Термическая обработка коррозионностойких сталей
Обновлено: 18.05.2024
Аустенитные стали, обладая рядом особых свойств, применяются в тех рабочих средах, которые отличаются высокой агрессивностью. Такие сплавы незаменимы в энергетическом машиностроении, на предприятиях нефтяной и химической промышленности.
1 Аустенитные стали – общее описание
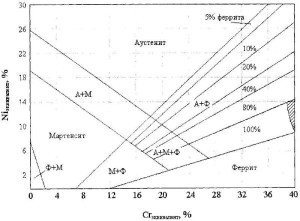
К аустенитным относят сплавы с высоким уровнем легирования, которые при кристаллизации обычно образуют однофазную систему, характеризуемую кристаллической гранецентрированной решеткой. Такой тип решетки в описываемых сталях остается неизменным даже в тех случаях, когда металл охлаждается до очень низких температур, называемых криогенными (в районе -200 градусов Цельсия). В некоторых случаях стали аустенитного класса имеют и еще одну фазу (ее объем в сплаве может достигать десяти процентов) – феррита с высокой степенью легирования. В этом случае решетка является объемноцентрированной.
Разделение аустенитных сталей на две группы производится по составу их основы, а также по содержанию в сплаве легирующих компонентов – никеля и хрома:
- Композиции на основе железа: содержание никеля – до 7 %, хрома – до 15 %, общее количество легирующих добавок – не более 55 %.
- Композиции на никелевой (55 % и более никеля) и железоникелевой основе (в них содержится 65 и больше процентов никеля и железа, причем отношение первого ко второму составляет 1 к 1,5).
В таких сплавах никель увеличивает пластичность, жаропрочность и технологичность стали, а хром отвечает за придание ей требуемой коррозионной и жаростойкости. А добавляя другие легирующие компоненты, можно добиться уникальных свойств аустенитных составов, набор коих и обуславливает служебное предназначение того или иного сплава.
Чаще всего аустенитные стали легируются следующими элементами:
- Ферритизаторами, которые стабилизируют структура аустенита. К ним относят ванадий, вольфрам, ниобий, титан, кремний и молибден.
- Аустенитизаторами, коими являются азот, углерод и марганец.
Все указанные компоненты располагаются как в избыточных фазах, так и непосредственно в твердом стальном растворе.
По принятой классификации, учитывающей систему легирования, любая аустенитная сталь может быть причислена к хромомарганцевой либо к хромоникелевой. Кроме того, сплавы делят на хромоникельмарганцевые и хромоникельмолибденовые.
2 Коррозионно-, жаро- и хладостойкие аустенитные сплавы
Разнообразие добавок позволяет создавать особые аустенитные стали, которые используются для изготовления деталей для конструкций, работающих в высокотемпературных, коррозионных и криогенных условиях. Исходя из этого, аустенитные составы и подразделяют на разные группы:
- ;
- коррозионностойкие;
- хладостойкие.
Жаростойкие составы не разрушаются при воздействии на них химической среды. Их можно применять при температурах до +1150 градусов. Из таких сталей изготавливают разнообразные слабонагруженные изделия:
- элементы газопроводных систем;
- арматуру для печного оборудования;
- нагревательные детали.

Жаропрочные марки сталей могут достаточно долго сопротивляться нагрузкам в высокотемпературных условиях, сохраняя при этом свои изначально высокие механические характеристики. Их обязательно легируют вольфрамом и молибденом (каждая из присадок может содержаться в стальной композиции в количестве до семи процентов). А для измельчения зерна в некоторые аустенитные сплавы вводят в небольших количествах бор.
Обозначим часто встречающиеся марки жаростойких и жаропрочных сталей описываемого в статье класса: Х15Н35ВТР, 10Х12Н20Т3Р, 40Х18Н25С2, 1Х15Н25М6А, 20X23H13, 10X15H18B4T, 10Х16Н14В2БР, 10X18H12T, 08Х16Н9М2, 10Х15Н35ВТ, 20Х25Н20С2, 1Х15Н25М6А, 20X23H13, 10X15H18B4T, 10Х16Н14В2БР, 10X18H12T.
Аустенитные нержавеющие стали (то есть коррозионностойкие) характеризуются малым содержанием углерода (не допускается наличия свыше 0,12 процентов этого химического элемента). Никеля в них может быть от 8 до 30 %, а хрома от 12 до 18%. Любая аустенитная нержавеющая сталь проходит термическую обработку (отпуск, закалку или отжиг стали). Термообработка необходима для того, чтобы изделия из нержавейки хорошо "чувствовали" себя в разных агрессивных средах – в щелочных, газовых, жидкометаллических, кислотных при температурах от +20 градусов и больше.

Наиболее известны следующие марки аустенитных коррозионностойких сталей:
- хромоникельмолибденовые: 03Х21Н21М4ГБ, 08Х17Н15М3Т, 08X17Н13M2T, 03X16H15M3, 10Х17Н13М3Т;
- хромомарганцевые: 07Х21Г7AН5, 10X14AГ15, 10X14Г14H4T;
- хромоникелевые: 08Х18Н12Б, 03Х18Н11, 08X18H10T, 06X18Н11, 12X18H10T, 08X18H10;
- с большим содержанием кремния (от 3,8 до 6,7 %): 15Х18Н12C4Т10, 02Х8Н22С6.
Хладостойкие аустенитные композиции содержат 8–25 % никеля и 17–25 % хрома. Применяются они для криогенных аппаратов, имеют высокую стоимость производства, поэтому используются весьма ограниченно. Чаще всего встречаются криогенные стали 07Х13Н4АГ20 и 03Х20Н16АГ6, которые легируются азотом. Этот элемент вводят для того, чтобы сплав при температуре +20° имел более высокий предел текучести.
3 Особенности аустенитных сплавов разных систем легирования
Наиболее распространенными считаются аустенитные хромоникелевые стали, которые имеют добавки молибдена. Их применяют тогда, когда есть риск образования щелевой либо питтинговой коррозии. Они демонстрируют высокую стойкость в восстановительных атмосферах, и делятся на два вида:
- нестабилизированные титаном с содержанием углерода не более 0,03 %;
- стабилизированные титаном с углеродом от 0,08 до 0,1 %.
Такие марки хромоникелевых композиций, как Х17Н13М2 и Х17Н13М3, оптимальны для конструкций, функционирующих в сернокислых средах, в уксусной десятипроцентной кислоте, в фосфорной кислоте в кипящем состоянии.

Хромоникелевые стали с добавлением ниобия или титана отличаются минимальной опасностью к образованию коррозии межкристаллитного типа. Ниобия вводят по сравнению с углеродом в 9–10 раз больше, а титана – в 4–5,5 раз больше. К сплавам с подобной возможностью относят следующие составы: 0Х18Н12Б, 0Х18Н10Т, Х18Н9Т и некоторые другие.
Увеличить коррозионную стойкость описываемых сталей также можно посредством введения в них кремния. Яркими представителями таких специальных композиций являются такие сплавы:

Они без преувеличения идеальны для производства химических сварных агрегатов, в которых хранится и перерабатывается азотная концентрированная кислота.
Хромомарганцевые стали типа 2Х18Н4ГЛ характеризуются высокими литейными характеристиками, поэтому их эксплуатируют на производствах, где применяются коррозионностойкие литые конструкции. Другие хромомарганцевые сплавы (например, 10Х13Г12Н2СА и 08Х12Г14Н4ЮМ) в горючих средах более стойки к коррозии, нежели хромоникелевые.
4 Термообработка аустенитных сталей и ее особенности
Жаропрочные и жаростойкие сплавы аустенитной группы подвергаются при необходимости разным видам термической обработки с целью увеличения своих свойств, а также для модификации имеющейся структуры зерна: число и принцип распределения дисперсных фаз, величина блоков и самого зерна и так далее.
Отжиг таких сталей применяется для уменьшения твердости сплавов (когда это требуется по условиям их эксплуатации) и устранения явления хрупкости. При подобной термической обработке металл нагревают до 1200–1250 градусов в течение 30–150 минут, а затем максимально быстро подвергают охлаждению. Сложные высоколегированные стали чаще всего охлаждают в масле либо на воздухе, а вот сплавы с малым количествам легирующих компонентов обычно погружают в воду.

Для сплавов типа ХН35ВТЮ и ХН70ВМТЮ рекомендуется термообработка в виде двойной закалки. Сначала выполняется первая нормализация их состава (при температуре около 1200 градусов), благодаря которой металл повышает показатель сопротивления ползучести за счет формирования твердой гомогенной фазы. А после этого осуществляется вторая нормализация с температурой не более 1100 градусов. Результатом описанной обработки является значительное увеличение пластических и жаропрочных показателей аустенитных сталей.
Аустенитная сталь повышает свою жаропрочность (а заодно и механическую прочность) в тех случаях, когда проходит двойную термообработку, заключающуюся в закалке и следующим за ней старении. Кроме того, практически все аустенитные металлы, которые относят к группе жаропрочных, искусственно старят перед эксплуатацией (то есть выполняют операцию их дисперсионного твердения).
1 Область применения
Необходимость проведения термической обработки и ее режимы определяются конкретными условиями изготовления и эксплуатации арматуры и должны оговариваться конструкторской документацией.
В соответствии с требованиями настоящего стандарта и конструкторской документации изготовителям арматуры следует разрабатывать производственно-технологическую документацию (ПТД) на термическую обработку конкретных деталей и сварных сборок применительно к имеющемуся оборудованию. Для заготовок (деталей) и сварных сборок арматуры атомных станций (АС) ПТД на термическую обработку следует разрабатывать в соответствии с требованиями настоящего стандарта, НП-089-15, ПНАЭ Г-7-009-89 (ОП), ПНАЭ Г-7-010-89 (ПК), НП-071-18. В стандарте учтены требования УП 01-1874-62.
* Для заказов АС действуют обозначения: ХН35ВТ (ЭИ612) и ХН35ВТ-ВД (ЭИ612-ВД) согласно ГОСТ 5632-72.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты и нормативные документы:
ГОСТ 12.3.004-75 Система стандартов безопасности труда. Термическая обработка металлов. Общие требования безопасности
ГОСТ 12.4.011-89 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки *
* Восстановлен на территории РФ на период с 01.01.2016 по 31.12.2020 для применения на объектах использования атомной энергии.
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032-2017 Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 10160-75 Сплавы прецизионные магнитно-мягкие. Технические условия
ГОСТ 10994-74 Сплавы прецизионные. Марки
НП-071-18 Федеральные нормы и правила в области использования атомной энергии «Правила оценки соответствия продукции, для которой устанавливаются требования, связанные с обеспечением безопасности в области использования атомной энергии, а также процессов ее проектирования (включая изыскания), производства, строительства, монтажа, наладки, эксплуатации, хранения, перевозки, реализации, утилизации и захоронения»
НП-089-15 Федеральные нормы и правила в области использования атомной энергии «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок»
ПНАЭ Г-7-009-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка. Основные положения
ПНАЭ Г-7-010-89 Оборудование и трубопроводы атомных энергетических установок. Сварные соединения и наплавки. Правила контроля
ПОТ Р М-005-97 Межотраслевые правила по охране труда при термической обработке металлов
Правила по охране труда при эксплуатации электроустановок, утвержденные приказом Министерства труда и социальной защиты РФ от 24.07.2013 № 328н
СТ ЦКБА 010-2004 Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования
ТУ 14-1-1062-74 Прутки и полосы из коррозионно-стойкой стали марки 25Х17Н2Б-Ш электрошлакового переплава. Технические условия
ТУ 14-1-1902-76 Прутки из стали. Марка 10Х15Н9С3Б1-Ш (ЭП302У-Ш). Технические условия
ТУ 14-1-2260-77 Прутки из коррозионно-стойкого сплава Н70МФВ (ЭП814А). Опытная партия. Технические условия
ТУ 14-1-2606-79 Прутки из никелевого сплава. Марки ХН55МБЮ (ЭП666), ХН55МБЮ-ВД (ЭП666-ВД). Технические условия
ТУ 14-1-2922-80 Прутки горячекатаные и кованые из стали марки 03Х20Н16АГ6-Ш. Технические условия
ТУ 14-1-2992-80 Лента (подкат) горячекатаная из рессорно-пружинной стали. Марки 50ХФА, 60С2А, 70С2ХА, 40Р и 50РА. Технические условия
ТУ 14-131-106-73 Прутки из сплава ХН63М9Б2Ю (ЭП666). Технические условия
УП 01-1874-62 Условия поставки материалов, механизмов, приборов и оборудования для специальных судов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года. Если ссылочный документ заменен (изменен), то при пользовании на стоящим стандартом следуем руководствоваться замененным (измененным) стандартом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Режимы термической обработки деталей и сварных сборок из сталей мартенситного, мартенсито-аустенитного, мартенсито-ферритного и ферритного классов
3.1 Для получения показателей механических свойств и твердости, установленных СТ ЦКБА 010 и для достижения максимальной коррозионной стойкости, детали (заготовки) арматуры из стали марок: 12X13, 20X13, 30X13, 14Х17Н2, 95X18, 25Х17Н2Б-Ш, 07X16Н4Б, 07Х16Н4Б-Ш, 09Х16Н4Б-Ш должны подвергаться закалю и отпуску, а из стали марок 12X17, 15Х25Т и 16Х-ВИ - отжигу.
Для уменьшения остаточной магнитной индукции в деталях магнитопровода электромагнитов детали (заготовки) из стали марок 12X17, 14Х17Н2 должны подвергаться длительному отжигу, а из стали марки 16Х-ВИ - высокотемпературному отжигу в вакууме.
3.2 Термической обработке следует подвергать заготовки. При термической обработке готовых деталей нагрев до температур закалки и отжига следует вести в вакууме не ниже 10 -2 мм рт. ст. или в контролируемой защитной атмосфере. Если защитной атмосферой служит аммиак, необходимо предусмотреть припуск под шлифовку не менее 0,3 мм на сторону.
3.3 Детали из стали марок 20X13, 30X13, 14Х17Н2 и 25Х17Н2Б-Ш, входящие в узлы трения и уплотнения затвора, могут подвергаться поверхностной закалке с нагревом токами высокой частоты (ТВЧ) с целью повышения твердости при одновременном сохранении высоких механических свойств в сердцевине детали. Подкалка деталей из стали 14Х17Н2 ТВЧ допускается при отсутствии в чертеже требования стойкости стали к межкристаллитной коррозии.
3.4 Режимы термической обработки и твердость сталей приведены в таблице 1, механические свойства, определяемые на продольных образцах, термообработанных по указанным режимам, приведены в приложении А.
3.5 Нагрев деталей (заготовок) из сталей марок 20X13, 30X13, 95X18, 07Х16Н4Б, 07Х16Н4Б-Ш, 09Х16Н4Б-Ш и 14Х17Н2 в интервале температур от 500 °С до 800 °С должен производиться со скоростью не более 200 °С в час. В интервале температур 750 - 800 °С необходимо дать выдержку до полного прогрева садки. Дальнейший нагрев до температуры закалки производится по мощности печи.
Для деталей толщиной (диаметром) до 120 мм скорость нагрева не лимитируется и выдержка при температуре от 750 °С до 800 °С не производится.
3.6 Для сталей марок 30X13, 95X18, 09Х16Н4Б-Ш, 07Х16Н4Б и 07Х16Н4Б-Ш время между закалкой и началом отпуска - не более 3 часов.
3.7 Допускаются отклонения режимов отпуска (таблица 1) в части длительности выдержек и температуры при условии обеспечения всех требований чертежа. Другие отклонения должны быть согласованы.
- для изделий АС и ВМФ - с головной материаловедческой организацией;
- для изделий МО РФ - с представителем заказчика.
3.8 Поверхностная закалка с нагревом ТВЧ сталей марок 20X13, 30X13, 14X17Н2 и 25Х17Н2Б-Ш применяется для деталей толщиной (диаметром) не менее 15 мм и производится только после предварительной улучшающей термической обработки согласно таблице 1 на твердость до 36,5 HRC для сталей марок 20X13, 30X13, на твердость (22 - 31) HRC для стали марки 14Х17Н2 и на твердость более 31 HRC - для стали марки 25Х17Н2Б-Ш.
Обработка нержавейки – все популярные методики
Травление нержавеющей стали, а также другие виды ее обработки придают изделиям из нержавейки привлекательный вид и улучшают их качество. За счет этого они могут использоваться и в быту, и в строительной сфере, и в разнообразных промышленных отраслях.
1 Сатинирование нержавейки – популярный метод обработки
Нержавеющая сталь часто применяется для изготовления промышленных конструкторских изделий и всевозможных элементов декора. Такие детали в большинстве случаев подвергаются сатинированию (полированию, шлифованию). Этот вид обработки считается достаточно практичным и при этом гарантирующим высокий результат. Поверхность изделий из нержавейки после проведения операции приобретает "атласный" вид.
Шлифование позволяет замаскировать практически любые дефекты, имеющиеся на конструкциях из нержавеющей стали, делая изъяны малозаметными.
Сатинирование материала может выполняться пневматическими приспособлениями либо вручную. В первом случае используются следующие инструменты:
- шлифовальные ленты;
- ленточный пневмонапильник;
- барабанно-ленточная шлифмашинка.

Вручную полирование выполняется при помощи шлифовальных листов и специального шлифка.
На крупных производствах шлифование почти всегда производится посредством специальных агрегатов. А частные мастерские при изготовлении изделий и конструкций из нержавейки используют шлифок. Обработка стали с его помощью выглядит так:
- С поверхности изделия удаляют прижоги и сварной шов.
- Разметывают стыковочные риски на конструкции специальной защитной лентой, сделанной из алюминия. Ее необходимо наклеить на полируемую деталь в 2–3 слоя.
- Затем осуществляется обработка части изделия ручным шлифком посредством движений возвратно-поступательного характера. Обратите внимание! Нельзя чересчур сильно давить на шлифок.
- После того как обработка одной части детали завершается, на нее размещается алюминиевая лента. После этого шлифуется соседняя зона.
Шлифовальные листы используются в ситуациях, когда применение шлифка является нецелесообразным, а также при необходимости восстановления поврежденной при сатинировании поверхности. В этом случае следует правильно подобрать зернистость инструмента. Делается это, как правило, на черновой детали.
2 Травление – отлично скрывает следы после сварки нержавейки
Травильная процедура нержавейки также выполняется достаточно часто. Ее используют после термообработки, холодной и горячей деформации стали. Эта операция удаляет дефекты, образующиеся на поверхности нержавейки при разных видах термообработки и применения сварочного аппарата. Травление убирает следы окалины и цвет побежалости. Кроме того, оно способствует обновлению на стальных изделиях пассивного слоя, защищающего металл от негативного воздействия повышенных температур.
В промышленных условиях травление осуществляется с помощью расплавленных щелочных составов либо растворов (водных) кислот без воздействия электролиза или с таковым. Если используется кислота, операция производится в два этапа. Сначала нержавейку помещают в ванну с сернокислым раствором, затем – в азотнокислую среду. Щелочное травление подразумевает обработку стали расплавом каустической соды. Она не изменяет структуру металла и при этом отлично разрушает оксидную пленку на его поверхности.
В быту и в небольших частных мастерских травление выполняется с помощью специальных пастоподобных составов. Процедура может осуществляться даже неподготовленным человеком. Травильная паста представляет собой желеобразную прозрачную жидкость. Ее делают из плавиковой и азотной кислоты. В подобных составах отсутствует потенциально небезопасная соляная кислота и вредные для здоровья человека хлориды.

Травильная паста наносится на очищенное изделие (его следует помыть и качественно обезжирить любым подходящим средством) и оставляется на поверхности на определенное время (оно указывается на упаковке). В большинстве случаев обработка нержавейки происходит на протяжении 10–60 минут. После этого травильная паста смывается. Для этих целей используют большое количество обыкновенной воды.
Травильная паста изготавливается разными фирмами. На отечественном рынке популярностью пользуются далее указанные составы:
- SAROX TS-K 2000 – паста, которую можно использовать на любых нержавеющих поверхностях (в том числе и на вертикальных). Она гарантирует получение привлекательно вида сварного шва и надежную защиту металла от температурных воздействий. Эта травильная паста очищает нержавейку всего за 10 минут.
- Avesta BlueOne – состав для эффективного восстановления нержавеющих поверхностей, удаления с них следов коррозии и сварочных мероприятий, придания изделиям блеска. Обработка стали такой пастой должна продолжаться около 45 минут. При этом температура окружающей среды не может быть меньше +5°.
- Stain Clean от ESAB – паста с замечательным травильным эффектом. Ее не требуется каким-либо образом подготавливать, состав готов к использованию прямо из бутылки.
Важно! Любая паста наносится на очищенную заранее поверхность посредством кислотостойкой кисти и пластиковой лопатки.
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:
- кислотной;
- щелочной;
- тепловой.

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Термообработка нержавеющей стали – особенности сложного процесса!
Термообработка нержавеющей стали – это специальное тепловое воздействие на металлическую основу с целью последующего изменения определенных свойств или структуры металла.
1 Отжиг стали 1 рода – важный этап термообработки
Отжиг металла включает в себя нагревание до определенной температуры, затем выдержку и обработку при той же заданной температуре и постепенное охлаждение. Такая процедура необходима для получения максимально эластичных свойств металла, а также получения полноценной, равновесной структуры и снижения первоначальных прочностных характеристик. Таким образом, процедура бывает двух родов. В первом случае обработка металла не несет в себе каких-либо существенных структурных потерь, во втором отжиг направлен на создание определенных свойств, на всех этапах и видах отжига остановимся подробнее далее в статье.

Рекристаллизация – еще один способ обработки металла, при котором происходит его нагрев до высоких температур (выше температуры начала кристаллизации), а затем медленное и продолжительное охлаждение. Продолжительность подобной процедуры зависит от типа металла, его размеров и изначальных свойств. Как правило, среднее время рекристаллизации равно 2-2,5 часам. В результате такого отжига увеличивается пластичность металла и уменьшается его прочность, кроме того, это необходимо для предотвращения наклепа или нагартовки, которые ведут к полному разрушению металлических свойств.
Снятие внутреннего напряжения металла – этот этап применяется для снятия напряжения, которое возникло в процессе других типов обработки. Чаще всего следствием необходимости такого процесса является неравномерный нагрев или охлаждение детали, шлифовка, порезка, сварка.
Таким образом, внутренние напряжения, которые создаются в различных частях сплава, могут в итоге влиять на прочность нержавеющей стали и приводить к деформации и нарушению допустимых пределов использования. Снятие напряжения проводят при температурах существенно ниже порога начала кристаллизации, что обеспечивает равномерное распределение внутренней разрядки в металле. При обычной температуре добиться нормализации напряжения можно лишь за очень долгий промежуток времени.
2 2 род – создание структурного равновесия в металле
В отличии от процесса первого рода, в данном случае удается добиться полного изменения структурных свойств металлического сплава. При этом специалисты в термообработке различают два вида отжига второго рода – полный и частичный. Закалка – вид термической обработки, при котором сплав получает неравновесную структуру и максимально прочные свойства. При закалке происходит равномерное нагревание до высоких температур, затем обработка стали при этих же температурах и резкое, почти мгновенное охлаждение металла. Закалка может также быть двух видов – с полиморфным превращением и без такового.

В первом случае металл при обработке нагревается до температуры, при которой происходит замена типа кристаллической решетки на нужную в одном из основных легирующих элементов сплава. Во втором обработке подвергается металлический сплав с органическим сочетанием легирующих элементов одного в другом. Иногда подобный процесс также называется старением, и необходим он для получения равновесия в структуре сплава и необходимого уровня свойств.
Отпуск металлического сплава – еще один вид термообработки, который направлен на уменьшение напряжения с полиморфным превращением. Этот процесс необходим для придания металлу оптимального сочетания свойств пластичности и прочности. Различают четыре этапа в процессе отпуска, которые направлены на создание естественного или искусственного старения металла. Эти факторы напрямую влияют на характеристики прочности и твердости.
3 Химическая обработка и повышение коррозионной стойкости
Химическая обработка представляет собой одновременное воздействие на металл температуры среды и химических свойств с тем, чтобы влиять на поверхность детали. Как правило это либо повышение антикоррозионной защиты поверхности, либо создание специальных слоев, например, дополнительных износостойких или антифрикционных возможностей металла. При термомеханической процедуре происходит одновременная деформация и термическая обработка металла (например, ковка, закалка), что также влияет на конечные свойства металла, причем при термообработке можно добиться существенно лучших показателей, чем при обработке металла двумя способами по отдельности.

Чтобы повысить стойкость металлического сплава к коррозии межкристального типа, необходимо добавить дополнительные легирующие элементы в процессе термической обработки. Наиболее эффективными элементами в данном случае выступают Cr и Ni – свинец и никель соответственно. В процессе обработки антикоррозийная защита стали включает в себя такие виды работ, как:
- снижение содержание кристаллов азота и углерода в составе;
- введение дополнительных элементов (титан, свинец);
- отжиг металла;
- уменьшение времени охлаждения при термической обработке.
Самые распространенные и массово применяемые виды стали – хромистые. В них нет полиморфных превращений, что упрощает процесс их обработки. Поэтому чаще всего обработка таких сталей сводится либо к смягчению (отжиг) либо к упрочнению материала (закалка). Температура при этом выбирается в зависимости от желания производителя получить те или иные свойства в доминирующем виде. Температура в первом случае не должна превышать 900 градусов, а закалка и отпуск проводятся в печи при оптимальных температурах нагрева до 650 градусов.
Таким образом, термообработка стали является самым распространенным способом улучшения свойств сплава и придания ему необходимой формы и содержания. Изделия после термообработки применяются в различных областях строительства и промышленности. Кроме того, с ее помощью можно добиться увеличения срока службы стальной конструкции (антикоррозийное покрытие, механическая обработка). В зависимости от типа обработки и состава сплава различают и различные маркировки стали, по которым можно определить способ, которым она была обработана.
Читайте также: