Газовая сварка алюминия в домашних условиях
Обновлено: 04.10.2024
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила - блестящая, так как состоит преимущественно из алюминия, покрытие - белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
- - варить листовой алюминий;
- - алюминиевый профиль;
- - ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- - любые сварочные работы бочек или резервуаров;
- - сваривать токопроводящие шины;
- - и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Как варить алюминий полуавтоматом? Технология сварки с использованием защитного газа и присадочного материала
На поверхности алюминия всегда образуется оксидная плёнка, её нужно удалять, иначе варить металл будет крайне сложно, а полученная деталь будет низкого качества.
Чаще всего полуавтомат используют, когда нужно что-то наплавить или закрыть зазор.
У алюминия высокая теплопроводность, а работать с ним нужно при низких температурах.
Подготовка материала к сварке
Перед процессом нужно сделать следующее:
- отшлифовать поверхность;
- убрать налёт и оксидную плёнку: щётками, специальными машинками или флюсами;
- обезжирить поверхность ацетоном;
- расшить кромки (если толщина заготовки более 5 мм);
- края деталей обрезать под углом 30-45 градусов и обработать флюсом;
- чтобы детали не деформировались, их нужно заранее подогреть.
Технология сварки алюминия полуавтоматом
Соблюдаются следующие условия:
- Проволоку нужно подавать плавно, всегда впереди горелки.
- Горелку двигать всегда вдоль шва.
- Скорость работы — максимальная.
- Если при работе используются тонкие пластинки металла, нужно подложить под него нержавейку, чтобы не прожечь.
- Важно учитывать усадку металла: коэффициент его расширения выше, чем у других.
- Необходимо как можно точнее выставить параметры аппарата и скорость подачи присадочного материала.
- Использовать защитный газ — аргон или смесь аргона и гелия.
- После работы подождать, пока металл остынет и проверить качество соединения с помощью керосина.
- Обработать шов и придать ему эстетический вид.
Какой защитный газ используют
При работе на полуавтомате с алюминием рекомендуют использовать аргон или смесь аргона с гелием. Последнюю смесь применяют для заготовок с большим сечением.
В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Аргон создаёт защитный слой, который ослабляет воздействие атмосферного воздуха, следовательно, на шве будет меньше различных окисей.
Использование газа замедляет рабочий процесс, зато результат — высокое качество полученного шва.
Можно ли варить алюминий полуавтоматом без защитного газа
Иногда алюминий варят без газа, но чтобы вокруг металла была защитная среда, используют порошковую проволоку. Её испарения защищают металл от образования окисей.
Оборудование и его настройка
С алюминием можно работать на любом оборудовании, но чаще всего сварка этого металла проходит на импульсных или инверторных сварочных аппаратах.
Инвертор (ТИГ) работает на переменном токе высокой частоты, процесс сварки значительно дольше импульсного.
Полуавтомат для сварки алюминия должен соответствовать следующим требованиям:
- наконечник под алюминий должен быть на 0,2-0,3 мм больше, чем диаметр проволоки;
- проволока должна быть тоже алюминиевая;
- шланг не должен быть длиннее 3 метров, без скрученных участков;
- канал подачи лучше заменить на тефлоновый;
- механизм подачи сварочного полуавтомата оснастить 4 роликами с U-образными канавками.
Перед началом работы нужно правильно выставить рабочие режимы полуавтомата: напряжение, силу тока, скорость подачи сварочной проволоки, полярность и внимательно подобрать расходные материалы.
Приблизительные параметры для металла толщиной 2 мм: напряжение 15 В, сила тока 140-150 А.
Присадочный материал для работы
Присадочную проволоку, с помощью которой варят алюминий, производят по двум стандартам:
Важно использовать проволоку сразу после распаковки коробки. В открытой среде она хранится недолго. Воздух ухудшает её качественные характеристики и окисляет.
Техника безопасности при работе
Обязательно нужно соблюдать меры безопасности во время сварочного процесса:
- проверить технику и целостность электрических проводов перед работой;
- работать в специальной защитной одежде и маске;
- не варить на открытом воздухе под дождём;
- если процесс сварки идёт с защитным газом, отодвинуть баллоны минимум на 5 метров от места сварки.
Особенности и основные способы сварки алюминия: краткая технология и необходимое оборудование
Алюминий – один из самых популярных конструкционных металлов, чему способствует его достаточная прочность, малый вес, отличные показатели тепло- и электропроводности. Тем не менее сварка алюминия представляет собой достаточно сложный и трудоемкий процесс.
Особенности сварки алюминия
- наличием тугоплавкой оксидной пленки (стойкой к температурам до 2050℃) при более низкой температуре плавления основного вещества (660℃);
- мгновенным формированием оксидных пленок на каплях свежерасплавленного металла, что мешает их соединению друг с другом;
- необходимостью применения высоких сварочных токов для компенсации теплопроводности;
- высокой жидкотекучестью, а, следовательно, необходимостью оперативного охлаждения;
- склонностью к деформациям и растрескиванию при остывании.
Последний фактор обычно связан с наличием в структуре алюминия примесей в виде пузырьков газов, частиц щелочных и щелочноземельных металлов.
Ряд сложностей может возникнуть при определении марки алюминия или его сплава (например, с магнием, марганцем, кремнием), особенно если процентное соотношение веществ неизвестно.
Вне зависимости от выбранного типа сварки алюминия требуется выполнение очистных и подготовительных операций, которые должны снизить влияние вредоносных факторов в процессе сварки. К таким операциям относят:
- отбортовку тонколистовых заготовок и кромкование заготовок большой толщины;
- разрушение оксидной пленки в среде инертных газов, которое включает механическое удаление поверхностного слоя и обезжиривание металла;
- предварительный прогрев заготовок до температуры 250-400℃ (используется только в «горячих» методах сварки, зависит от толщины и формы заготовки);
- установка теплоотводящих прокладок, обеспечивающих равномерное и быстрое охлаждение заготовок в процессе сварки.
Кроме того, при восстановительном сваривании может проводиться обработка дефекта проникающими диагностическими составами для определения глубины и формы трещин, а также расчетных показателей шва. Кромки обнаруженных трещин, как правило, разделываются.
После выполнения этих действий приступают непосредственно к свариванию металла. По завершении работ соединение промывается проточной водой, со шва удаляются шлаки и прочие загрязнения.
Ручная сварка вольфрамовым электродом в среде аргона (TIG)
Сварка алюминия в среде защитного газа (помимо аргона, может применяться гелий) стала в последние годы самой популярной и востребованной технологией.
Швы, наложенные данным методом, мало подвержены тепловым и усталостным деформациям, они остаются прочными и эластичными в течение всего периода эксплуатации изделия.
Ручная сварка алюминия в защитной среде предполагает использование вольфрамовых электродов диаметром от 1 до 5 мм, а также присадочных прутков диаметром от 1 до 4 мм. Для окончательного разрушения остаточных оксидных пленок применяются сварочные аппараты переменного тока. Конкретные параметры операций по методу TIG можно определить из таблицы.
Технология достаточно доступна, а потому широко используется не только в промышленных, но и в бытовых условиях. Для получения качественного соединения алюминиевых заготовок требуется лишь набор оборудования, включающий газонагнетающую установку, и определенные профессиональные навыки. Вот несколько советов, которые помогут правильно наложить сварочные швы:
- Вольфрамовый электрод держат под углом 70-80° к рабочей поверхности, пруток – под прямым углом.
- Пруток ведут первым, двигать его следует отрывисто, с периодическим подъемом вверх. Электрод следует за ним, формируя общую сварочную ванну с металлом прутка. Следует исключить любые поперечные движения.
- Оптимальная длина сварочной дуги составляет 1,5-2,5 мм. Укорачивание дуги приводит к повышению температуры плавления, удлинение – к снижению.
- Подачу газа включают за 3-5 секунд до начала сварки, отключают через 5-7 секунд после ее окончания. Это позволяет исключить оксидирование незастывшего металла.
- Слишком интенсивная подача защитного газа не менее вредна, чем недостаточная. Она приводит к подсосу воздуха в зону сварки, что негативно сказывается на качестве швов.
Чтобы обеспечить эффективный теплоотвод, заготовку устанавливают на медный или стальной радиатор. Роль простейшего радиатора в бытовых условиях может играть свернутая проволока из металлов с высокой теплопроводностью.
При отсутствии такого охлаждения велик риск термических деформаций, искривления формы сварочной ванны и даже прожога заготовок.
Сварка полуавтоматом в среде аргона (MIG)
Полуавтоматические импульсные сварочные аппараты дают преимущество при работе с алюминием, так как генерируют серии импульсов, эффективно разрушающих поверхностные оксидные пленки. Кроме того, токи высокого напряжения «вбивают» в сварочную ванну капли металла прежде, чем на них успеют образоваться оксиды. Тем не менее при последующем плавлении и кристаллизации ванны не обойтись без защитного газа, роль которого традиционно играет аргон. Только в этом случае шов получится прочным, надежным и аккуратным.
При прочих равных условиях полуавтоматическое оборудование дает трехкратное преимущество в скорости сварки в сравнении с классическим TIG-методом, однако, требует применения более сложных и дорогостоящих технологических процессов. Кроме того, ручные швы, наложенные опытным сварщиком с использованием вольфрамового электрода и присадочного прутка, могут оказаться даже более качественными, чем швы, созданные полуавтоматом.
Полуавтоматическая сварка алюминия осуществляется постоянным током высокого напряжения с обратной полярностью. Одна из основных сложностей, связанных с этим процессом, заключается в равномерной и своевременной подаче мягкой алюминиевой проволоки в сварочную ванну. Чтобы избежать проблем, достаточно следовать нескольким простым правилам:
- для подачи алюминиевой проволоки необходимо использовать специальные наконечники с маркировкой «AL», иначе велик риск застревания материала ввиду его термического расширения;
- применять четырехроликовый подающий механизм, чтобы исключить вероятность возникновения петель и изгибов;
- скорость подачи должна быть достаточно высокой, так как проволока может начать плавиться еще до поступления в ванну.
Выбор конкретной марки проволоки и режима ее подачи диктуется составом алюминия или алюминиевого сплава, который будет свариваться, толщиной заготовок, режимом работы сварочного аппарата и способом обработки кромок. Зачастую первый фактор остается неизвестным, а, значит, подбирать материал приходится экспериментальным путем.
Электродуговая сварка покрытыми электродами (MMA)
Главное преимущество ручной электродуговой сварки покрытыми электродами – простота процесса и доступность оборудования. При сваривании алюминия она обычно используется в том случае, когда нет возможности реализовать MIG- или TIG-процесс, и только тогда, когда толщина заготовок составляет не менее 4 мм. Метод MMA обладает рядом существенных недостатков, среди которых:
- необходимость профессиональных сварочных навыков для создания ровного прочного шва;
- высокая вероятность образования пузырей в сварочной ванне;
- сильное разбрызгивание металла во время работы;
- сложности в удалении шлаков и загрязнений.
Обязательным условием при сварке алюминия покрытыми электродами является предварительный прогрев заготовок. В качестве основного инструмента используют несколько специфичные сварочные выпрямители с полого снижающейся внешней характеристикой. Для относительно тонких заготовок (4-6 мм) используются электроды диаметром 4 мм, более тонкие электроды не применяются.
Технология MMA предполагает такую последовательность действий:
- Заготовки закрепляются на рабочей поверхности с зазором в 1,5-2,5 мм, в случае необходимости проводится предварительная разделка кромок.
- Между покрытым электродом и основным металлом поджигается электрическая дуга длиной около 2 мм. Более длинные дуги при MMA-сварке алюминия не только замедляют плавление, но и способствую окислению сварочной ванны, а также увеличивают разбрызгивание металла.
- В процессе плавления электрода его основа примешивается к металлу сварочной ванны (15-35%), а плавящееся покрытие генерирует газовое облако, защищающее расплавленный алюминий от окислительного воздействия воздуха. Роль дополнительной защиты играют выбрасываемые шлаки.
- Электрод быстро перемещают в продольном направлении, так как скорость его плавления значительно выше, чем у непокрытых аналогов. Поперечные уклоны электрода должны быть сведены к минимуму.
- По мере удаления электрода металл кристаллизуется, формируя сварочный шов. Если происходит случайный обрыв дуги, в шве образуются непроработанные зоны – «кратеры».
Главными сферами применения MMA-метода стало бытовое и восстановительное сваривание технического алюминия, сплавов алюминия и магния (содержание Mg до 5%), силумина. Обязательным условием после проведения сварки является очистка и контроль качества шва.
Правда ли так надежна пайка алюминия проволокой? Давайте проверим
Сварить алюминий не так сложно, как вы думаете. Оказывается, вы можете сварить алюминий без всякой аргоновой сварки! Теперь, чтобы запаять детали из алюминия, будь то радиатор, рама велосипеда или ваша любимая кастрюля, не придется искать специализированную мастерскую и отдавать большие деньги. Теперь все можно спаять дома! Но так ли все надежно это соединение?

Соединение получается не хуже сварного. И уж точно надежней любой холодной сварки. Для достижения идеальных результатов нужна практика. Потратьте немного времени и потренируйтесь на любых обрезках алюминиевых труб и результат не заставит себя ждать.
Для сварки мне понадобилось:
Горелку я покупал у себя в магазине, но можно также заказать в Китае. Мне попалась горелка, предназначенная специально для пайки низкотемпературными припоями. Температура нагрева 1300 градусов Цельсия. Горелку покупал за 8 долларов.


Пайка алюминия своими руками
Прежде чем паять сломанную деталь, настоятельно советую попрактиковаться на обрезках трубок. Вам нужно научиться понимать, когда деталь достаточно прогрелась что бы ее можно было паять и в тоже время, нужно не перегреть деталь. Иначе ее можно пропалить.
Я тренировался на обрезке трубки 8 мм. Сделал 2 пропила и принялся варить. Первая попытка не удалась. Я перегрел деталь и пропил превратился в крупную дыру.
Вторая попытка была удачнее. Правда остались небольшие наплывы на трубке. При желании, их можно легко зачистить наждачной бумагой.

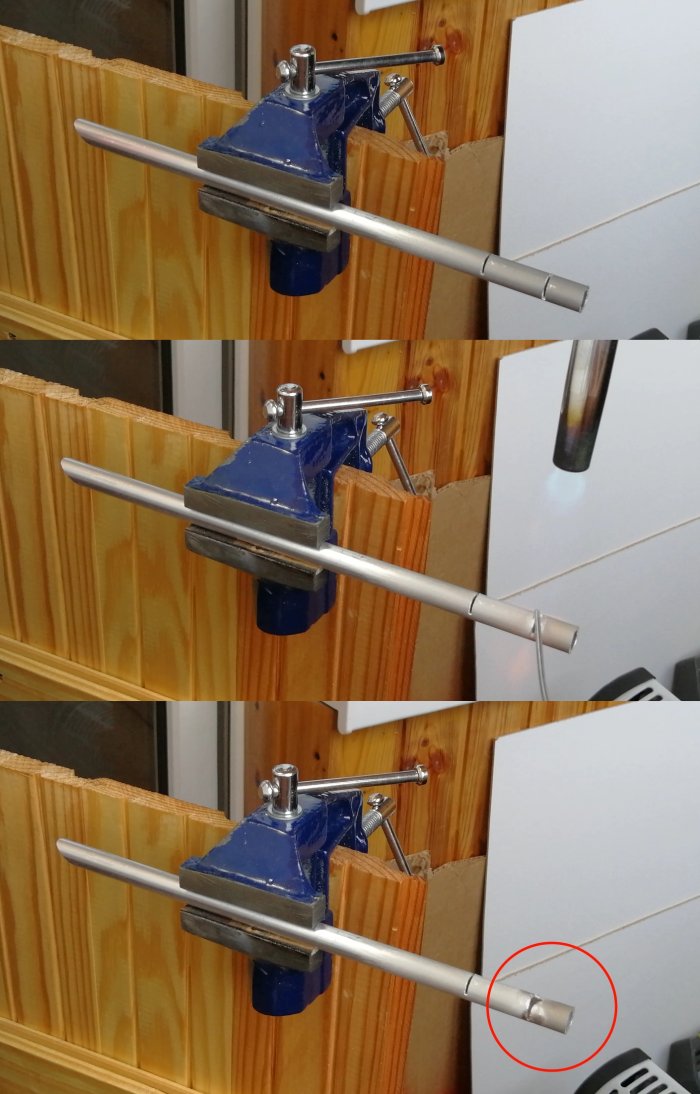
Теперь попробую более сложный вид спайки. Попробую спаять 2 трубки. Для этого разрезал трубку под углом и зафиксировал в тисках.


После сварки я зачистит угол от остатков флюса и наплывов алюминия. Получилось достаточно красивое соединение.

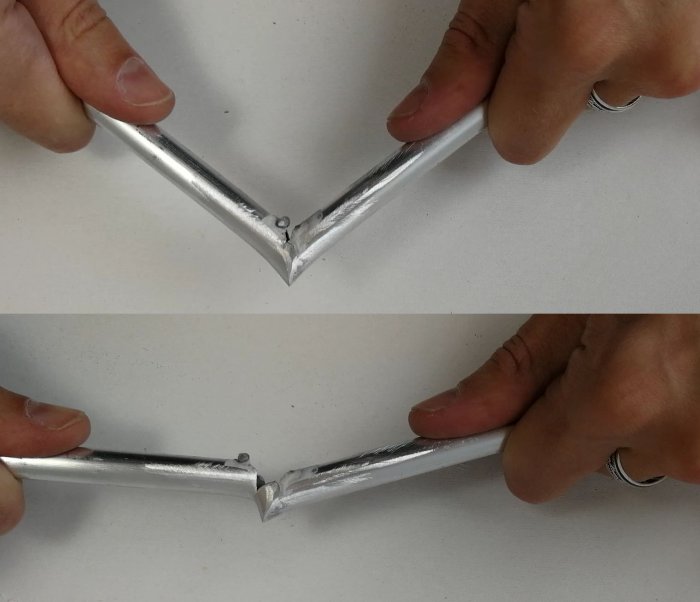
Трубку удалось разорвать. Нижний шов я прогрел слабо, а вот верхний оказался крепким орешком. Трещина пошла не по шву, а ушла в сторону.

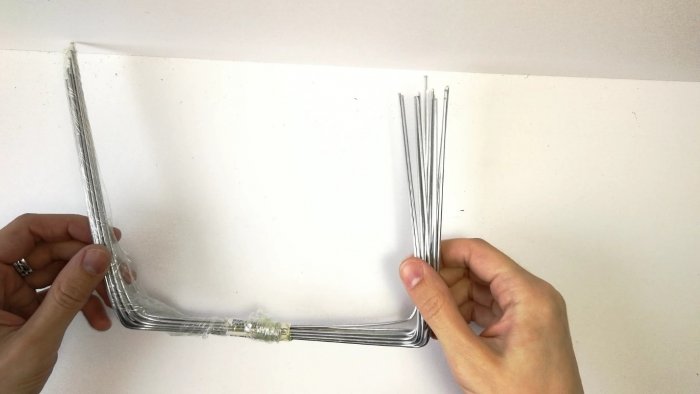
Дальше попробую заварить профильную алюминиевую трубу. Стенки у нее толще чем у предыдущей трубки, поэтому прогревать ее нужно дольше.

Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.

Тогда я увеличил мощность горелки и еще немного прогрел припой. И вот тогда он весь растекся по детали и заполнил пропил.



Шов получился отличный. Если зачистить более мелкой наждачкой, то он станет практически незаметным.
Напоследок, решил попробовать запаять стальные винт и гайку.


Я попробовал открутить гайку пассатижами. В итоге только слизал всю резьбу болта, а гайка так и не сдвинулась с места.

При пайке я заметил, что по цвету пламени можно определить прогрелась деталь или нет. Пламя у горелки синего цвета, а когда деталь прогревается, пламя становится красным. В этот момент лучше всего наносить припой.
Способ мне очень понравился. Лично я, когда узнал о таком простом и доступном способе пайки был невероятно удивлен. Появились новые задумки для моих самоделок.
Берите способ на вооружение и пользуйтесь друзья! До новых встреч!
Читайте также: