Работа на плоскошлифовальном станке по металлу
Обновлено: 19.05.2024

Плоскошлифовальный станок служит для обработки поверхности металлических изделий. Основным предназначением считается чистовая и финишная обработка плоских поверхностей изделий при помощи алмазных или абразивных кругов. Заготовки изделий можно закрепить на магнитной плите или зеркале стола. Способ подачи, продольный или круговой, будет зависеть от формы стола.
Плоскую поверхность металла можно с высокой точностью отшлифовать при помощи такого устройства. Степень шероховатости соответствует ГОСТу и составляет от 0,63 до 0,16 микрометров после обработки. После обработки на таком оборудовании чистота поверхности будет соответствовать 9-10 классу. Для точности работы и получения качественных изделий лучше приобрести станок, сделанный на предприятии, чем собирать своими руками из подручных материалов. На собранном самостоятельно устройстве может уходить больше времени на обработку деталей, и он будет иметь большую погрешность.
Общие сведения
Для обработки фасонных поверхностей требуется установка дополнительного оборудования. Современные плоскошлифовальные станки способны обрабатывать даже элементы конусообразной формы. Все устройства общего назначения можно разделить на категории:
- Неавтоматизированные устройства.
- Полуавтоматические устройства с поддержкой активной регулировки работы настольного аппарата.

Современная промышленность позволяет приобрести различные варианты аппаратов, что позволит обработать детали различной формы. Для обработки периферией круга потребуется станок с суппортом, горизонтальным шпинделем и столом прямоугольной формы.
Такой аппарат идеален для шлифования границ торцевых поверхностей, обозначенных кожухом устройства. Обычно такие устройства приобретают для инструментальных цехов.
Горизонтальный и вертикальный шпиндель могут иметь универсальные станки со столом прямоугольной формы. Они характеризуются не самой высокой точностью шлифовки, зато отличаются высокой производительностью в силу установленных мощных электродвигателей, больших шлифовальных кругов и конструкции повышенной жесткости. Именно в этом и состоит главное отличие от станков с крестовым суппортом.
Способы обработки металла
На плоскошлифовальном станке металл обрабатывается:
При обработке торцом круга можно достичь высокой производительности. При таком способе незначительной величиной описывается дуга контакта детали и аппарата. Благодаря этому достигается высокая температура в зоне шлифования, что приводит к снижению точности проведения операции. Сложности могут возникнуть и с отводом стружки на таком устройстве.
Техники шлифования
При работе на плоскошлифовальном устройстве можно выделить следующие техники:

- Многопроходная обработка. При этой технике требуется фиксация элемента на поверхности. Скорость его перемещения в процессе обработки достигает 45 метров в минуту. Метод обработки сводится к многократному передвижению изделия под кругом до полного снятия припуска. При этом последние ходы станок осуществляет без подачи или с небольшой вертикальной подачей.
- Однопроходная обработка. Используется для станков с круглыми столами. При этом способе станок проходит за один раз вертикально во всю глубину. В результате этого весь припуск с детали снимается за один оборот. Устройства с тремя головками позволят удалить большой припуск при максимальной точности шлифовки. Такие устройства применяются в основном при массовом производстве.
- Двусторонняя обработка. Эта технология предполагает шлифовку двух торцов детали одновременно. При этом способе для полного снятия припуска потребуется не один проход изделия. Суть метода заключается в прямолинейной или круговой подаче детали. За счет вращения инструмента осуществляется резка металла. Периферией круга следует обрабатывать изделия со средней жесткостью. При торцевом методе обработки производительность будет выше, чем при методе периферии.
Методы шлифовки периферией круга
Существующие методы шлифовки:
- Глубинный метод. Этот метод позволяет снимать значительный припуск с деталей с каждым ходом. В этом случае отмечается минимальная скорость продольной подачи. При этом методе наблюдается быстрое стирание круга вследствие приходящейся тяжести удаления на абразивы, расположенные у торца.
- Метод с врезной непрерывной подачей. Применяется этот метод для обработки изделий, у которых высота больше ширины, а обрабатываемая поверхность имеет борты. Этот метод характеризуется невысокой точностью работы и отсутствием поперечной подачи. Мастеру приходится постоянно поправлять станок в силу неравномерного изнашивания инструмента.
- Метод с поперечной прерывистой подачей. Данный метод позволяет производить качественную обработку деталей. Применяется этот метод для плоскошлифовальных станков с горизонтальным шпинделем и круглым столом. Такая техника характеризуется высокой точностью. Шлифовальный инструмент по высоте должен быть выше по сравнению с показателем поперечной подачи.
Конструктивные особенности оборудования

Станок представляет собой устройство с закрепленной на тумбе литой рамой со станиной, отлитой в виде цельного инструмента. Вертикальные направляющие располагаются по бокам от проема в центре рамы. Для гидравлического или ручного передвижения шлифовальной бабки имеется передвигающаяся каретка с направляющими. Такое расположение позволяет увеличить показатель жесткости агрегата.
Кинематические короткие цепи обеспечивают стабильную подачу. На аппарате они выглядят как гайка качения, винт и направляющие. Вертикальное перемещение шлифовальной бабки и каретки обеспечивается специальным автоматическим приспособлением, которое монтируется на передней стенке станины.
Быстрое движение по вертикали обеспечивается аналогичным механизмом, расположенным позади станка. Среди основных элементов плоскошлифовального станка можно выделить: оградительные блоки, блокирующие механизмы, приспособления отскока (в случае выхода из строя шлифовальной бабки). Все эти устройства позволяют работать со станком на должном уровне безопасности.
Основные параметры станков
При покупке станка для шлифовки металла следует обратить внимание на такие параметры:
- Размер стола.
- Скорость вращения шлифовального круга и его диаметр.
- Способ шлифования: периферией или торцом круга.
- Мощность станка.
- Напряжение питания.
- Размер стола для работы.
- Диаметр инструмента для шлифования.
- Номинальное число оборотов.
- Габариты.
- Вес станка.
- Цена.
Оценка этих параметров необходима в зависимости от предназначения аппарата (для личного использования или производственных работ) и требуемого количества обработки деталей.
Ремонт станка и его модернизация

В ходе эксплуатации и выпуска деталей, поставленных на поток, все механизмы со временем начинают изнашиваться. Детали подвергаются замене по истечении срока службы каждого конкретного элемента. Такое отношение к оборудованию повышает точность проведения работ и безопасность персонала. Капитальному ремонту подлежат станки после двадцатилетнего срока эксплуатации.
Производитель дает гарантийный срок службы на каждый элемент станка, но в зависимости от загруженности оборудования замена может потребоваться и раньше. Модернизация оборудования позволяет увеличить количество выпускаемых деталей.
Как сделать шлифовальный станок самостоятельно
Для домашнего использования можно сделать станок самостоятельно при наличии имеющихся деталей. Гриндер является самой распространенной моделью для домашнего применения. Его устройство и метод сборки предельно просты. Для сборки потребуются такие детали:
- Станина из толстых металлических уголков.
- Двигатель.
- Ролики в количестве 4 штук.
- Пружины - 2 штуки.
- Наждачная лента.
Неудобство эксплуатации этого устройства для постоянного применения заключается в постоянном растяжении ленты. Чтобы регулировать натяжение ленты, устанавливают пружины и при помощи ручки регулируют их длину. Ручка также служит планкой для подъема одного ролика.

Установка ригелей совместно с таким устройством позволяет реже производить замену ленты. Если ролики сделаны из титана или прочной стали, то им замена не потребуется. К станине прочными болтами крепятся втулки роликов до неподвижного состояния. По принципу подшипника выполняют вращающуюся часть ролика.
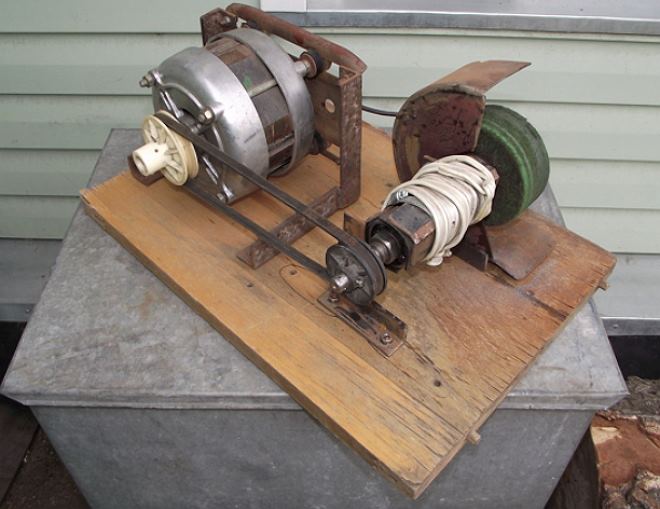
Такой станок в домашнем арсенале позволит обрабатывать изделия из металла и дерева. Особое внимание при самостоятельной сборке станка следует уделить мощности двигателя. Мощности мотора от стиральной машины хватит для обработки дерева. На таком устройстве можно затачивать и шлифовать домашний инструмент. Для обработки изделий, требующих большой точности шлифования, лучше приобрести станок заводского производства.
Технология обработки заготовок на плоскошлифовальных станках
Плоское шлифование принадлежит к способам улучшения поверхности термообработанных либо нетермообработанных заготовок. Часто шлифование плоскостей заменяет операцию с высокой трудоемкостью – шабрение, а также чистовое строгание и фрезерование. Его применение дает высокую производительность труда. При этом обрабатываются сложные узлы, имеющие большие габариты.
Затраты рабочего времени на крепеж и установку минимальные. Большое удобство для работы создает использование магнитных столов. Поверхности с плоской конфигурацией шлифуются торцом и периферией шлифовального круга. На рис. 1 показаны варианты обработки плоскостей с помощью плоскошлифовальных станков.
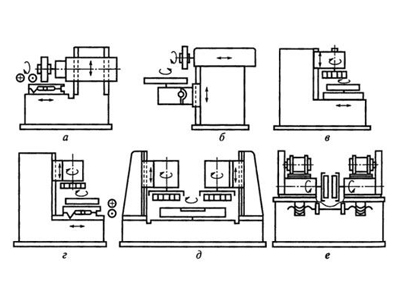
Рис. 1. Схема обработки на плоскошлифовальных станках с обозначением движений:
а-б – с горизонтальными шпинделями, работающими периферией шлифовального круга (а - с прямоугольным столом; б - с круглым столом); в-г – с вертикальными шпинделями, одношпиндельные, работающие торцом шлифовального круга (в - с круглым столом; г - с прямоугольным столом); д-е – двухшпиндельные станки, работающие торцом шлифовального круга (д – с двумя вертикальными шпинделями; е – с двумя горизонтальными шпинделями)
Краем круга шлифуются детали, имеющие жесткие допуски по отклонениям от плоскостности:
- стыки между ответственными изделиями, мерительные линейки, угольники, контрольные платформы;
- заготовки, имеющие пазы и буртики;
- изделия с малой толщиной со склонностью к короблению;
- заготовки с недостаточно жесткой поверхностью опоры и неустойчивым креплением на станке;
- изделия, у которых создаются выпуклости либо углубления.
Главными технологическими характеристиками, которые определяют шлифовальные режимы, всегда есть:
- стойкость шлифовального круга;
- мощность электродвигателя главного привода;
- шероховатость шлифуемой поверхности;
- заданная точность обработки.
Режимы обработки задаются мастером либо технологом. Часто их выбирают в справочной литературе. Для плоской обработки краем круга факторы режима резания, это:
- глубина шлифования;
- поперечная подача, параллельная оси шпинделя;
- скорость подачи детали;
- скорость работы круга.
Для шлифовального круга скорость выбирается исходя из способа обработки. Он бывает скоростным либо нормальным. Большую роль играют технические возможности станка. Скорость подачи деталей идентична продольному передвижению платформы, где они закреплены. Увеличивая скорость подачи деталей, увеличивают производительность труда.
Из-за этого в момент снятия больших припусков и на предварительных операциях подбирают увеличенные скорости подачи заготовок. Увеличение скорости подачи детали снижает коробление и разогрев изделия во время обработки. При выполнении чистовых работ скорость подачи детали снижается.
Увеличение поперечной подачи вызывает подъем производительности. При этом шероховатость поверхности обработки становится больше, круг изнашивается интенсивнее. С целью избежания подобных явлений при операциях чистовой обработки используется меньшая поперечная подача. Производительность обработки определяет глубину резания.
На нее влияет зернистость круга, мощность приводного двигателя шлифовальной бабки, установленного норматива шероховатости поверхности, а также ряд других моментов. Если обработка ведется кругами с крупным зерном, используется большая глубина резания. Шлифуя поверхности кругами с мелким зерном, выставляя большую глубину, происходит быстрое засаливание твердых кругов либо увеличенный износ мягких кругов.
Работая на черновых операциях, применяют увеличенные скорости и большие глубины резания. Во время чистовых операций уменьшают все показатели. Чтобы повысить точность шлифования, снизить шероховатость поверхности, по завершению цикла обработки используется выхаживание.
Приспособления для крепежа и установки шлифовальных кругов на станке
На рис. 2 показано, как круги для шлифования 3 сечением 30…100 мм свободно надеваются на шпиндель 1 станка. Крепят их фланцами 2, затягивая гайками 5. В фланцах имеются обязательные выточки, а также прокладки 4 из упругих резины либо кожи. Они способствуют равномерному зажатию круга по периметру.
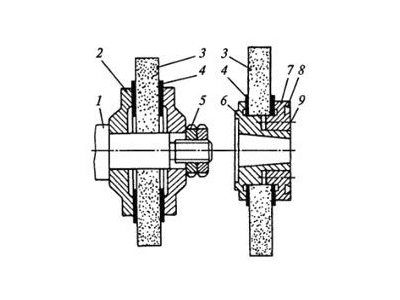
Рис. 2. Устройства для установки и крепления шлифовальных кругов:
1 – шпиндель; 2 – фланцы; 3 – шлифовальные круги; 4 – прокладки; 5 – гайки; 6, 7 – переходные фланцы; 8 – кольцевой паз; 9 - винты
Рис. 2 наглядно демонстрирует, что круги для шлифования 3 сечением более 100 мм крепят на переходных фланцах 6 и 7 свободной посадкой на шейки фланцев. Прокладки из картона 4 помещают между торцами фланцев. Болтами 9 соединяют оба фланца. Грузики для балансировки устанавливают в кольцевой паз 8 фланца 7.
Приспособления для крепежа и установки деталей на плоскошлифовальных станках
На рис. 3 показан электромагнитный стол. Его конструкция состоит из корпуса 1, выполненного сварным либо стальным литым. В корпусе смонтированы сердечники 5. Между ними закреплены немагнитные прослойки 2.
Снизу на сердечники насажены катушки 4. Они изготовлены из медного эмалированного провода. К катушкам подведен постоянный ток. Нижняя часть корпуса закрыта крышкой 6. Рукояткой 3 стол включается в работу. Для предохранения от просачивания СОЖ и герметизации свободный объем корпуса залит эпоксидной смолой.
Устройство крепится в Т-образных пазах плиты. Его рабочая поверхность шлифуется до полной параллельности плоскости зеркала приспособления к направлению поперечной подачи.
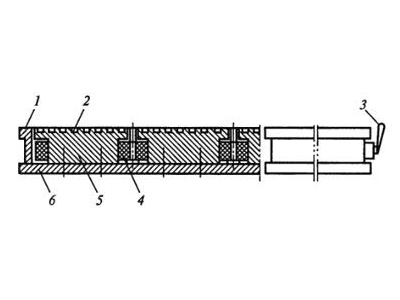
Рис. 3. Электромагнитная плита:
1 – корпус; 2 – немагнитные прослойки; 3 – рукоятка; 4 - катушка; 5 - сердечники; 6 - крышка
Как размагничиваются электромагнитные плиты
Завершив операцию шлифования, деталь снимается со стола. Ее остаточная намагниченность ликвидируется. Этому способствует операция размагничивания. Точность шлифования на станках и их производительность исходят от эффективности и качества способов размагничивания. Главный приоритет размагничивания – легкое снятие обработанной детали со стола.
Уменьшение продолжительности размагничивания значительно повышает производительность труда на станке. Для совокупного времени вспомогательно-подготовительных и заключительных операций, часть времени размагничивания стола составляет 8…20%. Поэтому необходимо добиваться снижения данного срока.
В отличие от электромагнитных, магнитные столы не нуждаются в источнике энергии для питания. Постоянные магниты из никель-алюминиевого сплава служат для них полюсами. Они намагничены на особых приборах. Притяжение деталей магнитными плитами слабее электромагнитных.
Рис. 4 демонстрирует общий вид магнитного стола. Сверху он оснащен пластинами из железа 1 и 2. Между ними установлены немагнитные прокладки 3. Постоянные магниты большой силы передвигаются и попеременно замыкаются на железные пластины и на закрепленную деталь. Рукояткой 4 производится переключение магнитов. Болтами и прихватами низ плиты крепится к столу.
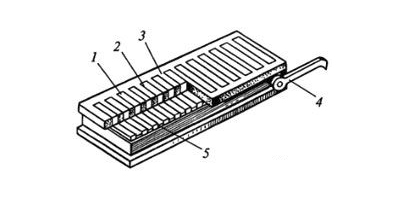
Рис. 4. Магнитная плита с постоянными магнитами:
1, 2 – железные пластины; 3 – немагнитные прослойки; 4 – рукоятка; 5 – постоянные магниты
В автоматические станки для шлифования помещается специальный демагнитизатор. Его функция – размагничивание обрабатываемых стальных деталей. Помимо электромагнитных и магнитных плит, обрабатываемые детали на станках крепятся:
- установочными планками;
- универсальными прижимами;
- лекальными тисками;
- специальными плитами.
На рис. 5 показаны лекальные тиски. Они более точнее, чем простые тиски, а также их можно кантовать.
Боковины в лекальных тисках параллельны между собой и перпендикулярны основанию. Крепеж тисков производится через резьбовые отверстия. Часто их крепят к магнитной плите. Устройство изготовлено из стали, закалено и отшлифовано со всех сторон. Устанавливая детали на магнитную плиту, используют установочные плитки с планками. Они намного увеличивают надежность крепления деталей на плите.
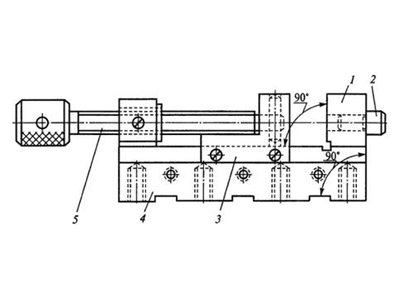
Рис. 5. Лекальные тиски для закрепления шлифуемых заготовок:
1 – неподвижная губка; 2 – мерный штифт; 3 – подвижная губка; 4 –корпус; 5 – винт
Массовое и крупносерийное производство содержат устройства для правки на шлифовальных бабках станков. Единичное и мелкосерийное производство получают заданный профиль на шлифовальном круге посредством съемного приспособления. Оно ставится на стол станка (рис. 6).
Алмаз для правки 2 крепят в державке 4, которая двигается. Снизу в державке устроен наконечник для выполнения работы. Он усилием пружины 5 прижат к копиру 6. От поворота маховика 1 державка двигается вдоль копира, передавая его профиль на шлифовальный круг 3. Идентичным приспособлением осуществляется правка круга для шлифования с прямым профилем по гладкому копиру.
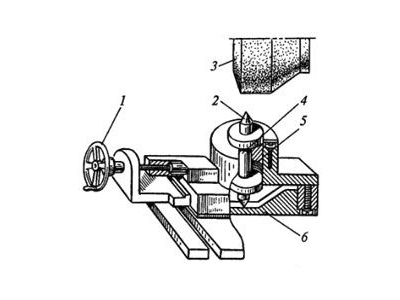
Рис. 6. Универсальное приспособление для правки кругов на плоскошлифовальных станках:
1 – маховик; 2 – правящий алмаз; 3 – шлифовальный круг; 4 – держава; 5 – пружина; 6 – копир
Осуществление контроля. Средства для проверки качества деталей при шлифовании
Прибор активного контроля, установленный на станках, предназначенных для плоского шлифования, обеспечит увеличение точности шлифования плоскостей, а также обезопасит обслуживание станков. При шлифовании существует два типа контроля.
На рис. 7, а показан первый тип контроля. При помощи пневматического либо электронного щупа 7 фиксируется высота обрабатываемой заготовки в данный момент. Регистрирующий механизм получает данные замера. Когда достигается заданное значение, автоматика отключает движение подачи. Данный способ не учитывает износ круга. Поэтому устройство для правки периодически подналаживается.
Чтобы получить требуемую точность при измерениях, используется щуп 1. Он дополнительно замеряет длину до плоскости, где установлена заготовка. Движение подачи в глубину выключается, когда будет достигнута установленная заранее разница значений двух щупов. Она соответствует абсолютному значению высоты детали.
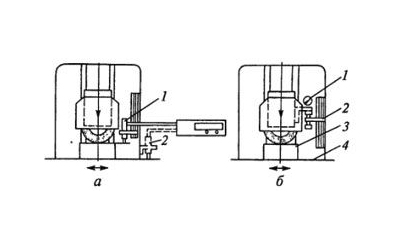
Рис. 7. Способы контроля в процессе плоского шлифования:
а – с помощью щупа: 1 – пневматический щуп; 2 – упор; б – с помощью индикаторной головки: 1 – индикаторная головка; 2 – жесткий упор; 3 – деталь; 4 - стол станка
Вторая модель измерения показана на рис. 7, б. Здесь используется индикаторная головка 1. Она соприкасается с жестким упором 2, который неподвижно закреплен на станке. Экспериментальную деталь 3 обрабатывают до обозначенного размера по высоте. На индикаторной головке устанавливается нулевое показание.
Другие заготовки устанавливаются на плите 4. Их шлифуют до того момента, когда стрелка индикатора дойдет до «0». Движение подачи на глубину шлифовального круга отключают. Здесь также пренебрегается износ круга, поэтому необходима периодическая поправка индикатора.
Способ контроля №1 точнее. Однако, учитывая то обстоятельство, что щуп при работе находится в зоне шлифования, велика возможность его большого износа вследствие загрязнения. В таких случаях используют пневматические средства контроля. Если работает специалист низкой квалификации, либо обрабатываются крупные заготовки, присутствие автоматического контроля резко уменьшает брак.
Способ № 2 дешевле и проще. Если отсутствуют высокие требования к точности обработки детали, целесообразно пользоваться им. С целью повышения точности обработки, на некоторых плоскошлифовальных станках используют подналадчики. При увеличении высоты заготовки выше заданного предела они включают перемещение круга. Этот маневр предотвращает его износ.
Изготовление плоскошлифовального станка своими руками
Плоскошлифовальный станок, изготовить который можно и своими руками, является очень востребованным оборудованием не только на производственных предприятиях, но и в домашней мастерской. Такое устройство практически незаменимо в тех ситуациях, когда необходимо выполнить шлифовку и подгонку деталей из металла. Конечно, такие работы можно осуществить и вручную, но это отнимет много сил, времени и не позволит достичь высокой точности обработки.

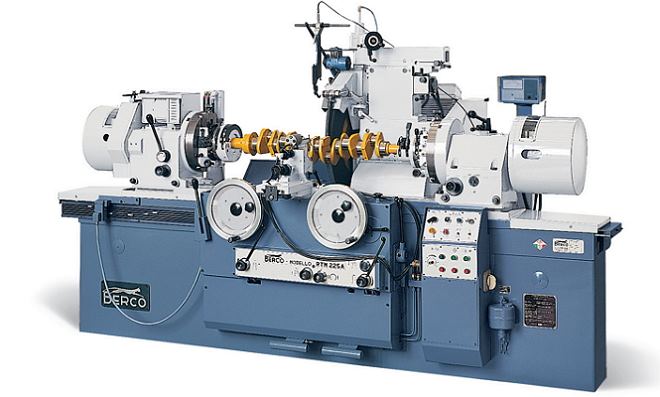
Обработка заготовки на промышленном плоскошлифовальном станке
Задуматься об оснащении своей домашней мастерской плоскошлифовальным станком есть смысл в том случае, если вам часто приходится работать по металлу. При этом можно выбрать один из двух вариантов: купить серийное оборудование или изготовить такой станок своими руками. Приобретение серийного станка связано с серьезными финансовыми затратами, что не всегда целесообразно для его использования в домашней мастерской.
Самодельный плоскошлифовальный станок обойдется значительно дешевле. Конечно, функциональность такого оборудования будет несколько ниже, чем у серийного, но его возможностей будет вполне достаточно для того, чтобы выполнять работы по металлу в домашних условиях.
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются станки плоскошлифовальной группы.

Довольно сложный в изготовлении ленточный станок с отличным функционалом
Общий вид станка Конструкция привода рабочего стола
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке. Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения.

Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.

Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.

Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
Рекомендации по изготовлению плоскошлифовального станка своими руками
Серийные станки плоскошлифовальной группы, кроме высокой стоимости, отличаются также большими габаритами. Такой станок способна вместить в себя не каждая мастерская, что также ограничивает их использование в домашних условиях. Именно поэтому многие умельцы предпочитают оборудование, сделанное своими руками.
Многие конструктивные элементы для изготовления плоскошлифовального станка можно найти у себя в мастерской или в гараже, но часть из них все же придется приобрести дополнительно. Это такие материалы и устройства, как:
- металлические уголки двух типов – 50х50х5 и 25х20х1,5 (их суммарное количество будет зависеть от того, какого размера станок вы соберетесь делать);
- трубы с толщиной стенки от 2 мм, изготовленные из нержавеющей стали;
- главный электрический двигатель, частота вращения вала которого составляет 1400–1500 об/мин;
- магнитная плита, размеры которой также будут зависеть от габаритов деталей, которые вы собираетесь обрабатывать;
- 4 подшипниковые опоры и набор шарико-винтовых передач;
- направляющие рельсового типа;
- шлифовальный круг;
- концевые опоры в количестве 2 шт.

Рабочая поверхность станка с самодельным зажимным приспособлением
Общий вид самодельного устройства Конструкция подъема рабочей поверхности
Изготовление своими руками плоскошлифовального станка начинают со станины, каркас которой собирается из уголков, нарезанных по требуемым размерам и соединенных при помощи сварки. Чтобы увеличить способность станины поглощать вибрации, возникающие в процессе работы станка, в ее нижнюю часть можно вмонтировать лист ДСП.
Следующий конструктивный элемент оборудования, который необходимо будет изготовить, – это рабочий стол, для которого используется 4-миллиметровый лист стали, привариваемый к верхней части каркаса. На поверхности готового рабочего стола фиксируют рельсовые направляющие, которые должны отличаться высокой прочностью и точностью изготовления. Такие направляющие можно приобрести в готовом виде либо заказать у квалифицированного фрезеровщика.

Магнитная плита для шлифовального станка
По направляющим рабочего стола будет перемещаться каретка, на которой размещают магнитную плиту или специальное зажимное приспособление. Каретка также изготавливается своими руками из уголков, которые нарезаются по требуемым размерам и соединяются при помощи сварки. На каретке при помощи винтовых соединений фиксируются колесики и элементы шарико-винтовой передачи. Винт с рукояткой, который будет отвечать за перемещения каретки, устанавливается в подшипниковые опоры, фиксируемые по обоим краям рабочего стола. В завершение на каретке необходимо зафиксировать магнитную плиту или зажимное устройство.

Самодельный плоскошлифовальный станок с абразивным кругом в качестве рабочей части

Самодельный шлифовальный станок ленточного типа
Электрический двигатель, на валу которого фиксируется шлифовальный круг, будет перемещаться в вертикальном направлении при помощи двух направляющих. В качестве последних можно использовать трубы из нержавейки, приваренные к станине. Вертикальное движение основанию из металлической пластины, на которой будет зафиксирован электродвигатель, сообщается при помощи элементов шарико-винтовой передачи.
Одна опора передачи фиксируется в верхней части труб-направляющих, а вторая – на самом основании. Для обеспечения вращения шлифовальных кругов можно использовать электродвигатели от старых стиральных машин или пылесосов. После того как вся конструкция собрана, необходимо подвести к двигателю электропитание, смазать все направляющие и выполнить пробный запуск вашего самодельного плоскошлифовального оборудования.
Такой станок при желании и необходимости можно без проблем модернизировать, дополнив его конструкцию приспособлениями, расширяющими его функциональные возможности.
Плоскошлифовальные станки — конструкция и способы шлифовки металла
Плоскошлифовальный станок – это устройство, посредством которого происходит обработка поверхности металлических изделий.

Общее описание
Данное устройство позволяет проводить шлифовку плоской металлической поверхности с высокой точностью. В ходе работы чистота обрабатываемой поверхности соответствует 9–10 классу. Такой результат сопоставляется со степенью шероховатости в 0,63–0,16 микрометров по ГОСТу 2789-73.
Если на плоскошлифовальном станке установлено дополнительное оснащение, на нем можно производить обработку не только плоских, но и фасонных поверхностей. Недавно также стали доступными плоскошлифовальные машины, которые позволяют обрабатывать конусообразные элементы.
Аппараты для плоской шлифовки металла представлены в разнообразных вариантах, благодаря чему можно работать с деталями разной формы. Так, станок с прямоугольным столом, суппортом и горизонтальным шпинделем подходит для обработки периферией круга. Он хорошо шлифует торцовые поверхности в границах, обозначенных кожухом устройства. Данный тип плоскошлифовальных станков можно встретить в инструментальных цехах.
Универсальные инструменты с прямоугольным столом могут иметь вертикальный и горизонтальный шпиндель. Точность шлифовки у них не самая высокая, зато для них характерна хорошая производительность благодаря мощным электродвигателям, большим шлифовальным кругам и повышенной жесткости конструкции. В этом заключается отличие универсального оборудования от аппаратов с крестовым суппортом.

Плоскошлифовальный станок с чпу
По степени автоматизма устройства общего назначения подразделяются на две категории:
- полуавтоматы, поддерживающие активную регулировку работы настольного аппарата;
- неавтоматизированные.
Способы шлифовки
Обработка металла на плоскошлифовальных станках проводится двумя путями:
В первом случае отмечается высокая производительность работы плоскошлифовального станка. При таком типе шлифовки дуга контакта детали и аппарата описывается незначительной величиной. В результате этого в зоне шлифования создается достаточно высокая температура, которая так или иначе снижает точность проведения операции (круговая подача способствует значительному уменьшению точности). Помимо этого возникают некоторые сложности с отводом стружки от плоскошлифовального станка.

Обработка заготовки торцом круга
Существуют следующие техники шлифовки с помощью плоскошлифовального станка.
Элемент фиксируется на поверхности и перемещается со скоростью около 45 метров в минуту. Изделие неоднократно передвигается под кругом, который постепенно поступает вглубь, пока полностью не снимется припуск. Последние ходы протекают без подачи или с небольшой вертикальной подачей.
Такой способ применим для устройств с круглыми столами, когда плоскошлифовальный станок идет вертикально во всю глубину за один проход. За счет этого одним оборотом поверхности снимается весь припуск. Если нужно удалить больший припуск с максимальной точностью шлифовки, лучше брать устройства с тремя головками. Они подходят для работы на больших объектах, где осуществляется массовое производство.
Техника предполагает синхронную шлифовку двух торцов детали. Чтобы полностью снять припуск, требуется не один проход. При таком методе основная подача идет благодаря круговой или прямолинейной подаче детали, а резка осуществляется за счет вращения инструмента.
Вне зависимости от того, какой тип обработки металла периферией выбран, он будет отличаться от описанных ранее техник незначительным образованием тепла и низким усилием резки. По этой причине периферией круга обрабатывают не слишком жесткие изделия. Следует отметить то, что производительность шлифовки торцом всегда больше, чем периферией.
Различают следующие методы шлифовки периферией круга.
С каждым ходом снимается значительный припуск, причем скорость продольной подачи в таком случае минимальна. Из-за того, что на располагающиеся у торца абразивы приходится вся тяжесть удаления, круг довольно быстро стирается.
С врезной непрерывной подачей
Шлифовка проводится в случае, если обрабатываемая поверхность ограничена буртами, а также используется для обработки элементов, у которых высота превосходит ширину. Поперечная подача при таком способе отсутствует, точность работы невысокая. Изнашивание происходит неравномерно, поэтому требуется постоянная правка.
С поперечной прерывистой подачей
При такой методике даже большие поверхности обрабатываются качественно. Высота шлифовального инструмента всегда должна быть выше показателя поперечной подачи. Поперечный реверс и подача круга вглубь происходят, как правило, одномоментно. Такой технике присуща высокая точность, она применяется на плоскошлифовальных станках с круглым столом и горизонтальным шпинделем.

Настольный плоскошлифовальный станок
Конструкция плоскошлифовального станка
Рассмотрим конструктивные особенности плоскошлифовального станка. Литая рама устройства закреплена на тумбе, отлитой со станиной как цельный элемент. Посередине рамы есть проем, по бокам от которого располагаются вертикальные направляющие. По ним продвигается каретка, оборудованная направляющими, необходимыми для ручного или гидравлического передвижения шлифовальной бабки. Такое расположение необходимо для увеличения жесткости агрегата.
Стабильные подачи плоскошлифовального станка обеспечиваются за счет кинематических коротких цепей, которые представлены в виде винта и гайки качения, а также направляющих. Специальное автоматическое приспособление, которое монтируется на передней стенке станины, обеспечивает вертикальное перемещение каретки и шлифовальной бабки. Сзади устанавливается еще один аналогичный механизм, благодаря которому происходит ускоренное движение по вертикали.
Шлифовальные станки – разновидности, назначение, особенности
Шлифовальный станок – это устройство, используемое для обработки заготовок из различных материалов абразивным инструментом и способное обеспечить шероховатость поверхности от 0,02 до 1,25 микрон. Шлифовальные станки, которые могут иметь различное конструктивное исполнение, позволяют эффективно решать задачи, связанные с обработкой поверхностей деталей, изготовленных из разных материалов.

Одна из многочисленных разновидностей шлифовальных станков
Применение шлифовальных станков
С помощью станка для шлифования можно осуществлять ряд технологических операций:
- шлифовку внутренних, а также наружных поверхностей деталей, имеющих различную форму и назначение;
- заточку инструментов различного назначения;
- обдирку, шлифование, а также отрезку отливок из металла, изделий со сложным профилем;
- обработку зубчатых деталей, а также деталей с резьбой;
- формирование на стальных прутках канавки шпоночного и спиралевидного типа.
Шлифовальный станок практически незаменим при работе с деталями, изготовленными из керамических и магнитных материалов и отличающимися сложностью обработки и высокой хрупкостью. Кроме того, шлифовальные станки способны выполнять технологические операции шлифовки и обдирки на высокоскоростных режимах, что делает такое оборудование эффективным и производительным. На этих станках можно в процессе обработки удалять с поверхности заготовки большое количество металла за короткий промежуток времени.
На видео ниже работа круглошлифовального станка с ЧПУ:
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. Рабочей поверхностью является периферия или торец абразивного круга, а заготовка движется по отношению к ней по прямолинейной или дуговой траектории. Любой шлифовальный станок содержит в своей конструкции несколько кинематических цепей, которые обеспечивают:
- передвижение рабочего стола в продольном и поперечном направлении, что возможно благодаря гидравлическому приводу;
- вращение рабочего инструмента – шлифовального круга, осуществляемое за счет индивидуального привода рабочего инструмента;
- подачу заготовки или инструмента в поперечном направлении за счет гидравлического или электромеханического привода;
- правку круга, которую можно выполнять вручную за счет использования электромеханической либо гидравлической системы;
- вращение заготовки или рабочего стола;
- подачу рабочего инструмента на глубину, что может выполняться за счет гидравлического или механического привода.
Классификация шлифовального оборудования
В зависимости от области применения станки для шлифования подразделяются на целый ряд типов.
Это оборудование предназначено для шлифовки цилиндрических (Ø 25–600 мм) и конических заготовок. Такие станки имеют в своей конструкции шпиндель, вращающийся в горизонтальной плоскости, который может передвигаться на специальных салазках. Деталь, требующая обработки, может зажиматься в патроне или между центрами задней и передней бабки.

Такие станки применяются для шлифования наружных и торцевых поверхностей цилиндрических заготовок (Ø 25–300 мм), а также деталей конической формы. Для выполнения обработки заготовки могут фиксироваться в центрах или в патроне.

Универсальный круглошлифовальный станок
Шлифовальные станки этого типа используются для обработки цилиндрических (Ø 150–400 мм), конических и профильных заготовок, которые фиксируются в центрах оборудования. Обработка осуществляется за счет поперечного движения (врезания) абразивного круга.

Круглошлифовальный врезной станок
Обработка на таком оборудовании может выполняться по двум схемам: на проход (цилиндрические поверхности (Ø 25–300 мм)) и методом врезания (цилиндрические, конические и профильные поверхности). Отличительной особенностью шлифовальных станков данного типа является то, что в их конструкции не предусмотрены центры для фиксации заготовок.

Бесцентровый круглошлифовальный станок
Сюда относятся станки для шлифования прокатных вальцов цилиндрической, конической и профильной конфигурации. Фиксация заготовок на станках этого типа осуществляется при помощи центров оборудования.

Для шлифования шеек коленчатых валов
На таких станках, работающих по методу врезания, выполняют одновременную или последовательную шлифовку шатунных шеек коленчатых валов.
Станок для шлифования шеек коленчатых валов
Эти устройства позволяют обрабатывать цилиндрические и конические отверстия в широком интервале размеров (диаметром 1–10 см на настольном шлифовальном станке и до 100 см – на производственном).

Обработка на таком оборудовании выполняется торцом или периферией абразивного круга. Шлифовальные станки этого типа могут оснащаться дополнительными устройствами, что дает возможность выполнять на них обработку заготовок из металла сложной конфигурации. В зависимости от расположения шпинделя плоскошлифовальные станки могут быть горизонтальными и вертикальными. В конструкции таких устройств также может быть предусмотрена одна или две колонны.

На этом оборудовании можно одновременно выполнять обработку двух плоских поверхностей, что значительно увеличивает его производительность. Такие шлифовальные станки, на которых обрабатываемые детали фиксируются на специальном подающем устройстве, могут быть вертикального или горизонтального типа.

Двухсторонний плоскошлифовальный станок
Максимальная длина направляющих, которые можно обрабатывать при помощи этих шлифовальных станков, составляет 1000–5000 мм. Направляющими таких типов оснащены станины, рабочие столы, салазки и другие узлы оборудования различного назначения.
Такие шлифовальные станки служат для заточки различного инструмента с максимальным диаметром 100–300 мм (метчики, развертки, зенкеры, фрезы и др.). Технические возможности оборудования этого типа позволяют оснащать его дополнительными приспособлениями для обработки цилиндрических заготовок, а также для внутреннего и торцевого шлифования.

Универсальный заточной станок
Это шлифовальное оборудование применяют для обдирки и зачистки поверхности заготовок методом шлифования. На таких станках используются абразивные круги диаметром 100–800 мм.

Это шлифовальное оборудование применяется для выполнения притирки заготовок с плоскими и цилиндрическими поверхностями. Диаметр абразивных дисков, которые устанавливаются на таких станках, составляет 200–800 мм.

На этом оборудовании выполняют притирку калибровочного и измерительного инструмента, изготовленного из металла. Максимальный диаметр калибров и инструментов, которые можно обрабатывать на станках этого типа, – 50–200 мм.
С помощью такого оборудования выполняют притирку отверстий, максимальный диаметр которых составляет 100–300 мм.

Это станки, предназначенные для выполнения отделочных (притирочных) операций. На таких устройствах обрабатывают различные изделия из металла: коленчатые валы с максимальным диаметром 100–200 мм, шпиндели оборудования, поршни и др.
Такие станки служат для выполнения полировки деталей из металла. На этом универсальном оборудовании можно выполнять полировку плоских, цилиндрических, конических, внутренних поверхностей, а также заготовок сложной конфигурации. В качестве рабочего инструмента на этих станках может быть использован бесконечный ремень шириной 100–200 мм или мягкий полировальный круг диаметром 100–200 мм.

Существуют также хонинговальные станки, которые используются для выполнения тонкого шлифования (0,04–0,08 мм на диаметр).

Делаем простейший шлифовальный станок своими руками
Учитывая тот факт, что серийное шлифовальное оборудование стоит недешево, есть смысл задуматься над тем, чтобы изготовить такой станок своими руками. Даже простейший самодельный станок, сделать который совсем несложно, позволит вам с высокой эффективностью и качеством выполнять шлифовку заготовок различной конфигурации.
Несущим элементом самодельного станка для выполнения шлифовальных работ является станина, на которой закрепляются два барабана и электрический двигатель. Для изготовления станины можно использовать толстый стальной лист, из которого вырезается площадка требуемого размера.
С двигателем все намного проще: его можно снять со старой стиральной машины, которая уже отслужила свой срок. Барабаны можно сделать наборными, для этого удобно использовать плиту ДСП, из которой вырезаются диски требуемого диаметра.

Простой самодельный станок из подручных средств
Крепление ведомого вала Ведомый барабан Крепление двигателя
В качестве примера разберем последовательность действий по изготовлению самодельного шлифовального станка, станина которого имеет размеры 50х18 см. В первую очередь, из стального листа вырезают саму станину, а также рабочий стол, на котором будет закреплен электродвигатель. Размеры такого стола будут составлять примерно 18х16 см.
Важно, чтобы торцы станины и рабочего стола, которые будут соединяться, были обрезаны максимально ровно. Толстый лист металла, из которого вы будете изготавливать станину и рабочий стол, сложно разрезать вручную, поэтому лучше выполнить такую процедуру на фрезерном станке. В станине и рабочем столе необходимо просверлить по три отверстия и надежно соединить их при помощи болтов. Только после этого устанавливается двигатель и надежно соединяется с поверхностью рабочего стола таким образом, чтобы основание двигателя плотно прилегало к поверхности площадки.
Еще один самодельный станок, собранный «на коленке»
Выбирая электродвигатель для своего самодельного шлифовального оборудования, важно обращать внимание на мощность: она должна быть не ниже 2,5 кВт, а частота вращения – около 1500 об/мин. Если использовать привод с более скромными характеристиками, то станок будет обладать невысокой эффективностью. Можно избежать необходимости использования редуктора, если грамотно подобрать диаметры ведущего и натяжного барабана.
Выбирать диаметры барабанов следует в зависимости от того, с какой скоростью будет перемещаться абразивная лента. Так, если скорость движения ленты должна быть приблизительно 20 м/сек, то необходимо изготовить барабаны диаметром 20 см. Для установки натяжного барабана используется неподвижная ось, а ведущий фиксируется непосредственно на валу электродвигателя. Чтобы сделать вращение натяжного барабана более легким, используется подшипниковый узел. Площадку, на которой устанавливается натяжной барабан, лучше всего сделать с некоторым скосом, это обеспечит плавный контакт абразивной ленты с обрабатываемой заготовкой.

Вариант самоделки немного сложнее
Не составит особой сложности изготовить и барабаны для самодельного шлифовального станка. Для этого необходимо нарезать из ДСП квадратные заготовки размером 20 на 20 см, в центре каждой из которых просверливается отверстие. Затем эти заготовки собираются в пакет толщиной 24 см, который протачивается для формирования цилиндрического барабана диаметром 20 см.
Чтобы абразивная лента не проскальзывала на барабанах, на их поверхность можно натянуть широкие резиновые кольца, которые обычно нарезают из камеры велосипеда или мопеда. Ширина абразивной ленты, которую можно изготовить самостоятельно, должна составлять порядка 20 см.
Ленты для ленточно-шлифовальных станков
Как на производстве, так и в домашних условиях часто используются шлифовальные станки, рабочим инструментом в которых является матерчатая лента со слоем абразивного порошка. Основой таких лент является плотная материя (бязь, саржа) или специальная бумага, а абразивный слой на них фиксируется при помощи клеевого состава.
Эффективность использования такой ленты зависит от ряда параметров: плотности нанесения абразивного порошка и состава его зерен. Большей эффективностью отличаются ленты, порошок на которых занимает не более 70% их площади. Объясняется это тем, что обрабатываемый материал не забивается между абразивными зернами такой ленты. В качестве абразивного порошка, наносимого на рабочую поверхность ленты, могут использоваться как природные, так и искусственные материалы, но все они должны обладать высокой твердостью.
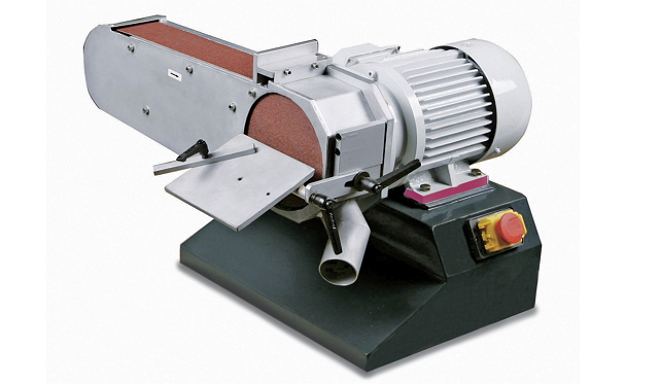
Одна из разновидностей ленточно-шлифовального станка
Классифицируются ленты, устанавливаемые на шлифовальный станок, по номеру, обозначающему величину абразивных зерен, выраженную в сотых долях миллиметра. Надежность и эффективность такой ленты зависит также и от типа клея, который используется для фиксации абразивных зерен. На сегодняшний день используется два типа такого клея: мездровый и из синтетической смолы.
Как правило, ленточные шлифовальные станки применяются на деревообрабатывающих предприятиях. Лента на таких станках может также крепиться и на бобины, что позволяет отнести их к категории круглошлифовального оборудования. Но в большинстве случаев эти станки делают универсальными, выполнять на них обработку деревянных деталей можно как при помощи ленты, так и с использованием шлифовальных кругов.
Читайте также: