Сталь производят в печах
Обновлено: 13.05.2024

В настоящее время для выплавки стали широко применяют электропечи. Основными достоинствами электропечей являются:
- возможность быстрого нагрева металла, что позволяет вводить в печь большое количество легирующих добавок;
- возможность создать окислительную, восстановительную, нейтральную или вакуумную атмосферу, что позволяет выплавлять сталь любого состава, раскислять металл с образованием минимального количества неметаллических включений;
- возможность плавно и точно регулировать температуру металла.
Поэтому электропечи используют для выплавки высоколегированных, конструкционных, специальных сталей и сплавов.
Плавильные печи
Основное количество электростали выплавляют в дуговых печах. Доля стали, выплавляемой в индукционных печах, в общем объеме выплавки невелика.
Дуговая плавильная печь
Дуговая электропечь состоит из рабочего пространства с электродами и токоподводами и механизмов, обеспечивающих наклон печи, удержание и перемещение электродов и загрузку шихты (рисунок 24). Плавку стали ведут в рабочем пространстве печи, ограниченным куполообразным сводом, снизу сферическим подом и с боков стенками. Огнеупорная кладка пода и стен заключена в металлический кожух. Она может быть основной (магнезитовой, магнезитохромитовой) или кислой (динасовой). В съемном своде расположены три цилиндрических электрода из графитизированной массы, которые с помощью специальных механизмов могут перемещаться вверх или вниз, автоматически регулируя длину дуги. Печь питается трехфазным переменным током.
Шихтовые материалы загружают на под печи сверху в открываемое рабочее пространство. После их расплавления в печи образуется слой металла и шлака. Плавление и нагрев шихты осуществляется за счет тепла электрических дуг, возникающих между электродами и жидким металлом или металлической шихтой.
Для управления ходом плавки в печи имеются рабочее окно и отверстие для выпуска по желобу готовой стали (летка). С помощью поворотного механизма печь может наклоняться в сторону сталевыпускного отверстия или рабочего окна. Вместимость дуговых печей может составлять 0,5 – 400 т. В металлургических цехах используют электропечи с основной футеровкой, а в литейных – с кислой.
В основной дуговой печи можно осуществить плавку двух видов:
- без окисления примесей методом переплава шихты из легированных отходов;
- с окислением примесей на углеродистой шихте.
Плавка без окисления примесей
Шихта для такой плавки должна иметь низкое содержание фосфора и меньше, чем в выплавляемой стали, марганца и кремния. Производят нагрев и расплавление шихты. По сути это переплав. Однако в процессе плавки часть примесей окисляются (алюминий, титан, кремний, марганец).
После расплавления шихты из металла удаляют серу, наводя основной шлак. При необходимости науглероживают и доводят металл до заданного химического состава. Затем проводят диффузионное раскисление, подавая на шлак мелкораздробленный ферросилиций, алюминий, молотый кокс. Плавкой без окисления примесей выплавляют стали из отходов машиностроительных заводов.
Плавка с окислением примесей
Плавку применяют для производства конструкционных сталей и ведут на углеродистой шихте. В печь загружают шихту, состоящую из стального лома (~90%), чушкового передельного чугуна (до 10%), электродного боя или кокса для науглероживания металла и известь (2-3%) . Затем опускают электроды, включают ток и начинают плавку. Шихта под действием тепла дуги плавится, металл накапливается на подине печи. Во время плавления шихты кислородом воздуха, оксидами шихты окисляются железо, кремний, фосфор, марганец и частично углерод. Оксид кальция и оксиды железа образуют основной железистый шлак, способствующий удалению фосфора из металла.
После прогрева металла и шлака до температуры 1500 – 1550 °С в печь загружают руду и известь и проводят период кипения. Когда содержание углерода будет меньше заданного на 0,1%, кипение прекращают и удаляют из печи шлак. Затем проводят удаление серы и раскисление металла, доведение химического состава до заданного. Раскисление проводят осаждением и диффузионным методом. После удаления железистого шлака в печь подают раскислители (силикокальций, силикомарганец) для осаждающего раскисления. Затем в печь загружают известь, плавиковый шпат, шамотный бой для получения высокоосновного шлака. После расплавления флюсов и образования высокоосновного шлака на его поверхность вводят раскислительную смесь для диффузионного раскисления (известь, ферросилиций, плавиковый шпат, молотый кокс). Углерод кокса и кремний ферросилиция восстанавливают оксид железа в шлаке и содержание его в шлаке снижается.
В этот период создаются условия для удаления из металла серы, что объясняется высоким содержанием СаО в шлаке (около 60%), низким содержанием FeO (менее 0,5 %) и высокой температурой металла. Для определения химического состава металла берут пробы и при необходимости в печь вводят ферросплавы для получения заданного химического состава металла. Затем выполняют конечное раскисление стали и выпускают из печи в ковш.
В дуговых печах выплавляют высококачественные углеродистые стали. Это конструкционные, инструментальные, жаропрочные и жаростойкие стали.
Индукционная плавильная печь
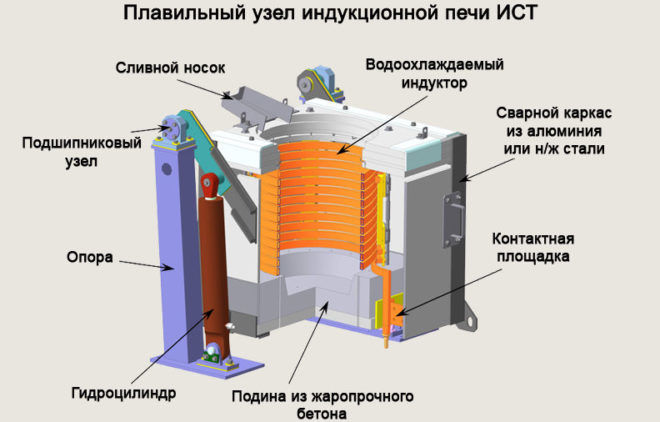
Печь состоит из водоохлаждаемого индуктора, внутри которого находится тигель с металлической шихтой (рисунок 25). Через индуктор от генератора высокой частоты проходит переменный ток повышенной частоты. Ток создает переменный магнитный поток, пронизывая куски металла в тигле, наводит в них мощные вихревые токи, нагревающие металл до расплавления и необходимых температур перегрева. Тигель может быть изготовлен из кислых и основных огнеупоров. Емкость тигля составляет до 25 т.
В соответствии с заданным химическим составом металла при загрузке тщательно подбирают состав шихты. Необходимое для этого количество ферросплавов загружают на дно тигля вместе с шихтой. После расплавления шихты на поверхность металла загружают шлаковую смесь для уменьшения тепловых потерь металла и уменьшения угара легирующих элементов, а также для защиты его от насыщения газами.
При плавке в кислой печи после расплавления и удаления шлака наводят новый шлак с высоким содержанием SiO2. Металл раскисляют ферросилицием, ферромарганцем и алюминием перед выпуском его из печи. В печах с кислой футеровкой выплавляют конструкционные стали, легированные другими элементами.
В печах с основной футеровкой выплавляют высококачественные легированные стали с высоким содержанием марганца, никеля, титана, алюминия.
Индукционные печи имеют ряд преимуществ перед дуговыми. Основными их них являются:
- отсутствие электрической дуги, что позволяет выплавлять сталь с низким содержанием углерода, газов и малым угаром элементов;
- наличие электродинамических сил, которые перемешивают металл в печи способствуют выравниванию химического состава, всплыванию неметаллических включений;
- небольшие размеры печей позволяют помещать их в камеры, где можно создать любую атмосферу или вакуум.
К недостаткам этих печей можно отнести:
- недостаточная температура шлака для протекания металлургических процессов между металлом и шлаком;
- малая стойкость футеровки, что приводит к частым ремонтам и остановкам.
Поэтому в индукционных печах выплавляют сталь из легированных отходов методом переплава или методом сплавления чистого шихтового железа и скрапа с добавкой ферросплавов.
Мартеновский способ производства стали

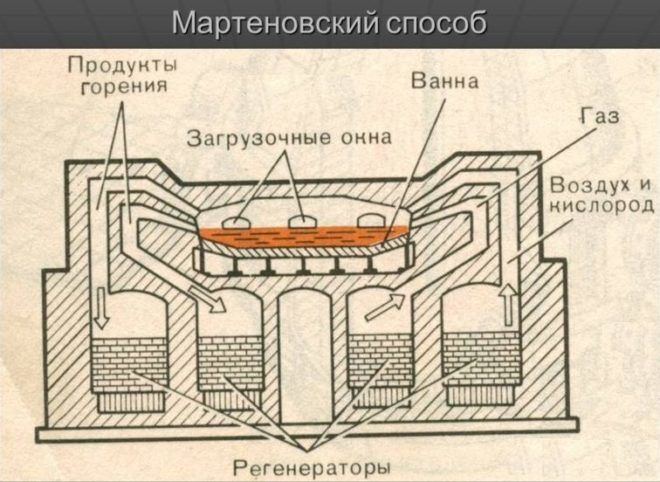
Началом осуществления мартеновского процесса считается 1864 г., когда П. Мартен провел на одном из французских заводов первую плавку. Мартеновский процесс ведут на поду пламенной отражательной печи, снабженной регенераторами. В печь загружают шихту, чугун, лом и другие компоненты, которая под воздействием факела сжигаемого топлива плавится. После расплавления в ванну вводят различные добавки с тем, чтобы получить металл нужного состава. Затем готовый металл выпускают в ковш и разливают.
Мартеновская печь (рисунок 22) имеет рабочее плавильное пространство, ограниченное снизу подиной, сверху сводом, а с боков передней и задней стенками. Подина имеет форму ванны с откосами по направлению к стенкам печи. Футеровка печи может быть основной или кислой. Если в процессе плавки в шлаке преобладают основные окислы, процесс называют основным мартеновским процессом, а если кислые шлаки, процесс называют кислым. Основную мартеновскую печь футеруют магнезитовым кирпичом, а кислую – динасовым кирпичом.
В передней стенке печи имеются загрузочные окна для подачи шихты, а в задней – отверстие для выпуска готовой стали. Современные мартеновские печи имеют емкость 200 – 900 тонн жидкой стали.
Принцип работы мартеновской печи представлен на рисунке 22 в положении подачи топлива и воздуха с правой стороны и отвода продуктов сгорания через левые каналы. Проходя через предварительно нагретые насадки регенераторов (воздух через воздушный регенератор, газ через газовый), воздух и газ нагреваются до 1000 – 1200 °C и в нагретом состоянии через головку попадают в печь. При сгорании топлива образуется факел с температурой 1800 – 1900 °C. Пройдя головку расположенную в противоположной стороне печи, раскаленные продукты сгорания направляются в другую пару насадок регенераторов, отдавая тепло им, и уходят в дымоход.
При такой работе насадки регенераторов правой стороны охлаждаются, а насадки левой стороны нагреваются. В момент когда регенераторы правой стороны не в состоянии нагреть воздух и газ до нужной температуры, происходит автоматическое реверсирование пламени. Холодный воздух и газ направляются через хорошо нагретые левые регенераторы, а продукты сгорания уходят в правую сторону печи, нагревая остывшие правые регенераторы. Таким образом, подающая и отсасывающая головки мартеновской печи периодически изменяют функции при помощи переводных клапанов, а факел сгорающего топлива формируют то слева, то справа, поддерживая максимальную регенерацию тепла и избегая перегрева насадок регенераторов.
Газы из регенератора попадают сначала в шлаковик, а уже потом по вертикальному каналу в головку печи. Шлаковики служат для улавливания плавильной пыли и шлаковых частиц, уносимых продуктами сгорания из рабочего пространства, предохраняя насадки регенератора от засорения. Сечение шлаковиков больше сечения вертикальных каналов. Поэтому при попадании дымовых газов в шлаковики их скорость резко уменьшается и меняется направление движения. Это приводит к тому, что значительная часть плавильной пыли оседают в шлаковиках.
При нагреве поступающих в печь газа и воздуха обеспечивается высокая температура факела (1800 - 1900 °C). Факел нагревает рабочее пространство печи и способствует окислению примесей шихты. Чем выше температура поступающих в печь газа и воздуха, тем выше температура факела и тем лучше работает печь. Однако можно добиться достаточно высокой температуры факела без предварительного подогрева газа и воздуха, обогащая воздух кислородом (вплоть до полной замены воздуха кислородом). Это приводит к уменьшению количества продуктов сгорания и уноса ими тепла и соответственно к повышению температуры. В этом случае регенераторы оказываются ненужными.
Из рабочего пространства печи дымовые газы выходят с температурой 1650 – 1750 °C. Попадая в регенераторы, газы нагревают насадку до 1200 – 1250 °C и удаляются в дымоход.
По конструкции мартеновские печи делятся на:
Стационарные печи получили наибольшее распространение.
Качающиеся печи преимущественно распространены в литейных цехах машиностроительных заводов, когда необходимо выпускать металл отдельными порциями или скачивать большое количество шлака.
В зависимости от состава шихты, используемой при плавке, различают разновидности мартеновского процесса:
- скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (55 – 75%), скрапа и железной руды. Процесс применяют на металлургических заводах, имеющих доменные печи;
- скрап-процесс, при котором шихта состоит из стального лома и чушкового передельного чугуна (25 – 45%). Процесс применяют на заводах, где нет доменных печей, но расположенных в промышленных центрах, где много металлолома.
Скрап-рудный процесс плавки стали в основной мартеновской печи.
Особенностью основного мартеновского процесса является то что он позволяет получать сталь с низким содержанием вредных примесей (фосфора, серы) из рядовых шихтовых материалов.
Плавку начинают с загрузки твердой составляющей шихты (железная руда, известняк, лом) с помощью завалочной машины. После загрузки твердой части шихты и прогрева ее, заливают жидкий чугун, который взаимодействует с железной рудой и скрапом. С этого момента начинается период плавления шихты, в результате которого за счет оксидов руды и скрапа интенсивно окисляются примеси чугуна (кремний, фосфор, марганец и частично углерод).
Кремний окисляется и переходит в шлак почти полностью в период плавления под действием окислительной атмосферы, а также кислорода вводимого с железной рудой.
Фосфор окисляется одновременно с кремнием и марганцем, когда температура металла еще не высока.
Оксиды кремния (SiO2), фосфора (P2O5), марганца (MnO), кальция (CaO) образуют железисто-углеродистый шлак, способствующий удалению фосфора. При переработке обычного чугуна для понижения содержания фосфора в металле проводят однократное скачивание шлака. Если же перерабатывают фосфористый чугун, то скачивание проводят многократно.
После расплавления шихты, окисления значительной части примесей и разогрева металла начинается период кипения ванны. В печь загружают железную руду или продувают ванну кислородом. Углерод в металле интенсивно окисляется, образуя оксид углерода (CO), выделяющегося в виде газовых пузырей, и вызывая кипение мартеновской ванны. Этот процесс играет очень важную роль, так как выравнивание состава и температуры металла в мартеновской печи осуществляется за счет кипения ванны. При кипении происходит удаление газов из металла, всплывание и поглощение шлаком неметаллических включений, увеличивается поверхность раздела между шлаком и металлом, что способствует ускорению процессов удаления вредных примесей (фосфора, серы).
Ввиду высокой окисленности шлака, удаление серы из металла менее эффективно, чем фосфора. Для удаления серы наводят новый шлак, загружая известь с добавлением боксита или плавикового шпата для уменьшения вязкости шлака. Содержание CaO в шлаке возрастает, а FeO уменьшается, создаются условия для удаления из металла серы. Для получения стали с низким содержанием серы, проводят обработку металла внепечными методами в ковше.
В период кипения ванны интенсивно окисляется углерод. Поэтому при составлении шихты для плавки необходимо предусмотреть, чтобы в ванне к моменту расплавления содержание углерода было на 0,5 – 0,6% выше, чем требуется в готовой стали. Процесс кипения считают закончившимся, когда содержание углерода в металле соответствует заданному, а содержание фосфора минимально. После этого сталь раскисляют и после отбора контрольных проб выпускают в сталеразливочный ковш через отверстие в задней стенке печи.
Кислый мартеновский процесс.
В настоящее время кислый мартеновский процесс имеет ограниченное применение в виду высоких требований к чистоте шихты. В кислой печи процесс ведут с кислым шлаком, поэтому удаление из металла серы и фосфора невозможно. Для ведения кислого процесса используют высококачественные древесно-угольные или коксовые чугуны, в которых содержание вредных примесей не превышает 0,025%.
Металлический лом, поступающий с других предприятий, переплавляют в основных печах для получения шихтовой заготовки, загружаемой вместо лома и полупродукта, когда металл заливают в кислую печь в жидком виде. Жидкий полупродукт выпускают из основной печи в ковш и затем переливают в кислую печь. Такой процесс называют дуплекс-процессом, так как в нем участвуют два агрегата – основная и кислая мартеновская печи.
Топливо при кислом процессе должно содержать минимальное количество серы. Стали, выплавляемые в кислых мартеновских печах, содержат меньше неметаллических включений, водорода и кислорода, чем выплавляемые в основной печи. Поэтому кислая сталь имеет более высокие механические свойства, особенно ударную вязкость и пластичность, и ее используют для особо ответственных деталей (коленчатых валов крупных двигателей, артиллерийских орудий, роторов мощных турбин).
Производство стали в двухванных сталеплавильных агрегатах.
Двухванные сталеплавильные агрегаты имеют две ванны, соединенные каналом для перехода из одной ванны в другую (рисунок 23). Принцип работы двухванной печи следующий. Когда в одной ванне после заливки чугуна ведут продувку металла кислородом, в другой производят завалку и подогревают твердую шихту отходящими из первой ванны газами. После выпуска металла из первой ванны проводят завалку шихты. Одновременно начинается продувка второй ванны кислородом. Топливо в двухванные агрегаты подается через топливно-кислородные горелки, установленные в своде и торцах печи. Если в шихте содержится жидкого чугуна больше 65%, то двухванная печь может работать без расхода топлива, так как количество физического тепла и тепла выделяющегося при окислении примесей чугуна, а также окисления СO до CO2 увеличивается. В этом случае двухванная печь становится аналогичной кислородному конвертеру.
Качество металла, производимого в двухванных агрегатах не отличается от качества мартеновской или кислородно-конвертерной стали. Технико-экономические показатели процесса в двухванных сталеплавильных агрегатах характеризуются:
- высокой производительностью;
- низким удельным расходом топлива и огнеупоров.
К основным недостаткам процесса, ограничивающим его широкое распространение, относятся:
Мартеновский способ производства высококачественной стали
В XIX–XX веках весь мир активно переживал процесс индустриализации. В это же время широкое распространение получил мартеновский способ производства стали.
Общая информация
Везде строились огромные промышленные комплексы, разрабатывалась сложная сельскохозяйственная и производственная техника, основные усилия многих государств были направлены на увеличение промышленных мощностей и получение большого количества нужных для развития материалов.
Одним из таких материалов была сталь, так как именно она является незаменимым компонентом в очень многих сферах применения.
Ее производство было поставлено основательно и исчислялось огромными цифрами ежегодно.
Хоть многие неискушенные люди и думают, что эта технология была наработкой советских ученых, но ее автором является французский инженер П. Мартен. Разработал он эту технологию в 1865 году.
В специальную печь, нагреваемую продуктами сгорания топлива, закладываются чугун, шихта, металлический лом, различные другие компоненты стали. Все это под воздействием высокой температуры расплавляется до однородного состояния, куда добавляют еще и другие нужные примеси. Следующим шагом после формирования нужной смеси является ее выпускание в ковши и разливание по формам.
Достоинствами подобного способа создания стали выступает возможность переработки любого исходного сырья, многообразные варианты используемого для нагрева печей топлива.
Технология позволяет получать качественную чистую сталь. Типичная печь Мартена имеет вместительность от 10 до 900 тонн жидкого материала, поэтому с использованием этого способа несложно создавать детали довольно внушительного размера.

Конструкция
Элементами мартеновской печи выступают (стандартный вариант сборки):
- Под печи.
- Передняя и задняя стенки.
- Свод.
- Загрузочные окна, через которые в печь подается материал для обработки.
- Мощные бетонные опоры.
- Откосы по направлению к стенкам.
- Воздушный канал, который еще называют головками.
- Газовый канал для подачи нагревающего материала – газа.
- Вертикальные каналы.
- Важной частью конструкции являются так называемые шлаковики воздушного и газового регенераторов.
Передняя стенка печки оборудована загрузочными окнами, сюда подается шихта. Задняя стенка имеет отверстие для выгрузки уже готовой стали.
Принцип работы мартеновской печи
Если кратко рассмотреть принцип функционирования такой печи, то выглядит он следующим образом. В загруженную печь подается мощный поток заранее нагретого воздуха и газа.
Проходя через насадки регенераторов, такой поток приобретает температуру приблизительно в 1000–1200 градусов по Цельсию. Потом происходит сгорание этого топлива, благодаря чему рабочая температура в установке повышается еще больше – до 1,9–2 тыс. градусов.
Пройдя через одну пару насадок регенераторов, поток продуктов сгорания топлива направляется в другую пару головок. Здесь он отдает свое оставшееся тепло и спускается в дымоход, как отработанный материал.
Попеременное задействование насадок регенераторов помогает добиться того, что они не претерпевают перегрева, перегрев способен негативно сказаться на работе всей печи. В случае когда какие-то насадки не в состоянии нагреться до нужной рабочей температуры, в действие вступает автоматическое перенаправление горящего пламени от топлива именно в эту головку.
Благодаря такому подходу все насадки работают с одинаковой нагрузкой, периодически, меняясь, совей ролью. Подающие головки выполняют функции выкачивающих элементов продукты сгорания и наоборот. Мартеновский способ производства все еще применяется в металлургии, но процент, выработанной благодаря ему стали, быстро уменьшается, уступая место более современным технологиям.
Предусмотренные в конструкции печи шлаковики нужны для того, чтобы прочищать газы из регенераторов от пыли, частиц шлака и других загрязнений. Только после прохождения шлаковиков газ поступает на другие участки устройства, благодаря чему его срок службы существенно увеличивается, а продукция выходит более качественной. Чем больше температуры рабочего газа, тем эффективнее движется производство.
Разновидности мартеновского процесса
Процесс выплавки стали в мартеновской печи бывает нескольких основных типов. Это зависит от того, шихта какого состава загружается в печь. Существует несколько вариантов:
- скап-рудный процесс;
- кислый метод;
- двухванный.
Скап-рудный процесс
Применяется на объектах, оборудованных доменными печами. Состав стали в этом случае выглядит так: 55–75% чугуна, железная руда, скрап. Такой мартеновский способ производства помогает получать стали с низким уровнем опасных для здоровья примесей, таких как сера, фосфор и ряд других веществ.
Начинается производство этим способом с загрузки твердых компонентов шихты (известняка, лома, железной руды) в печь и ее прогрева. Следующим шагом выполняется заливка жидкого чугуна. Происходит стремительный процесс плавление шихты и все примеси очень активно окисляются.
И при невысоких рабочих температурах фосфор, кремний, марганец, углерод и другие примеси очень активно окисляются и переходят в шлак.
Однократного скачивания шлака достаточно, чтобы получить качественную сталь. Но иногда, к примеру, если обрабатывается фосфористый чугун, то скачивание шлака проводится по несколько раз.
Кислый мартеновский процесс
Реализуется с помощью высокочистой шихты, он способен давать сталь с очень низким содержанием неметаллических примесей, того же водорода или кислорода. Именно из-за слишком больших требований к чистоте шихты кислый процесс применяется не так часто.
Такой метод плавления работает с применением кислого шлака, а это исключает возможность убрать с металла фосфор, серу и другие опасные вещества. Работа в кислой печи требует применения чугуна с количеством примесей не более 0,025%.
В этом случае металлический лом заранее перерабатывается в основных печах, откуда он в жидком виде переливается ковшом в кислую мартеновскую печь. Благодаря использованию двух печей (основной и кислой), подобный процесс часто называют дуплекс-процессом.
Получаемая в результате сталь отличается высокими механическими свойствами, обладает хорошей пластичность, вязкостью и применяется исключительно для изготовления важнейших и ответственных деталей в технике – роторов турбин, валов больших двигателей, в производстве артиллерийских установок.

Двухванный сталеплавильный агрегат
Еще одна разновидность мартеновской печи, имеющей две ванны, соединенные между собой каналом для перехода материала из одной емкости в другую. Процесс стальной выплавки происходит следующим образом:
- В одной ванне залит чугун и проводится его продувка кислородом.
- В это же время во второй ванне проводится завалка и подогрев шихты в твердом виде, для чего используются уходящие из первого резервуара горячие газы.
- Постепенно процесс меняется и ванны также выполняют функции предыдущих.
При определенном количество чугуна в шихте (больше 65%) двухванная печь начинает работать без расхода топлива, чем-то копируя кислородный конвертор.
В качестве заключения стоит сказать, мартеновский способ производства стали в свое время стал настоящим прорывом и помог мировой индустрии совершить значительный рывок.
Сейчас доля его использования в мировой металлургии не превышает 2–3%, так как современные методы выплавки (тот же конвертерный процесс) гораздо более эффективны. Правда, в некоторых странах, он все еще занимает до 50% от всех объемов производства.
Видео по теме: Устройство мартеновских печей
Особенности производства стали
Сталь – это прочный материал и основной конструкционный материал для машиностроения. Он представляет сплав железа с углеродом, содержание которого в структуре составляет 0,01–2,14%. В состав также входят в незначительных количествах кремний, марганец и сера. Этот материал обладает исключительными механическими свойствами: твердостью и ковкостью, благодаря им он считается основным конструкционным материалом в машиностроении. Трудно представить, что могло бы заменить материал. Но активное развитие производство стали и других металлов. Из стали изготавливаются самые разнообразные изделия – от канцелярских скрепок до станин многотонных прессов и обшивки корпусов морских судов.
Процесс производства
Производится сталь плавкой. Исходным сырьем служат чугун, лом самой стали или чугуна, окатыши, флюсы и ферросплавы.
Сам чугун по природе – недостаточно твердый и хрупкий материал, поэтому имеет ограниченное применение.
Однако, он незаменим в качестве сырья для получения стали. Суть плавки состоит, в случае применения передельного чугуна, в снижении процентного содержания углерода в нем до требуемого уровня.
Выводятся не предусмотренные в конечной рецептуре примеси. Традиционный состав шихты представляет 55% чугуна и 45% стального лома (скрапа). Существует также рудный процесс, когда к компонентам добавляется рудный материал или скрап-процесс для переработки отходов машиностроительного производства.
Чтобы в процессе плавки примеси и углерод легче выводился из состава компонентов, они переводятся в газы и шлак. В первую очередь при взаимодействии чугуна с кислородом железо окисляется, образуя закись железа FeO.
Одновременно окисляются C, Si, Mn и P, при этом происходит отдача кислорода оксидом железа химически активным примесям. К массе шихты добавляют флюс для лучшего растворения металла: известняк или известь, боксит. В качестве топлива используют каменноугольную пыль, жидкий мазут, природный или коксовый газ.
Особенности процесса
Процесс производства стали происходит последовательно в три этапа.
Первый этап – расплавление породы. На этапе его проведения формируется расплав в ванне и окисляется металл, отдавая одновременно кислород кремнию, фосфору и марганцу.
Одна и главных задач этого этапа – удаление фосфора. Для ее осуществления требуется сравнительно невысокая температура и присутствие в достаточном количестве FeO. При взаимодействии ингредиентов фосфорный ангидрид образует с оксидом железа нестойкое соединение (FeO)3 + P2O5.
Присутствие в шлаке более стойкого основания СаО вызывает замещение FeO. В результате оно связывает фосфорный ангидрит в другое соединение (CaO)4 х P2O5 + 4 Fe, чего и требовалось добиться.
Чистый Fe высвободился в расплаве, а фосфор образовал шлак, который удаляется с зеркала металла и утилизируется за ненадобностью. Поскольку фосфорный ангидрид преобразует состав шлака, процесс должен идти непрерывно.
Поэтому FeO должен непрерывно пополняться за счет загрузки новых партий железной руды и окалины, наводящих в расплаве железистый шлак.
Особенности второго этапа
Технология производства стали на втором этапе называется кипением стали. Основное назначение заключается в процентном снижении содержания углерода за счет окисления. FeO + C = CO + Fe.
Реакция окисления происходит более интенсивно при кипении и сопровождается поглощением тепла. Поэтому необходимо создавать постоянный приток тепла в ванну, а также для выравнивания температуры в расплаве.
При такой реакции окисления интенсивно выделяется газ оксида углерода CO, что вызывает бурное кипение в жидком агрегатном состоянии, по этой причине процесс называют кипением. Чтобы излишки углерода интенсивнее преобразовывались в окись, производство качественной стали предусматривает вдувание чистого кислорода и добавление в расплавленную структуру окалины. Поэтому таким важным является качество сырья для производства стали. Все исходные материалы проходят щепетильную проверку.
Немаловажным на этом этапе является вывод серы, благодаря чему повышается качество конечной стали. Используемая в компонентах сера, присутствует не в прямом виде, а в форме сульфида железа FeS.
При высоких температурах компонент также взаимодействует с оксидом СаО, образуя сульфид кальция CaS, который растворяется в шлаке, не соединяясь с железом. Это позволяет беспрепятственно выводить сульфид за пределы ванны.
Конвертерное производство сталиРаскисление
Третий этап – раскисление металла. После добавления кислорода (на предыдущем этапе) требуется снизить его содержание в чистой стали. Использованием О2 удалось добиться окисления примесей, но его остаточное присутствие в конечном продукте снижает качественные характеристики металла. Требуется удалить или преобразовать окислы FeO, связав кислород с другими металлами.
Для этого существуют два метода раскисления:
При диффузионном методе в расплавленный состав вводят добавки: алюминий, ферромарганец и ферросилиций. Они восстанавливают оксид железа и переводит в шлак. В шлаке оксид распадается и высвобождает чистое железо, которое поступает в расплав. Второй высвободившийся элемент – кислород улетучивается в окружающую среду.
Осаждающий метод предусматривает введение добавок, имеющих большее сродство с кислородом, чем Fe. Происходит замещение этими веществами железа в окисле. Они, как менее плотные, всплывают и выводятся вместе со шлаком.
Процесс раскисления продолжается при затвердевании слитка, в кристаллической структуре которого оксид железа и углерод взаимодействуют. В результате чего вместе с пузырьками азота, водорода он выводится.
Чем больше при раскислении выводится включений различных металлов, тем выше ковкость получаемой стали. Для проверки раскаленный кусок металла подвергают ковке, на нем не должны образовываться трещины. Такая проверка пробы говорит о правильном проведении процесса раскисления.
В зависимости от степени раскисления специалисты могут получить:
- спокойную сталь полного раскисления;
- кипящую раскисленную не полностью сталь, когда процесс выведения пузырьков угарного газа СО продолжается в ковше и изложнице.
Для получения легированных сталей с добавками некоторых металлов в расплавленный металл добавляются ферросплавы или чистые металлы. Если они не окисляются (Ni, Co, Mo), то такие добавки могут вводиться на любом этапе плавки. Более чувствительные к окислению металлы Si, Mn, Cr, Ti добавляют в ковш или, что обычно и происходит, в форму для отливки металла.
Существуют основные способы получения стали в сталеплавлении.
Мартеновский способ
Этот способ применяется для производства сталей высокого качества, применяемых в особо ответственных деталях машинах и точных механизмах.
В свое время он заменил трудоемкие и малопроизводительные тигельную и пулдинговую плавки, применявшиеся ранее.
Емкость загрузки одной отражательной печи, используемой при этом методе, достигает 500 тонн. Особенностью мартеновского способа является возможность переплавки не только передельного чугуна, но и металлургических отходов, металлического лома.
Температура нагрева жидкой стали достигает 2 тыс. градусов. Этот результат достигается специальной конструкцией мартеновской печи:
- применением дополнительного тепла регенераторов, получаемого сжиганием коксовального или доменного газа в струе горячего воздуха;
- отражения от свода закачиваемого газа в результате сгорание топлива в нем происходит над ванной с металлом, что способствует быстрому нагреву содержимого;
- применением реверсирования нагревающего потока.
Мартеновская печь состоит из следующих элементов:
- рабочего пространства с огнеупорной футеровкой стенок и завалочными окнами;
- подины (основания) из магнезитового кирпича;
- свода печи;
- головки печи;
- шлаковика для выведения пыли;
- регенератора с перекидными клапанами.

Процесс плавки занимает от 4 до 12 часов. С целью ускорения процесса плавки объем закачиваемого кислорода превышает потребности, что повышает производительность плавки на 20–30%.
Конвертерный метод
В конверторах выплавляют сорта стали для производства автомобильного листа, инструментальной стали сварных конструкций и других стальных заготовок. По качеству они уступают мартеновскими применяются для изготовления менее ответственных изделий.
В них содержится больше примесей, чем при мартеновском изготовлении. Благодаря высокому объему загрузки одной печи до 900 тонн, способ считается самым производительным, поэтому получил широкое распространение.
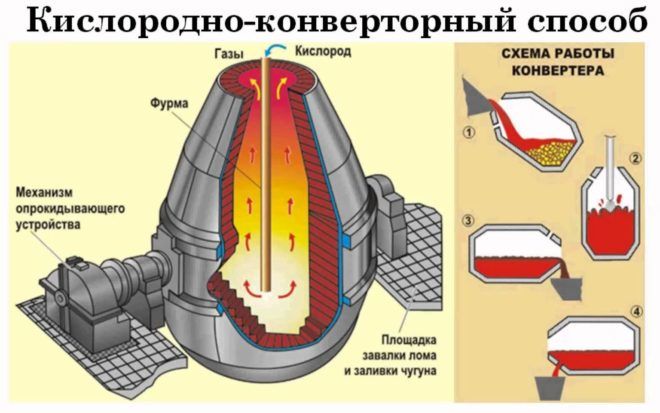
Производство стали и другого вида металла этим методом основано на продувке жидкого чугуна воздухом или кислородом под давлением 0,3–0,35 МПа, при этом металл разогревается до 1600 градусов. Плавка скоротечна и длится до 20 минут. За это время происходит окисление углерода, кремния и марганца, содержащихся в сырье, которые извлекаются из ванны с расплавом шлака.
Конвертер представляет сосуд ретортообразной (грушевидной) формы, состоящий из стальных листов с футеровкой изнутри. Для заливки чугуна и выпуска готовой стали используется одно отверстие, в него также загружается чугун и скрап.
Рождение сталиВместе с ними загружаются шлакообразующие вещества: известь и бокситы. Корпус охвачен опорным кольцом, прикрепленным к поворотным цапфам. С их помощью сосуд наклоняется и через это отверстие – летку выливается готовая сталь. Нижняя продувка осуществляется через сквозные отверстия (фурмы), сделанные в днище печи.
Исторически повелось, что используемый везде способ называется томасовским, бессемеровским. В прошлом веке преобладающим стал мартеновский процесс. Нагрев регенератора осуществляется продувкой печных газов, после чего он нагревается холодный воздух, поступающий на расплав.
В современных конструкциях чаще применяют верхний способ, при котором продувка на огромной скорости осуществляется через опускаемые к поверхности металла сопла. В России преимущественно используется именно верхняя продувка печей.
Находясь под струей воздуха, чугун интенсивно окисляется в зоне контакта. Поскольку его концентрация значительно больше других примесей, преимущественно образуется оксид железа. Но он растворяется в шлаке. Поэтому металл обогащается выделяемым кислородом.
Окисляются C, Cr и Mn, снижая процентное содержание в структуре металла. Окисление сопровождается выделением тепла. Благодаря присутствию шлаков СаО и FeO до разогрева происходит выведение фосфора в самом начале продувки.
Шлак с ним сливается и наводится новый. Производство стали сопровождается экспресс-анализами и контролем текущих изменений приборами контроля, вмонтированных в печь. Содержание фосфора в чугуне не должно превышать 0,075%.
Кислородно-конвертерный способ получения стали
Производство стали сегодня осуществляется в основном этим способом. На долю кислородно-конверторного производства совсем недавно приходилось до 60% мирового производства стали.
Однако, этот процент снижается в связи с появлением электродуговых печей (ЭДП). Продувка печей осуществляется чистым кислородом (99,5%) под высоким давлением.
Продукт кислородно-конвертерной печи представляет сталь с заданными химическими свойствами. Она поступает в машину непрерывного литья заготовок (МНЛЗ), где материал застывает в форме блюма или плиты. Для получения определенных жестких параметров металл подвергается вторичной переработке.
Электросталеплавильный способ
Производство стали электрической плавкой обладает рядом неоспоримых преимуществ. Этот способ считается основным при выплавке высококачественных легированных сталей.
Достигаемая при этом высокая температура позволяет выплавлять стали, содержащие тугоплавкие металлы:
Высокое качество достигается практическим отсутствием в сталях фосфора, серы и кислорода. Этот способ также применяется для производства широкой номенклатуры строительных сталей.
Выделение тепла не связано с потреблением окислителя, а происходит в результате преобразования электрической энергии в тепловую. Она выделяется при прохождении электрической дуги или наведения вихревых токов. В зависимости от принципа работы печи подразделяются на электродуговые и индукционные.
Электродуговая печь способна принять одновременно от 3,5 до 270 тонн сырья:
- жидкой стали из конвертеров;
- скрапа;
- железной руды.
Она имеет несколько электродов из графитосодержащего материала, к которым подводится электрическое напряжение. Время плавки составляет до 1,5 часа, при этом температура дуги достигает 6 тыс. градусов.
Особенности электроиндукционных печей
В электроиндукционных печах сталь выплавляют в небольших по объему (4,5–60 тонн) емкостях, именуемых огнеупорными тиглями. Вокруг тигля располагается индуктор, состоящий из большого количества витков провода.
При прохождении переменного тока внутри индуцируются вихревые токи большой силы, вызывающее плавление содержимого тигля. Электромагнитные силы одновременно перемешивают расплав стали. Продолжительность плавки в таких печах не превышает 45 мин.
Электросталеплавильный способ производит мало дыма, пыли и меньше излучает световой энергии. Однако, высокая стоимость электрооборудования при малой вместительности ограничивает применение этого способа.
Помимо рассмотренных вариантов, существуют не только основные способы производства стали. В современном сталеплавлении используется плавка в вакуумных индукционных печах и обогащение процентного содержания железа в окатышах плазменно-дуговым переплавом.
Виды получаемых сталей по химическому составу
Производимая этими методами сталь делится, в зависимости от химического состава, на две большие группы:
Процентное содержание элементов в углеродистой стали:
| Наименование | Fe | С | Si | Mn | S | P |
| Содержание в процентах | до 99,0 | 0,05–2,0 | 0,15–0,35 | 0,3–0,8 | до 0,06 | до 0,07 |
В углеродистых сталях прочность недостаточно сочетается с пластичностью. Недостаток устраняется введением добавок других металлов, такая сталь называется легированной.
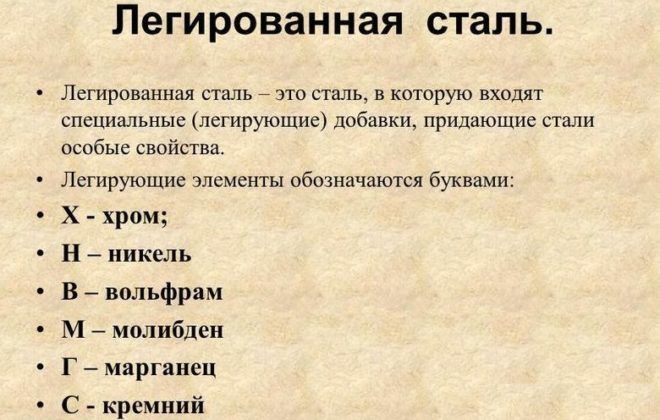
Согласно ГОСТ 5200 выделяют три группы легированных сталей с допустимым содержанием примесей:
- низколегированная не более 2,5%;
- среднелегированная в диапазоне 2,5–10%;
- высоколегированная свыше 10%.
С каждым годом способы плавки усовершенствуются благодаря вводу в строй нового высокотехнологичного оборудования. Это позволяет получать в сталелитейной промышленности высококачественные стали с оптимальным содержанием добавок и металлов.
Производство стали в электрических печах

В настоящее время выплавку стали производят в дуговых и индукционных электропечах, причем преимущественное распространение имеют дуговые электропечи.
В электропечах можно получать более высокие температуры по сравнению с другими печами (до 2000°).
В процессе плавки отсутствует непосредственное соприкосновение, жидкого металла с печными газами. Эти особенности электроплавки дают возможность:
получать более высококачественный металл, содержащий меньше вредных примесей — кислорода, серы и фосфора, а также неметаллических включений;
выплавлять любые сорта стали с содержанием заданного количества различных элементов, таких, как хром, никель, ванадий, и даже таких тугоплавких, как вольфрам и молибден.
Электросталь обладает наилучшими свойствами по сравнению со сталью, получаемой другими способами (мартеновской, бессемеровской, томасовской).
Все возрастающая потребность в высококачественном металле для инструментов и деталей вызвала быстрое развитие производства электростали.
В Директивах XX съезда КПСС предусматривалась организация производства электростали дуплекс-процессом в конвертерах и электропечах, обеспечивающих высокое качество стали и уменьшение расхода электроэнергии.
Дуговые электропечи
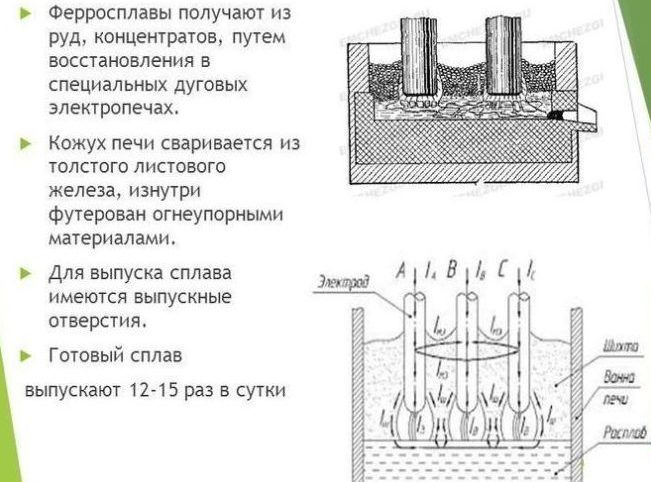
Дуговые электропечи применяют в настоящее время также для выплавки ферросплавов (феррохрома, ферровольфрама, феррованадия, ферромолибдена и др.), т. е. сплавов, богатых хромом, вольфрамом, ванадием, молибденом и т.д.
Ферросплавы добавляют в шихту при выплавке различных сортов стали сложного состава.
Дуговая электропечь представляет собой железный кожух, выложенный внутри огнеупорным материалом. Электроды угольные или графитовые проходят через свод печи. С помощью специального приспособления печь может поворачиваться на определенный угол. Это облегчает удаление из нее шлака и разливку стали. Емкость современных дуговых электропечей доходит до 80—100 т.
Рабочее напряжение печи 95—220 с. Расход электроэнергии при работе на твердой шихте составляет 600—1000 квт-ч на 1 т готовой стали.
В зависимости от состава футеровки электропечи могут быть кислыми — с динасовой футеровкой и основными — с доломитовой футеровкой. Основные печи наиболее распространены.
В электропечах экономически целесообразно производить выплавку стали из стального лома с добавкой небольшого количества чугуна.
Обычно (кроме случая переплавки отходов легированной стали) при плавке в основной электропечи различают те же пять периодов, что и в мартеновской печи:
Во время периода кипения окисление углерода и других примесей происходит в основном за счет кислорода железной руды, добавляемой в печь.
Значительное количество серы и фосфора удаляется из печи вместе со шлаком.
Раскисление и доводка (или рафинирование) производится под шлаком, который чаще всего состоит из извести, плавикового шпата и кокса.
Введение в сталь легирующих элементов для получения нужного химического состава производится во время обработки ее шлаком.
Когда сталь приобретает заданный состав, ее выпускают из печи в ковш.
Читайте также: