Порошковая краска по металлу
Обновлено: 27.04.2024
Порошковые краски представляют собой оригинальный продукт в сегменте лакокрасочных материалов. Данное сырье состоит из катализаторов, красящих пигментов и пленкообразователей. На сегодняшний день подобный вид красок – наиболее выгодная замена классическим решениям.
В связи с высоким уровнем покрытия, получаемым при применении полиэфирных порошковых составов, они широко распространены в строительной, автомобильной промышленности, интерьерном дизайне. Чаще их применяют для окрашивания мебели, спортивного инвентаря, бытовой техники, металлических изделий или медицинской техники.
Технология окрашивания
Применение порошковых красителей считается экологичным и безотходным способом окрашивания. Формирование покрытия происходит из полимерного порошка, который наносят особо тонким слоем на обрабатываемую поверхность. После нанесения поверхность требуется оплавить при температуре 160 градусов Цельсия, для чего требуются специальные камеры термической обработки. В результате образуется равномерное сплошное покрытие.


Интересное свойство краски заключается в том, что оставшийся порошок можно поместить обратно в резервуар, сохранив его для дальнейшего использования.
Применение порошковых красок позволяет получить поверхности с имитацией различных фактур. Это является одним из преимуществ данной продукции, ведь фактура под дерево, мрамор, камень, образуемая посредством краски, смотрится красиво и необычно.
Можно выделить несколько типов поверхностей:
- матовая;
- глянцевая;
- объемная;
- плоская.




Плюсы технологии
У данной технологии немало достоинств. Отметим основные преимущества.
- Возможность нанесения красящего состава одним тонким слоем (в отличие от окрашивания жидким лакокрасочным аналогом). Данное свойство в разы повышает оптимизацию процесса.
- Отсутствие потребности контроля вязкости и использования растворителя. Это снижает затраты на производство.
- Окрашивание порошком занимает меньше времени в сравнении с жидкими аналогами.


- Экологичность и безопасность являются неоспоримыми преимуществами красок на основе порошков. Отсутствие токсичных соединений позволяет снизить расходы на вентиляционные системы и обеспечение помещения соответствующими установками.
- Максимальная автоматизация рабочего процесса снижает требования к работникам, упрощает систему их обучения.
Порошковые краски разделяются по способу образованию пленки. Рассмотрим основные востребованные разновидности.
Термопластичные
В качестве смол используют нейлон, винил или полиэстер. Твердое покрытие образуется путем застывания смол после оплавления. Химических реакций при использовании этих красок нет. За счет этого возможно повторное нагревание и плавление порошка. Их используют в основном для окрашивания металлических и хромированных изделий.
Отрицательная сторона термопластичных красок заключается в том, что защитная пленка исчезнет при нарушении температурного режима.


Термоактивные
Это более распространенный вид красок. Пленка образуется путем химической реакции и преобразования состава. Для изготовления используют несколько видов смол.
Использование термоактивных красок сводит риск деформации поверхности при повторном нагревании к нулю. Окрашивание термоактивными красками применяют для изделий, которые эксплуатируют в трудных условиях.
Активно применяется данный материал в машиностроении.
Компоненты обоих видов красок обладают хорошей сыпучестью, благодаря чему краска не липнет, если попадет на кожу или посторонний предмет, который не планируется окрашивать. У порошков нет срока годности, со временем они не густеют, не затвердевают и не тускнеют.
Их главное отличие от жидких аналогов заключается в том, что нет нужды в растворителе. Для придания цвету глубины и яркости в состав продукта могут быть включены различные пигменты.
Преимущества красок
Экономичность технологии, высокая скорость полимеризации (быстрое застывание), компактный размер оборудования и возможность повторного использования оставшегося порошка позволяет говорить о высоком преимуществе твердых красок над традиционными лакокрасочными продуктами. Выделим основные достоинства порошковых красок.
Экономичность
В связи с технологией и возможностью вернуть неиспользованный материал обратно в резервуар полиэфирный порошок является наиболее экономичным продуктом по сравнению с остальными видами красок.


Высокая износостойкость
Порошковые краски, несмотря на свою экологичность, не уступают в параметре износостойкости другим материалам своего сегмента. Такое покрытие не потребует скорой корректировки, так как состав устойчив к истиранию.


Равномерное покрытие
Использование камер термической обработки обеспечивает равномерное распределение полиэфирных частиц и пигмента. Краска ложится ровным и равномерным слоем, при этом на поверхности нет видимых переходов.


Дополнительные защитные функции
Равномерное покрытие влияет на распределение нагрузок и придает дополнительную прочность основанию, повышая защищенность изделия. За счет химического состава данный материал противостоит коррозии.
Простота обслуживания
Простота в обслуживании оборудования и покрытого изделия является очевидным плюсом порошкового покрытия. Наносить состав легко: это под силу даже новичку.


Декоративность
Широкое многообразие красок позволяет получить разнообразные виды покрытия и текстур. Глянец, матовое покрытие, объемное или металлик, фактура древесины и мрамора – все это представляется возможным при использовании данного порошка.


Высокая адгезия
Способность к сцеплению поверхностей у порошковых красок достаточно высока, при этом тип поверхности может быть универсальным. В связи с высокой адгезией этот вариант окрашивания подходит большому количеству материалов, а также изделиям из нержавеющей стали.
Термостойкость
Метод запекания способствует повышению устойчивости к перепадам температур, укрепляя покрытие и обеспечивая надежную протекцию от термических воздействий в дальнейшем.
Многообразие цветов
При смешивании цветов можно получить более 5000 оттенков, имитировать свойства различных фактур, что недоступно при работе с жидкими материалами. При желании можно подобрать оттенок в тон интерьерной композиции, либо выполнить отделку поверхностей для акцентирования отдельных функциональных зон.



Ударопрочность
Невосприимчивость к механическим повреждениям делает порошковые краски особо популярными. Структура полимеров и технология обработки повышают срок службы порошка и покрытого им материала.
Водостойкость
Водоотталкивающее покрытие надежно защищает от влаги и пыли. Оно предотвращает отслаивание краски от поверхности изделия. Данное свойство особо ценится у покупателей.
Долговечность
Устойчивый к разложению и повреждениям состав позволяет долгое время обходиться без перекрашивания изделия. При соблюдении технологии окрашивания вам не придется проводить корректировку или подкрашивание поверхности в течение нескольких лет.



Химическая нейтральность
Состав нейтрален к химическим воздействиям, а, следовательно, и устойчив к ним. Поверхность, покрытую данной краской, можно протирать, используя бытовую химию.


Минусы
У технологии окрашивания порошковыми красками существуют отрицательные стороны. К ним относится невозможность исправления локальных недостатков и дефектов. В случае брака возникает необходимость полного перекрашивания, что несет существенные затраты материала. Помимо этого размер окрашиваемых изделий ограничивается величиной камеры для термообработки.
Требование специального оборудования и температурных условий делает использование порошковых красок дома затруднительным. Только при наличии полного комплекта техники и специальной печи появится возможность выполнить покраску самостоятельно.
Этот процесс будет дорогостоящим, если требуется покрасить только несколько деталей. Данные краски не подходят для окрашивания деталей, подвергаемых в будущем сварке в связи с отсутствием вариантов их реставрации. Их нельзя колеровать.
Работая с твердыми красками, каждый цвет придется наносить отдельно, смешение порошков невозможно.


Способы нанесения
Сухие порошковые краски наносят на поверхность двумя способами. Оба заключаются в передаче частицам порошка электрического заряда.
Электростатическое напыление
Промышленный способ нанесения, заключающийся в зарядке частиц порошка коронным разрядом. Преимущество такой покраски заключается в возможности зарядки любых современных порошковых материалов. Это понижает чувствительность порошков к влажности воздуха, уменьшает затраты на покупку, эксплуатацию и замену оборудования.


Трибо-статическое
Данное напыление происходит путем трения одного материала о другой. Для нанесения сухого порошка используют тефлоновый трибостатический распылитель. Преимущество такого метода заключается в передаче заряда без создания электрического напряжения или ионного тока между частицами порошка и распылителем. Это дает возможность наносить порошок равномерно и тонко. Появляется возможность использовать в работе многоструйные насадки, используя краску более точечно и покрывая только необходимые участки.


Такая эпоксидная термостойкая красящая смесь в баллончиках имеет превосходные технические характеристики.
Использование порошковых красок по металлу – шаг вперед в индустрии окрашивания материалов. Однако этот способ не является универсальным.
Перед использованием техники порошкового окрашивания следует взвесить все плюсы и минусы. Необходимо выбрать самый подходящий вариант для предстоящих покрасочных работ.


В видео ниже вы увидите, как красят металл порошковой краской.
Порошковая краска по металлу: выбираем подходящую и красим правильно

Покрасить металл непросто. Большинство привычных нам красок с ним не дружат – не выдерживают больших температур и влаги. Но технологии изготовления колерных составов претерпели большие изменения. Пример таких изменений – порошковая краска по металлу. Читайте до конца и узнаете, как красить порошковой краской, ее разновидности, а также некоторые правила и рекомендации по нанесению.
Виды порошковых красок
Порошковая краска – материал с цветным пигментом в виде порошка. Она защищает металлическую поверхность от влаги, предотвращает появление ржавчины. Долговечность, дополнительную прочность и даже электроизоляция – ее особенность.
Помимо пигмента в состав входят и другие вещества: смолы образуют пленку, а катализаторы отвечают за отвердение. Покраска порошковой краской распространена в строительстве, автомобильной промышленности и интерьерном дизайне. Так можно добиться матовой или глянцевой, объемной или плоской поверхности.
Краска делится на 2 вида:
- Термопластичные. Решающим фактором здесь является высокая температура. В состав добавляют смолы: винилы, нейлоны или полиэстер. После нагрева они образуют твёрдое покрытие с сохранением состава и структуры исходного сырья. Такое порошковое окрашивание позволяет нагревать металлический предмет повторно и заново формировать слои.
- Термореактивные. Образование пленки происходит в результате химической реакции. Для производства красок используют акриловые, эпоксидные или полиэфирные смолы.
Термоактивные колеры подходят для изделий, эксплуатация, которых происходит в тяжелых климатических условиях. После нанесения порошковое покрытие преобразуется и не деформируется после повторного нагревания.
Компоненты в составе безопасны. У них высокая степень сыпучести, из-за чего они не прилипают к предметам и коже. Срок годности неограничен, цвет не блекнет, консистенция не густеет со временем. Свойства сохраняются до момента применения. Растворитель не нужен.

При порошковой покраске технология окрашивания имеет огромное значение. Суть – в распылении сухих частиц на обезжиренную и очищенную поверхность. На поверхность металла, заряженную отрицательно, с лёгкостью прилипают положительно заряженные частицы краски. Так формируется ровный и однородный слой.
Используют всего два способа напыления:
- Электростатическое. На заземленную поверхность наносят порошок, заряженный электростатикой. Делают это с помощью пистолета для порошковой покраски. Колер обретает электрический заряд благодаря ионизированному воздуху. Он находится в области коронного разряда и образуется между электродами заряжающего наконечника и поверхностью для покраски.
Источник высокого напряжения встроен в конструкцию распылителя. Основной недостаток этого способа – невозможность нанесения краски в мелкие углубления и выемки.
- Трибостатическое. В этом способе используют сжатый воздух. В результате трения о диэлектрик появляется заряд. Он и удерживает молекулы краски на окрашиваемой поверхности. Диэлектриком служит фторопласт – из этого материала сделан распылитель. Этот способ используют для покраски изделий со сложной геометрией. Есть возможность использовать многоструйные насадки, именно они и повышают точность и равномерность нанесения краски.

Этапы работ
Технология порошкового окрашивания состоит из трёх этапов работ: подготовки поверхности, окрашивания и полимеризации.
Подготовка поверхности
Она включает в себя: очистку от загрязнений, обезжиривание, фосфатирование.
С поверхности металлического изделия удаляют грязь, ржавчину и окислы. Если пропустить этап очистки, краска слезет и придётся переделывать. Лучший способ очистки – дробеструйный. Мелкие гранулы под давлением или с помощью центробежной силы направляются на поверхность. В качестве гранул используют чугунные или стальные гранулы, а также песок.
Видео описание
В этом видео показано, как очистить металл от ржавчины
Для обезжиривания поверхности перед порошковым окрашиванием металлических изделий подойдёт химическая очистка или травление. В качестве реагента берут серную, азотную или фосфорные кислоты. Фосфатирование похоже на грунтование. При обработке специальным составом образуется фосфатная пленка, улучшающая адгезию.
Окрашивание
Для этих целей оборудуется специальное помещение – камера – с принудительной системой отсоса воздуха. В камерах проходного типа окрашивают крупногабаритные изделия, в тупиковых – мелкие детали. Специальный пистолет распыляет колер. Поэтапно процесс выглядит так:
- В специальный бункер засыпается порошковая краска и смешивается там с воздухом. Регулировка пропорций происходит при помощи вентилей.
- Через распылитель с высоковольтным источником проходит смесь краски и воздуха, приобретая положительный заряд.
- Происходит процесс распыления краски на изделие.
- Последний этап – вытяжка удаляет незакрепленные частицы. Поступая в специальный бункер, они снова направляются по покрасочному циклу.

Полимеризация
После нанесения порошка объект перемещается в печь. Далее нагревается под воздействием постоянного значения поддерживаемой температуры.
В этом видео показаны последствия недопекания и перепекания краски
Происходит процесс полимеризации краски. На прохождение полного цикла необходимо 15-30 минут. Микрочастицы порошковой краски оплавляются, образуя при этом плёнку, затем отвердевание и охлаждение. Время этого этапа зависимо от размера детали, вида печи и типа краски.
Температурный режим, необходимый для процесса, удерживают в диапазоне 150-200 °C. После чего расплавленный порошок заполняет все малые неровности, это гарантирует плотный контакт краски и поверхности.
Потом деталь охлаждается. Покрытие становится прочным, а изделие получает защиту от неблагоприятных воздействий окружающей среды.
Правила и рекомендации
- Рекомендуется использовать краски только проверенных производителей.
- Состояние подвесных крючков, ответственных за заземление изделий играет ключевую роль, в противном случае происходит нарушение электростатического механизма удерживания и распределение порошковой краски на окрашиваемой поверхности. Операция очистки, а также контроль цепи заземления необходимо провести технологически верно.
В этом видео показан процесс покраски порошковой краской
- Для напыления порошковых материалов, использовать минимально нужное количество воздуха. При перенасыщении происходит увеличение расхода колера, усиление нагрузки на оборудование, нарушение процесса электризации, изменение гранул порошкового материала, плюс, видимость в окрасочной камере заметно ухудшается.
- Использовать воздух лучшего качества, без примесей.
- Внимательно гомогенизировать порошковую смесь перед использованием.
- Не допускать смешивания разных цветов. Перед использованием нового цвета – тщательно очистить оборудование.
- Уделить большое внимание подготовке поверхности перед покраской.
- Условия хранения порошковых красок необходимо соблюдать во избежание ухудшения исходного сырья, что отразится на конечном результате.
- Технологический процесс должен быть соблюдён в деталях на всех этапах покрасочных работ.
- Контроль, профилактика и обслуживание агрегатов – необходимость.
- Правильно настроенные производственные циклы, гарантируют уменьшение потерей красящего пигмента до 2%-5%.
Правила и рекомендации помогут добиться равномерности и эластичности покрытия, а также долгого срока эксплуатации.

Коротко о главном
Порошковая краска – современный вид красящих материалов по металлу. Область применения – от покраски мелких бытовых приборов и предметов интерьера, до металлоконструкций.
Существует два основных порошковых вида красок – термопластичные и термореактивные. Выбор метода зависит от поставленных задач. Так же существует всего два типа технологий окрашивания – электростатическое и трибостатическое. В первом случае используют мощный источник высокого напряжения, во втором он отсутствует.
Покраску делают в 3 этапа: сначала подготавливают поверхность – очищают от грязи, пыли и старых слоев краски. Изделия окрашивают, используя систему отсоса воздуха. Заключительный этап – полимеризация. Окрашенный предмет отправляется в печь, чтобы зафиксировать краску, далее происходят процессы отвердевания и охлаждения.
Покраска порошковой краской: технология и методы
Существует достаточно много разновидностей красящих составов, которые могут быть применены на практике, но особое место среди них занимает порошковая краска. Эта группа лакокрасочных смесей не может быть применена в домашних условиях – для работы обязательно понадобится специальная окрасочная камера.


Принцип нанесения
Покраска порошковой краской отличается от нанесения обычного состава потому, что она представляет собой мелкодисперсный порошок. Химический анализ обнаруживает в этом порошке ряд органических и неорганических компонентов из числа полимеров. В качестве основания чаще всего выступает стекло и металл. Камера для полимеризации — печь, способная поддержать нагрев до 200 градусов тепла. Не получится смешать различные сорта краски, придется ограничиться однотонным сюжетом.


Оборудование и материалы
Подготовку к работе начинают с выбора помещения. В принципе, можно сделать все необходимое даже в обычном гараже. Главное условие успеха — достаточное пространство для окраски и размещения оборудования, которое будет применено. Характеристики красящей установки подбираются сообразно тому, какое основание будет окрашиваться. Распылитель устанавливается внутри основной камеры и нагнетает порошковую краску в печь.
Любая работа с порошковой краской немыслима, если не использовать пистолет, точнее, электростатический пульверизатор. Важной функцией такого оборудования является подключение сжатого воздуха. Альтернативой можно считать компрессоры с фильтрами высокого давления.
Для нанесения порошковой краски требуется также обеспечить приличное освещение (лампами дневного света) и позаботиться как следует о вентиляции помещения. Только при своевременном удалении мельчайшей взвеси красителя наружу и его обезвреживании можно быть спокойными за свое здоровье. Профессиональная работа подразумевает также применение рекуператоров. Заменяют их в домашней мастерской с помощью пылесосов циклонной группы. Обычный аппарат неизменно будет забиваться грязью за очень короткое время.
Ряд электрических аппаратов и обеспечивающая их мощная сеть могут не помочь в решении поставленной задачи, если не контролировать результат работы с помощью толщиномеров. Когда придется красить крупную вещь, желательно применять транспортные системы, причем обеспечивать движение придется для каждой детали. С помощью тележек, катящихся по рельсу, можно повысить производительность и сделать работу комфортнее.
Респираторная маска, хотя она и не нужна для выполнения самой работы, оказывается очень полезна для большего удобства, а также обеспечивает безопасность. В качестве грунта обычно используются составы, формирующие качественную фосфатную пленку.



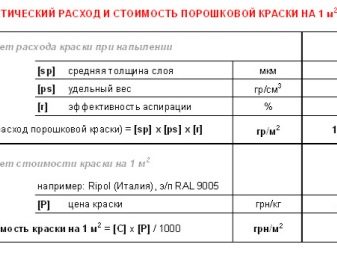
Расход
Минимальная толщина слоя порошковой краски составляет 100 мкм. Применение распылителей помогает экономить краситель. С помощью этих инструментов удается сократить потребление красящего состава до 0,12 — 0,4 кг на 1 метр квадратный.
Указания производителей относятся всегда к окрашиванию поверхностей с минимальным уровнем пористости. Однако в реальности приходится мириться с очень быстрым впитыванием краски подложкой, вследствие чего на м2 уходит больше, чем планировалось. Именно так обстоят дела с бетонными и деревянными плоскостями.
Норма определяется еще тем, насколько полно выдержан режим, предписанный по технологии.

Чем развести?
Учитывая то, как именно применяется порошковая краска, вопрос, чем разбавить ее, совершенно лишен смысла. В красящую камеру подается именно тот состав, который произведен на промышленном предприятии. Никакое усовершенствование не нужно – это полностью готовая к использованию смесь.
Технология и методы
Подготовка
Стандартная технология предусматривает, что краситель равномерно распыляется на плоскость. Качественная работа всегда выполняется без лишней спешки. При подготовке обеспечивается:
- устранение малейших загрязнений;
- освобождение поверхности от жира;
- нанесение фосфатного слоя (грунтовки).


Чтобы очистить металл, бетон, применяют химические и механические методики. Окислы, ржавчину и окалину неплохо устраняет дробеструйная обработка.
В качестве рабочей части берут песок, гранулы из стали либо чугуна. Метательным орудием выступает либо поток сжатого воздуха, либо центробежная сила. При травлении используются различные кислоты, и этот метод производительнее и проще механического способа. Ограничения вызваны, прежде всего, потребностью отмывать поверхность и терять дополнительное время.
Температура при обработке в окрасочной камере довольно высока, и потому в процессе обработки стараются оценивать качество изделий (блоков), чтобы избежать их повреждения.
Вся техника (камеры) имеет средства очистки: бункеры, вибрационные сита и средства отсоса. Сами камеры делятся на сквозные (в них красят крупногабаритные изделия) и тупиковые (там красят мелкие вещи). Окраска металла в автоматических окрасочных камерах очень производительна, и потому плата за них вполне оправдана, рациональна. В большинстве случаев процесс происходит по электростатической методике: заряженный электрически порошок, распыляемый в воздухе, покрывает деталь и прилипает к ее поверхности достаточно прочно.
Но просто нанести порошок недостаточно, основание придется подвергать термической обработке. Разогретый слой плавится, становится текучим и превращается в монолитное покрытие. В любом случае необходимо строго исполнять рекомендации, представленные производителем.


В домашних условиях
Поверхности алюминия и других цветных металлов окрашиваются очень плохо, поскольку неизменно покрыты слоем окислов. На промышленных предприятиях доводят поверхность до идеального состояния, снимая соли и жировые наслоения. Металлические изделия после нагрева аккуратно охлаждают, дожидаются полной полимеризации покрытия.
Порошковая краска на нержавейку наносится потому, что она:
- дополнительно увеличивает защиту от коррозии;
- помогает избежать появления царапин;
- ложится идеально ровно и гладко;
- надежно защищена от перепадов температуры и едких веществ (что очень важно при окраске радиаторов отопления).


Для окрашивания профиля из алюминия не годится термопластичная краска, она не подходит также и для алюминиевого проката. Рекомендуется использовать термореактивные красящие составы.
По химической природе они могут быть довольно разнообразными: эпоксидными, полиэфирными, акриловыми, комбинированными и так далее. Точный выбор типа краски проводится с учетом внешнего вида и способа применения изделия, принимают во внимание также условия, в которых оно будет находиться.
Полировать слой порошковой краски вовсе не нужно – это только повредит ей. Красить МДФ подобным способом нельзя, потому что этот материал не электризуется.
Пластмасса может быть окрашена порошковой смесью, но для этого она изначально должна быть произведена особым образом — с использованием компонентов, которые обеспечивают электризацию. Дополнительно усилить электрические характеристики пластика помогает нанесение особых грунтовок и подогрев материала.
Также при отборе материалов для работы обязательно оценивается их способность переносить значительный нагрев. Да, созданы уже краски, требующие сравнительно малых температур или приобретающие нужные качества под действием ультрафиолета, но такие покрытия еще не слишком распространены и достаточно дороги.
Сколько сохнет?
Продолжительность сушки — очень важное свойство для любого красящего состава. И порошковая краска далеко опережает все жидкие смеси: она высыхает за 30 минут. На распыление отводится по технологии от 1 до 5 минут, полимеризация происходит чаще всего за 10 — 20 минут, точный показатель определяется нюансами рецептуры и технологическими разработками производителя.



О том, как красить порошковой краской, смотрите в следующем видео.
Порошковая покраска * Как начинал… набираем опыт

Красил диски жидкими красками уже давно и вот решил летом 2016 года, что необходимо мне освоить еще и порошковую покраску дисков и любых других металлических изделий. Т к диски бывают в очень печальном состоянии и кроме как вариант пескоструй и порошок им другого варианта не светит, чтобы стать как новыми.
До момента покупки оборудования, долго изучал в инете тех процесс, много интересного узнал с форума , очень редко давали советы люди. Вот на этом моменте я немного прифигел. Столкнулся с тем, что люди которые занимаются покраской дисков порошком, на отрез не хотят делится информацией и что-то подсказать. Сложилось такое впечатление, что это какая то нано технология не подвластная любому человеку ))) Типа мы не будем ничего рассказывать, т к мы сами пока шишку не набили, не научились красить, зачем нам типа конкуренты ))) Даже за денежное вознаграждение передать опыт, отказывались… Мне от такого смешно, а на тот момент, насторожило… Подумал, что неужели так сложно красить порошком? Жидкими красками я обучался работать, там процесс совсем не легкий, но такие высказывания меня вгоняли в ступор. Решил все же покупать оборудование и начинать… Пробовать, учиться, естественно начинать с своих дисков.
Минимум оборудования нужно:
Печь для полимеризации краски, пожалуй самая дорогая вещь.
Оборудование для нанесения краски
Многие делают печи самостоятельно, дабы снизить стоимость и возможность сделать печь по размерам как им нужно. Я не стал заморачиваться с самостроем и купил готовую печь, в фирме по производству оборудования для полимерки. + необходимое оборудование для нанесения. Единственное сэкономил на камере нанесения порошка, т к сама по себе она не представляет сложной конфигурации и опыт постройки камеры для обычной малярки у меня был. Основы её, это чистое помещение без пыли, приточка и вытяжка… крепления с заземлением изделий, делай какое самому будет удобно. Сделал сам. Всё остальное купил, установил и начал пробовать!
Красить стал порошком AkzoNibel. Материалы не дешёвого производителя красок. Выбор был, во первых для того, чтобы в начале своего опыта, именно в порошковой покраске, свести к минимуму какие либо косяки связанные с не очень хорошими материалами, а если они будут, то по вине не опытности. Порой бывает у людей возникают проблемы в покраске, а понять из-за чего это произошло из-за дешевых материалов, не правильного настроенного оборудования или по своей вине потом трудно понять, поэтому я исключил для понимания этого дела несколько факторов, использовать хорошие материалы и правильно настроенное оборудование. Ну и по опыту жидкими красками, жестко соблюдать техничку по материалам. Ну и всё…
Честно скажу, не хвастаясь, первый же пробный комплект покрасил хорошо, косяков почти не было.
Единственное чуть помучился с нанесением, пока настроил сам пистолет для нанесения порошка, но там так, не понравилось как напылилась краска, взял обдувочный пистолет, всю краску сдул в мусор и снова наноси, пока не устроил вариант, если краски не жалко. Вот такие вот дела.
Складывается впечатление, что у людей, которые не могут научится красить, либо рукожопы либо самодельные камеры, которые не могут создавать в печи правильный температурный режим. Поэтому лучше первую печь либо купиь, либо доверить сделать специалисту. Ну на крайний вариант, чтобы сказали или проконтролировали, как ее сделать.
Да оборудование у меня не самое суперское, но для начала оно хорошее. Возможно в дальнейшем есть смысл делать апгрейт оборудования по увеличению самой печи и купить дорогущий пост нанесения краски такой как Gema ))
Кому интересно, мое оборудование:
Печь производства Питерской компании Arfitec, модель КП-230 14кВт с внутренней циркуляцией нагреваемого воздуха. Размер внутри печи 1100х1400х1550 мм, позволяет полностью засунуть комплект дисков.
Пистолет нанесения порошка:
1. Электростатика Tesla Profi, дополнил информацию о ней в новом блоге, т к много пишут и спрашивают "Как она?"
2. Трибостатика Start 50 Tribo
3. Камеру нанесения сделал самостоятельно. Отдельная комната с приточкой и отводом воздуха с помощью канального вентилятора с фильтром на входе от камаза )) Чтобы порошок оседал на фильтре и не улетал на улицу. Подвес сварен из профильной трубы.
4. Естественно, фильтр для подачи воздуха, модульный профессиональный от малярки Sata
Что такое порошковая покраска.

С поверхности металлических изделий удаляются все органические и неорганические загрязнения. Если изделие перекрашивается, то очень важно качественно удалить прошлый слой краски. Удаление старого слоя производится с помощью пескоструйки. Грубые абразивы позволяют быстро и качественно удалить старый слой краски, а неорганические абразивы позволяют сгладить рельеф. Нанесение порошкового грунта

После того как мы подготовили поверхность под покраску, изделие помещается в камеру напыления. Там порошковый грунт, имеющий электростатический заряд, с помощью электростатического распылителя наносится на заземленное изделие. Он предназначен для противокоррозионной защиты. Нанесение порошковой краски

После того как грунт оплавился и закрепился на поверхности с помощью электростатического распылителя в камере напыления, порошковая краска, имеющая электростатический заряд, наносится на заземлённое изделие. Покраска должна осуществляться в несколько слоев, это обеспечит гладкое и равномерное покрытие. Нанесение порошкового лака

После того как мы достали изделее из печи полимиризации ему необходимо дать остыть до комнатной температуры. После этого мы наносим порошковый лак (глянцевый или матовый). Порошковый лак наносится на уже окрашенное изделие для улучшения внешнего вида и, частично, защиты от ультрафиолетовых лучей, так же он придает порошковому покрытию дополнительную маханическую прочность и практичность.В некоторых случаях он наносится на чистый металл, для сохранения текстуры и защиты от окисления. Полимеризация покрытия

Окрашенные изделия поступают в печь (камеру полимеризации). При температуре 180-200°С частицы порошковой краски оплавляются и закрепляются на поверхности изделия. Процесс полимеризации длится от 15 до 30 минут. (повторяется после каждого нанесенного слоя) Преимущества порошковых красок

порошковые полимерные покрытия обладают уникальными механическими и декоративными характеристиками и имеют ряд преимуществ перед покрытиями, получаемыми при жидком окрашивании, а именно:

Высокая адгезия (сцепление покрытия с поверхностью)

Широкий диапазон толщины покрытий

Отсутствие потеков на вертикальных поверхностях

Повышенная прочность на удар, изгиб

Стойкость к истиранию и коррозии

Сопротивляемость атмосферному воздействию

Стойкость к химии и перепаду температур. Ну и немного видео.
Читайте также: