Как просверлить дамасскую сталь
Обновлено: 14.05.2024
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения. В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее. Рассмотрим все особенности сверления каленой стали подробнее.

Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.

Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.

Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.

Смазывание стали специальным маслом
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло. Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
- Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.

Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.
- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.

Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Все способы сверления металла

Металл бывает разный. Например, медь намного пластичнее стали, а чугун хоть и прочен, но отличается хрупкостью. Поэтому сверление металла в каждом случае требует индивидуального подхода. Рассмотрим, как правильно проделать отверстия в стальных деталях, в том числе и большого диаметра. А также, как дрелью расширить уже сделанный проход.
Необходимые для работы инструменты
В промышленных масштабах для сверления металлических деталей применяют специальные станки. В быту используют дрель, как ручную, так и электрическую. Причем первая безвозвратно уходит в прошлое, поскольку подобный инструмент уже и неудобен, и непродуктивен.
Многие домашние мастерские оборудуются компактными станками для сверления. Отличаются они от промышленных образцов не только размерами, но и производительностью. А самым практичным вариантом для дома выступает специальное приспособление, в котором закрепляется электрическая дрель.
Раньше такую стойку можно было увидеть только у народных умельцев. Теперь она продается в любом строительном магазине. Удобство приспособления в том, что оно имеет тиски. Деталь закрепляется неподвижно, а режущий инструмент, зажатый в патроне дрели, подается к ней строго вертикально.
Делают отверстия в металле с помощью специальных буров. И чаще всего их называют сверлами. Они имеют режущую часть, хвостовик и рабочую поверхность, которая отводит стружку из отверстия. Режущий инструмент отличается друг от друга прежде всего диаметром, длиной и формой.
Виды сверл для металла:
- Спиральные, как правило, имеют цилиндрическую форму. Их диаметр может доходить до 80 мм, а режущая кромка затачивается под углом 118 градусов.
- Конические выполняют в виде конуса со ступенчатой поверхностью. Кроме высверливания отверстий, они хороши в исправлении уже проделанных проходов с дефектами.
- Коронки часто называют кольцевыми фрезами. Полое зубчатое сверло способно сделать аккуратное отверстие в самом тонком металле. Полость в коронке также помогает при глубоких сверлениях, пропуская через себя стружку.
- Перовые имеют сменные рабочие пластины. С помощью них можно получить идеальное отверстие, проникнув на большую глубину. Причем в металлах любой прочности.
Хорошие сверла делают либо из кобальта, либо высокопрочных сплавов. Обычно для основы подбирают инструментальную сталь, а режущую кромку или легируют кобальтом, или закрепляют на ней пластины из карбидного сплава. Кобальтовые сверла не боятся высоких температур и могут сверлить металл с самой большой вязкостью. Твердосплавный инструмент способен самозатачиваться при работе.
Режим сверления
Чтобы правильно сверлить металл, необходимо подобрать нужную скорость вращения сверла. Также важную роль играет усилие, прилагаемое к буру. Оно направляется по его оси и обеспечивает заглубление режущего инструмента при каждом его обороте. Правильно подобранный режим легко определяется по стружке. Если усилия и скорость не превышены, то она длинная и красивая.
Существуют простые правила грамотного подбора режима сверления. Чем тверже металл, который нужно обработать, тем меньшее число оборотов должно быть у дрели. Этот принцип также работает при подборе диаметра сверла. Чем толще бур, тем меньше скорость резания.
Зависимость скорости вращения бура от его диаметра:
- 5 мм – от 1200 до 1500 об/мин;
- 10 мм – 700 об/мин;
- 15 мм – не больше 400 об/мин.
Также нужно следить за прилагаемыми усилиями к сверлу. Чем глубже погружение в металл, тем меньше необходимо нажимать на инструмент. В идеале давление на сверло должно плавно уменьшаться в процессе сверления.

Как проделать нужное отверстие
Чтобы просверлить отверстие в металле, прежде всего необходимо надежно закрепить заготовку. Если деталь обладает хорошей массой, бывает достаточно просто расположить ее на ровной поверхности. Собственный вес не позволит ей «елозить» из стороны в сторону.
Детали небольших габаритов и маленькой массы необходимо зажимать в тиски. Если предварительно накернить будущий центр отверстия по нанесенной разметке, то эта выемка позволит уверенно стартовать при работе. Установленное в нее сверло уже не сместиться в сторону.
Сквозное отверстие
Из уст некоторых мастеров можно услышать слово «проход». Потому что сверло в своем движении полностью пронизывает заготовку. По сути, это самая легкая операция. Но особое внимание нужно уделить завершающему этапу.
На выходе из заготовки сверло способно не только повредить поверхность верстака, но и само сломаться от удара. Чтобы избежать подобного, нужно проделать следующее. Либо расположить деталь над сквозным отверстием в верстаке, либо подложить под нее деревянную прокладку.
Также резкий выход из детали создает на ее обратной стороне гарт (заусенец). Чтобы этого не произошло, необходимо снизить обороты дрели на завершающем этапе до самых минимальных. Подобный прием поможет, если нужно сделать сквозное отверстие в металле, когда деталь невозможно демонтировать и зажать в тиски. То есть, сверление происходит на месте ее пребывания.
Глухое отверстие
Чтобы сверло не прошло насквозь через деталь, а остановилось на нужной глубине, используют два способа. На буре закрепляют специальный упор, располагая его на заданном расстоянии от режущей кромки. Приспособление обычно имеет вид втулки.
Либо дрель в районе патрона имеет подвижный штырь. Его зажимают винтом так, чтобы его конец создавал упор в обрабатываемую деталь. Не позволяя сверлу проникнуть в глубь больше, чем на отмеренное расстояние.
Если для сверления глухого отверстия в металле используется станок, то обычно он имеет линейку. Зная нужную глубину, оператор в нужный момент останавливает механизм. Существуют станки, у которых подобная операция полностью автоматизирована. А самым серьезным неудобством при подобной работе является то, что периодически необходимо удалять стружку из отверстия.

Сложные отверстия
Чтобы выполнить половинчатое отверстие, расположенное на краю заготовки, потребуется прокладка. Причем она должна быть из такого же материала, что и обрабатываемая деталь. Заготовку и прокладку соединяют гранями и зажимают в тисках. Расположив центр сверла в нужном месте точно между ними, проделывают сквозное отверстие.
Для того, чтобы просверлить в цилиндрической детали отверстие по касательной, нужно сначала выполнить фрезеровку площадки. А уже затем проводить сверление. Такую подготовку нужно выполнять во всех случаях, когда нужно сделать отверстие под углом.
Чтобы получить проход с уступами, легче всего сначала просверлить деталь насквозь самым маленьким сверлом. Затем на заданную глубину отверстие расширяют бурами других диаметров. От меньшего к большему. В полую деталь перед сверлением забивают деревянную пробку.
Отверстие большого диаметра
Рассмотрим, как просверлить большое отверстие в металле. Для начала нужно подобрать правильное сверло. Для прохода диаметром максимум до 40 мм хорошо подойдет конусный бур со ступенчатой поверхностью. Для отверстия диаметром до 100 мм потребуется либо полая биметаллическая коронка, либо кольцевая фреза с твердосплавными зубьями и центровочным сверлом.
Для такой операции понадобится мощный инструмент, способный работать на самых низких оборотах. А чем толще обрабатываемый металл, тем сложнее его будет просверлить дрелью. Эксперты рекомендуют при толщине заготовки превышающей 12 мм сразу искать возможность выполнить работу на станке.
Видео описание
Видео покажет, как просверлить отверстие большого диаметра в металле:

Глубокое отверстие
Теоретически таким считается отверстие, длина которого превышает его диаметр в 5 раз. Но на практике глубоким называют проход, из которого периодически требуется удалять стружку. А для сохранения целостности сверла приходится охлаждать и смазывать поверхность.
В качестве смазочно-охлаждающих жидкостей (СОЖ) используются:
- индустриальные масла;
- синтетические эмульсии;
- технический вазелин;
- хозяйственное мыло;
- касторовое масло пополам с керосином;
- скипидар, разведенный спиртом.
Выполняя работу спиральным сверлом, необходимо периодически подавать в его каналы СОЖ. Придется часто вытаскивать сверло из отверстия для его очистки от стружки. Причем лучше не останавливать вращение, иначе бур может заклинить.
Операция проводится поэтапно. Сначала применяется спиральное сверло небольшого диаметра. Затем проводятся заглубления бурами большей толщины.
Безопасность и советы
Прежде, чем просверлить отверстие в металле, необходимо обеспечить меры безопасности. В первую очередь нужно обратить внимание на рабочую одежду. Она не должна содержать элементов, которые могут попасть под вращающиеся части инструмента.
При работе стружка способна разлетаться в разные стороны. Необходимо обезопасить от нее глаза, надев защитные очки. Перед самим сверлением проверяют, насколько надежно деталь закреплена в тисках или как плотно она прилегает к поверхности верстака.
Сверло, приближаясь к поверхности металла, уже должно вращаться. Это позволяет избежать преждевременного затупления. Также нельзя останавливать дрель при удалении бура из отверстия. Нужно просто сбросить обороты. Иначе инструмент либо заклинит, либо он сломается.
Когда режущая кромка с большим трудом углубляется в металл несмотря на прилагаемые усилия, это говорит о том, что твердость обрабатываемой поверхности значительно больше, чем у инструмента. Необходимо взять сверло с наконечником из карбидного сплава. А дрель выставить на самые малые обороты.
Наглядно о том, как правильно сверлить металл дрелью, показано в этом видео:

Коротко о главном
При сверлении металла необходимо уметь грамотно подобрать рабочий инструмент. Потребуется мощная дрель, способная выполнять операции на низких оборотах. Также нужно запастись либо кобальтовыми сверлами, либо бурами с насадками из карбидных сплавов.
Для выполнения отверстий большого диаметра нужно иметь конусный ступенчатый бур или коронку с твердосплавными зубьями. А если обрабатываемый металл очень толстый, то лучше дрель заменить стационарным станком.
Как просверлить любую быстрорежущую сталь сверлом по кафелю
Чем сверлить быстрорежущую сталь марки Р6М5 или HSS по европейскому обозначению? Например, мы сделали нож из полотна от механической пилы, и требуется в нем просверлить отверстия диаметром 5-6 мм под штифты для установки и закрепления накладок ручки.
Такая же операция может понадобиться для просверливания полотна ножовки по металлу из стали 1Х6ВФ, из которой можно сделать какие-то полезные изделия. Кусок полотна от механической пилы из стали 9ХФ подойдет не только для изготовления ножей, но, например, и нестандартных брелоков.

Необходимый инструмент и образцы
Все рассмотренные и другие марки быстрорежущих сталей сверлятся с помощью копьевидных (перьевых) сверл по кафелю, имеющие различное исполнение. Так, например, хвостовики выполняются круглыми или шестигранными, что для основной работы – сверления, не имеет принципиального значения.

Они свободно продаются почти во всех строительных магазинах или точках, торгующих всевозможными инструментами. Что очень важно, сверла данного типа и назначения привлекательны тем, что стоят недорого.
Также для сверления быстрорежущих сталей понадобятся шарошки различной формы и исполнения. С их помощью обеспечивается точность, чистота, форма и необходимый диаметр просверленного отверстия.

- кусок от рамной пилы из стали марки 9ХФ.
- полотно от ножовки по металлу из стали марки 1Х6ВФ.
- полотно от механической пилы из стали марки HSS.
Процесс сверления образцов быстрорежущих сталей
Начнем с полотна от ножовки по металлу. В качестве инструмента выберем подержанное перьевое сверло по кафелю, которое уже было не раз переточено на алмазном круге. То есть, от заводской заточки, которая дала бы, несомненно, лучший результат, давно ничего не осталось.
Вставляем наш инструмент в патрон электродрели и начинаем сверление без применения смазки или охлаждения. В качестве рабочего режима выбираем низкие обороты. Замечаем, что процесс идет медленно, но при определенном терпении через некоторое время на полотне получается коническое углубление, своего рода зенковка, вызванная формой нашего сверла.




Поочередно сверля то с одной, то с другой стороны, добиваемся увеличения диаметра отверстия, пока не получим нужного размера.

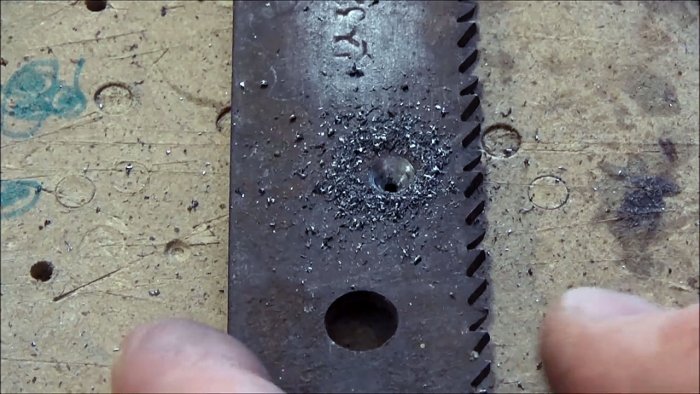
Следующий образец – полотно от рамной пилы. Место сверления выбираем у основания зубьев, где материал имеет наибольшую твердость.

Процесс протекает также не очень быстро, но неуклонно. Это видно по постепенно увеличивающемуся объему стружки вокруг сверла.

Замечаем, что работа идет быстрее, если слегка покачивать инструмент из стороны в сторону. Это помогает удалению стружки из зоны реза.
Сверление с одной стороны продолжаем до тех пор, пока кончик инструмента не пройдет всю толщину металла и не образует маленький бугорок с другой стороны нашего образца.

Поскольку толщина металла больше, чем у полотна по металлу, придется на середине процесса заменить сверло или переточить то, которое мы используем. После этого переворачиваем образец и продолжаем сверление.


Буквально через несколько оборотов сверла образуется сквозное отверстие. Продолжая процесс, добиваемся требуемого диаметра под сопрягаемую деталь.
Доводим отверстие с помощью подходящей шарошки.

В нашем случае удобнее всего использовать инструмент конической формы. Ею легче и быстрее добиться требуемого размера отверстия и придать ему цилиндрическую форму.

Ведь после перьевого сверла с его большой конусностью, отверстие получается разным по диаметру: ближе к поверхности образца оно больше, а в центре меньше.


Также для этого выбираем зону ближе к зубьям, поскольку в этом месте металл тверже благодаря особой закалке.


Процесс по сравнению с двумя предыдущими образцами, кажется, протекает быстрее. Это видно по интенсивности образования стружки и получение сквозного отверстия без сверления с обратной стороны.
Довести отверстие до нужного диаметра и придания ему цилиндрической формы, как и в прошлых случаях, поможет одна из шарошек.




Мы на практике убедились, что любые марки быстрорежущих сталей сверлятся обычными китайскими перьевыми сверлами по кафелю, основные достоинства которых, – доступность и копеечная цена. Также в этом деле пригодятся и стандартные шарошки, посредством которых уточняется диаметр отверстий и им придается цилиндрическая форма.
Заключительные советы и замечания
Используя для сверления льняное масло (оно применяется при работе с нержавейкой и содержит в своем составе олеиновую кислоту), удастся повысить производительность, реже перетачивать инструмент и повысить чистоту обработки.
Практика показывает, что процесс сверления быстрорежущих сталей станет производительней, если вначале использовать сверла меньшего диаметра, а затем – большего.
В качестве инструментов для сверления быстрорежущих сталей некоторые мастера используют шурупы или винты, произведенные в Германии, и используемые для работы по бетону. Их отличительная черта – на головке есть литера «Н» (Hardened – закаленный).
Смотрите видео
Чем сверлить каленую сталь своими руками — Молодежный информационный портал

Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.


Контроль размера
После получения отверстий проводится контроль размеров. Для замеров используют штангенциркуль. Если проделанное отверстие имеет уступы, либо длины измерительных губок штангенциркуля не достаточно, чтобы замерить размер отверстия, используют калибры (измерительные пробки). Это два измерительных цилиндра. Один из них равен диаметру отверстия, второй больше на 0,3 мм. Во время измерения цилиндр «по размеру» погружается в «глазок», второй же входить туда не должен. При штучном производстве такие калибры можно изготовить самому. На производстве используют приборы с высокой точностью измерения.
Как просверлить калёный металл
Калёная сталь — прочный материал, который может выдерживать довольно сильные нагрузки. Именно поэтому работать с ним непросто. Но если вам нужно просверлить калёную сталь в домашних условиях, можете воспользоваться одним из таких методов:
работа при помощи сварочного аппарата — используя такой инструмент можно сделать отверстие в изделии, но после этого его придётся обработать режущими инструментами или напильниками. Также, используя сварочный аппарат, можно опустить сталь в зоне воздействия, а после этого воспользоваться сверлом и сделать отверстие необходимого размера;
сверление при помощи специальных свёрл для закалённой стали — метод имеет один существенный недостаток. Такие свёрла очень дорогие, изготавливаются они из высокоуглеродистой стали и имеют алмазное напыление. При работе очень важно не допускать перегрева свёрла и сильного нажима — в противном случае велик риск испортить заготовку.
Если вам нужно сделать отверстие в калёной стали, а специального аппарата у вас нет, можно воспользоваться другими методами:
травление стали кислотой (борной, азотной, хлорной) — для работы необходимо сделать ограничивающий бортик и налить внутрь кислоту;
если материал не очень твёрдый и тонкий, сделать отверстие можно с помощью специального пробойника.

Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Глубина отверстия контролируется нанесенными насечками с разметкой на пиноли. Если на ней предусмотрен лимб, то глубина сверления получится с точностью до 0,01 миллиметра. Сверлить необходимо в несколько этапов. Сделав отверстие глубиной в 2 мм, сверло выводится из стали и удаляется стружка (из отверстия и выводных каналов сверла). После чего процесс продолжается. Если не соблюдать данную технологию, сверло может заклинить и сломаться. Надо не забывать использовать смазочную жидкость.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.


Как просверлить нержавеющую сталь
Главное отличие «нержавейки» — её повышенная вязкость. Это и преимущество, и недостаток. Ведь при обработке нержавеющего металла сверло практически сразу нагревается, а значит, нужно заранее продумать его охлаждение при работе. Обычно сразу применяют специальную смесь, в которую входит машинное масло, сера.
Для обработки нержавеющей стали может использоваться как электрическая дрель, так и сверлильный станок. И в первом, и во втором случае необходимо ставить аппарат на минимальные обороты. Несколько советов для тех, кто хочет работать с нержавеющей сталью:
при работе с толстым листом материала сначала необходимо просверлить небольшое отверстие тонким инструментом и после этого использовать сверло с необходимым сечением;
если вы работаете с листами размером 1-2 мм, используйте стандартные свёрла, при условии, что их режущая кромка заточена на 120 градусов;
если толщина меньше 1 мм, обработка должна осуществляться ступенчатыми свёрлами.
Если вы решили просверлить металл своими руками в домашних условиях, воспользуйтесь этими простыми советами.
Читайте также: