Резка металла это слесарная операция
Обновлено: 04.10.2024
Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце — подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко) , либо раздвижными, допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 —64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L — 250 — 300 мм, высотой Ь — 13 и 16 мм, толщиной h — 0,65 и 0, 8 мм.
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол ,а , угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.
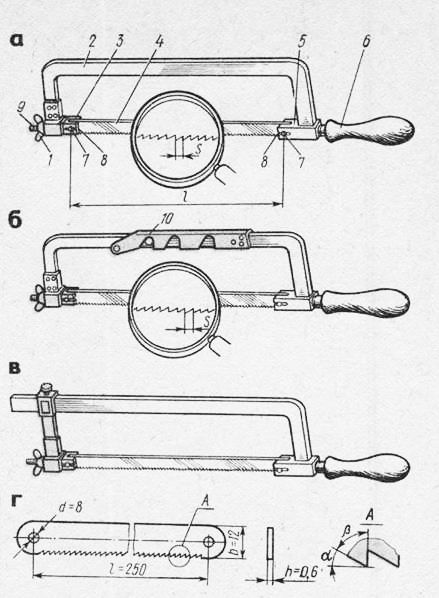
Рис. 2. Ручная слесарная ножовка (станок): а — цельная, б — раздвижная, в — с передвижным держателем, г — ножовочное полотно; 1 — гайка-барашек, 2 — рамка (станок), 3 — подвижная головка, 4 — ножовочное полотно, 5 — неподвижная головка, 6 — хвостовик с рукояткой, 7 — штифты, 8 — прорези, 9 — винт натяжной, 10 — подвижная скоба
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым, положительным или отрицательным.
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3 —1,6 мм, при котором на длине 25 мм насчитывается 17 — 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы — 16, средней твердости закаленная сталь — 19, чугун, инструментальная сталь — 22, твердая, полосовая и угловая сталь — 22.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух-трех зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
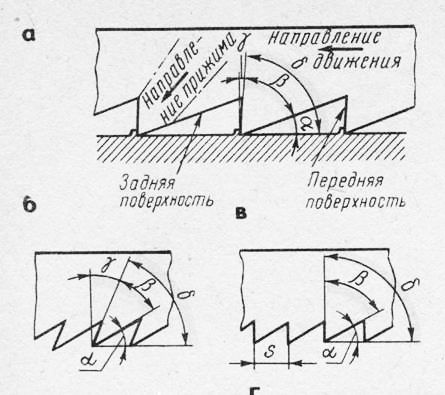
Рис. 3. Элементы зуба ножовочного полотна: а — зубья ножовочного полотна; передний угол зубьев: б — положительный, в — равный нулю, г — отрицательный; д— шаг
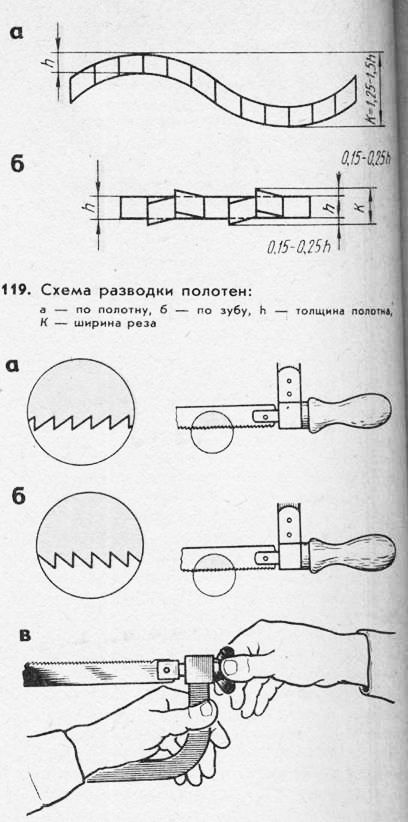
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 — 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (гофрированный развод). При этом разводе при малом шаге зубьев два-три зуба отводят вправо и два-три — влево. При среднем шаге отводят один зуб влево, второй — вправо, третий — не отводят. При крупном шаге отводят один зуб влево, а второй — вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких — с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
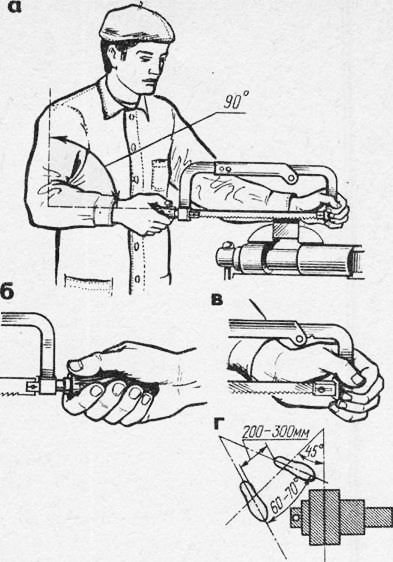
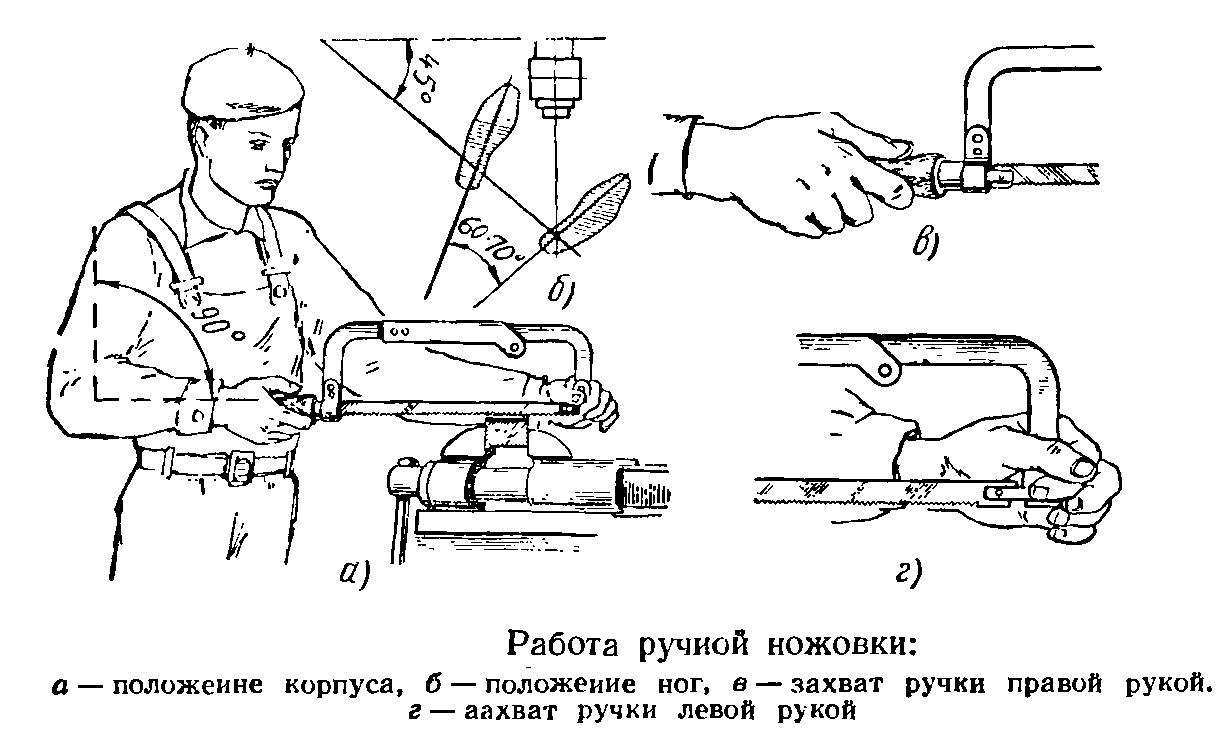
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета. Левую ногу несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60 — 70° при определенном расстоянии между пятками.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 5, б). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки.
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов:
– рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
– в работе должно участвовать все ножовочное полотно;
– работают ножовкой не спеша, плавно, без рывков, делая не более 30 —60 двойных ходов в минуту (твердая сталь — 30—40, сталь средней твердости — 40 — 50, мягкая сталь – 50-60).
При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится:
– перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
– при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
– латунь и бронзу разрезают только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
– в случае поломки или выкрашивания хотя бы Одного зуба работу немедленно прекращают, удаляют из припила остатки сломанного зуба, полотно заменяют новым или стачивают на станке два-три соседних зуба и после этого продолжают работу.
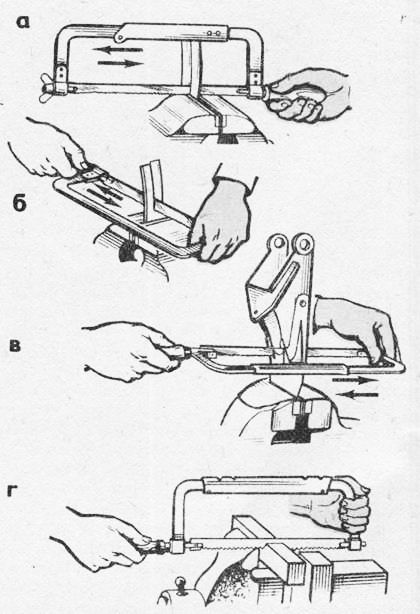
Рис. 6. Резка ножовкой при глубоких прорезах: а — без поворота полотна, б — с поворотом полотна на 90°, в — работа в замкнутом контуре, г — положение пальцев левой руки
Резка металлов: определение, назначение, технология выполнения с детальным пооперационным описанием
РЕЗКА — слесарная операция, выполняемая при надрезании, вырезании и разрезании на части металла и различных твердых материалов (текстолита, гетинакса и др.).
В ремонтной практике операции резки выполняют:
· вручную — с помощью ножниц по металлу и ножовок;
· машинным способом - гильотинными ножницами ;
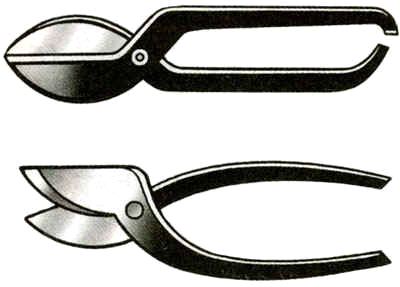
·Ручные ножницы состоят из двух половинок, соединяемых между собой винтом.
Каждая половинка ножниц составляет одно целое: нож и ручку.
Промышленность изготавливает ножницы правые и левые. У правых ножниц верхняя режущая кромка лезвия расположена справа от нижнего лезвия, а у левых – с левой стороны.
Н РНожовочное полотно должно быть закреплено в станке так, чтобы оно не было натянуто слишком туго или слабо, зубья ножовочного полотна должны быть направлены «от себя», т. е. в сторону движения ножовки вперед.
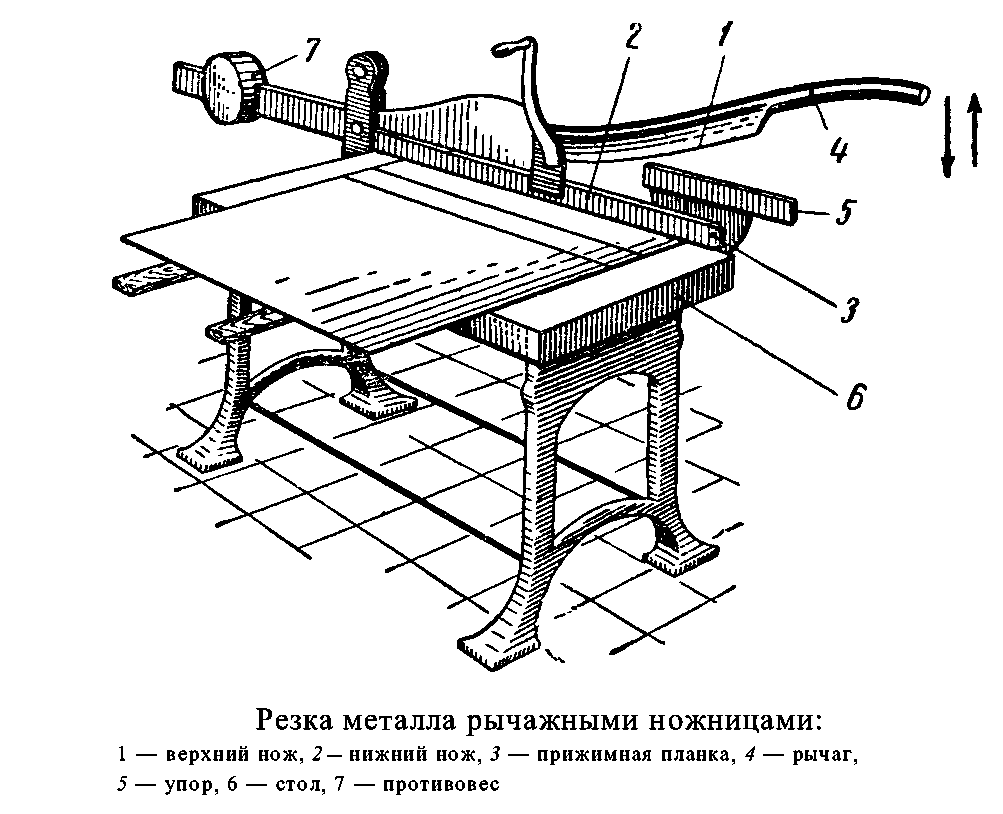
В .Разрезаемый лист заводится между нижним и верхним ножами до упора и зажимается прижимом. Верхний нож, нажимая на лист, производит скалывание.
Рубка металлов: определение, назначение, технология выполнения с детальным пооперационным описанием
РУБКА – это слесарная операция, при выполнении которой с помощью режущего и ударного инструмента с обрабатываемой поверхности или заготовки снимается слой металла либо металл разрубается на части.
Рубка относится к числу грубых слесарных операций с точностью о,5 – 1мм.
И нструменты для выполнения рубки
ЗУБИЛО
К АНАВОЧНИК
РЕЙЦМЕССЕЛЬ
М П
Перед началом работы необходимо установить высоту тисков, прочно их закрепить и принять правильное положение. Заготовка должна выступать на 3-5см
Т4 . Опиливание металлов: определение, назначение, технология выполнения с детальным пооперационным описанием
ОПИЛИВАНИЕМ называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента - напильника.
· окончательное (чистовое и отделочное)
КЛАССИФИКАЦИЯ НАПИЛЬНИКОВ (по назначению)
· Драчевые напильники – применяются для грубой обработки металлической поверхности.
· Личные напильники – применимы для окончательной точной обработки и получения чистой, не зазубренной поверхности.
· Бархатные – применяются для окончательной обработки металла.
КЛАССИФИКАЦИЯ НАПИЛЬНИКОВ (по форме)
1. Круглый напильник – обработка круглых, овальных и вогнутых поверхностей;
2. Полукруглые напильники – имеет две стороны, плоскую и круглую, одной стороной обрабатывает плоскости, другой вогнутые и полукруглые поверхности;
3. Трехгранные напильники – обработка поверхностей и отверстий, недоступных для плоских напильников;
4. Квадратные напильники – обработка узких прямых поверхностей, недоступных для плоских напильников;
5. Плоские напильники с овальными ребрами – служат для обработки различных видов закруглений.
Во время работы напильник совершает возвратно-поступательные движения: вперед — рабочий ход, назад— холостой. В процессе рабочего хода инструмент прижимают к заготовке, во время холостого — ведут без нажима. Перемещать инструмент надо строго в горизонтальной плоскости. Сила нажатия на инструмент зависит от положения напильника. В начале рабочего хода левой рукой нажимают немного сильнее, чем правой. Когда к заготовке подводится средняя часть напильника, нажим на носок и ручку инструмента должен быть примерно одинаковым. В конце рабочего хода правой рукой нажимают сильнее, чем левой. Правильность опиливания проверяют линейкой или угольником на просвет : если просвет отсутствует — поверхность ровная. Долговечность напильников во многом зависит от ухода за ними. От долгого использования насечка напильника выкрашивается и стирается, в результате чего инструмент теряет режущую способность. Чтобы продлить срок службы напильника, его натирают мелом, предохраняющим насечку от забивания мелкой стружкой. Если насечка напильника все же забилась опилками, ее нужно очистить стальной щеткой.
Тема 5: «Резка металлов»
Резкой называется слесарная операция, при которой металл разделяется на части.
Ручные ножницы применяют для разрезания листов-стальных толщиной 0,5—1,0 мм и из цветных металлов толщиной до 1,5 мм.
В зависимости от устройства режущих ножей ножницы делятся так: прямые - с прямыми режущими ножами, предназначенные в основном для разрезания металла по прямо линии или по окружности большого радиуса; кривые - с криволинейными ножами; пальцевые - с узкими режущими ножами для вырезания в листовом металле отверстий и поверхностей с малыми радиусами.
Режущие ножницы.
По расположению режущих ножей ножницы делятся на правые и левые. У правых ножниц скос режущей кромки нижнего ножа находится справа, у левых — слева.
Стуловые ножницы отличаются от обычных ручных большими размерами и применяются для разрезания листового металла толщиной до 2 мм.
Рычажные ножницы применяются для разрезания листовой стали толщиной до 4 мм (цветных металлов — до 6 мм).
При работе с толстыми листами полосового или профильного металла, а также в том случае, если нужно не распилить металл, а прорезать паз или шлиц, ножницы может заменить ножовка. Но прежде чем приступить к работе с этим инструментом, его предварительно следует правильно настроить. Во-первых, нужно выбрать полотно для ножовки. Оно подбирается в зависимости от вида металла. Во-вторых, полотно нужно правильно натянуть в рамке ножовки; степень натяжения легко проверить легким нажатием сбоку на полотно: если оно не прогибается, значит, натяжение достаточное. Наиболее удобное положение рук при работе ножовкой следующее: конец рукоятки упирается в середину ладони правой руки, а пальцы левой руки обхватывают натяжной винт подвижной головки.
Движения ножовкой нужно производить плавные, без рывков; частота движений – 30–60 двойных ходов (от себя – на себя) в минуту; при этом должно работать не менее 2/3 длины полотна. Полотно ножовки должно быть строго перпендикулярно относительно оси обрабатываемой заготовки.
Особо следует сказать о резке металлических труб. При резании их ножовкой всегда есть опасения (особенно если слесарь недостаточно опытен), что полотно ножовки «уйдет» в сторону и срез получится в виде не окружности, а овала. Во избежание этого трубы предпочтительнее резать не ножовкой, а специальным приспособлением – труборезом
Техника безопасности при разрезании металла ножницами:
1. При разрезании ножницами тонких листов отрезаемая часть сильно изгибается; в месте разреза кромки листа делаются очень острыми. Следует внимательно следить за тем, чтобы не поранить руки. Учащимся рекомендуется пользоваться рукавицами.
2. При разрезании следует внимательно следить за тем, чтобы пальцы левой руки не попали под режущую часть ножниц, А пальцы правой не были бы защемлены ручками или рычагами ножниц. Левая рука при поддерживании разрезаемого материала никогда не должна находиться на линии реза.
3. Стуловые ножницы должны быть жестко и надежно закреплены на своих основаниях. Если пользуются ручными ножницами, закрепленными в тисках, то их закрепление должно быть выполнено также очень прочно и вполне надежно. При срыве ножниц легко поранить не только, себя, но и товарища.
4. При подходе ножниц к концу реза следует придвинуть заготовку ближе к середине режущей части ножниц, чтобы не резать краями лезвий. Кроме того, при окончании реза надо несколько уменьшить усилие, делая его как можно более плавным, спокойным, чтобы не произошел срыв ножниц.
Для механизации тяжелого и трудоемкого процесса разрезания листового металла применяют, как уже отмечалось, электрические ножницы, гильотинные ножницы, приводная ножовка.
Инструменты и приспособления, применяемые при резке
Резка металла представляет собой процесс разделения материала на части. Таким способом производится раскрой металлических листов или отрезка сортового проката. Воздействием режущего инструмента на металл создаются заготовки для дальнейшей обработки. По разработанным чертежам формируется конфигурация поверхности. Для обработки металла резанием необходимо оборудование. Это могут быть ручные инструменты, механические станки или приспособления, обеспечивающие нагрев материала.
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
· В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
· После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
К недостаткам способа относится возможность работы с изделиями низкой теплопроводности и небольшой толщины.
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
К преимуществу метода относится высокая скорость реза и возможность работать с заготовками до 150 мм толщины.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
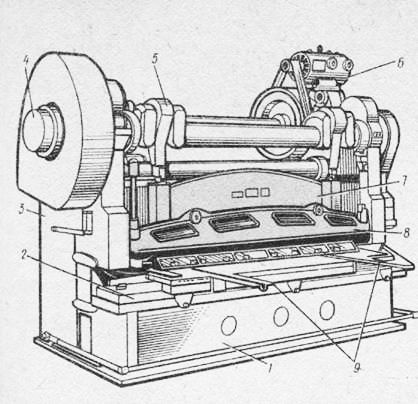
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Важно то, что ножи прикасаются к листу не по всей длине поверхности. Верхний инструмент располагается под углом. Соприкосновение с металлом идет в 1 точке, которая перемещается по всей длине реза. Процесс напоминает работу обыкновенных ножниц.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Резка металла. Инструменты и приспособления
Разрезание— это операция, связанная с разделением материалов на части с помощью ножовочного полотна, ножниц и другого режущего инструмента. В зависимости от применяемого инструмента разрезание может осуществляться со снятием стружки или без снятия.
Инструменты и приспособления, применяемые при резке
Наибольшее распространение получило разрезание металлов ручными слесарными ножовками и ножницами. Для разрезания листового и пруткового материала применяют ручные рычажные и гильотинные ножницы.
Ручные слесарные ножовки предназначены в основном для разрезания сортового и профильного проката вручную, а также для разрезания толстых листов и полос, прорезания пазов и шлицев в головках винтов, обрезания заготовок по контуру и других работ. Разрезание выполняется при помощи ножовочных полотен, которые изготавливают из углеродистой (марки Р9 или Р18) или легированной (марки Х6ВФ) инструментальной стали и после нарезания зубьев закаливают. Наиболее распространены ножовочные полотна шириной 13 и 16 мм при толщине от 0,5 до 0,8 мм и длиной 250…300 мм. Для осуществления резания полотно устанавливают в специальном ножовочном станке. Ножовочные станки бывают двух типов: цельные и раздвижные, позволяющие устанавливать в станок ножовочное полотно разной длины.
Цельный ножовочный станок (рис. 2.53) состоит из станка 1, натяжного винта с барашковой гайкой 6 и рукоятки 2. Ножовочное полотно 4 устанавливают в прорези головок 5 и фиксируют его при помощи штифтов 3.
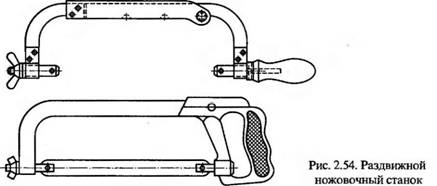
Раздвижной ножовочный станок (рис. 2.54) отличается тем, что состоит из двух частей, соединенных при помощи обоймы. Обойма жестко крепится на одной половине станка, а другая половина может изменять свое положение по длине за счет установки впрессованного в нее штифта, который фиксируется в специальных пазах обоймы.
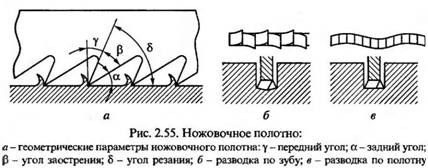
На одной из сторон ножовочного полотна по всей длине нарезают зубья (рис. 2.55, а). Каждому зубу ножовочного полотна придается форма режущего клина, которая характеризуется определенными геометрическими параметрами: задним углом а, углом заострения (3, передним углом у и углом резания б.
Поскольку работа (движения) ножовочного полотна, осуществляется в ограниченном пространстве, то для предупреждения его заклинивания в процессе работы зубья ножовочного полотна должны быть разведены. В зависимости от величины Шага зубьев, т. е. от расстояния между двумя соседними зубьями, различают разводку по зубу (рис. 2.55, б) и разводку по полотну (рис. 2.55, в). Разводка по зубу производится на полотнах с большим шагом, в этом случае поочередно отгибают каждый зуб ножовочного полотна то в одну сторону, то в другую. При разводке по полотну сначала отгибают два-три зуба в одну сторону, а затем два-три зуба в другую. В этом случае вдоль полотна появляется волнистая линия.
 |
 |
При установке полотен в ножовочном станке необходимо следить за правильным выбором направления зуба. Острие режущего клина должно быть всегда направлено в сторону рабочего движения полотна — вперед, в направлении от рукоятки к барашку натяжного винта. Вторым обязательным условием нормальной работы при разрезании является натяжение ножовочного полотна. Натяжение должно быть таким, чтобы полотно не испытывало упругих деформаций при разрезании и в то же время не должно быть слишком сильным, так как это может привести к поломке полотна в процессе работы даже при незначительном его перекосе.
Ручные ножницы (рис. 2.56) бывают правыми и левыми. У правых ножниц скос на режущей части на каждой из половин находится с правой стороны, а у левых — с левой. Ручными ножницами можно резать листовую сталь толщиной до 0,7 мм, кровельное железо толщиной до 1,0 мм, листы меди и латуни толщиной до 1,5 мм.
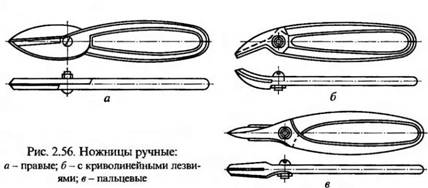
Такие ножницы (рис. 2.56, а) предназначены для разрезания материала по прямой линии или по дуге большого радиуса. Если требуется вырезать в листовом материале отверстие или вырезать деталь по контуру с малыми радиусами кривизны, применяют ножницы с криволинейными лезвиями (рис. 2.56, б) или пальцевые ножницы с тонкими и узкими режущими лезвиями (рис. 2.56, в).

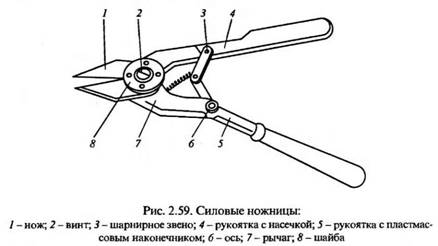
Хорошего эффекта при резании листовой стали толщиной до 2,5 мм можно добиться при использовании силовых ножниц (рис. 2.59). При работе рукоятку 4 с насечкой закрепляют в тисках, а рукоятку 5 с пластмассовым наконечником захватывают правой рукой. Рабочая рукоятка 5 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 7 заканчивается ножом 1 и соединен винтом 2 через шайбу 8 с рукояткой 4. Рукоятка 5 через ось б и шарнирное звено 3 также соединена с рукояткой 4. Эта система рычагов обеспечивает увеличение силы резания приблизительно в два раза по сравнению с обычными ножницами таких же габаритов.
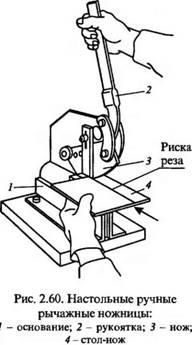
Настольные ручные рычажные ножницы(рис. 2.60) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни — до 6 мм. Основание 1 ножниц закрепляют на верстаке болтами. Рукоятка 2 обеспечивает возвратно-поступательное движение ножа 3. Второй нож 4 закреплен в корпусе основания 1. Разрезаемый лист укладывают на полку неподвижного ножа и, перемещая подвижный нож 3 рукояткой 2, выполняют разрезание листа по разметочной риске. Рычажные ножницы могут несколько отличаться друг от друга по конструкции, но принцип их действия во всех случаях одинаков.
Труборезы(рис. 2.61) применяют для разрезания труб различного диаметра вместо слесарной ножовки, а также для более качественного разрезания труб. Труборез представляет собой специальное приспособление, у которого режущим инструментом служат стальные дисковые резцы-ролики. Наиболее распространены роликовые, хомутиковые и цепные труборезы.
Роликовый труборез (рис. 2.61, а) состоит из скобы винтового рычага 3 и трех дисковых режущих роликов 6, два из которых установлены на осях в скобе 4, а третий смонтирован на оси, закрепленной в подвижном кронштейне 5. Разрезаемую трубу закрепляют в прижиме 1 винтом 2, после чего труборез устанавливают на трубу 7. При вращении винтового рычага 3 вправо кронштейн 5 переместит режущий ролик б до соприкосновения со стенкой трубы под некоторым нажимом. Труборез с тремя роликами режет одновременно в трех местах, поэтому при работе его слегка раскачивают при помощи рычага (примерно на одну треть оборота в каждую сторону). Для повышения качества разрезания место реза смазывают маслом.
Для разрезания труб большого диаметра применяют хомутиковые или цепные труборезы (рис. 2.61, б, в).
При резании роликовыми труборезами происходит вдавливание внутрь трубы ее торца, что ведет к образованию заусенцев и необходимости дальнейшей обработки трубы для их удаления. Исключить этот недостаток позволяет резцовый труборез (рис. 2.61, г), у которого ролики выполняют лишь функцию центрирования трубы в приспособлении, а резание производится отрезным резцом 2, который по мере врезания в трубу подается нажимным винтом 1. Нажим роликов осуществляется при помощи винта 3.
Резкой называют процесс разделения заготовки на части заданных размеров и формы. Резку применяют для получения заготовок заданных размеров и формы из сортового и листового проката, а также прорезей и отверстий в заготовках. Современные методы резки обеспечивают высокопроизводительную обработку заготовок практически любых размеров и из материалов с любыми физико-механическими свойствами.
Различают следующие технологические методы резки.
1. Распиливание ножовками, ленточными и дисковыми пилами. Используется для резки сортового проката.
2. Резка ножницами. Применяется для резки листового проката.
3. Резка на металлорежущих станках (токарных, фрезерных и др.).
4. Анодно-механическая, электроискровая и светолу-чевая (лазерная) резка. Эти методы применяют в тех случаях, когда другие методы не обеспечивают достаточной производительности и требуемого качества. Например, они используются для резки высокопрочных материалов по сложному и точному контуру и т. д.
5. Ацетиленокислородная резка. Ее используют для резки заготовок значительной толщины из углеродистой стали. Она не обеспечивает высокой точности, приводит к изменению структуры и химического состава материала в месте реза. Однако она широко распространена в условиях единичного производства благодаря своей простоте, высокой производительности и универсальности.
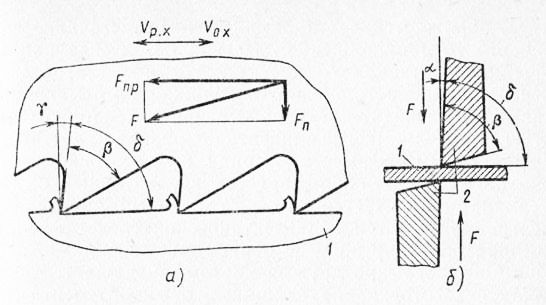
Рис. 1. Распиливание (а) и резка заготовок на ножницах (б): 1 — заготовка, 2 — ножи; у — передний угол, а — задний угол, Р — угол заострения, 8 — угол резания
Резка может производиться как вручную, так и механически.
Физическая сущность резки основана на различных способах разрушения материала заготовки в месте реза.
При распиливании и резке на металлорежущих станках сила F, приложенная к режущему клину, направлена под острым углом к обрабатываемой поверхности. Поэтому режущий клин срезает материал и превращает его в стружку. При резке на ножницах сила F, приложенная к режущему клину, перпендикулярна обрабатываемой поверхности. Поэтому инструмент разрезает материал без образования стружки.
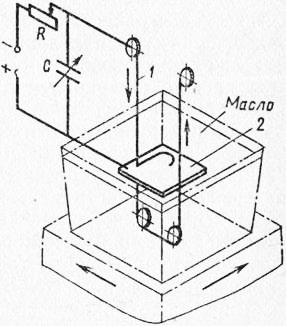
Электроискровая резка основана на электрической эрозии (разрушении) материала заготовки. Конденсатор С, включенный в зарядный контур, заряжается через резистор R от источника постоянного тока напряжением 100—200 В. Когда напряжение на электродах (инструменте) и (заготовке) достигнет пробойного, между их ближайшими микровыступами происходит искровой разряд продолжительностью 20—200 мкс. Температура разряда достигает 10 000—12 000 °С. В месте разряда на заготовке мгновенно расплавляется и испаряется элементарный объем материала и образуется лунка. Удаленный материал в виде гранул остается в диэлектрической среде (масле), в которой проходит процесс обработки. Разрядами, следующими непрерывно друг за другом, разрушается весь материал заготовки, находящийся от инструмента на расстоянии 0,01—0,05 мм. Для продолжения процесса обработки электроды необходимо сблизить, что делается автоматически.
При ацетиленокислородной резке металл заготовки в месте реза сначала подогревают ацетиленокислород-ным пламенем до температуры его воспламенения в кислороде (для стали 1000—1200 °С). Затем в это место направляют струю кислорода и металл начинает гореть. При этом выделяется столько теплоты, что ее достаточно для поддержания непрерывного процесса резки.
Анодно-механическая резка основана на комбинированном разрушении материала заготовки — электрическом, химическом и механическом. Постоянный ток, проходящий в месте реза между заготовкой и инструментом, вызывает электрическую эрозию поверхности заготовки. Образующиеся расплавленные частицы материала выносятся из зоны обработки вращающимся инструментом — диском. Одновременно электролит, подаваемый в зону обработки, под действием электрического тока образует на поверхности заготовки пленки оксидов, которые удаляются тем же вращающимся инструментом.
Инструменты для резки. При распиливании в качестве режущих инструментов применяют ножовочные полотна (для ручной и механической ножовок), ленточные и дисковые пилы. Ножовочные полотна и ленточные пилы представляют собой тонкую ленту из быстрорежущей или легированной (Х6ВФ, В2Ф) стали с мелкими зубьями в виде клиньев на одной или двух сторонах. Ленточные пилы получают путем сгибания ленты в кольцо и спаивания ее концов высокотемпературным припоем. У дисковой пилы зубья расположены на периферии диска. Режущие зубья закаливают до твердости 61 — 64 HRQ . Для того, чтобы инструмент не заклинивал в узком пропиле, его зубья разводят.
При выборе инструмента для распиливания в первую очередь следует учитывать длину пропила и твердость обрабатываемого материала.
При длинных пропилах необходимо выбирать полотна с крупным шагом зубьев, а при обработке тонкостенных заготовок — с мелким. В резании должны одновременно участвовать не менее трех зубьев.
Чем выше твердость обрабатываемого материала, тем больше должен быть угол заострения. Образующаяся в этом случае стружка имеет форму запятой и плотно укладывается в небольшом пространстве. При обработке мягких материалов следует применять инструменты с большим пространством для стружки. Положительный передний угол повышает производительность, так как в этом случае зуб режет, а не скоблит материал заготовки.
Для обработки высокопрочных материалов применяют ножовочные полотна с синтетическими алмазами на рабочей поверхности.
Для резки листового материала применяют режущие инструменты в виде ножей, которые чаще всего выполняются съемными. Ножи бывают с прямолинейными, криволинейными и круглыми (роликовыми и дисковыми) режущими кромками.
При анодно-механической резке в качестве инструмента используют тонкие диски из мягкой стали. На электроискровом станке в качестве инструмента для вырезания применяют непрерывно перемещающуюся проволоку.
Оборудование и приспособления для резки. В условиях инструментального цеха небольшие заготовки режут ручной ножовкой. Ножовочное полотно крепят в рамке так, чтобы зубья были направлены от рукоятки.
Ручные рычажные ножницы предназначены для резки листового материала. В инструментальных цехах используют небольшие переносные ножницы. На них можно разрезать листовую сталь толщиной до 4 мм, алюминий и латунь — до 6 мм.
Ручные ножницы предназначены для резки листового материала, изготовления заготовок с криволинейным контуром, вырезания в заготовках отверстий сложного контура. Для прямолинейного реза применяют ножницы с прямыми широкими ножами. Если верхняя режущая кромка расположена справа относительно нижней, то ножницы называются правыми, а если слева — левыми. Для получения наружных криволинейных резов используют ручные ножницы с изогнутыми широкими ножами. Вырезание внутренних криволинейных контуров производят ножницами с узкими изогнутыми ножами.
Механическую резку листового материала выполняют ручными электроножницами, виброножницами, а также на роликовых, многодисковых и листовых ножницах.
Последовательность и приемы работ при резке. Резке предшествует разметка. Затем выбирают метод резки, оборудование и инструмент.
Большое значение для качественной обработки имеет правильное выполнение приемов резки. Расположение заготовки и инструмента при ручной резке должно быть таким, чтобы разметочная риска постоянно была доступна для наблюдения. При большой длине реза нажим на ножовку увеличивают, при малой — уменьшают. Так как зубья ножовки особенно легко ломаются в начале и в конце реза, в эти моменты нажим на нее должен быть минимальным.
Ручные ножницы при резке следует раскрывать на 2/3 длины режущих кромок. В этом случае они легко захватывают заготовку и хорошо режут. Плоскость резания всегда должна быть перпендикулярна разрезаемой поверхности заготовки. Перекос ведет к заеданию, смятию кромок и появлению заусенцев.
Большое значение имеет правильная регулировка инструмента. Так, при слабом натяжении ножовочного полотна в ручной ножовке рез получается косым. Большой зазор между ножами ведет к образованию заусенцев. Появление заусенцев при правильно отрегулированных ножах является сигналом об их затуплении.
Выполняя резку ручной ножовкой, следует стоять свободно и прямо, вполоборота к тискам.
Читайте также: