Электрохимическая коррозия аустенитных сталей
Обновлено: 12.05.2024
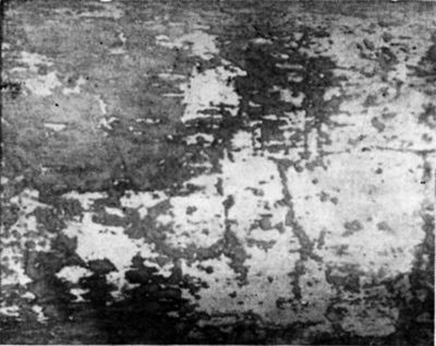
Межкристаллитная коррозия характеризуется избирательным разрушением по границам кристаллитов (зерен) металла (рис. 5.91). Этому виду коррозии подвержены нержавеющие стали, особенно аус- тенитного класса, и некоторые цветные сплавы.
Межкристаллитная коррозия свойственна хромоникелевым сталям в условиях охлаждения установок после регенерации катализаторов, некоторым элементам оборудования при моноэтаноломиновой очистке газов.
По характеру и механизму повреждения материала к разновидности межкристаллитной коррозии следует отнести и ножевую коррозию - разрушение околошовной зоны, граничащей со сварным швом элементов конструкций из аустенитных хромоникелевых и других высоколегированных сталей. По внешнему виду контуры межкристаллитного разрушения напоминают надрез острым ножом. Ножевая коррозия с большой скоростью распространяется в глубь металла и существенным образом зависит от технологии сварки.

Рис. 5.91. Межкристаллитная коррозия стали 12Х18Н10Т со стороны внутренней поверхности бесшовной трубы 0108x6 мм на удалении (а) и вблизи (б) зоны разрыва трубопровода гидрогенизата установки «Пироконденсат», х 200
Склонность к межкристаллитной коррозии определяется в соответствии с ГОСТ 6032-72.
Химическое и нефтехимическое оборудование из нержавеющих сталей часто подвергается межкристаллитной коррозии. Особенно интенсивно она протекает в элементах оборудования, подвергнутых пластической деформации: эллиптических и сферических днищах, отводах, коленах, сварных соединениях и т.д.
Довольно часто межкристаллитная коррозия в нержавеющих сталях типа Х18Н10 возникает в змеевиках трубчатых печей, используемых для подогрева продуктов каталитического крекинга нефти. Змеевики омываются топочными газами с температурой до 1200°С в радиационной части и до 700°С - в конвекционной.
В качестве топлива в печи используются углеводородные газы с содержанием 1,2-4,5% S [209]. В дымовых газах наряду с СО и N0 содержится S03 до 1426 мг/м3.
Анализ причин возникновения межкристаллитной коррозии показывает [209], что ее появление связано с воздействием сернокислотной среды, возникающей при пуске и остановке печи. Частые перебои в сырье, обусловливая увеличение частоты остановок и пуска печей, способствуют развитию межкристаллитной коррозии. Серный ангидрид, соединяясь с парами воды, образует серную кислоту, оседающую на трубах в виде гигроскопичных сульфатов.
По данным [209], в сварном соединении змеевика (диаметром 219 мм и толщиной стенки 10 мм) радиационной части печи после 2520 ч эксплуатации обнаружен пропуск среды в печное пространство. В осадке на змеевике содержание S042- достигало 22,12%. После снятия усиления монтажного сварного шва сетка трещин видна по всей поверхности наплавленного металла. При этом раскрытие трещин не превышало 0,3 мм, а длина 1,5-3 мм. Глубина сплошной межкристаллитной коррозии на внутренней поверхности основного металла змеевика конвенционной печи достигала 1,1-1,3 мм.
Межкристаллитная коррозия опасна тем, что при наличии остаточных сварочных напряжений и термических циклов пуска-останова происходит ее перерастание в коррозионное растрескивание под напряжением.
Причину межкристаллитной коррозии аустенитных нержавеющих сталей связывают с образованием зернограничных выделений карбидов, обогащенных хромом. При высоких температурах нержавеющие стали классического состава (18% Сг, 9% Ni) способны растворять большое количество элементов внедрения (С и N). Однако Ниже 900°С растворимость этих элементов резко снижается. При традиционной обработке стали на твердый раствор в ней после закалки

Рис. 5.92. Выделение карбидов хрома Сг23С6 по границам зерен и субзерен в стали 08Х18Н10Т после нагрева при 650°С, 100 ч. ПЭМ х 16000
содержится в пересыщенном твердом растворе значительное количество углерода и азота.
В результате последующего термического воз действия при 450-700°С на границе зерен образуются обогащенные хромом выделения М23С6 (рис. 5.92). В этих условиях участки зерен, примыкающие к зернограничным выделениям, оказываются обед- ненными хромом и в определенных водных растворах склонны к рас творению.
В трубах пароперегревателей из аустенитной нержавеющей стали 12Х18Н10Т с температурой пара 570°С в результате перегрева вне шней поверхности происходит перераспределение хрома [210]. В этих участках образуются высокохромистые карбиды с одновременным обеднением хромом приграничного объема зерен менее 12%, вызывая окисление стали. В итоге резко снижается прочность стенки трубы на макроучастке и наступает межзеренное разрушение, начинающееся от поверхности нагрева.
Наиболее опасны температуры 500-550°С, при которых нержа веющая сталь типа Х18Н10Т независимо от химического состава и температуры закалки приобретает склонность к межкристаллитной коррозии (сенсибилизируется). В сенсибилизированной стали в период остановок на аппаратах гидроочистки особенно заметно проявляет ся межкристаллитная коррозия.
В [211 ] предложена простая схема образования питтинговой ямки (углубления) на стали. Скорость окисления на обнаженной поверхноо ти металла может быть на несколько порядков величины больше, чем на поверхности, покрытой защитной пассивирующей пленкой. При
некоторых условиях содержание кислорода в растворе внутри ямки сильно понижено под действием катодной реакции. Из-за этого увеличение концентрации металлических ионов в растворе не балансируется увеличением концентрации ОН- по реакции
2Н20 + 02 + 4е -» 40Н",
и в растворе сохраняется избыточный положительный заряд.
Особенно интенсивно влияют на склонность к избирательному коррозионному воздействию с образованием питтинга хлоридные ионы. Хлориды металла гидролизуют воду, приводя к уменьшению pH раствора:
М"С1- + н2о — М ОН- + Н+ + С1'.
Пониженное pH и повышенная активность хлоридного иона в растворе внутри углубления (ямки) вызывают дальнейший рост скорости окисления металла.
Этот рост вызывает дальнейшее усиление притока хлоридных ионов внутрь ямки , и процесс становится автока- талитичеким.
Для явления коррозионного растрескивания нержавеющих сталей под напряжением в хлоридсодержащей среде характерно развитие разрушения по механизму хрупкого транскристаллитного скола. Такая картина разрушения отмечена [213] при изучении стали 12Х18Н10Т после испытания на коррозионное растрескивание в кипящем 30% -ном водном растворе MgCl2. При снижении уровня растягивающих напряжений с 0,7 до 0,2 о0 2 в изломе значительно возрастает доля фасеток хрупкого транскристаллитного скола с сеткой вторичных трещин. Фасетки скола имеют характерный для металлов с ОЦК решеткой ручьистый узор.

Рис. 5.93. Изменение средних скорости межкристаллитной коррозии (а) и глубины дефектов (б) в емкостях, эксплуатировавшихся в зонах жаркого (о) и умеренного (•) климата
Отличительной особенностью ручьистого узора в металле с ГЦК решеткой является изменение направлений ступенек скола не только на границе зерен, но и во внутренних объемах зерен. На поверхности фасеток возникают зигзаги - уступы ручьистого узора. Это изменение направления ручьистого узора обусловлено пересечением плоскости разрушения малоугловых и двойниковых границ.
Коррозия под напряжением аустенитных нержавеющих сталей
Наиболее широко в реакторостроении применяются аустенитные нержавеющие стали. Из них изготавливают оболочки ТВЭЛов, каналы и другие элементы активной зоны. Вне активной зоны эти стали применяют для изготовления трубопроводов первого и второго контуров ВВР, парогенераторов, теплообменников, циркуляционных насосов и арматуры, а также для плакирования корпусов реакторов, изготовленных из низколегированных сталей.
Большим преимуществом аустенитных нержавеющих сталей является существенно меньшее охрупчивание под действием нейтронного потока по сравнению с перлитными сталями. Именно это их свойство побуждает наплавлять ими всю внутреннюю поверхность перлитных корпусов типа ВВЭР.
Существенным недостатком аустенитных сталей является их склонность к особому виду разрушений – коррозии под напряжением (или коррозионному растрескиванию), проявляющейся при наличии наклепа, неизбежного в процессе изготовления изделий из стали. Скорость развития трещин велика и может достигать нескольких сантиметров в час. Характерно, что скорость общей коррозии металла, происходящей наряду с коррозионным растрескиванием, весьма невелика.
Опыт эксплуатации АЭС с ВВЭР показывает, что коррозионное растрескивание аустенитных нержавеющих сталей является наиболее опасным видом коррозии оборудования. При коррозионном растрескивании трещина может распространяться перпендикулярно растягивающим напряжениям от границы раздела с коррозионной средой вглубь металла, преимущественно по телу зерна (транскристаллитное растрескивание) либо по границам зерен стали (межкристаллитное коррозионное растрескивание).
После сравнительно небольшого времени эксплуатации в стали, практически не имеющей общих коррозионных поражений, появляются сквозные трещины, что приводит к разгерметизации систем, образованию течей воды или пара. Особенно опасно коррозионное растрескивание в первом контуре ЯЭУ, так как после нарушения герметичности ТВЭЛов, корпуса реактора, трубопроводов резко ухудшается радиационная обстановка, вследствие чего эксплуатация невозможна, а ремонт связан с большими трудностями.
Следует иметь в виду, что стали, не склонные к межкристаллитной коррозии в начале эксплуатации АЭУ, становятся склонными к ней после длительной эксплуатации при высоких температурах. Однако чтобы коррозионные разрушения реализовались именно в виде межкристаллитной коррозии, необходимо сочетание определенных условий: высокой температуры, наличия кислорода и хлор-ионов. Снижение концентрации кислорода и хлор-ионов в воде может предотвратить межкристаллитную коррозию нержавеющих сталей.
Коррозионное растрескивание имеет электрохимическую природу. Можно полагать, что его причиной является распад аустенита под влиянием локальных деформаций с образованием a-фазы и интенсивное ее растворение в среде, содержащей хлориды. Растрескивание ускоряется в присутствии растворенного кислорода, хлоридов и при повышенном рН воды. В отсутствие кислорода, но при высоком рН воды, может развиваться и щелочная хрупкость напряженного металла, особенно при наличии наклепа.
В воде первого контура реакторов двухконтурных АЭС невозможно достичь полного отсутствия кислорода в силу протекающих процессов радиолиза. Во вторых контурах, т.е. в воде парогенераторов, в связи с работой деаэраторов и при подаче питательной воды в область интенсивного парообразования в парогенераторе возможно практически полное отсутствие растворенного в воде кислорода.
Рассмотрим подробно, как протекает коррозионное растрескивание аустенитных нержавеющих сталей, и какие факторы интенсифицируют этот процесс.
Процесс коррозионного растрескивания состоит из 3 стадий.
1 стадия: возникновение “зародыша” трещины. Нержавеющие стали в ВВР, контурах и конструкциях АЭУ находятся в пассивном состоянии. Зарождение трещин, поэтому связано с появлением остролокализованных активных центров, нарушением пассивности, возникновением локальных коррозионных элементов. Причины их возникновения:
1. Неравномерное распределение растягивающих напряжений: концентратор напряжений становится анодом, а остальная поверхность металла – катодом.
2. Локальное разрушение защитной пленки на металле в пассивном состоянии. Оголенный металл в месте разрушения пленки будет анодом, а вся поверхность металла, покрытая пленкой, - катодом. При таком большом соотношении площадей катода и анода последний будет интенсивно разрушаться. Нарушению целостности пассивного слоя способствует наличие в коррозионной среде хлор-ионов. Потенциал нержавеющей стали в воде, содержащий кислород и хлориды, со временем сдвигается в положительную сторону за счет образования защитного кислородосодержащего пассивного слоя. Это приводит к возрастанию адсорбции хлор-ионов. Хлор-ионы концентрируются в растянутых и дефектных областях пассивной пленки. При этом в отдельных наиболее активных или дефектных точках происходит нарушение целостности пассивного слоя за счет замещения ионом хлора кислорода в кислородосодержащем слое типа МеОn или Мe(OH)n с образованием легкорастворимого комплекса MeOHCl или МeCln и в конечном итоге гидратированных ионов металла Ме n+ . Все это способствует возникновению локальных коррозионных элементов.
II стадия: развитие коррозионной трещины. Избирательное растворение анодных участков образует микроскопические щели, у дна которых концентрируются напряжения, и начинается локальная пластическая деформация. Ненапряженные боковые стенки трещины вместе с внешней поверхностью металла играют роль катода, а дно трещины, где концентрируются напряжения, становится анодом. В острие трещины настолько усиливается анодное растворение металла, что трещина распространяется вглубь со скоростью 0,5 – 2,5 мм/ч.
Раствор вне трещины нейтрален, рН = 7, содержит кислород и хлориды, но агрессивность среды недостаточна для нарушения пассивного состояния всей поверхности металла. Начальное образования “зародыша” трещины идет на границе раздела металл - пленка. Поэтому массообмен между зоной реакции и основным раствором несколько затруднен уже в начальный момент и ухудшается по мере углубления трещины. Это приводит к тому, что состав раствора в узких глубоких микрообъемах трещины сильно отличается от состава внешней коррозионной среды. В микрообъеме трещины наблюдается снижение рН и повышение концентрации ионов хлора.
Механизм подкисления в микрообъеме при ограниченном массообмене с остальным раствором связан с образованием гидроксидов или оксидов металла по уравнениям:
или с гидролизом ионов металла Ме n+
Компоненты нержавеющих сталей по-разному влияют на подкисление среды в микрообъеме. Наиболее сильному локальному подкислению способствует хром и молибден.
Вследствие этих процессов у активных анодных участков на дне трещины увеличивается кислотность среды (снижается рН).
С ростом концентрации ионов водорода повышается и локальная концентрация ионов Сl - , втягиваемых электрическим полем внутрь трещины для нейтрализации объемного положительного заряда ионов Н + . Гидролиз и концентрирование хлоридов взаимно усиливают друг друга. При гидролизе вблизи анода увеличивается положительный заряд (за счет накопления ионов Н + ), необходимый для втягивания внутрь ионов Сl - . Миграция последних не только нейтрализует объемный заряд, но и увеличивает агрессивность среды и усиливает коррозию металла, с переходом в раствор новых ионов металла, способных к гидролизу. Эта стадия идет автокаталитически, рН внутри трещины падает до 0,1-3,5 при pH внешней среды 5-7, концентрация ионов С1 - возрастает более чем на порядок (3-6 моль/л внутри трещины при 0,1 моль/л в объеме раствора), т.е. внутри коррозионной трещины образуется довольно концентрированный раствор НСl.
Растягивающая нагрузка, концентрируясь на дне трещины, вызывает остролокализованную пластическую деформацию металла. При одновременном действии агрессивной среды (НС1) это приводит к усилению анодного растворения металла на дне трещины. Внутри трещины можно выделить две области. Область I вблизи острия трещины, достаточная для активизации напряженного металла острия дна, но сохраняющая пассивность (или заторможенность растворения) боковых стенок (рН = 0,1-3,5; С1 - до 3-6 моль/л).
В области II по мере приближения к внешней поверхности рН растет до 3-7, что приводит к выделению из раствора гидроксидов и оксидов металлов, в первую очередь трехвалентных хрома и железа.
Выпадение осадка в области II резко ухудшает обмен раствора внутри трещины с менее агрессивной внешней средой, и возникают условия для локального роста агрессивности раствора в области I. Кроме того, осадок вследствие увеличения объема при его образовании может расклинивать стенки трещины, увеличивая нагрузку в острие. Например, при 205 0 С продукты коррозии нержавеющей стали Fe3O4, Fe2O3, Cr2O3, и (Cr, Fe)2O3 могут создавать давление от 280 до 490 атм.
Основным расходуемым компонентом коррозионной среды внутри трещины является вода, и ее недостаток может лимитировать скорость процесса. Однако при коррозионном растрескивании в режиме роста трещины вода может вдавливаться внутрь гидростатическим давлением и втягиваться капиллярными силами.
III с т а д и я : конечное лавинообразное разрушение. Представляет собой механическое разрушение металла вследствие превышения его предела прочности.
Коррозионное растрескивание реализуется лишь при следующих условиях:
1. Наличие растягивающих напряжений выше критического или порогового значения (G > Gкр).
2. Наличие в коррозионной среде активатора (аниона, способного вызвать возникновение трещин) и окислителя.
Анион, способный вызвать коррозионное растрескивание (активатор), должен обладать высокой подвижностью, чтобы быстро проникать в узкую щель, и такими адсорбционно-химическими свойствами, чтобы вытеснить ионы ОН - или кислород из малорастворимого поверхностного комплекса (соединения) с образованием растворимого комплекса. Этими свойствами обладает ион С1 - . Хотя С1 - уступает по подвижности гидроксид-ионам ОН - , но концентрация ОН - в воде низка, а втягиваемые внутрь трещины они осаждаются уже в верхней части ее ионами металлов, в первую очередь Fe 3+ , Сr 3+ . Поэтому хлор-ион является активатором коррозионного растрескивания.
Для появления коррозионного растрескивания в нейтральных водных средах должны присутствовать одновременно хлор-ионы и кислород. Опасные концентрации хлор-ионов и кислорода взаимосвязаны: чем меньше в воде хлор-ионов, тем большие концентрации кислорода безопасны. Полное обескислороживание воды не вызывает коррозионного растрескивания нержавеющих сталей даже при концентрации хлор-иона 2% (температура 300 0 C). На скорость коррозионного растрескивания оказывают влияние также рН воды и температура.
Повышение рН до 10 повышает стойкость нержавеющей стали против коррозионного растрескивания. Более высокие значения рН (до 11) нежелательны, так как усиливается межкристаллитная коррозия нержавеющих сталей и наблюдается щелочное коррозионное растрескивание. На практике для повышения pH воды применяют добавки аммиака, который благодаря своей летучести не концентрируется на теплопередающих поверхностях, тем самым не приводит к местному повышению рН на них. При этом исключается щелочное коррозионное растрескивание. Повышение температуры, как правило, ускоряет коррозионное растрескивание.
Вывод: коррозионное растрескивание аустенитных нержавеющих сталей – один из наиболее опасных видов коррозии. Усиливается в присутствии хлор-ионов и кислорода.
Коррозия латуней
Для предотвращения значительной эрозии латуней в сочетании с большой коррозией, скорости охлаждающей воды в трубах конденсатора не должны быть выше 2,2 м/сек.
Коррозионные повреждения проявляются в конденсаторных трубках в виде общего пробочного обесцинкования, коррозионного растрескивания, ударной коррозии и коррозионной усталости. Обесцинкование является электрохимическим процессом, в котором цинк выполняет роль анода, а медь - катода.
При эксплуатации конденсаторов турбин в процессе контакта с конденсирующимся паром латуни склонны к коррозионному растрескиванию, которое может протекать как межкристаллитно, так и транскристаллитно.
Растрескивание наблюдается преимущественно при одновременном наличии в паре кислорода, неизбежного в вакуумных системах, и аммиака. Увеличение содержания в латуни цинка сильно повышает ее склонность к коррозионному растрескиванию.
В процессе контакта с охлаждающей водой латунь может подвергаться также ударной коррозии, связанной с явлением кавитации.
Доля отдельных видов коррозии латуней характеризуется следующими примерными цифрами (%): ударная коррозия развальцованных концов трубок - 30, общее обесцинкование - 20, пробочное обесцинкование - 15, аммиачная коррозия со стороны пара - 11, коррозионное растрескивание - 6,5, трещины коррозионной усталости - 5. На долю разрушений, связанных с механическими повреждениями трубок, приходится 12,5%.
Вывод:Основное применение медных сплавов на АЭС – конденсаторы турбин, что связано с их высокой теплопроводностью. Характеризуются высокой общей коррозионной стойкостью.
Обряды и обрядовый фольклор: составляли словесно-музыкальные, драматические, игровые, хореографические жанры, которые.
Что входит в перечень работ по подготовке дома к зиме: При подготовке дома к зиме проводят следующие мероприятия.
Историческое сочинение по периоду истории с 1019-1054 г.: Все эти процессы связаны с деятельностью таких личностей, как.
Экономика как подсистема общества: Может ли общество развиваться без экономики? Как побороть бедность и добиться.
Поиск по сайту
Межкристаллитная коррозия - это? Процессы коррозии аустенитных нержавеющих сталей
Сегодня известно, что коррозия может образовываться на любом изделии из металла. Некоторые из них могут сопротивляться губительному воздействию коррозии более длительный срок, чем другие.
Существуют различные виды коррозийных процессов. Одним из них является межкристаллическая коррозия - это электрохимический процесс разрушения металла по границе кристаллических зерен под воздействием окружающей среды. Разрушение металла под воздействием межкристаллической коррозии признано одним из самых опасных, так как процессы разрушения начинаются внутри материала, где они не видны человеческому глазу. Пока такое разрушение проявится на внешней поверхности, вся внутренняя часть может потерять свои эксплуатационные характеристики (прочность, устойчивость, деформативность) и привести к преждевременному, а главное, неожиданному разрушению всей конструкции целиком, что повлечет за собой аварийно-опасную ситуацию, способную причинить вред работающим вблизи людям.
Межкристаллическая решетка зачастую повреждает различные алюминиевые сплавы; стали содержащие больше 13% хрома; меди, никеля, легированные молибденом; аустенитные и нержавеющие стали и т.д.
Охрупчивание и межкристаллитная коррозия (МКК)
Межкристаллическая коррозия является электрохимической реакцией, которая протекает в среде с высоким окислительным показателем. По границе зерен образуется анод и катод, анод активно растворяется, что приводит к появлению неоднородных зон между зернами, их связь нарушается и материал утрачивает свои изначальные свойства.
Основные причины межкристаллитной коррозии:
- Высокая внешняя температура.
- Постоянно действующие на материал агрессивные среды, вызывающие межкристаллитную коррозию.
- Состав сплава. При большом количестве легирующих добавок в составе сплава, некоторые его части могут переходить из пассивного состояния в активное и под действием внутренних процессов, ускоряется образование коррозии.
Потенциал металла определяет скорость протекания разрушения, вследствие коррозийных процессов. Важно понимать, что такое разрушение может протекать в различных местах одного и того же материала с разной скоростью. Самое быстрое развитие происходит при потенциале в 1.15-1.25В при входе в транс пассивную зону или при потенциале активно-пассивного перехода 0,35В.
Процесс охрупчивания (уменьшения зоны влияния) происходит в аустенитных материалах. Это явление - дефект, который может возникнуть при сварке элементов из этих материалов. Появляется он в силу перегрева места сварки и способствует росту зерен в материале, которые расположены рядом с зоной сплавления. Также процесс усугубляется тем, что в сварных соединениях аустенитных и ферритных металлов происходит выделение водорода возле границ зерен внутренней структуры.

Результат межкристаллитной коррозии
Сегодня используются некоторые способы, которые предупреждают процессы, описанные выше. Например, сплав перед сваркой, подвергается отпуску в течение 60-120 минут при температуре 150 градусов.
Также необходимо обезопасить поверхность изделия от попадания на нее брызг металла и шлака при сплавлении. Они могут стать причиной повышенной концентрации давлений в месте, куда упали, что приводит к уменьшению несущей способности конструкции, или в местах, где остался металл, может образоваться ржавчина. Для того, чтобы предупредить данные процессы, перед сваркой поверхность элемента обрабатывается кремнийорганическим лаком или грунтовкой.
Межкристаллитная коррозия аустенитных нержавеющих сталей
В первую очередь, стоит разобраться, что такое аустенитные стали. Аустенит – это раствор, в котором содержится до 2% углерода. К аустенитным относятся сплавы, в которых хром и никель содержаться в величинах 15% и 7%, а общее число легирующих компонентов не более 55% или сплав, в котором не менее 55% никеля.
Главной особенностью аустенитных металлов является их структурный рисунок, благодаря которому, они более устойчивы к воздействию коррозийных процессов в агрессивных средах. Поэтому такие сплавы нашли свое широкое применение в промышленном машиностроении, на нефтяных и химических производствах.
Нержавеющие стали достаточно чувствительны к увеличению содержания в сплаве серы и углерода и других соединений, которые являются легкоплавкими.
Какие факторы определяют высокую стойкость «нержавейки» против коррозии?
Нержавеющие стали показывают значительную антикоррозийную стойкость в связи со своими свойствами пассивации.
Свойство металла становится пассивным, зависит от содержания хрома в сплаве. Чем выше содержание хрома в сплаве, тем выше его антикоррозийная стойкость.
Еще одним важным элементом, который влияет на сопротивляемость коррозийным процессам, является углерод. Здесь ситуация обратно пропорциональна - чем больше углерода, тем меньше антикоррозийные свойства.
Главное, от чего зависит коррозионная стойкость нержавеющей стали – это структурный состав сплава. Чем более неоднородная структура материала, чем меньше содержание хрома, тем меньше сопротивляемость ржавлению.
На данный момент, доказано, что нержавейки стойки к образованию ржавчины в окислительных средах. В неокислительных водных средах, хром является неустойчивым и это приводит к его разрушению и значит к разрушению всего материала под действием межкристаллической коррозии металла.

Коррозия нержавеющей стали – как защититься от нее?
- Снижение концентрации углерода в сплавах, так как углерод является элементом, способствующим развитию интеркристаллитной коррозии. К такому методу защиты прибегают крайне редко, так как стали сами по себе дорогостоящие, а углерод помогает снизить эту цену без потери эксплуатационных характеристик.
- Для сталей, которые будут работать в обычных условиях и не будут подвержены высоким температурам, целесообразно использовать закалку.
- Введение специальных добавок, таких как титан и тантал. Такие вещества стабилизируют количество углерода, не дают ему вступать в реакции, тем самым защищая от образования ржавчины.
Способ оценки стойкости против межкристаллитной коррозии сталей и сплавов. Испытания на межкристаллитную коррозию
Так как межкристаллитное разрушение признано наиболее опасным, то нержавеющие стали подвергаются обязательным испытаниям на способность сопротивляться коррозии. ГОСТ 603289 определяет нормы проведения данного исследования.
Данный стандарт распространяется на любые классы сталей: аустенитные, ферритные, аустенитно-ферритные и на железоникелевые сплавы.
Существует несколько методов испытаний на стойкость к межкристаллитной коррозии: ускоренные испытания, с использованием меди в растворе или с фтором в растворе.
Для каждого метода созданы свои образцы и конкретные данные для испытания. Самым распространенным является метод, при котором из листа металла вырезают образец, его подвергают механической обработке. При этом с одной из поверхностей удаляется верхний слой металла, участок обезжиривается и помещается в сернистый раствор меди и воды. Далее производится кипячение 1-2 суток. Время кипячения определяется исходя из вида и марки стали.
После этого металлический образец промывается водой и высушивается. Для испытания на стойкость к межкристаллитной коррозии на листе делается загиб на 90 градусов, на изделии появляются трещины. По этим трещинам и определяется наличие межкристаллитного разрушения.

Методы определения МКК определяются исходя из вида металла. Бывают такие методы:
АМУ – ускоренное испытание в растворе сернистой меди;
ВУ – исследование в растворе серной кислоты и сернокислого железа;
Б – проведение анодного травления в растворе серной кислоты и др.
Заключение
Как было отмечено даже «нержавеющие стали» подвержены образованию ржавчины в большей или меньшей степени. При изготовлении изделия, конструкции или отдельных элементов, необходимо учитывать в каких условиях он будет работать, требуемый срок эксплуатации и его свойства, чтобы на этапе изготовления, правильно подобрать сплав, который сможет эксплуатироваться долго и без ранних проявлений межкристаллической коррозии.
Что такое межкристаллическая коррозия
Межкристаллическая коррозия металла – это распространенный процесс, который может привести к полному выводу изделия из строя, утрате всех эксплуатационных характеристик.
Исследования показывают, что практически все виды стали подвергаются коррозии. Где-то она развивается быстрее, где-то медленнее. Отличается характер поражения, темпы распространения, уровень повреждения.
Если рассматривать межкристаллическую коррозию более подробно, можно увидеть, что это электрохимический процесс. Во время его протекания, разрушение металла происходит по границе кристаллических зерен.
Основной катализатор – внешнее давление окружающей среды.
Эксперты отмечают высокую опасность такого процесса. Причина заключается в его скрытом протекании. Ржавчина появляется внутри металла, долго не дает никак о себе знать со стороны.
К тому моменту, когда процесс начинает прорываться на поверхность, есть серьезная опасность того, что все эксплуатационные характеристики будут полностью утрачены, материал станет слишком хрупким.
Иногда конструкция может разрушиться внезапно.
Наибольшей склонностью к межкристаллической коррозии отличаются следующие виды материалов:
- алюминиевые сплавы;
- стали, содержащие больше 13% хрома, меди, никеля, легированные молибденом;
- аустенитные и нержавеющие стали.
Процесс может проявляться и в других материалах, но перечисленные чаще всего оказываются затронутыми.
Особенности появления и протекания межкристаллитной коррозии
Большинство специалистов дают определение межкристаллитной коррозии как электрохимической реакции. Ее протекание становится возможным в том случае, если достигаются высокие окислительные показатели.
При ближайшем рассмотрении, можно заметить, что по границе зерна создаются аноды и катоды. Также наблюдается стремительное растворение анода. На фоне этого развиваются пространства неоднородности.
Таким образом, начинается внутреннее разрушение, которое постепенно начнет выходить на поверхность.
Среди главных причин межкристаллитной коррозии:
- Сильный подъем внешней температуры.
- Постоянный контакт с агрессивными средами.
- Особенности состава сплава.
В зону риска попадают материалы, в состав которых входит большое количество легирующих добавок. При этом отдельные участки металла могут переходить из пассивного в активное состояние. Стимулом становятся различные виды внутренних процессов.
Главный параметр, который влияет на скорость ржавения – показатель потенциала металла. Исследования показывают, что даже при анализе одной детали, подверженной коррозии, можно обнаружить очаги с разной скоростью протекания.
Самую высокую скорость показывает коррозийный процесс при потенциале 1.15-1.25В.
Еще одно важное понятие – охрупчивание. Оно означает постепенное сужение зоны влияния в аустенитных материалах. Такой тип дефекта чаще всего начинает проявляться в местах, на которые в процессе сварки начинает действовать сильный перегрев.
Когда на деталь воздействует повышенная температура, начинается стремительный рост зерен. На этом фоне также происходит быстрое выделение водорода.
В современной промышленности применяются различные проверенные методы для того, чтобы не допустить процесса коррозийного поражения. Пример – использование технологии отпуска при температуре до 150 градусов на протяжении одного-двух часов.
Еще один метод защиты – исключение попадания брызг раскаленного металла в процессе плавления и сваривания. Давление в месте сварки нарастает, чего также стоит избегать.
Хорошо показывает себя обработка кремнийорганическим лаком или грунтовкой. Важно правильно подготовить поверхность под нанесение состава.
Как проявляется межкристаллитная коррозия в аустенитных нержавеющих сталях
В промышленности часто используются аустенитные стали. Это особый формат материала, который связан с применением аустенита – раствора с двухпроцентным содержанием углерода.
Существует большое количество аустенитных сплавов, в которых есть большой процент содержания никеля и хрома. Концентрация находится на уровне 15% и 7% соответственно.
Еще одно условие для отнесения сплава к аустенитной категории – уровень содержания легирующих компонентов не превышающий отметку в 55%.
При ближайшем рассмотрении рисунка структуры аустенитных металлов, удается обнаружить, что коррозийные процессы на такое сырье оказывают минимум воздействия.
Именно аустенитные стали по причине хорошей защиты от коррозии активно используются в разных областях промышленности, в том числе, на химическом и нефтяном производстве.
Главное требование для того, чтобы не допустить распространения коррозии в сплавах такого типа – не получить превышения содержания в рецептуре углерода и серы.
Также негативно может повлиять на качество и различное соединение таких компонентов. Такие стали отличаются хорошими показателями плавкости – их удобно обрабатывать.
Основные аспекты защиты нержавеющих сталей от коррозии
Само название нержавеющей стали дано по причине высокого уровня защиты от постепенного развития коррозии. Материал отличается выраженными свойствами пассивации.
Металл может становиться пассивным, потому что в него добавляется хром. Уровень его содержания всегда серьезно влиял на уровень антикоррозийной стойкости.
Также на то, насколько хорошо материал противостоит коррозии, влияет множество характеристик, в том числе, степень концентрации углерода. Если объем углерода в сплаве возрастает, качество защиты от ржавения становится меньше.
Еще один параметр, который начинает влиять на стойкость к коррозии – структура сплава. Если материал становится неоднородным, в нем увеличивается уровень содержания хрома, вероятность коррозийного разрушения с течением времени становится только больше.
Также среди важных показателей коррозийной стойкости – хороший уровень защищенности при контакте с окислительными средами.
Основные методы защиты нержавеющей стали от межкристаллитной коррозии
Для того, чтобы повысить уровень защищенности межкристаллитной стали от коррозии, можно использовать несколько стандартных методов. К ним относятся такие, как:
- Уменьшение уровня содержания углерода. Если в сплаве его становится меньше, вероятность появления межкристаллитной коррозии становится намного меньше. Чаще всего такое средство используют в том случае, если другие варианты не подходят. Причина заключается в высокой стоимости.
- Закалка. Обработка заготовки под действием высокой температуры необходима в том случае, если готовая деталь не будет использоваться под сильным нагревом.
- Применение дополнительных специальных добавок. При введении в сплав тантала или титана, исключается вероятность увеличения концентрации углерода, который мог бы негативно повлиять на степень интенсивности коррозии.
Методы проверки стойкости сплавов от межкристаллитной коррозии
Чтобы понять, что материал не подвержен межкристаллитному разрушению, стоит обратить внимание на проведение специальных испытаний. Проверка проводится в полном соответствии с требованиями, прописанными в ГОСТ 603289.
Стандарт испытаний проводится с разными типами сталей. К ним относятся такие сплавы, как:
- Аустенитные;
- Ферритные;
- Аустенитно-ферритные;
- Железоникелевые.
Могут отличаться способы проведения испытаний, которые проверяют уровень стойкости к межкристаллитной коррозии. К ним относится проведение ускоренных испытаний, а также помещение в раствор с фтором и медью.
В проверке применяются образцы, которые полностью отражают характеристики материала и помогают понять, как различные катализаторы коррозии будут влиять на сырье.
Электрохимическая коррозия
Электрохимическая коррозия относится к наиболее часто встречающимся процессам постепенного разрушения металла.
Как мы знаем, наше окружение наполнено электричеством.
В зависимости от среды, меняются показатели проводимости. Не отличается то, что при контакте с такой средой сталь начинает постепенно портиться.
У процесса есть несколько важных отличий.
В первую очередь – неодновременное протекание восстановления окислительного процесса и ионизации атомов металла.
На интенсивность распространения при этом влияет такой параметр, как электродный потенциал металла.
Главная причина электрохимической коррозии в том, что большинство металлов проявляют термодинамическую неустойчивость.
Примеры распространения коррозии такого типа встречаются в воде, почве, на открытом воздухе.
Она часто становится причиной потери прочности и постепенного разрушения металла на днище судов, трубопроводов, опор ЛЭП и других объектов.
Если говорить о типах электрохимической коррозии, то называют 3 разновидности:
- щелевые поражения;
- питтинги;
- межкристаллическое повреждение.
Повреждаться могут разные типы металлов в зависимости от их расположения. Ржавчина появляется при контакте со стоячей и текущей водой, в местах соединения разных металлов, а также на сварных швах.
Какие механизмы отвечают за протекание электрохимической коррозии
Такое повреждение металла проводится двумя механизмами – гомогенным и гетерогенным. Рассмотрим каждый из них подробно.
- Гомогенный. Первоначально затрагивается поверхностный слой металлического изделия. Постепенно металл начинает растворяться под действием актов – катодного или анодного. На протяжении определенного времени происходит миграция катода и анода. Со временем процесс ускоряется. Особенность гомогенного механизма в том, что затрагивает как твердые, так и жидкие металлы. Меняется только скорость течения.
- Гетерогенный. У большинства твердых металлов не наблюдается гомогенной поверхности. Это связано с тем, что в самом материале состав кристаллической решетки может отличаться. Также как и в описанном выше случае, формируется анодный и катодный процессы, металл начинает постепенно разрушаться.
У такого вида процесса есть несколько особенностей.
В первую очередь – четкое деление на катодный и анодный процесс. Один из основных факторов, влияющих на их скорость протекания относительно друг друга – это время.

Схема электрохимической коррозии
В зависимости от типа металла, коррозия может быть локализована на отдельных участках. Также наблюдается растворение поверхностного слоя на анодах, что позволяет поражению затронуть обширные площади.
Здесь появляется еще одна особенность протекания процесса – формирование гальванических элементов. Это происходит из-за специфики структуры поверхности, на которой присутствуют микроэлектроды.
Из-за чего начинает развиваться коррозия
После того, как мы рассмотрели суть электрохимической коррозии, пришло время обратить внимание на причины распространения коррозии.
Среди них три распространенные:
- Сплав имеет неоднородную структуру. В большинстве сплавов поверхность негомогенная, потому что в кристаллической решетке присутствуют посторонние включения. Ухудшает ситуацию и присутствие пор макро и микротипа. Это приводит к тому, что продукты коррозии также начинают образовываться неравномерно.
- Неоднородная среда, в которой находится металл. Чтобы коррозия протекла быстрее, важен фактор доступа окислителя. Электрохимическая реакция может быть ускорена.
- Отличие физических условий. Коррозия усиливается в том случае, если происходит облучение, в среде присутствуют блуждающие тока. Негативно влияет и температура, особенно при перепадах. В таком случае разница между холодными и теплыми местами становится причиной появления анода.
Именно по причине различия в критических факторах, скорость электрохимической коррозии может сильно меняться.
Главные внутренние факторы протекания электрохимической коррозии
На интенсивность распространения коррозийного поражения влияют две группы факторов – внешние и внутренние.
Текущее состояние поверхности металла
Когда поверхность металла неровная, коррозийный процесс протекает намного интенсивнее. Если на поверхности присутствуют небольшие выступы, они начинают накапливать воду.
Это может негативно повлиять на интенсивность распространения.
Чтобы не допустить такого фактора, важно использовать отшлифованный или отполированный металл.
Когда сталь гладкая, вода не так сильно повреждает ее, потому что постепенно происходит формирование равномерной пленки по всей поверхности.
Также хорошим средством для уменьшения поражения становится применение пассивирования, а также ряд других способов.
Степень термодинамической стойкости металла
Разные виды материалов отличаются разными показателями термодинамической устойчивости.
Наиболее стойкие разновидности материала не разрушаются при помещении в агрессивную среду.
Чтобы понять, есть ли у металла склонность к коррозии под действием термодинамических факторов, измеряют потенциал анодного и катодного процесса, а также изобарно-изотермического.
Именно такой фактор оказывает большое влияние на потенциальное воздействие среды на постепенное развитие коррозии.
К сожалению, у большинства представленных в продаже марок металлов стойкость невысокая. Есть и неустойчивые разновидности, у которых этот риск нивелируется благодаря склонности к образованию пассивных пленок на поверхности.
Кристаллографическая структура
Оказывает прямое воздействие на металл.
Как известно, атомы в кристаллической решетке располагаются по-разному. Лучше защищены те разновидности, у которых атомы упакованы неплотно.
Особенности решетки также учитывают при планировании защиты материала методом создания на нем специальных пленок. И пленка и сам основной материал должны четко соответствовать по составу друг другу или быть максимально приближенными.
В этом случае исключается появление напряжения, которое негативно отражается на текущем состоянии заготовки. Если контакт с агрессивной средой все-таки происходит, материал начинает разрушаться слой за слоем.
Гетерогенность
Этот фактор рассматривается в непосредственной связи с величиной зерна металла.
Если в сплаве есть выраженные анодные включения, они сильно влияют на ускорение протекания коррозии.
Катодные включения не столь опасны, потому что на интенсивности процесса не отражаются. Величина зерна как фактор риска рассматривается не так часто и этим показателем можно пренебречь.
Не стоит сбрасывать со счетов и механические факторы
Важно понимать, что многие конструкции из металла используются под постоянным напряжением.
К этой категории относится повышенное внутреннее напряжение, когда сильно увеличивается риск деформации.
Негативно влияют на качество металла также воздействие истирания, периодические контакты с другими металлическими изделиями.
Такой фактор оказывает значительное влияние на интенсивность распространения повреждения.
Даже если само сырье первоначально обладало стойкостью к потенциальным повреждениям, в таком случае она уменьшится – формируемые пленки просто не будут закрепляться на поверхности.
Потому лучше сразу исключить это условие электрохимической коррозии – постараться не использовать металлоконструкции под пиковыми сильными нагрузками, не допускать возникновения трения и соприкосновения между собой стальных деталей.
Основные внешние факторы электрохимической коррозии
Кроме внутренних, на металл также влияют и внешние факторы.
Они могут не только ускорять, но и замедлять процесс, а также влиять на характер его протекания.
К ним относятся следующие:
- Температура. Температура сильно влияет на то, как себя ведет металл в разных условиях. От нее сильно зависит то, насколько быстро будут растворяться вторичные продукты коррозии. Среди других особенностей – запуск и стимуляция диффузионных процессов в металле, создание перенапряжения на электродах и другие проявления. Когда металлическое изделие помещается в растворы с кислородной деполяризацией, по мере прогрева электролита диффузия окислителя ускоряется. На фоне этого наблюдается сильное снижение перенапряжения ионизации кислорода.
Если деталь помещается в растворы неокисляющихся кислот, наблюдается коррозия с водородной деполяризацией.
Повышение температуры уменьшает скорость распространения повреждений, потому что сильно снижается перенапряжение водорода.
Отдельно стоит отметить ситуацию, когда металл уже покрывается специальной защитной пленкой. В этом случае сам тип пленки будет влиять на то, как именно она поведет себя при контакте с разными видами внешних угроз, в том числе, с повышением температуры.
Нагрев и охлаждение могут отразиться на состоянии катодов и анодов через их внутренние процессы.
В некоторых случаях полярность электродов значительно меняется.
Как мы уже отмечали выше, проблемы могу возникать из-за того, что разные участки детали нагреты до отличающихся друг от друга температур.
В этом случае стремительно увеличивается количество термогальванических пар, стимулирующих распространение коррозии на новые участки.
- Уровень рН раствора, в который помещен металл. Такой показатель как рН указывает, насколько в растворе будут активными ионы водорода, и как быстро коррозия будет распространяться по материалу. Это опасно, потому что может непредсказуемо менять потенциал катодных процессов, формирование окисных пленок. Также создается значительное перенапряжение реакции на электродах. Рекомендуется не допускать контакта металла со средами, у которых показатель рН высокий.
Если по каким-то причинам металлическая заготовка оказалась помещена в раствор, большое значение будет иметь скорость, с которой он движется, а также само наличие внутренних колебаний.
Заранее определить точное воздействие будет сложно по той причине, что всегда непросто предсказать, как поведут себя нейтральные электролиты.
Cчитается, что при смешении электролита, меняются показатели диффузии кислорода, что значительно отражается на процессе протекания коррозии.
Можно уделять меньше внимания скорости движения электролита в том случае, если вы имеете дело со средами повышенной кислотности.
На них подобное поражение оказывает минимум влияния.
Чем отличаются анодный и катодный процессы
Если вы внимательно проследите за тем, как работает гальванический элемент, то увидите, что в нем протекают сразу два связанных друг с другом процесса – анодный и катодный.
Рассмотрим их более подробно.
Анодный процесс
В химии показывается формулой Fe → Fe2+ + 2e. Она показывает, что постепенно запускается окисление, ионы металла начинают переход в раствор.
Катодный процесс
Может протекать по-разному.
В частности, переизбыток электронов решается ассимиляцией атомами электролита и его молекул. На фоне этого происходит восстановительная реакция непосредственно на самом катоде.
Формула будет зависеть от того, в каких условиях протекает реакция.
Так при наличии водородной деполяризации можно записать процесс как 2 H+ + 2e → H2.
Важно понимать, что оба процесса сильно связаны друг с другом под влиянием кинетического фактора.
С течением времени может происходить взаимное замедление или ускорение анодного или катодного процесса. При этом сам анод всегда будет оставаться тем местом, на котором формируется коррозия металла.
Во время анализа протекания процесса коррозии часто обращают внимание на электропроводящие фазы и момент после их соприкосновения.
Обычно одна фаза имеет положительный заряд, в то время как другая – отрицательный. Это приводит к появлению разности потенциалов.
Таким образом возникает ДЭС или как его часто называют ученые – двойной электрический слой с ассиметричным расположением частиц в местах, где фазы разделяются.

Опасным для металла становится скачок потенциалов. Он может стимулироваться двумя центральными причинами:
- Большая накопленная энергия гидратации. В таком случае наблюдается отрыв ионов металла и постепенное перетекание их в раствор. На поверхности в результате остается аналогичное число электронов, заряд становится отрицательным. Далее, в соответствии с законами физики, наблюдается перетекание катионов из раствора, формируется ДЭС на границе, как мы уже описывали выше.
- Разряжение катионов электролита. В результате металл начинает стремительно принимать положительный заряд. ДЭС появляется из-за активности анионов раствора в контакте с катионами электролита.
Что происходит в том случае, если поверхностный слой металла совсем не имеет определенного заряда?
В таком случае ДЭС наблюдаться не будет, возникнет явление нулевого заряда.
Его потенциал будет отличаться в зависимости от того, с каким металлом вам приходится работать.
Описанный процесс значительно отражается на том, как протекает коррозия и как быстро она захватывает все новые и новые участки металла.
В современной науке нет средств, которые могли бы точно измерить величину скачка потенциала, значит и процесс формирования электродвижущей силы оказывается на таким интенсивным.
Если рассматривать вопросы, связанные с процессом поляризации, можно написать отдельную статью на эту тему.
Потому далее мы рассмотрим другой важный показатель – поляризацию.
Поляризация и ее влияние на скорость протекания коррозии
Процесс поляризации связан с интенсивностью распространения электрохимической коррозии.
Этот показатель отражает, насколько сильное перенапряжение наблюдается на определенном участке.
Принято выделять три вида поляризации:
- Электрохимическая. Чаще всего наблюдается в ситуации, когда катодный и анодный процессы начинают замедляться.
- Фазовая. Возникает в том случае, если на поверхности материала формируется новая фаза.
- Концентрационная. Этот процесс появляется в том случае, если есть очень малые показатели скорости отвода продуктов коррозии, а также подхода деполяризатора.
Особенности поляризации также стоит учитывать в том случае, если вы заинтересованы в дополнительной защите металлов от постепенного разрушения.
Обеспечиваем эффективную защиту от коррозии
Наша компания предлагает заказчикам защиту металлоконструкций разных типов от коррозии.
В пользу работы с нами говорит сразу несколько факторов:
- Опыт работы с 2007 года, есть постоянные заказчики.
- Большие производственные площади. Три цеха для горячего цинкования, мощность 120 тысяч тонн в год.
- Универсальность. Работаем со множеством видов изделий благодаря установленной на предприятии самой глубокой ванны в ЦФО – 3,43 метра.
Мы используем в процессе проверенное европейское оборудование. Даем гарантию соответствия качества товаров требованиям ГОСТ 9.307-89.
Чтобы получить дополнительные консультации и ответы на интересующие вас вопросы, звоните нам или оставляйте заявку на сайте.
Читайте также: