Электрон 125 сварочный аппарат схема
Обновлено: 28.09.2024
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Загрузить Схема сварочного аппарата на тиристоре. PDF
Сварочный инвертор на быстродействующем тиристоре.
Схема - копия промышленного сварочного аппарата "Электрон 125"
Принципиальная электросхема, описание работы, спецификация, намоточные данные
5 c.
Формат: PDF
Оглавление:
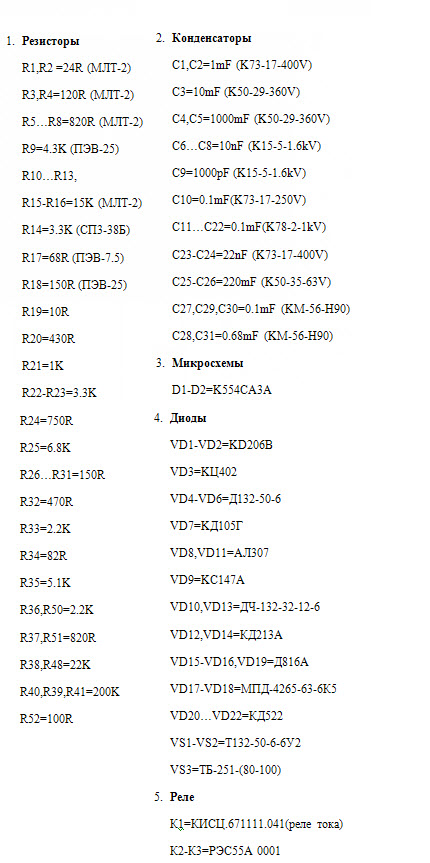
Спецификация
1. Резисторы
2. Кондексаторы
3. Микросхемы
4. Диоды
5. Реле
6. Намоточные данные
Описание работы схемы
ВН�?МАН�?Е!
Вся информация, которая размещается на сайте носит ознакомительный характер. Мы стремимся к тому, чтобы Вы получали только достоверную, максимально полную и точную информацию. Но мы не исключаем, что некоторая информация может со временем утратить свою актуальность, допускаем возможность ошибок в содержании.
�?нформация на сайте размещается в исходном виде. Мы не даем гарантии на полноту и актуальность информации. �?нформация предоставляется также без каких-либо других явно или неявно выраженных или предполагаемых гарантий.
Администрация сайта оставляет за собой право, не уведомляя пользователей и посетителей ресурса, вносить изменения в контент.
Администрация сайта не несет ответственности за информацию, предоставленную пользователями.
На сайте есть ссылки на сторонние ресурсы (сайты), на которые мы не имеем никакого влияния. Ссылки на другие ресурсы предназначены для того, чтобы пользователю было удобнее искать информацию по схожей тематике. Мы не несем ответственности за содержание других сайтов (контент), за их доступность пользователям.
Нет и не может быть таких обстоятельств, при которых владелец (администрация) сайта будет нести какую-либо ответственность перед какой-либо стороной за прямой, непрямой или косвенно причиненный ущерб из-за использования информации, находящейся на страницах этого сайта, или информации на том сайте, на который имеется гиперссылка с этого ресурса. Ни при каких обстоятельствах мы не будем нести ответственность за возможную, но упущенную выгоду, потерю программ или данных, приостановку вашей хозяйственной деятельности и в аналогичных случаях, даже если будем явно проинформированы о большой вероятности подобного ущерба.
�?нтернет не обеспечивает надежной защиты данных и информации, поэтому не несет и не может нести ответственность за информацию, которую получают пользователи из �?нтернета.
Посещая данный сайт и используя его контент в своих целях, Вы прямо выражаете свое согласие с данным «Отказом от ответственности» и принимаете всю ответственность на себя.
Администрация сайта в любое время может и имеет право вносить изменения в эти правила. Они вступают в силу безотлагательно с этого момента. Если Вы продолжаете пользоваться сайтом после того, как в «Отказ от ответственности» внесены изменения, значит - Вы автоматически согласились на соблюдение обновленных правил.
Владельцы и создатели данного ресурса не несут ответственности за содержание ссылок, за их использование и за информацию, размещенную на данном сайте, как не несут ответственность за игнорирование пользователями коммерческого статуса того программного обеспечения, на которое ведут ссылки с этого сайта.
Авторское право и право на товарный знак
Мы стремимся соблюдать авторские права других собственников и использовать собственные или не требующие лицензирования материалы. Загрузка и копирование текстовых материалов, изображений, фотографий или иных файлов с нашего сайта допускается только для личного, некоммерческого использования. Поскольку содержимое этого раздела сайта создается из открытых общедоступных и бесплатных источников. Если вам стало известно об авторском праве на какой-либо материал на сайте, пожалуйста, сообщите нам. После уведомления о нарушениях, мы удалим такое содержимое немедленно.
Электрон 125 сварочный аппарат схема
Совет:
По виду сгоревшего резистора - он выгорел быстро. Т.е. первоначальная причина вероятнее не в нём, а он возможно после перегрузку взял на себя. Так что имейте это ввиду при ремонте.
Эта схема у меня есть. Она не соответствует. Это разные схемы. В предложенной Вами схеме два компоратора, а у меня один корпоратор, и нумерация резисторов не подходит.
Эта схема у меня есть. Она не соответствует. Это разные схемы. В предложенной Вами схеме два компоратора, а у меня один корпоратор, и нумерация резисторов не подходит.
Да не видно что "сгорел", почернел - да. Обычно, когда "сгорел" - слетает с сопротивления Все - "белеет" (до основы - асбест?)
Проследите цепи проводов с обоих концов резистора, куда идут. Нарисуйте на бумаге. Затем на схеме можно попытаться найти похожий на этот участок. В итоге определится номинал резистора по схеме.
Возможно вам и не потребуется старая схема.
Там весь жгут проводов идёт, да и по монтажной схеме разобраться в принципиальной схеме проблематично и долго. В этом случае проще принципом научного торканья. Напряжение, подходящее к резистору, я знаю, мощность его тоже знаю. Если он грелся, то ток должен идти приличный. Можно расчитать сопротивление или на половину мощности или на четверть мощности резистора, а дальше подгонкой. Но в этом случае есть риск чего-либо сжечь.
Да понятный пень, что резисторы так просто не горят.
Что-то ещё там сдохло.
Сгоревший резистор похож на МЛТ-0,25. Но из-за низкого разрешения фотки разобрать трудно. А причиной тому могло быть что угодно - например, сгоревшие компараторы. Вот если посмотреть на ту схему, что "не соответствует", можно заметить, что резисторы мощностью 0,25 находятся главным образом в цепи компараторов. Вероятный номинал - единицы килоом.
А издалека ещё труднее!
Резистор звонится? В смысле показывает сопротивление при измерении омметром (разумеется, в отпаянном состоянии)? . скорее всего - нет.
Да понятный пень, что резисторы так просто не горят.
Что-то ещё там сдохло.
Сгоревший резистор похож на МЛТ-0,25. Но из-за низкого разрешения фотки разобрать трудно. А причиной тому могло быть что угодно - например, сгоревшие компараторы. Вот если посмотреть на ту схему, что "не соответствует", можно заметить, что резисторы мощностью 0,25 находятся главным образом в цепи компараторов. Вероятный номинал - единицы килоом.
А издалека ещё труднее!
Резистор звонится? В смысле показывает сопротивление при измерении омметром (разумеется, в отпаянном состоянии)? . скорее всего - нет.
Самодельные сварочные аппараты 2
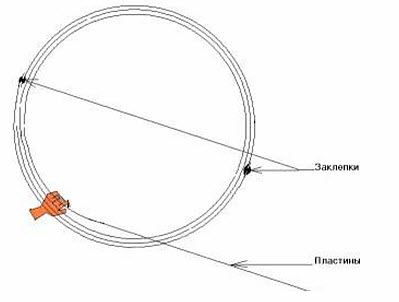
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08. 0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
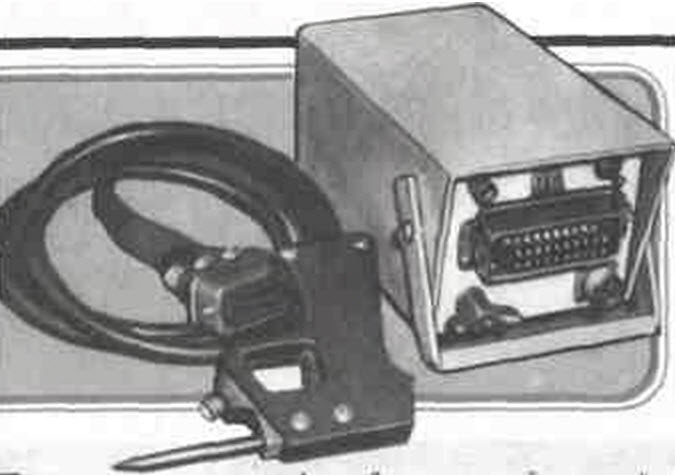
Переносной сварочный аппарат для точечной сварки
Внешний вид сварочного аппарата показан на 3-й с. вкладки (вверху). Масса силового блока аппарата - около 8 кг, габариты-225х135Х120 мм. Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.
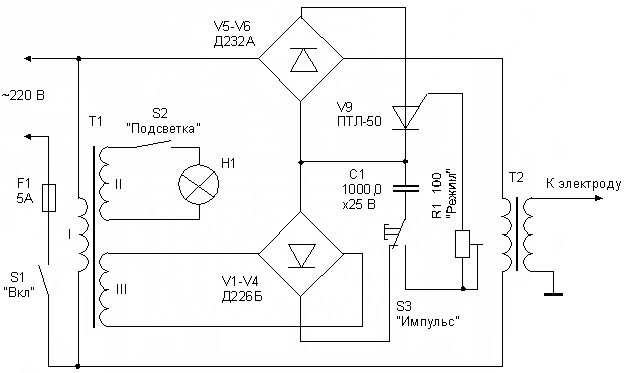
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //). Аппарат работает следующим образом. При замыкании контактов выключателя S1 "Вкл." напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 "Импульс" к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт. При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2. Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла а точке касания сварочного электрода. Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса tи (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с. За это время ток во вторичной обмотке может достигать 300. 350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т. Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1. Оптимальный режим сварки устанавливают подстроечным резистором R1 "Режим". Конструктивно сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема. На шасси силового блока размещены почти все элементы устройства. Конструкция шасси и его основные размеры показаны на рисунке.
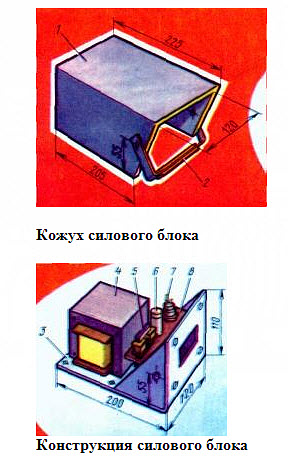
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8. К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7. На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения -более массивной из свариваемых деталей. Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски. Устройство сварочного пистолета показано на рисунке.
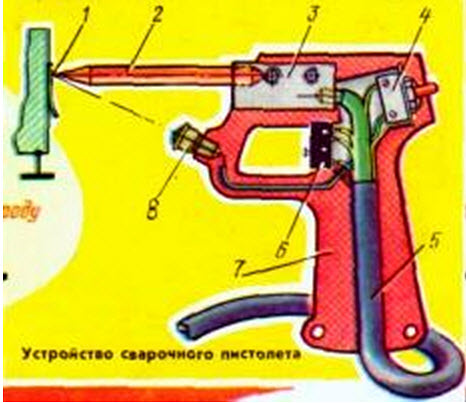
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2. лампа 8 подсветки с кнопочным выключателем 4 "Подсветка", микропереключатель 6 "Импульс". Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм кв. Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода. Держатель изготавливают из медного бруска прямоугольного или квадратного сечения. Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1. 1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем. Монтаж пистолета начинают с разделки кабеля. Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки. Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке). В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки - от настольной лампы. На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля. Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм (в описываемой конструкции эта обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно). Такого же сечения изготовляют "заземляющий" соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2. 2,5 м. Трансформатор Т1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8. 10 В (для заряда конденсатора С1) и 3. 6 В (для питания лампы). В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку /, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку //-330 витков провода ПЭВ-2 0,3 и обмотку ///-350 витков провода ПЭВ-2 0,2. Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора Т2, монтируют на шасси без изоляционных прокладок. При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином. В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2. Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое. Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания. Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10. 12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей. В точках сварки на фольге должны остаться отверстия диаметром 0,5. 0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него. Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором "Режим". При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод. Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12. 15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом.
В первую очередь "заземляют" кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь. Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на "спусковой крючок" пистолета (на кнопку микропереключателя), через 1. 1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки. При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности. В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6. 8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм. Очень хорошо такие проводники привариваются к любым луженым и посеребренным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса. Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода. Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5. 0,7 мм необходим трансформатор сечением магнитопровода не менее 65. 70 кв.см. Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62. 1,7 мм, а вторичная - 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400. 1800 А). Диаметр электрода нужно увеличить до 18. 20 мм. При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50. Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5. 0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток. Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
В. Папенин, г..Санкт-Петербург
Тороидальный сварочный трансформатор из доступных материалов
Многие сварщики любители мечтают о тороидальном сварочном трансформаторе. Ведь давно известно что массогабаритные характеристики у тороидов намного лучше чем у Ш и П образных трансформаторов. Так при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие любители не берутся изготовить такой трансформатор это отсутствие железа. Данная статья поможет найти выход из данной ситуации. Конструкция предполагает изготовление тороидального трансформатора из отслужившего свой срок промышленного сварочного трансформатора. Для этого он разбирается и из пластин размерами 90х450мм. собирается бублик. Нужная площадь сердечника зависит от количества пластин. В принципе пластины можно использовать от старых ламповых цветных телевизоров. Трансформатор ТС270, ТСА310 разбирают, П-образные сердечники ударом молотка разбивают на пластины, которые на наковальне выправляют. Для изготовления бублика, необходимо для начала склепать обруч из пластин, внешним диаметром 260мм. Затем внутрь обруча вставляют первую пластину, придерживая ее рукой, чтобы она не раскрутилась встык к ней вторую и т.д. до получения внутреннего диаметра бублика 120мм
Если бублик делается из трансформаторов ТС270 то диаметр необходимо пересчитать для достижения необходимой площади сечения. Можно рекомендовать изготовить два бублика и сложить их вдвое, в этом случае внешние и внутренние диаметры бублика можно оставить без изменения. Края тороида обрабатываются напильником. Из электрокартона изготавливаем два кольца внешним диаметром 270 внутренним 110мм. и полоску шириной 90мм. Прикладываем заготовки из электрокартона к бублику и обматываем изолентой на тканной основе, можно обмотать тесьмой от петлей размагничивания кинескопов. Первичная обмотка мотается проводом ПЭВ-2 диаметром 2,0мм, количество витков рассчитанных на 220 вольт примерно равно170, это во многом зависит от плотности сборки пластин. Точное количество витков можно проверить экспериментальным способом. Подключаем последовательно с первичной обмоткой трансформатора, амперметр рассчитанный на измерение переменного тока на 10-20 ампер. Если ток холостого хода будет больше 1-2х ампер то необходимо домотать витки, если меньше то можно отмотать. Вторичная обмотка мотается проводом ПВ3 сечением 15-20мм. 30 витков. Третья обмотка содержит так же 30 витков и намотана проводом МГТФ 0,35. Между слоями прокладываем изоляцию из тесьмы. После испытания трансформатора можно приступить к изготовлению схемы управления.
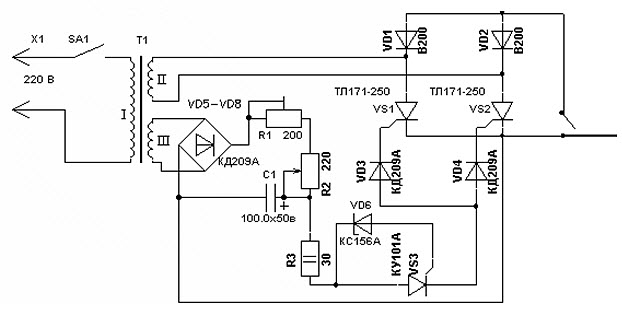
Она представляет собой фазовый регулятор тока. Переменное напряжение снятое с третьей обмотки трансформатора выпрямляется мостом на диодах VD5-VD8. Положительной полуволной через резисторы R1,R2 заряжается конденсатор C1. Когда напряжение достигнет примерно шести вольт происходит пробой аналога низковольтного динистора собранного на стабилитроне VD6 и тиристоре VS3 и через диод VD3 открывает тиристор VS1, емкость C1 при этом разрежается. То же самое происходит при отрицательной полуволне, только открывается диод VD4 и тиристор VS2. Резистор R3 служит для ограничения тока через аналог динистора. Налаживание заключается в подстройке резистором R1 необходимой зоны регулирования сварочного тока. В качестве SA1 можно использовать любой автомат на 25 ампер. Вместо VD3-VD8 диоды КД202В-КД202М или любые на ток более 0,7 ампер и напряжение 70 вольт. Вместо КУ101А можно использовать КУ201-КУ202. Резисторы R1,R2 на мощность не менее 10 вт. C1 типа К50-6. VD1,VD2,VS1,VS2 на ток 160-250 ампер с любой группой по напряжению. Их необходимо установить на радиаторы с площадью охлаждения не менее 100кв.см. Обмотка 3 трансформатора рассчитана на напряжение 40 вольт, а вторичную обмотку можно домотать, если возникнет необходимость повысить сварочный ток.
Инверторный сварочный аппарат на тиристоре
Предлагаю принципиальную схему сварочного аппарата на быстродействующем тиристоре. Схема является копией промышленного сварочного аппарата "Электрон-125". Мощность достаточна , чтобы варить электродом диаметром 3 мм, в большинстве случаев этого достаточно.
Диаппазон регулирования сварочного тока, А . 40 - 125.
Напряжение холостого хода ,В . не более 90.
Коэффициент полезного действия , % . не менее 60.
Частота преобразования - около 4 kHz.
Регулирование выходной мощности осуществляется изменением частоты генератора, выполненного на аналоге однопереходного транзистора VT1 и VT2. Схема вполне работоспособна , но есть свои небольшие проблемы: cхема издаёт неприятное пищание, в режиме холостого хода часто щёлкает реле К2 , которое срабатывает при превышении U холостого хода на выходе.
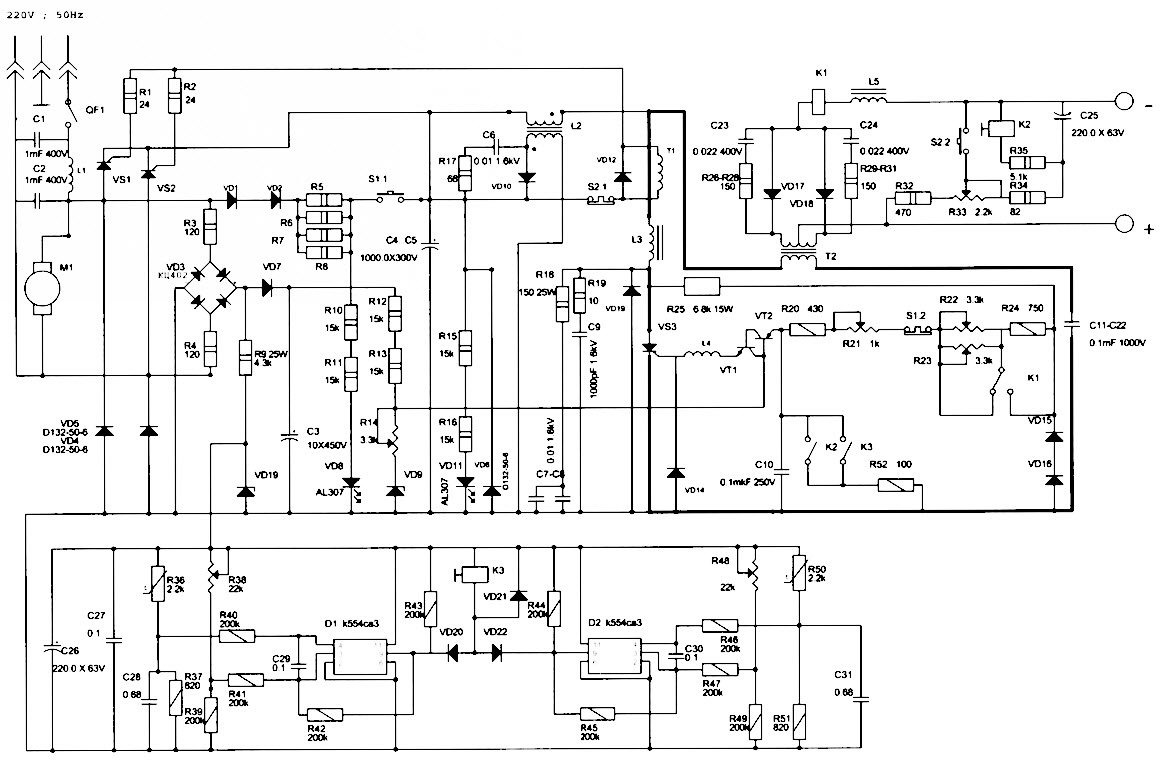
Описание работы схемы
Импульсный преобразователь выполнен на быстродействующем тиристоре VS3. Генератор открывающих импульсов ,как уже писалось выше, выполнен на VT1 и VT2. Запускается преобразователь кнопкой S1. При этом, медленно , через резисторы R5-R8 происходит заряд батареи конденсаторов С4-С5. Светодиод VD11 показывает процесс заряда. В это время генератор импульсов не работает , так как разомкнута пара S1.2. При нажатии кнопки , запускается генератор , открывается тиристор , насыщается Т2 (для снижения скорости нарастания , по-видимому, служит L3 ) .Цепь выделенная жирным представляет собой колебательный контур , состоящий из Т2 , С11-С22 и включенного последовательно тиристора. Когда направление тока в контуре меняется на противоположное , через диод VD19 протекает ток ,тиристор шунтируется диодом и закрывается. Через Т1 импульсы открывают тиристоры VS1 , VS2 и в работу включается мощный мостовой выпрямитель. Токовое реле К1 срабатывает в момент начала сварки , закорачивая R24 и увеличивая частоту преобразования. К2 - реле, срабатывающее при превышении напряжения холостого хода на выходе, резистором R33 устанавливается порог срабатывания реле .К3 - термореле , срабатывающее при перегреве тиристора VS3 или диодов VD17 и VD18. Схема состоящая из L2, C6, R17, VD10 какую функцию выполняет , я не знаю, но без нее схема тоже работает.
Т1= кольцо 28 x 16 x 10 , n=52 витка ПЭВ-2 диам. = 0.3 мм.
Т2= 5 сердечников ТВС-110ЛА намотка по обе стороны,
n1=16 витков , Q=10 , L = 0.3 mH
n2 = две обмотки по 4 витка
L2 n1 = ПЭВ-2 , D = 2 мм , Q = 30, L=4.05mH
n2=ПЭВ-2 , D=0.4 мм , Q=30 , L = 0.45 mH
L3 n = 5 витков (провод 4 кв.мм), Q=4.2 ,
L = 0.154 mH (4 кольца сложенных вместе из феррита)
L4 ПЭВ-2 , D = 0.3 мм , L = 0.04mH
L5 шл. образн. сердечник 25 х 10 окно 20 х 50, шина 4 х 2.5 (две в параллель),
n = 2х22 витка , L = 0.05mH , Q = 1.5
K1 - мотается отводом от L5 в виде бескаркасной катушки ,
внутри которой ставится геркон . D = 10 мм , n= 5 витков.
Просьба помочь. , Сгорел резистор, а родной схемы нет
![]()
Видно разных годов выпуска схемы отличаются
Задавая вопрос, необходимо знать ответ процентов на 70. В противном случае задавать его бессмысленно:
из ответа все равно ничего не будет понятно.
Если уже что нибудь не сгорело
Инспектор Бел Амор
Самая главная часть каждого оружия — есть голова его владельца! (С) Аркаша Дзюбин, фильм "Два бойца."
Читайте также: