Сталь для холодной вытяжки
Обновлено: 01.05.2024
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки.
Дополнительные требования, соответствующие международному стандарту ИСО 3574—86 в части марок СР3 и СР4, набраны курсивом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2789—73 Шероховатость поверхности. Параметры и характеристики ГОСТ 5639—82 Стали и сплавы. Методы выявления и определения величины зернаГОСТ 5640—68 Сталь. Металлографический метод оценки микроструктуры листов и лентыГОСТ 7565—81 (ИСО 377-2—890 Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 7566—94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9013—59 (ИСО 6508—860 Металлы. Метод измерения твердости по Роквеллу ГОСТ 10510—80
(ИСО 8490—860 Металлы. Метод испытания на выдавливание листов и лентпо Эриксену
ГОСТ 11701—84 Металлы. Методы испытания на растяжение тонких листов и лент ГОСТ 19904—90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21014—88 Прокат черных металлов. Термины и определения дефектов поверхности ГОСТ 22536.0—87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1—88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2—87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3—88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4—88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5—87 (ИСО 629—820 Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.10—88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия
ГОСТ 22975—78 Металлы и сплавы. Метод измерения твердости по Роквеллу при малых нагрузках (по Супер-Роквеллу)
3 Сортамент
3.1 Прокат подразделяют:по видам продукции:листы, рулоны;
по нормируемым характеристикам на категории:
по качеству отделки поверхности на группы:
особо высокой отделки — I 1) ,
высокой отделки — II,
повышенной отделки — III (IIIa, IIIб);
по способности к вытяжке (прокат толщиной до 2 мм):
весьма особо сложной — ВОСВ 1) , ВОСВ-Т 2)
особо сложной — ОСВ,
весьма глубокой — ВГ.
3.2 В части сортамента прокат должен соответствовать требованиям ГОСТ 19904.
3.3 Схема условных обозначений проката приведена в приложении 1.
4 Технические требования
4.1 Характеристики
4.1.1 Прокат изготовляют из низкоуглеродистых качественных сталей.
Марки стали приведены в приложении 2.
4.1.1.1 Марку стали устанавливает изготовитель.
4.1.1.1а Процессы, используемые при получении стали и изготовлении тонколистовой стали, обжатой в холодном состоянии, зависят от выбора производителя.
4.1.2 Категории проката в зависимости от нормируемых характеристик приведены в таблице 1.

1) По требованию потребителя.
2) По требованию потребителя с повышенными технологическими свойствами.
4.1.3 Механические свойства проката должны соответствовать требованиям таблицы 2.

Г До 01.01.99 факультативно, после чего норма уточняется.
Таблица 2а — Требования к механическим свойствам тонколистовой углеродистой стали, обжатой в холодном состоянии

1) Минимальный предел прочности на растяжение должен обычно составлять 270 Н/мм 2 . Все значения предела прочности на растяжение даются с точностью до ближайших 10 Н/мм 2 .
2) Для материала толщиной до 0,6мм включительно значения удлинения, приведенные в таблице, должны быть уменьшены на 1.
Минимальные значения удлинения для расчетной длины образца Lg = 5,65 V So (Sg — начальная площадь поперечного сечения образца) могут быть особо оговорены заинтересованными сторонами.
3) Эквивалентные значения твердости по Виккерсу также допускаются к применению в случае согласования заинтересованных сторон при заключении заказа. По согласованию заинтересованных сторон требования потвердости могут не оговариваться. Твердость листа толщиной менее 0,6 мм должна измеряться только всоответствии со шкалой HR30T.
4.1.4 Глубина лунки при испытании на выдавливание должна соответствовать требованиям таблицы 3.
Таблица 3 В миллиметрах
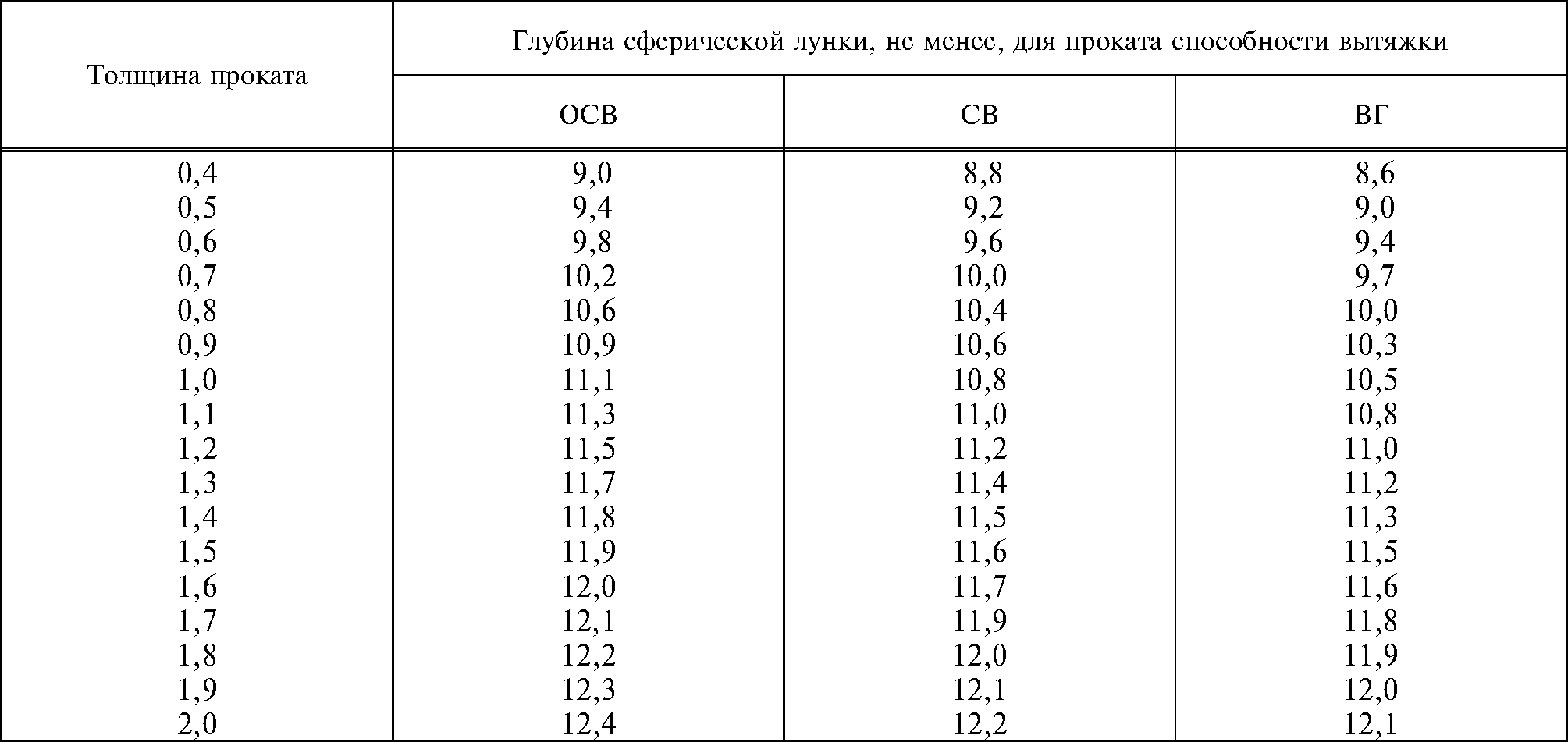
Примечание — Для проката промежуточных толщин нормы глубины сферической лунки берутся по ближайшей меньшей толщине, приведенной в таблице 3._
4.1.5 Прокат изготовляют в термически обработанном и дрессированном состоянии. Посогласованию изготовителя с потребителем прокат изготовляют в недрессированном состоянии, приэтом допускаются полосы — линии скольжения, пятна слипания сварки и перегиб, а показатели попределу текучести, глубине сферической лунки, относительному удлинению, плоскостности ишероховатости не нормируются.
4.1.6 Прокат изготовляют с необрезной и обрезной кромкой.
На кромках не допускаются дефекты, глубина которых превышает половину предельного отклонения по ширине проката и выводящие его за номинальный размер по ширине.
4.1.7 Прокат не должен иметь загнутых уголков, заворотов торцов и кромок под углом более90°, а также складок. Длина концов рулонов неполной ширины не должна превышать ширинурулона.
4.1.8 Поверхность проката должна быть без плен, сквозных разрывов, пузырей-вздутий,раскатанных пузырей, пятен слипания сварки, порезов, надрывов, вкатанной окалины, перетравов,недотравов, полос нагартовки, вкатанных металлических и инородных частиц.
Расслоения не допускаются.
Характеристика качества отделки поверхности приведена в таблице 4.

Определение расположения лицевой стороны проката приведено в приложении 3.
4.1.8а Состояние поверхности тонколистовой стали, обжатой в холодном состоянии, для вытяжки (CR3 и CR4) может быть неодинаковым в случае закрытых и открытых деталей.
Поверхность тонколистовой стали, предназначенной для изготовления закрытых деталей, может иметь поры, незначительные выемки, слабые штрихи или царапины, а также незначительное обесцвечивание.
Поверхность тонколистовой стали, предназначенной для изготовления открытых деталей, должна быть относительно свободна от указанных выше дефектов. Если не оговорено иначе, осмотру подвергается только одна сторона листа.
Тонколистовая сталь, обжатая в холодном состоянии, обычно выпускается с матированной поверхностью, которая пригодна для последующей обычной декоративной окраски, при этом подобнаясталь не рекомендуется для электрохимических покрытий.
При формоизменении тонколистовой стали, обжатой в холодном состоянии, при изготовлении из нее деталей может произойти ухудшение состояния поверхности некоторых локализованных зон, чтоможет потребовать ручной обработки подобных участков деталей для подготовки поверхности кпоследующему применению изделия.
4.1.9 Для проката III группы отделки поверхности допускается удаление поверхностныхдефектов зачисткой мелкозернистым наждачным или войлочным кругом с наждачной пастой. Приэтом на поверхности проката допускаются следы абразивной зачистки, а глубина зачистки не должнавыводить прокат за минимальный размер по толщине.
4.1.10 Величина относительного удлинения и глубина сферической лунки проката весьмаглубокой вытяжки, изготовляемого в дрессированном состоянии, гарантируется изготовителем втечение 10 суток с момента отгрузки.
4.1.10а Величины, указанные в таблице 2а, применимы на период времени, приведенный в таблице 4а, начиная с момента готовности стали к поставке.
4.1.11 Прокат может изготовляться без испытаний механических свойств, вытяжки и микроструктуры при условии штампуемости металла у потребителя.
4.2 Характеристики исполнения, устанавливаемые по требованию потребителя
4.2.1 Прокат с регламентированным химическим составом.
Прокат изготовляют из низкоуглеродистых качественных сталей марок:
08Ю — способность к вытяжке ВОСВ, ВОСВ-Т, ОСВ, СВ;
08кп, 08пс — способность к вытяжке ВГ.
Допускается изготовление проката способности к вытяжке ВГ из стали марки 08Ю.
4.2.2 Химический состав стали по плавочному анализу должен соответствовать требованиямтаблицы 5.

1 В стали марки 08пс допускается массовая доля алюминия до 0,07 %.
2 Допускается массовая доля углерода в стали марки 08Ю до 0,08 %, в стали марки 08пс — до 0,10 % приусловии соблюдения норм механических свойств.
4.2.2а Химический состав (анализ плавки) должен соответствовать величинам, указанным в таблице 5а.
Таблица 5а — Химический состав (анализа плавки)

4.2.3 Прокат II группы отделки — поверхности с нормированной шероховатостью поверхности. Нормы шероховатости устанавливаются по согласованию потребителя с изготовителем.
4.2.4 Прокат весьма глубокой вытяжки (ВГ) с нормированным пределом текучести.
Нормы устанавливаются по согласованию потребителя с изготовителем.
4.2.5 Прокат весьма глубокой вытяжки (ВГ) с контролем твердости. Нормы устанавливаютсяпо согласованию потребителя с изготовителем.
4.2.6 Прокат весьма особо сложной вытяжки (ВОСВ, ВОСВ-Т).
Механические свойства и глубина сферической лунки при испытании на выдавливание должны соответствовать требованиям таблиц 6 и 7.


4.2.7 Прокат весьма глубокой вытяжки (ВГ) с временным сопротивлением разрыву 270—350 Н/мм 2 (28—36 кгс/мм 2 ) и относительным удлинением §4 не менее 34 %. При толщине прокатадо 0,6 мм включ. относительное удлинение §4 должно быть не менее 33 %.
4.2.8 Прокат особо высокой отделки поверхности (I группа). Характеристика качества отделкиповерхности приведена в таблице 8.

4.2.9 Прокат способности к вытяжке ВОСВ, ВОСВ-Т, ОСВ и СВ толщиной 0,5 мм и менее сконтролем твердости.
Нормы должны соответствовать требованиям таблицы 2 и таблицы 6 для толщины проката свыше 0,5 до 0,8 мм. При этом допускается наличие следов деформации на обратной сторонеиспытываемого образца.
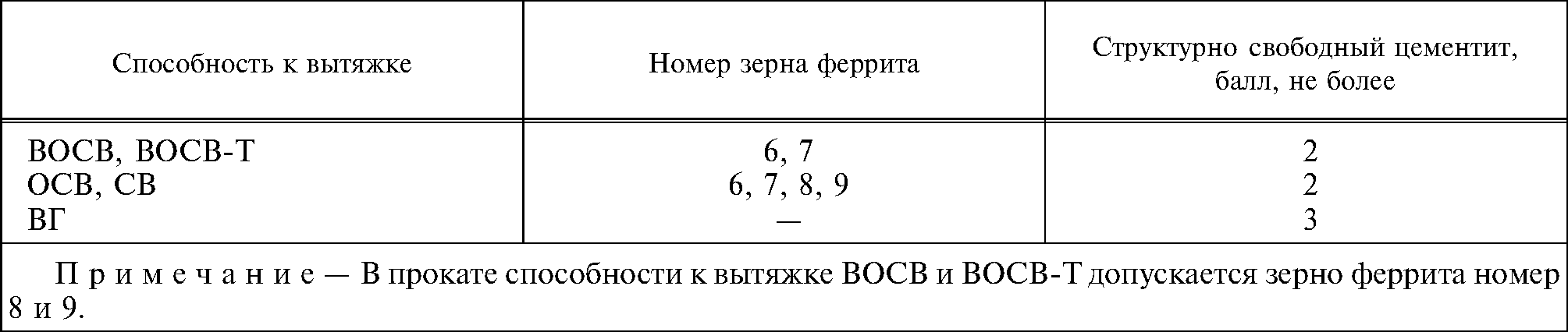
4.2.10 Прокат с контролем микроструктуры
Прокат должен быть с вытянутым зерном.
При равноосной микроструктуре нормы должны соответствовать требованиям таблицы 9.
4.3 Маркировка
4.3.1 Маркировка проката — по ГОСТ 7566 с дополнениями.
4.3.1.1 Маркировка проката должна содержать группу отделки поверхности, размер проката,способность к вытяжке. При изготовлении проката в соответствии с требованиями 4.1.11 указываетсяобозначение — 111Т.
Марка стали указывается при изготовлении проката в соответствии с требованиями 4.2.1.
4.3.1.1а Если не оговорено иначе, нижеследующие данные для идентификации стали должны быть четко указаны на верхнем листе каждой упаковки или на бирке, прикрепляемой к каждому рулону илипоставочному листу:
а — наименование производителя или идентификационный товарный знак;
б — номер настоящего международного стандарта;
в — обозначение качества;
г — номер заказа;
д — размеры продукта;
о — номер партии;
4.4 Упаковка
4.4.1 Упаковка проката — по ГОСТ 7566 с дополнениями:
4.4.1.1 Прокат должен быть смазан с обеих сторон слоем смазки, предохраняющим его откоррозии.
По требованию потребителя прокат не смазывают, при этом допускаются следы смазки, пятна ржавчины, риски и царапины, обусловленные отсутствием слоя смазки.
4.4.1.1а В порядке предотвращения ржавления на тонколистовую сталь, обжатую в холодном состоянии, обычно наносится покрытие из масла, однако в случае такой потребности указанныйтонколистовой материал может поставляться и без масляного покрытия. При этом следует помнить,
что указанное масло не является смазкой для вытяжки или формования и оно должно легко удаляться обезжиривающими веществами.
4.4.1.2 Пачки листов обертывают листами мягкой стали, укладывают на брусья и прочноскрепляют стальными полосами.
Допускается использование других материалов и способов упаковки, обеспечивающих сохранность проката при транспортировании. По требованию потребителя пачки перед обертыванием листами мягкой стали дополнительно обертывают влагонепроницаемой бумагой.
5 Приемка
5.1 Приемка проката — по ГОСТ 7566 с дополнениями:
Прокат к приемке предъявляют партиями. Партия должна состоять из проката одной садки в печь или одного режима термической обработки для печей непрерывного действия, одной категориивытяжки, одного размера по толщине.
Партия проката, изготовленная в соответствии с требованиями 4.2.1, должна состоять из стали одной плавки — ковша.
5.2 Каждая партия должна сопровождаться документом о качестве в соответствии с ГОСТ 7566с дополнениями:
группы отделки поверхности;
категории по нормируемым характеристикам.
При изготовлении проката в соответствии с требованиями 4.1.1 в документе о качестве указывается фактический химический состав стали.
При изготовлении проката в соответствии с требованиями 4.1.1 указывается обозначение — 111Т.
5.3 Для контроля поверхности, размеров, плоскостности, химического состава, механическихсвойств, проведения испытания на выдавливание и определения микроструктуры от каждой партиипроката отбирают два листа или один рулон.
5.4 При получении неудовлетворительных результатов испытаний хотя бы по одному показателю повторную проверку проводят по ГОСТ 7566.
5.4а Если в результате проведения не удалось получить заранее определенные результаты, два повторных испытания следует провести на образцах, приготовленных из выбранного наугад материалаэтой же партии. Результаты обоих испытаний должны соответствовать требованиям настоящегоМеждународного стандарта, в противном случае вся партия может быть забракована.
6 Методы контроля
6.1 Для проверки механических и технологических свойств проката от каждого отобранногорулона отбирают одну пробу на расстоянии не менее 2,0 мм от его конца. От каждой пробы рулонаили отобранного листа отбирают:
по одному поперечному образцу на растяжение (место вырезки — по ГОСТ 7564);
один образец на выдавливание. Образец вырезают длиной, соответствующей всей ширине проката. Испытания проводятся в местах, соответствующих середине и краю по ширине проката(не ближе 40 мм от кромки). За результат испытания принимают среднее арифметическое трехизмерений. При испытании на автоматической машине допускается уменьшение глубины сферической лунки на 0,3 мм;
два образца на микроструктуру — один с края, другой из средней части ширины проката;
по одному образцу на твердость.
6.1а Образцы для испытаний на растяжение и определение твердости
Из каждой партии тонколистового материала, предназначенного для поставки, должен готовиться один представительный образец для испытаний на растяжение (который также используется для определения твердости) в соответствии с требованиями, указанными в таблице 2а. Партия вданном случае представляет собой каждые 50 т или меньше тонколистового материала одинаковогокачества, прокатанного до одинаковой толщины и состояния.
6.2 Испытания проводят:
на растяжение — по ГОСТ 11701 на образцах с расчетной длиной 80 мм и шириной рабочей части 20 мм. На диаграмме растяжения для проката способности вытяжки ВОСВ, ВОСВ-Т, ОСВ иСВ не должно быть площадки текучести. На поверхности образцов после испытаний не должнобыть полос-линий скольжения;
на выдавливание — по ГОСТ 10510.
Допускается проводить испытание на приборе Эриксена на образцах шириной 80—90 мм;
на величину зерна — по ГОСТ 5639;
на наличие структурно-свободного цементита — по ГОСТ 5640 (шкала I).
6.2а Испытания на растяжение должны проводиться в соответствии со стандартом ИСО 6892. Образцы для испытаний на растяжение в поперечном направлении должны вырезаться на половинерасстояния между центром и кромкой листа в направлении прокатки.
6.3 Качество поверхности проката проверяют внешним осмотром без применения увеличительных приборов. Классификация дефектов поверхности — по ГОСТ 21014.
6.4 Отбор проб для химического анализа — по ГОСТ 7565.
6.5 Химический анализ — по ГОСТ 22536.0—22536.3, ГОСТ 22536.4, ГОСТ 22536.5,ГОСТ 22536.10 или другими методами, обеспечивающими требуемую точность.
При возникновении разногласий применяют методы, установленные настоящим стандартом.
6.5а Анализ каждой плавки должен проводиться производителем для определения содержания в мас. % углерода, марганца, фосфора и серы. При необходимости по специальному запросу данныенастоящего анализа должны сообщаться покупателю или его представителю.
6.6 Измерение твердости — по ГОСТ 9013 или ГОСТ 22975 в зависимости от толщины прокатаи ожидаемой величины твердости.
Твердость определяют на образцах, отобранных для испытаний на растяжение вне их рабочей части или на образцах для контроля микроструктуры.
6.6а Определение твердости должно проводиться в соответствии с рекомендациями ИСО/R 1024 и стандартами ИСО 6507-1 или ИСО 6508 с использованием образцов, приведенных в 6.2а.
6.7 Шероховатость поверхности проката измеряют контактным профилометром поГОСТ 2789.
Образцы отбирают от контрольного рулона (листа) на расстоянии не менее 40 мм от кромки и из средней части ширины рулона (листа) по одному образцу размером 200 х 200 мм.
6.8 Допускается применение статистических и неразрушающих методов контроля, обеспечивающих точность определения, достигаемую прямыми методами измерения.
При возникновении разногласий применяются методы контроля, установленные настоящим стандартом.
6.9 Контроль глубины залегания дефектов поверхности проводят по методике предприятия-изготовителя.
СТАЛИ ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ
При выборе листового материала, и в частности, тонколистовой стали для холодной штамповки различных машиностроительных деталей необходимо иметь в виду следующие основные факторы:
- является ли деталь наружной (лицевой), определяющей внешний вид и дизайн изделия или она является скрытой и выполняет чисто технические функции;
- какая степень деформации в формообразующих операциях применяется при её холодной штамповке;
- каково состояние поставки с точки зрения термической обработки листа поставщиком;
- какие требования предъявляются в отношении химического состава, макро- и микроструктуры при поставке штампуемого металла;
- каков уровень механических и технологических свойств и величина показателей анизотропии данного материала?
Материал для листовой штамповки должен удовлетворять не только назначению и условиям работы штампованной детали, но и технологическим требованиям, вытекающим из характера производимой деформации. Следует учесть, что на технологию холодной штамповки оказывает влияние качество поверхности листа, допуски его по толщине, направление проката листа, его раскрой, конструктивная форма штампов, точность их установки, число переходов при штамповке, межоперационная термообработка, скорость деформирования, применяемый смазочный материал, вид производства (массовый, серийный, мелкосерийный и единичный). При выборе материала необходимо учитывать последующую обработку и отделку (травление, полирование, нанесение антикоррозионных покрытий), а также пригодность для механических соединений (клёпка, сварка и др. виды соединений).
Таблица 1. Назначение и общая характеристика деталей и узлов, изготовляемых в холодноштамповочном производстве
Марка стали/Назначение
Ст1,Ст2
Для деталей неответственного назначения, высокой вязкости и низкой твёрдости, малонагруженных элементов сварных конструкций, изделия типа кожухов, обшивок.
СтЗ,Ст4
Несущ ие элементы сварных и несварных конструкций, фасонные гнутые профили, ёмкости, не подвергающиеся воздействию коррозии, детали типа обечаек, кожухов, обшивок, изделия бытового назначения.
05кп, 08кп,08, 08пс,08Ю,08Фкп,10кп,10,10пс
Без термической обработки - шайбы, плоские детали в операциях вырубки-пробивки. Гнутые детали, панели капота и багажника, корпуса фильтров, крышки различной формы, двери, детали кабин, кузова, кожухи, детали бытовой техники с разной степенью вытяжки. После цементации или цианирования - коромысла, ушки, втулки тонкостенные и др.детали, от которых требуется высокая твёрдость поверхности и допускается невысокая прочность сердцевины при её повышенной вязкости.
15кп,15пс,15,20кп,18кп,20,20сп,25,30,35,40
Без термической обработки и после нормализации - диски колёс автотранспорта, различные тонкостенные втулки (стаканы), патрубки, бамперы, детали плоских рычагов, различные кронштейны, гнутые детали, корпуса аппаратов котлотурбостроения и химического машиностроения, малонагруженные звёздочки, регулировочные прокладки, косынки, сварные подмоторные рамы. После цементации или цианирования - детали, от которых требуется высокая твёрдость поверхности и допускается умеренная прочность и достаточная пластичность сердцевины.
08ГСЮТ, 08СЮФ,10ЮА
Являются более прочными и заменяют сталь типа 08, 08кп, 08Ю , что позволяет снижать массу автотранспортного средства. Толщина деталей из стали 08ГСЮ Т(Ф) на 10-15% меньше, чем из стали 08кп. Для многих деталей, в том числе для дисковых колёс (10Ю А); обода колеса, лонжеронов рамы, различных кузовных деталей. Поставляется в листах толщ иной 0,7-2,5 мм.
18ЮТ
Для штампосварных и несварных металлоконструкций, замкнутых сварных профилей и труб с малым радиусом гибки. Применяется в автостроении, сельхозмашиностроении, в том числе для лонжеронов. Обладает повышенным сопротивлением усталости. Поставляется в листах толщиной 2,5-8,0 мм.
Штампуемые стали (общие данные)
Для холодной штамповки востребованы низкоуглеродистые стали, содержание C (углерода) в которых не превышает 0,2%, марганца – 0,4%, количество азота, кислорода и водорода минимально. Наиболее популярная марка – 08 кп/сп/пс. Также применяются «черные» углеродистые стали – 05 кп, 10, 15, 20, Ст 1, Ст 3.
Для изготовления высокопрочных изделий применяют низколегированные стали – 03ХГЮ, 06ХГСЮ, 12ХМ, 06Г2СЮ. В качестве легирующих элементов они содержат марганец, кремний, хром, небольшие добавки алюминия и вольфрама.
Нержавеющие стали по процентному соотношению хрома и никеля делят на следующие группы:
Хром – 16-18%, никель – 6-8%. Эти стали применяют при производстве высоконагруженных изделий. Для изготовления штампованной продукции не рекомендуются.
Хром – 17-18%, никель – 10-12%. Для этой стали характерна высокая пластичность, поэтому она может применяться для глубокой вытяжки.
При добавлении титана и ниобия снижается пластичность, для компенсации этого явления повышают содержание никеля.
Согласно п. 3.1 ГОСТ 9045-93 стальной прокат подразделяют:
- по видам продукции: листы, рулоны;
- по нормируемым характеристикам на категории: 1, 2, 3, 4, 5;
- по качеству отделки поверхности на группы: особо высокой отделки - I*,
высокой отделки - II, повышенной отделки - III (IIIа, IIIб);
- по способности к вытяжке (прокат толщиной до 2 мм): весьма особо сложной - ВОСВ*, ВОСВ-Т**, особо сложной - ОСВ, сложной - СВ, весьма глубокой - ВГ.
* По требованию потребителя.
** По требованию потребителя с повышенными технологическими свойствами.
3.2 В части сортамента прокат должен соответствовать требованиям ГОСТ 19904-90 «Прокат листовой холоднокатаный. Сортамент».
3.3 Схема условных обозначений проката приведена в приложении 1 (ГОСТ 9045-93) .
Согласно п. 4.2.1 прокат с регламентированным химическим составом изготовляют из низкоуглеродистых качественных сталей марок:
- 08Ю - способность к вытяжке ВОСВ, ВОСВ-Т, ОСВ, СВ;
- 08кп, 08пс - способность к вытяжке ВГ.
Допускается изготовление проката способности к вытяжке ВГ из стали марки 08Ю.
Марки стали согласно п. 4 ГОСТ 10702-2016:
Согласно п. 4.1 ГОСТ 10702-2016 п рокат изготовляют из стали:
- нелегированной марок: 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 15Г, 20кп, 20пс, 20, 20Г, 20Г2, 25, 30, 35, 35Г2, 40, 40Г, 40Г2, 45, 45Г, 50;
- легированной марок: 12ХН, 12ХН3А, 15Х, 15ХМ, 15ХФ, 15ХГНМ, 16ХСН, 18Х2Н4МА, 19ХГН, 20Х, 20ХГСА, 20ХГНМ, 25Х2Н4МА (25Х2Н4ВА), 30Х, 30ХМА, 30ХГСА, 30ХН2МФА, 35Х, 35ХГСА, 38ХА, 38ХС, 38ХГНМ, 40Х, 40ХН, 40ХН2МА, 45Х, 50ХН;
- легированной борсодержащей марок: 12Г1РА (12Г1Р), 20Г1Р, 20Г1РА (20Г2Р), 30Г1РА (30Г1Р).
4.2 Химический состав стали должен соответствовать:
- марок 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 15Г, 20кп, 20пс, 20, 20Г, 25, 30, 35, 35Г2, 40, 40Г, 40Г2, 45, 45Г, 50 — требованиям ГОСТ 1050-2013 «Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия (с Поправкой)» со следующими изменениями.
Массовая доля кремния (Si) должна быть, %, не более:
0,03 - для стали марки 10кп;
0,20 - для стали марок 25, 30, 35, 40 и 45;
0,10 - для стали марок 08пс, 10пс, 15пс и 20пс.
Массовая доля марганца (Mn) в стали марок 25, 30, 35, 40 и 45 должна быть не более 0,60%.
В стали марок 10, 15, 20 допускается снижение нижнего предела массовой доли марганца (Mn) до 0,20%;
Для марок 12ХН3А, 15Х, 15ХМ, 15ХФ, 18Х2Н4МА, 20Х, 20ХГСА, 20ХГНМ, 25Х2Н4МА (25Х2Н4ВА), 30Х, 30ХМА, 30ХГСА, 30ХН2МФА, 35Х, 35ХГСА, 38ХА, 38ХС, 40Х, 40ХН, 40ХН2МА, 45Х, 50ХН — требованиям ГОСТ 4543-2016 «Металлопродукция из конструкционной легированной стали. Технические условия» со следующими изменениями.
Массовая доля кремния (Si) в стали марок 15Х, 15ХФ, 20Х, 30Х, 30ХМА, 35Х, 40Х, 40ХН, 45Х должна быть не более 0,20%.
Массовая доля марганца (Mn) в стали марок 15Х, 20Х и 30Х должна быть не более 0,60%;
- марок 12ХН, 15ХГНМ, 16ХСН, 19ХГН, 20Г2, 38ХГНМ - таблице 1 ГОСТ 10702-2016 ;
- борсодержащей марок 12Г1РА (12Г1Р), 20Г1Р, 20Г1РА (20Г2Р), 30Г1РА (30Г1Р) - таблице 2 ГОСТ 10702-2016 .
Таблица 4 ( ГОСТ 10702-20160) - Твердость проката, поставляемого без термической обработки или в нагартованном состоянии
Твердость НВ, не более
Прокат горячекатаный, горячекатаный со специальной отделкой поверхности и горячекалиброванный
Прокат нагартованный калиброванный и калиброванный со специальной отделкой поверхности
Сталь для холодной вытяжки
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ
Continuously galvanized sheet steel. Specifications
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. N 1465 дата введения установлена 01.07.81
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
Издание (август 2007 г.) с Изменениями N 1, 2, утвержденными в сентябре 1981 г., июне 1986 г. (ИУС 11-81, 9-86).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества.
(Измененная редакция, Изм. N 2).
1. КЛАССИФИКАЦИЯ
1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется:
по назначению на группы
для холодной штамповки - ХШ,
для холодного профилирования - ХП,
под окраску (дрессированная) - ПК,
общего назначения - ОН;
по способности к вытяжке (сталь группы ХШ) на категории
нормальной вытяжки - Н,
глубокой вытяжки - Г,
весьма глубокой вытяжки - ВГ;
по равномерности толщины цинкового покрытия
с нормальной разнотолщинностью - HP,
с уменьшенной разнотолщинностью - УР.
(Измененная редакция, Изм. N 1).
1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться:
с узором кристаллизации - КР,
без узора кристаллизации - МТ.
1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанным в табл.1.
Масса 1 м слоя покрытия, нанесенного с двух сторон, г
Толщина покрытия, мкм
Св. 570 до 855 включ.
Св. 40 до 60 включ.
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1.
2. СОРТАМЕНТ
2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно.
2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90.
Оцинкованную сталь высшей категории качества изготовляют:
с серповидностью рулонной стали не более 6 мм на 3 м длины;
с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки;
с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм.
Примеры условных обозначений
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ).
Раздел 2. (Измененная редакция, Изм. N 2).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл.1а.
Марка холоднокатаной стали для изготовления оцинкованной стали
первой категории качества
высшей категории качества
Марки стали с химическим составом по ГОСТ 380-2005, ГОСТ 9045-93 и ГОСТ 1050-88
Марки стали с химическим составом по ГОСТ 9045-93, а также ГОСТ 1050-88 с cодержанием серы не более 0,035% и фосфора - не более 0,020% и ГОСТ 380-2005 с массовой долей серы не более 0,035% и фосфора - не более 0,025%
08пс, 08кп, 08Ю по ГОСТ 9045-93 08пс, 08кп, 10кп по ГОСТ 1050-88
08пс, 08кп, 10КП по ГОСТ 1050-88 с массовой долей серы не более 0,030% и фосфора - не более 0,020%
БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-2005
БСт0, БСт1, БСт2, БСт3 всех степеней раскисления по ГОСТ 380-94 с массовой долей серы нe более 0,04% и фосфора - не более 0,035%
Марки стали с химическим составом по ГОСТ 9045-93, ГОСТ 1050-88, ГОСТ 380-2005 с массовой долей серы не более 0,045% и фосфора - не более 0,040%
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
Процесс вытяжки листового материала
Вытяжка - это процесс превращения плоской или полой заготовки в открытое сверху полое изделие, осуществляемый при помощи вытяжных штампов. Исходя из формы и технологических особенностей листовой штамповки, полые детали, получаемые вытяжкой, можно разделить на несколько основных групп:
1) детали, имеющие форму тела вращения;
2) детали коробчатой формы;
3) детали сложной формы.
Рис. 1. Полые детали различной формы (а-л), получаемые вытяжкой
Детали, имеющие форму тела вращения, могут быть с фланцем или без фланца, с плоским или с фасонным дном (рис. 1, а-д).
Детали коробчатой формы могут иметь квадратные, прямоугольные, криволинейные боковые стенки с фланцем или без фланца; дно у них может быть плоское или фасонное (рис. 1, е-з).
Детали сложной формы могут быть полусимметричные, имеющие только одну плоскость симметрии (корпус и крыша кабины автомобиля, рис. 1, и), и несимметричные (крыло автомобиля, рис. 1, к).
В зависимости от формы детали заготовка подвергается либо вытяжке в чистом виде, либо вытяжке в сочетании с формовкой, гибкой и обжимом или с отбортовкой.
Вытяжку производят на кривошипных прессах двойного и тройного действий, кулисных прессах двойного действия с подвижным нижним столом, кривошипных прессах простого действия (одноходовых) с пневматическим или гидропневматическим устройством (подушкой), а также на гидропрессах простого и двойного действий.
Рис. 2. Схема процесса вытяжки: d1 - диаметр полой заго-товки после
первой операции; d2 - диаметр полой заготовки после второй операции
Особую группу составляют операции обтяжки - получение полых деталей криволинейной формы путем растяжения материала и обтягивания его вокруг специального обтяжного шаблона- болвана (рис. 1, л). Обтяжка производится на специальных обтяжных гидропрессах.
По характеру и степени деформации различают: 1) вытяжку без утонения стенок; 2) вытяжку с утонением стенок (протяжку) и 3) комбинированную вытяжку.
В первом случае вытяжка происходит без заранее обусловленного изменения толщины материала стенки изделия, но при значительном уменьшении диаметра заготовки; во втором - вытяжка осуществляется за счет заранее предусмотренного уменьшения толщины стенки вытягиваемого полуфабриката при незначительном уменьшении его диаметра. Комбинированная вытяжка характеризуется одновременным значительным уменьшением диаметра и толщины стенки вытягиваемого полуфабриката.
В зависимости от относительной толщины заготовки или полуфабриката вытяжку производят с применением или без применения прижима. Так как при вытяжке происходит втягивание материала заготовки 3 пуансоном 2 с закруглением rп большего диаметра D в матрицу 1 с закруглением rм, имеющую меньший диаметр d (рис. 2, а), то естественно, что по краю вытянутого колпака образуются складки (гофры) за счет наличия избыточного материала или так называемых характеристичных треугольников b, b1, b2, . bn (рис. 2, б), ибо для образования полого колпака диаметром d и высотой h достаточно было бы иметь заготовку диаметром D' без заштрихованных участков. Наличие избыточных треугольников приводит к необходимости вытеснения и перемещения металла при вытяжке вверх. На рис. 2, в показана вытяжка на второй операции из полой заготовки 4.
Рис. 3. Вытяжка с прижимом материала
Образование складок вызывается напряженно-деформированным состоянием металла, приводящим при определенных геометрических соотношениях к потере устойчивости заготовки (рис. 2, а).
Для предотвращения образования складок применяют прижимное кольцо или складкодержатель 3, который прижимает фланец заготовки к матрице 1 таким образом, что материал не имеет возможности образовать складки, а вынужден перемещаться под давлением пуансона 2 в радиальном направлении. Прижим материала применяется как для первой операции вытяжки, т. е. при вытяжке детали из плоской заготовки (рис. 3, а), так и при последующих операциях вытяжки из полой заготовки (рис. 3, б).
Вытяжка без прижима применяется при изготовлении неглубоких сосудов или изделий из толстых материалов, когда складки почти не образуются или выглаживаются при прохождении через вытяжную матрицу.
Напряженно-деформированное состояние металла при вытяжке полых тел
При вытяжке плоская заготовка диаметром D (рис. 4), перемещаясь во время вытяжки, изменяет свои размеры и занимает ряд промежуточных положений. При этом материал деформированной заготовки в различных ее частях находится в разных условиях. В случае вытяжки с прижимом без утонения материала и с зазором, большим толщины заготовки (для случая осесимметричного деформирования в полярной системе координат), можно принять следующую схему напряженно-деформированного состояния (рис. 4).
Рис. 4. Схема напряженно-деформированного состояния отдельных
участков заготовки при вытяжке (σ - напряжения, ε - деформации)
1. Дно частично образованного полого цилиндра - колпака (элемент а) находится в плоско-напряженном и объемно-деформированном состоянии. Так как деформация металла - двустороннее равномерное растяжение в плоскости дна и осевое сжатие составляют на первой операции всего 1-3%, то практически ими можно пренебречь. При многооперационном процессе вытяжки уже после второй-третьей операции толщина дна заметно уменьшается, так как металл со дна постепенно поступает в зону максимального утонения (у донного закругления); интенсивность утонения Дна особенно проявляется у латуни, имеющей небольшую сосредоточенную деформацию сужения (по сравнению со сталью).
2. Цилиндрическую часть полого тела, находящуюся в зазоре между матрицей и пуансоном (элемент b), можно считать находящейся в линейно-напряженном и объемно-деформированном состоянии. Непосредственно у донного закругления изделия (элемент с) в металле возникают напряжения ввиде двухосного растяжения и одноосного сжатия, приводящие к значительному растяжению и утонению стенок в этом месте. Вследствие этого поперечное сечение тела здесь является наименее прочным и наиболее опасным с точки зрения отрыва дна от стенок изделия. Это опасное сечение и ограничивает возможность максимального использования пластических свойств штампуемого металла.
3. Часть, находящаяся на закруглении рабочих кромок матрицы (элемент d), испытывает сложную деформацию, вызванную одновременным изгибом и распрямлением заготовки, наибольшим традиальным (меридиональным) растяжением и незначительным тангенциальным (окружным) сжатием.
4. Часть заготовки, находящаяся под прижимным кольцом (элемент ё), находится в объемно-напряженном и объемно-деформированном состоянии. Однако при достаточно сильном прижиме можно считать εп (εz) = 0. В плоскостях фланца заготовки возникают радиальные (меридиональные) растягивающие σр и тангенциальные (окружные) сжимающие σθ напряжения, а в перпендикулярном к ней направлении - осевые сжимающие напряжения σn (σz), причем ввиду небольшой величины σn на практике им часто пренебрегают (при образовании явного клинового сечения во фланце σn = 0).
Рис. 5. Кривая изменения толщины стенки в различных частях колпака при вытяжке
Меридиональные растягивающие напряжения σp, вызываемые давлением пуансона у края заготовки, равны нулю; по мере удаления от края заготовки к центру матрицы они возрастают, достигая наибольшей величины на входной кромке матрицы. Тангенциальные сжимающие напряжения σθ, наоборот, у наружного края имеют наибольшую величину, а по мере удаления от края заготовки значения их уменьшаются. В тот момент, когда край заготовки переместится на величину, составляющую 39% от радиуса заготовки (0,39 R), σθ становится равным σp. Под действием напряжений тангенциального сжатия ст0 фланец заготовки утолщается (образуя иногда как бы клиновое сечение) и упрочняется; при недостаточном прижиме и тонком материале [(s/D) 100 < 2], это приводит, вследствие потери устойчивости, к образованию складок.
При вытяжке без прижима меняется лишь схема напряженного состояния во фланце, она характеризуется отсутствием осевого сжимающего напряжения σn (σz). Вследствие разноименной схемы напряженно-деформированного состояния толщина стенок вытянутых изделий будет различна по всему продольному их сечению. На рис. 5 приведена кривая, показывающая, что наибольшее утонение (10-18%) происходит в месте перехода вертикальной стенки в дно колпака. В некоторых случаях (при отрыве дна) это утонение достигает 30% и более. По мере приближения к верхней кромке толщина материала непрерывно увеличивается, достигая максимальной величины на краях сосуда. Это утолщение обычно составляет 15-25% от исходной толщины материала, доходящей иногда до 30% и более (на рис. 5 по оси абсцисс отложены соответствующие точки на боковой поверхности изделия в развернутом виде, а по оси ординат - соответствующие отклонения от начальной толщины материала в процентах).
Максимальное значение толщины края заготовки sкp приблизительно определяют из следующих зависимостей:
для деталей без фланца
для деталей с фланцем диаметром D
Для получения более наглядного представления о характере деформации металла при вытяжке и возможности определения их величины на отдельных участках вытягиваемого изделия применяют так называемый метод координатной сетки, который заключается в том, что на исходной заготовке наносится координатная сетка, а затем на вытянутом изделии получаются ее искажения, по которым и судят о характере течения металла и величине деформации.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
19. Процесс вытяжки листовых металлов
Вытяжка представляет собой процесс превращения плоской заготовки в полую деталь любой формы (или дальнейшее изменение ее размеров) и производится на вытяжных штампах.
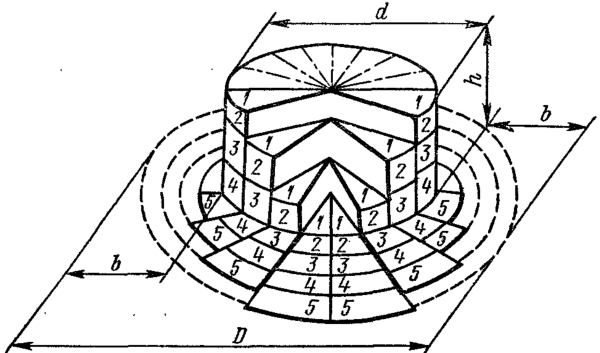
Рис. 79. Последовательность перемещения металла в процессе вытяжки
На рис. 79 приведена схема вытяжки цилиндрической детали из плоской заготовки и последовательность перемещения металла в процессе вытяжки. Последнее характеризуется уменьшением наружного диаметра фланца и перемещением элементов заготовки (1 - 5) по мере увеличения глубины вытяжки.
При вытяжке кольцевая часть заготовки (D - d) превращается в цилиндр диаметром d и высотой h. Так как объем металла при вытяжке не изменяется, то при полной вытяжке цилиндра высота детали h больше ширины кольцевой части b и составляет
где k = D/d - степень вытяжки. При k = 2, h = 1,5b.
Следовательно, вытяжка происходит за счет пластической деформации, сопровождаемой смещением значительного объема металла в высоту. При большой степени деформации, что соответствует глубокой вытяжке, и при небольшой толщине материала смещенный объем является причиной образования гофров (волн) на деформируемой заготовке. При малой степени деформации и при относительно большой толщине материала гофрообразования не происходит, так как в этом случае смещенный объем металла невелик, а заготовка устойчива.
Для предотвращения образования гофров и складок при вытяжке применяется прижим заготовки складкодержателем.
Вытяжкой изготовляется большое количество полых деталей самой разнообразной формы, отличающихся друг от друга как очертанием в плане, так и формой боковых стенок.
- осесимметричной формы (тела вращения);
- коробчатой формы;
- сложной несимметричной формы.
Каждая из групп подразделяется на несколько разновидностей. Например, тела вращения по форме образующей могут быть цилиндрическими, коническими, криволинейными, ступенчатыми, выпукло-вогнутыми. Построение технологического процесса и технологические расчеты для них различны.
Установлено, что процесс глубокой вытяжки с прижимом начинается не с пластической деформации фланца заготовки, а с предшествующей ей начальной стадии процесса, заключающейся в местной пластической деформации кольцевой не зажатой части заготовки [117].
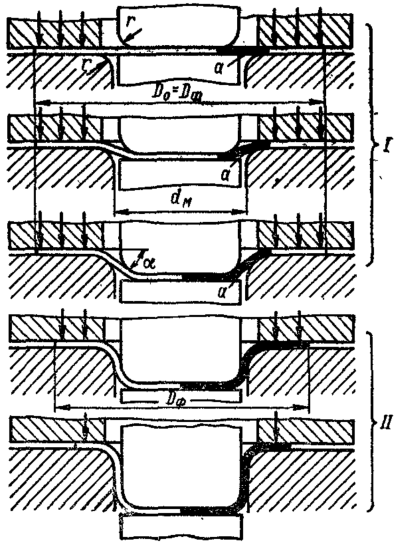 Рис. 80. Последовательность процесса глубокой вытяжки с прижимом заготовки |
На рис. 80 приведена последовательность процесса глубокой вытяжки с прижимом заготовки: на верхних схемах показана начальная стадия процесса вытяжки, состоящая из локальной пластической деформации свободного кольцевого участка а при зажатом фланце, сохраняющем свои начальные размеры DФ = D0. Эта стадия вытяжки осуществляется за счет растяжения и утонения кольцевого участка, причем наибольшее утонение возникает на границе этого участка с плоским дном.
По мере погружения пуансона тянущее усилие возрастает, а растяжение и утонение свободного участка заготовки увеличиваются. К концу этой стадии происходит пластическая деформация донной части заготовки. После достижения равновесия между тянущими усилием и сопротивлением фланца деформированию начинается вторая стадия процесса вытяжки, заключающаяся в пластической деформации фланца и втягивании его в матрицу (см. схемы II на рис. 80). Таким образом, процесс глубокой вытяжки с прижимом состоит из двух технологически различных стадий: начальной и завершающей. При вытяжке без прижима с малой степенью деформации начальная стадия практически отсутствует.
В начальной стадии процесса глубокой вытяжки возникает значительное утонение свободного участка, которое в процессе дальнейшей деформации превращается в опасное сечение.
Во второй стадии вытяжки имеет место сложная пластическая деформация, в процессе которой элемент плоской заготовки I (рис. 81, а) изменяет свои размеры (удлиняется в радиальном и укорачивается в тангенциальном направлении) и занимает положение //, а затем подвергается изгибу и превращается в элемент боковой поверхности полого изделия.
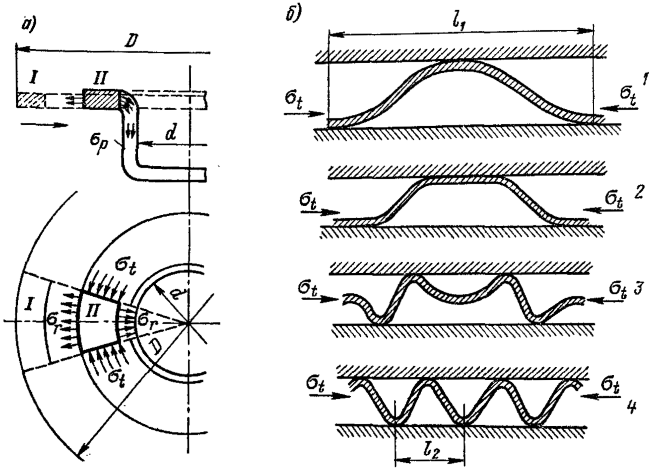
Рис. 81. Деформация элемента фланца (а) и схема образования гофров (б) при вытяжке
Условие пластичности деформируемого фланца, определяющее момент перехода его в пластичное состояние, выражается уравнением (с учетом знаков напряжений) σ r + σ t = 1,15σ\f2 t.
Вначале для элемента заготовки I, находящегося вблизи наружного края фланца (рис. 81, а), наибольшей является деформация тангенциального сжатия, средней - деформация удлинения в радиальном направлении, а наименьшей - утолщение металла.
В результате деформации тангенциального сжатия при вытяжке тонкого материала легко возникает потеря устойчивости фланца, благодаря чему на нем образуются гофры. В толстом материале, при тех же размерах заготовки и изделия, возникновение гофров затруднено благодаря большей устойчивости фланца заготовки.
При перемещении элемента к вытяжному ребру матрицы наибольшей становится деформация рациального удлинения, так как тангенциальное сжатие постепенно уменьшается. При переходе элемента через вытяжное ребро матрицы эта деформация элемента усложняется появлением дополнительной деформации пространственного изгиба. После этого элемент заготовки переходит в криволинейно-вертикальную стенку и претерпевает небольшое осевое удлинение вдоль образующей, при утонении материала.
Дно изделия подвергается небольшому плоскому удлинению (1-3%) и утонению (2-5%), которыми в большинстве случаев практически можно пренебречь.
Произведенные опыты показывают, что деформация цилиндрических стенок в зазоре и у донного закругления продолжается на протяжении всего рабочего хода и сопровождается непрерывным уменьшением толщины материала.
На рис. 81, бприведена схема образования гофров (волн) по краю вытягиваемого фланца.
Под действием напряжений тангенциального сжатия происходит потеря устойчивости фланца заготовки и образование волнообразного гофра (l1, этап 1). В результате ударного приложения нагрузки к заготовке возникший гофр упруго деформирует складкодержатель и его крепление и увеличивает зазор между ним и матрицей. Дальнейшее действие тангенциального сжатия усиливается вследствие непрерывного уменьшения наружного диаметра заготовки при вытяжке. Это приводит к сплющиванию гофрированной волны (этап 2), а затем к потере устойчивости плоской части гофра, которая прогибается в обратную сторону (этап 3). В результате образуется более мелкий гофр, в котором вместо одной возникли три волны длиной l2 (этап 4).
Процесс гофрообразования продолжается скачкообразно и дальше до тех пор, пока не образуется вполне устойчивый мелкий гофр. В зависимости от различной степени устойчивости фланца заготовки, харакгеризуемой отношением S/d, а также от различной степени деформации К = D/d первоначально возникает различное количество волн по окружности.
При достаточно большой относительной толщине заготовки гофрирования не происходит, так как фланец не теряет устойчивости в процессе вытяжки.
Наиболее опасным местом детали является зона перехода от дна к стенкам вследствие возникшего здесь в начальной стадии вытяжки значительного утонения материала и больших растягивающих напряжений.
При большой степени деформации или в случае образования складок на заготовке растягивающие напряжения в опасном сечении превышают его прочность и приводят к отрыву дна. Условие прочности опасного сечения определяет возможную степень деформации при вытяжке и выражается зависимостью:
Здесь σmах - максимальное напряжение в опасном сечении; σр - истинное сопротивление разрыву.
- уменьшении напряжений в начальной стадии вытяжки;
- уменьшении сопротивления плоского фланца деформированию;
- повышении прочности металла в опасном сечении;
- снижении тангенциальных напряжений сжатия в деформируемом фланце или повышении его устойчивости с целью предотвращения образования складок.
В результате выполнения указанных условий достигают увеличения глубины вытяжки за одну операцию, уменьшения количества операций, улучшения процесса вытяжки деталей сложной формы. Необходимо указать, что при разных способах вытяжки не все из указанных выше условий будут одинаково благоприятны.
В технологическом отношении способы вытяжки необходимо различать главным образом по виду напряженного состояния деформируемой части заготовки. Геометрическая форма детали является в этом отношении вторичным признаком.
Следует различать три основных способа вытяжки.
1. Вытяжка полых деталей путем превращения плоского фланца в цилиндрическую или коробчатую форму, при создании во фланце плоского напряженного состояния по схеме сжатие-растяжение (рис. 81). Сюда относится вытяжка цилиндрических, овальных, коробчатых и других деталей с вертикальными или слегка наклонными стенками.
2. Вытяжка сферических, криволинейных и сложной формы деталей в штампах с вытяжными (тормозными) ребрами. В этом случае под прижимом преобладают растягивающие напряжения и деформации, а в остальной деформируемой части заготовки возникает напряженное состояние двустороннего растяжения.
3. Вытяжка эластичной матрицей и фрикционная вытяжка, создающие заталкивание заготовки, в результате чего снижаются растягивающие напряжения в очаге деформации и облегчается процесс вытяжки.
В первом способе вытяжки наиболее благоприятные условия деформирования заключаются в максимально возможном уменьшении сопротивления плоского фланца деформированию. Это достигается путем применения металла пониженной прочности, отжигом заготовки, нагревом фланца, вытяжкой без прижима, эффективной смазкой. В результате снижаются растягивающие напряжения в опасном сечении, улучшается условие прочности этого сечения и становится возможной более глубокая вытяжка.
Во втором способе вытяжки в штампах с вытяжными ребрами значительная часть заготовки вначале находится вне контакта с рабочими частями штампа и легко образует гофры и морщины. Для их предотвращения приходится создавать повышенные радиальные растягивающие напряжения и искусственно увеличивать сопротивление деформируемого металла путем перетягивания его через вытяжные (тормозные) ребра. При этом значительно возрастают растягивающие напряжения в опасном сечении и ухудшается условие его прочности. Для того чтобы в данном случае создать благоприятные условия деформировании и избежать разрыва, надо обеспечить условие прочности опасного сечения. Это возможно лишь при применении металла повышенной прочности и упрочняемости при достаточно высокой пластичности (вязкости).
Автором исследован и предложен способ вытяжки из закаленных и отпущенных тонколистовых заготовок малоуглеродистой стали, давший положительные результаты [-109]. Отжиг или нагрев заготовок с целью увеличения пластичности в данном случае недопустим, так как приводит к понижению их прочности и преждевременному разрыву.
Третий способ вытяжки обладает наиболее благоприятными условиями деформирования, потому что в этом случае прочность опасного сечения позволяет получить значительную степень деформации.
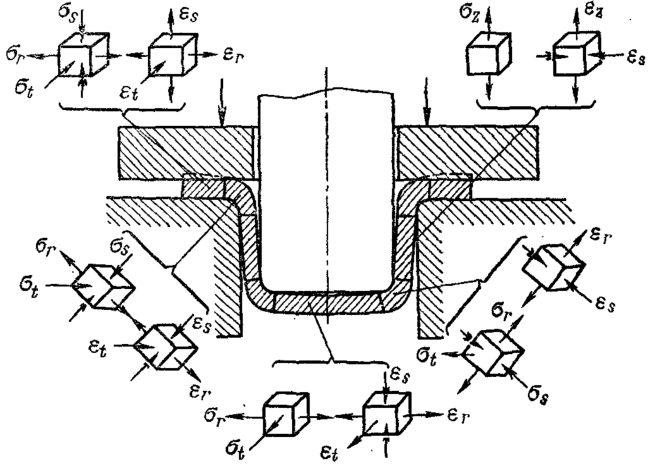
Рис. 82. Схемы напряжений и деформаций при вытяжке (σ - напряжения, ε - деформации; индексы у σ и ε означают: r - радиальные; t - тангенциальные: s - осевые)
На рис. 82 приведены схемы напряженно-деформированного состояния в разных участках изделия при обычной вытяжке с прижимом (складкодержателем).
Для наглядного представления о характере деформации и возможности определения ее величины на отдельных участках применяют метод нанесения на заготовку прямоугольной или радиально-кольцевой координатной сетки, а затем изучают ее искажение при вытяжке. Измерения искаженной сетки показывают, что в первой операции вытяжки деформация тангенциального сжатия превосходит деформацию радиального растяжения.
При вытяжке происходит изменение толщины стенок деталей. В случае вытяжки цилиндрических деталей без фланца наибольшее утонение составляет 10-18%, а утолщение у края 20-30% от толщины материала. Толщина материала в месте перехода от дна к стенкам уменьшается с увеличением степени деформации, относительной толщины заготовки S/D, пластичности металла, количества операций вытяжки и с уменьшением радиусов закругления пуансона и матрицы.
Приблизительная толщина края определяется из следующих зависимостей:
где S', S - толщина края детали и заготовки, мм;
D, d - диаметр заготовки и вытяжки, мм;
DФ - диаметр фланца, мм.
Более показательно исследование изменения координатной сетки в логарифмических деформациях 1 .
Удлинение в радиальном направлении:
, где r0 - начальный радиус сетки на заготовке;
r - конечный радиус той же сетки после вытяжки.
Сжатие (укорочение) в тангенциальном направлении:
, где d0 - начальный, a d - конечный диаметр сетки.
Изменение толщины материала:
При этом вследствие постоянства объема металла существуют зависимости (с учетом знаков деформаций):
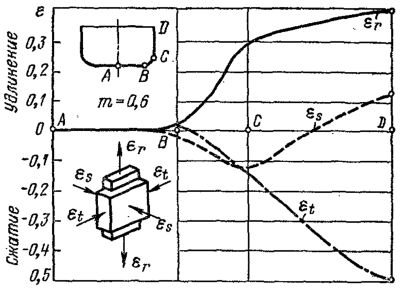
Рис. 83. Деформации при цилиндрической вытяжке
На рис. 83 приведены кривые изменения логарифмических деформаций (εr, εt и εS ) разных точках вытянутого цилиндрического изделия А, В, С, D. Эти кривые показывают, что на участке донного закругления и несколько выше, где происходит утонение материала.
Читайте также: