
По умолчанию чаще всего стоит прямая полярность, поэтому многие, работая годами, даже и не подозревают о том, что может быть наоборот. И если у вас такая же проблема, как и у меня, когда-то с прожогами тонкого металла, то знания, представленные в этой статье, помогут решить проблему.
Что такое полярность инвертора, и какой она бывает
Сварка инвертором на постоянном токе подразумевает переключение плюса и минуса для выбора полярности. В отличие от обычного трансформатора, где нет полярности, сварочный инвертор можно подключить разными способами.
Для этого достаточно к плюсу подсоединить держатель электрода или наоборот, и вот полярность при сварке уже поменяна. Рассмотрим более подробно, как, когда и какую, следует выбирать полярность.
В зависимости от того, куда будет идти плюс, на массу или электрод, различают следующую полярность:
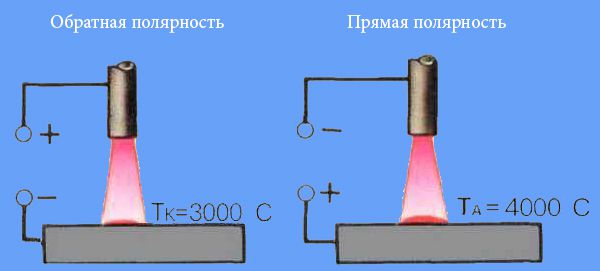
- Прямая полярность — к плюсовому гнезду инвертора подсоединяется кабель массы, а к электроду подводится минус. При таком способе подключения инвертора, анодное пятно, обладающее большей температурой, приходится на металл;
- Обратная полярность — к минусовому гнезду инвертора подсоединяется кабель массы, а к электроду подводится плюс. Анодное пятно на этот раз образуется на конце электрода, что способствует его большему прогреву и плавлению.

Как было сказано ранее, многие варят инвертором, который был подключён «по умолчанию», то есть в режиме прямой полярности. Так было и у меня, пока я не узнал, что такое полярность и как её правильно менять. Теперь при сварке тонкостенных заготовок нет прожогов, а сварной шов получается гладким и красивым.
Когда варить на прямой, а когда на обратной полярности?
Выше было сказано о том, что анодное пятно, которое обладает большими температурами, образуется за счет подключения плюса. Подсоединяя электрод к плюсовой клемме инвертора, мы получаем обратную полярность, на которой опытные сварщики варят тонкостенный металл.

Дело в том, что при сварке на обратной полярности прожоги металла практически исключены, за счет того, что заготовка практически не перегревается. Больший нагрев приходится именно на кончик электрода, и если умело этим пользоваться: варить с отрывом и давать металлу остывать, то прожогов не будет.
Также важно выбрать небольшие электроды для сварки, диаметр которых бы не превышал 2 мм. Можно, конечно же, варить тонкостенные заготовки и электродом 3 мм, но тогда вероятность возникновения прожогов сильно возрастает. Кроме того, нужно правильно выбрать подходящую величину сварочного тока. Для электродов 1,6-2 мм, нужен ток не более 60А.

Итак, три главных правила, чтобы не прожигать металл заключаются в выборе обратной полярности, а также небольшого диаметра электрода и силы тока на инверторе.
Варим тонкий металл так, чтобы не прожечь

Варим тонкий металл так, чтобы не прожечь и не деформировать
Счастливые обладатели сварочных аппаратов часто сталкиваются с такой проблемой, как прожоги тонкого металла. Чаще всего при выполнении работ по дому приходится сваривать профильную трубу или тонкие листы стали, например для того, чтобы сделать мангал.
Как раз вот тут и возникают различные проблемы, но чаще всего это дыры в металле из-за неправильно подобранного сварочного тока и других ошибок. Также нередко металл деформирует, и выровнять его потом попросту невозможно.
Как варить тонкий металл, чтобы не повело? Что нужно понимать и какие ошибки чаще всего допускаются начинающими сварщиками? Читайте в данной статье.
Ошибки, которые допускаются при сварке тонких металлов
В первую очередь следует рассмотреть ряд грубых ошибок, которые допускаются теми, кто купил сварочный аппарат, так сказать «для себя» и не является сварщиком. Чаще всего прожоги допускаются из-за этих, самых распространённых ошибок.

Ошибки при сварке:
- Выбираются электроды больших диаметров. Это первая ошибка, из-за которой никак не получается заварить тонкую жестянку;
- Ошибки при подборе сварочного тока, тока больше чем нужно;
- Слишком медленное перемещение электрода при сваривании тонких металлов;
- Сварка на прямой полярности. Следует знать, что тонкий металл варят на обратной полярности. Температура нагревания металла, таким образом, существенно меньше, чем на прямой полярности;
- Подобраны «плохие» электроды.

Как видно, существует достаточно много ошибок, которые допускаются при сварке тонких металлов.
Какими электродами варить тонкий металл
Для сварки тонких металлов, профильной трубы и т. д., лучше всего использовать только подходящие по диаметру электроды. Многие допускают одну критическую ошибку и варят любой металл электродами 3 мм. Однако зачем создавать себе проблемы, когда в продаже существуют электроды и 2 мм, и даже меньше по диаметру.

Таким образом, для металла толщиной до 3 мм, целесообразно использовать электроды 1,6-2 мм диметром. Всё что больше можно варить электродами 3-4 мм. Кроме того, для сварки тонкого металла лучше всего воспользоваться электродами MP-3С, которые допускается использовать как с переменным, так и с постоянным током.
Подбираем правильно сварочный ток
В подборе сварочного тока и настройке аппарата для сварки нет ничего сложного. Определившись с нужным диаметром электродов, можно определить, какой правильный ток сварки нужен в том или ином случае.
Для сварки электродами 1,6-2 мм, нужен сварочный ток от 30 до 80 Ампер. Чтобы варить электродами 3-4 мм по диаметру, необходим сварочный ток от 80 до 150 Ампер.

При этом чтобы не прожигался металл, следует, как было сказано в начале статьи, варить на обратной полярности. Для этого к электроду подводится плюс, а к свариваемому металлу минус.
Ну а теперь что касается деформации металла. Чтобы этого не произошло, сначала целесообразно приваривать металлы точечно, заодно выставляя и фиксируя заготовки тем самым. Недопустимо варить сразу сплошным швом, так как тонкий металл тут же ведёт и деформирует от большой температуры.
Если при сварке прожигается металл

Варить тонкий металл можно только набив руку и имея маломальский опыт в сварке. Гораздо проще сваривать заготовки толщиной 4-6 мм, но и здесь возникают свои проблемы в виде непроваров и т. д.
Из этой статьи вы узнаете, как варить тонкостенный металл, таким образом, чтобы его не прожигать. Статья носит рекомендательный характер. Для подробного изучения данного материала рекомендуется почитать про настройки сварочного инвертора и подбор тока.
Из-за чего чаще всего прожигается металл
Тонким металл для сварщика можно считать такой металл, толщина которого едва достигает двух миллиметров. Чаще всего это один или полтора миллиметра. Так вот, варить такой металл электродами достаточно проблематично, в виду постоянно образующихся прожогов.

Чаще всего эти прожоги связаны вот с чем:
- Неправильно выставлен сварочный ток;
- Используются слишком толстые электроды;
- Сварщик варит на длинной дуге, вместо того, чтобы использовать короткую дугу;
- Осуществляется сварка сплошным швом, что помимо прожогов приводит к возникновению и других проблем, таких как деформация металла в результате больших температур;
- Грязный и неочищенный металл;
- Неудобная сварочная маска;
- Отсутствие какого-либо опыта у сварщика.

Итак, чтобы определиться с каждой из вышеперечисленных проблем, нужно внимательно рассмотреть каждую.
Решаем проблемы с прожогами
Если на сварочном аппарате будет выставлен ток гораздо больше, чем это нужно, то тонкий металл будет всё время в прожогах. Силу тока следует подбирать не только исходя от диаметра используемых электродов и того, что рекомендовал их производитель, но и от толщины заготовки.
В первую очередь определяем, какой толщины заготовки будем варить. Затем подбираем подходящие электроды по диаметру для этих целей, и только после этого настраиваем нужные параметры сварочного аппарата в плане силы тока. Для упрощения всех необходимых расчетов в статье представлена соответствующая таблица.

Варить тонкий металл следует короткой дугой. Это значит, что расстояния от кончика электрода до поверхности металла не должно превышать 3 мм. При возникновении слишком длинной дуги, тонкий металл сразу же будет прожигаться. Отводить электрод от металла рекомендуется быстро, не задерживая его подолгу над поверхностью, чтобы не образовался прожог.

Следующее правило заключается в том, что нельзя варить слишком тонкий металл сразу же сплошным швом. Это приведёт не только к появлению прожогов, но и к возникновению серьезных деформаций, в результате чего заготовку придётся выравнивать.
Сначала необходимо сделать прихватки в нескольких местах, поставив капли металла. Только после этого и обязательно короткими швами можно будет варить. Внимательно перед сваркой осматриваем заготовку на предмет ржавчины и краски. Жирные пятна битума или лакокрасочных материалов на поверхности металла, также могут стать причиной появления прожогов.

Ну и последнее, это удобство, а главное безопасность в работе. Не скупитесь на покупку хорошей маски хамелеон, в которой будет всё видно. Часто сварщики не могут варить тонкий металл по причине того, что используется плохая маска, через которую абсолютно ничего не видно.
Почему при сварке прожигается металл

Почему при сварке прожигается металл и что делать
Я живу в своём доме, часто что-то строю и мастерю, поэтому решил досконально освоить сварочное мастерство. Начитавшись книг и насмотревшись видеороликов, мне стало более менее ясно. Однако после покупки инвертора, я понял, что абсолютно ничего не знал о сварке.
Поначалу я учился варить на куске толстого уголка, сварочный шов получался достаточно аккуратный, не высокий, и с ровными наплывами. Все пошло наперекосяк, когда пришлось варить двери из тонкого металла. Как только я начинал варить, в металле тут же образовывалась дыра. Ставил ток меньше, электрод сильно прилипал к металлу, так, что выдёргивался с электрододержателя.
В общем, намучился я тогда со сваркой дверей. Теперь наступил разбор полётов, и я хочу поделиться с новичками опытом, что делать в данном случае.
Все дело в сварочном токе
Начну, пожалуй, со сварочного тока. Поскольку на тот момент я использовал для сварки металлических дверей электрод тройку, то по своему незнанию, выставил на сварочном аппарате ток в 135 А.

Это большой ток для электродов 3 мм, поэтому скорее происходила не сварка тонкого металла, а его резка. Как уже понял потом, оптимальным значением тока для моего сварочного аппарата, было 100 Ампер.
Пару слов о полярности
Второй момент, на который я хотел бы обратить внимание, это полярность. Я рекомендую использовать для сварки тонких металлов — инвертор, поскольку он меньше прожигает металл, и на нем можно выставить обратную полярность. В данном случае минус идёт на металл, а к плюсу подключается электрододержатель (стандартное подключение).

Таким образом, самая большая температура приходится не на металл, а на кончик электрода, что даёт возможность не прожечь тонкую заготовку. Так же, как я понял в дальнейшем, большую роль в сварочном деле играют электроды. Если они качественные, то шансов прожечь тонкий металл становится гораздо меньше.
Электроды — немаловажная часть сварки
После долгих экспериментов, я остановился на электродах ОК-46. Их стоимость несколько больше, чем на другие, аналогичные электроды, но зато и плюсов у них, также достаточно. Электрода ОК-46 абсолютно не прилипают к металлу, они отлично зажигаются, и хорошо держат сварочную дугу. В общем, друзья, экспериментируйте.
Кроме всего вышесказанного, хочу поделиться ещё одним опытом, который связан с прокаливанием электродов. Электроды, если ими долго не пользовались, отсыревают со временем, поэтому они могут сильно прилипать к металлу и плохо зажигаться.

Поскольку у меня нет прокалочной печи, то я использую для просушки электродов обычную кухонную духовку. Закидываю в неё электроды и выставляю таймер на 1,5- 2 часа. Температура прокалки указывается на пачке с электродами, и она может быть разной для каких-то конкретных марок. Если температура неизвестна, то можно выставить градусов 100-150, но не больше, иначе электроды испортятся.
Главное чтобы духовка была не пищевая, так как в противном случае (проверенно на личном опыте), дальнейшее приготовление еды в ней будет затруднительно. Пироги получаются с неприятным привкусом.
Ещё из личного опыта…
Чтобы сварка не прожигала металл, нужно поэкспериментировать не только с силой тока, диаметром и качеством электродов, но и с техникой сварки. Если металл прожигается, то попробуйте увеличить скорость движения электродом. Ведите электрод чуть быстрее, и тогда металл не успеет прогореть.

Обязательно потренируйтесь сначала на ненужном куске металла, а уж затем приступайте к сварке ответственных изделий — дверей, ворот и калиток. Также, нужно давать металлу время остыть. Я когда варю тонкие двери, всегда собираю всю сначала на прихватках, так листовой металл не коробит и не ведёт в стороны.
Кроме того, чтобы не прожечь металл, обязательно нужно делать зазор между электродом и свариваемой заготовкой, как можно меньше. Длинная дуга прожигает тонкий металл, поэтому нужно всегда держать короткую дугу, используя сварку с «опиранием» электрода.
Читайте также: