Инструмент для сварки полиэтилена
Обновлено: 20.09.2024
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

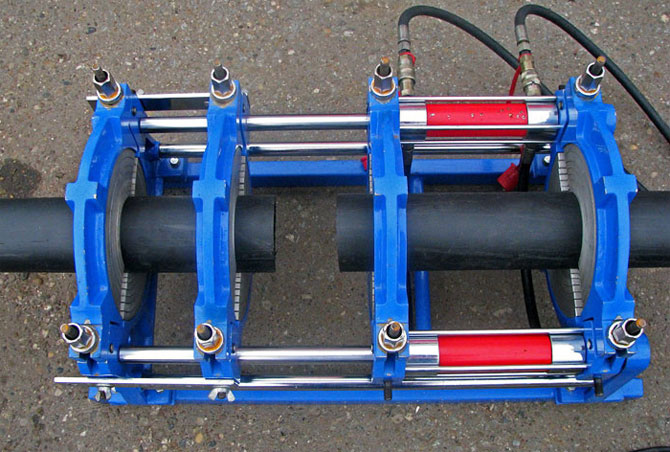
Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Выбираем аппарат для сварки полиэтиленовых труб

В последние годы полиэтиленовые (ПЭ) трубы активно завоевывают позиции на рынке водопроводных и газовых труб, становясь де-факто стандартом как для создания новых, так и для ремонта и модернизации уже существующих трубопроводов. Самым распространенным способом монтажа ПЭ труб является их сварка с применением специализированной техники. От надежности соединения труб в итоге зависит долговечность газо- или водопровода в целом, поэтому выбор аппарата для сварки полиэтиленовых труб – важная задача, которой следует уделить особое внимание.
Особенности
Выбирая аппарат для сварки труб из ПЭ, нужно четко представлять себе, какие именно работы будут производиться с его помощью. Особенности желаемого оборудования во многом будут зависеть от способа сварки, которым вы планируете пользоваться чаще всего.
Существуют четыре основных метода пайки полиэтиленовых изделий.
- Стыковая сварка – этот метод является наиболее распространенным, а в его основе лежит соединение нагретых торцов труб друг с другом или с фитингами при помощи специального сварочного зеркала. Соединение встык позволяет получать довольно качественное соединение при приемлемой цене оборудования, но метод не подходит для соединения изделий с толщиной стенок меньше 4,5 мм. Применение стыковой сварки требует тщательной очистки соединяемых поверхностей, максимальной точности торцевания изделий и приложения правильного давления на трубы в процессе их соединения.
- Стыковка труб в раструб (или муфтовый способ) – надежный, но менее распространенный и более дорогой метод, основанный на соединении изделий через специальную муфту. Возможны и варианты соединения между собой напрямую двух труб различного диаметра. Данный метод не применяют для прокладки трубопроводов, находящихся вне помещений.



- Электромуфтовая (или терморезисторная) сварка труб – этот способ похож на стыковку в раструб, но применяемая в нем муфта содержит металлический нагревательный элемент, что способствует более равномерному нагреву соединяемых изделий и электромуфты. На каждой электромуфте нанесен специальный штрихкод, в котором зашифрованы необходимые для этой муфты параметры электрического тока, поэтому аппараты такого типа нередко оснащают сканером штрихкодов. Терморезисторный способ еще надежней (и дороже), чем муфтовый, поэтому применяется в основном в случаях, когда нужно обеспечить очень устойчивое соединение (например, при проведении трубопроводов в районах частых землетрясений). Этот метод используют для соединения труб диаметром от 20 мм с любой толщиной стенки, а требования к точности выдержки технологических параметров в нем значительно ниже, чем при пайке встык.
- Экструзионная сварка – метод, подобный электросварке, при применении которого через специальный экструдер в область сварки подается нагретый полиэтилен, формирующий соединение между трубами. Прочность полученного соединения обычно не превышает 80% прочности полиэтилена, поэтому экструзионный метод обычно применяют в основном для соединения труб с другими пластиковыми изделиями и монтажа труб диаметром от 630 мм в местах, которые скорее всего не будут подвергаться высоким нагрузкам.


Все устройства для сварки полиэтилена состоят из четырех основных модулей – генератора (обычно работающего по принципу инвертора с трансформатором или импульсным источником питания), модуля контроля мощности, модуля регулировки температуры и технологического узла, в котором и осуществляется сам процесс соединения. Каждый из четырех рассмотренных выше методов сварки производится с помощью соответствующего инструмента.
Существующие для каждого из 4 способов машины можно разделить еще на 3 категории по степени автоматизации.
- Ручные аппараты – обычно они самые дешевые (простейший паяльник для ручной стыковой сварки стоит от трех тысяч рублей), но и вероятность ошибки при пайке у них выше, так как они очень зависимы от человеческого фактора. Такие аппараты применяются только для соединения ПЭ труб малого диаметра, чаще всего в бытовых условиях. Обычно ручными бывают устройства для стыковой и муфтовой сварки, хотя существуют и ручные экструдеры. Терморезисторная сварка с помощью ручного аппарата практически неосуществима из-за необходимости установления определенного режима тока для каждой электромуфты.



- Аппараты полуавтоматической сварки – такие устройства надежнее и дороже ручных, а роль оператора в них сводится к вводу всех требуемых характеристик сварки (среди которых толщина стенок и диаметр трубы, температура процесса сварки, время нагрева, приложения давления и охлаждения) в панель управления и контролю процесса. Полуавтоматические агрегаты изготавливаются для всех четырех видов пайки, особенно распространены полуавтоматические устройства для электромуфтовой сварки.



- Автоматические станки – в таких устройствах оператор только вводит в компьютер основные параметры свариваемых труб (материал и размеры), а все необходимые характеристики компьютер рассчитывает сам с помощью специализированного ПО и передает автомату, который и осуществляет все последующие технологические операции самостоятельно. Человеку остается только правильно ввести данные и следить за тем, чтобы у автомата было достаточно расходных материалов. Цены на такие установки находятся в диапазоне от нескольких сотен тысяч до миллиона рублей, а применяются они для сварки труб любых диаметров и позволяют обеспечить наилучшее качество полученного соединения.
Полуавтоматические аппараты разделяются по типу используемого привода на механические и гидравлические. В устройствах с механическим приводом усилие, необходимое для центровки и удержания труб в процессе сварки, создается с помощью оператора, поэтому применяют их только при работе с трубами диаметром менее 160 мм. Гидравлический привод не требует приложения силы от оператора и применяется для сварки изделий любого диаметра, в том числе и больше 160 мм.
Автоматические станки сварки ПЭ труб оснащаются исключительно гидравлическим приводом.


Еще одной важной характеристикой сварочного аппарата является диаметр труб, которые он может соединять, ведь стандартные типоразмеры ПЭ труб находятся в диапазоне от 16 до 1600 мм. Например, для проведения водопровода в квартирах обычно применяют трубы диаметром от 20 до 32 мм, а вот для монтажа магистральных трубопроводов уже может понадобиться аппарат, способный паять трубы диаметром 90/315 мм и более.
Наибольшей популярностью в настоящее время пользуются аппараты фирм Georg Fischer (Швейцария), Rothenberger (Германия), Advance Welding (Великобритания), Eurostandard, Technodue и Ritmo (Италия), Dytron (Чехия), KamiTech и Nowatech (Польша). Существуют и российские производители устройств для сварки полиэтилена, например, завод «Волжанин», выпускающий оборудование для пайки встык изделий диаметром от 40 до 1600 мм и электромуфтовые аппараты, способные соединять трубы диаметром до 1200 мм.



Как выбрать?
Выбирая сварочное оборудование, в первую очередь нужно четко представлять планируемые объемы и условия работ.
- Огромный и дорогостоящий промышленный станок будет бесполезен простому водопроводчику, а дешевый ручной аппарат ничем не поможет фирме, осуществляющей прокладку промышленного высоконапорного газопровода.
- Если прокладка трубопроводов никак не связана с вашей работой, и вы просто хотите ремонтировать домашний водопровод сами – вам будет вполне достаточно простейшего ручного паяльника для пайки встык, например, Elitech СПТ-800.
- Приобретая аппарат для стыковой сварки, не забудьте, что этот метод требует строго вертикальной обрезки концов соединяемых изделий, поэтому разумно будет вместе со сварочной установкой купить специальный электроторцеватель, способный обрезать трубы строго под прямым углом к их оси.
- Если вы не уверены в своих навыках пайки, но не стеснены в финансах – полуавтомат для электромуфтовой сварки, например, Nowatech ZERN-800 PLUS, позволит вам не беспокоиться о возможном прорыве водо- или газопровода после выполненного вами ремонта.


Если же вы профессионал, то в первую очередь внимательно изучите характеристики используемых вами для работ труб и возможные условия их эксплуатации. Не забывайте границы применимости каждого из методов (так, осуществлять пайку встык не стоит при температуре окружающей среды ниже 15 и выше 45 градусов Цельсия) и внимательно изучайте инструкцию к любому аппарату, прежде чем приобретать его.
В случаях, когда вопрос в итоге сводится к выбору между полуавтоматом и автоматом, помните, что для правильного использования полуавтомата нужно обладать опытом расчета всех необходимых характеристик сварки по специальным таблицам и графикам. При покупке полуавтомата нужно обратить внимание на возможность протоколирования, которая позволяет сохранить настройки для сварки в одинаковых условиях (например, с использованием одинаковых фитингов), что очень экономит время при частом выполнении однотипных работ.
Некоторые полуавтоматы не содержат встроенной функции протоколирования, но могут позволять подключать для этого внешнее устройство.
Если вам предстоит работать с высоконапорным магистральным газо- или нефтепроводом, лучшим выбором будет автоматический электромуфтовый станок, например, Georg Fischer серии MSA.
Важно помнить, что эффективность применения терморезистивной сварки нередко в большей мере зависит от качества использованных муфт, чем от параметров используемого аппарата, поэтому никогда не экономьте на расходных материалах.


При финансовом планировании не забывайте, что, кроме стоимости оборудования, необходимо учитывать и стоимость расходных материалов, ведь применение электромуфтового метода для монтажа трубопровода с большим количеством соединений может значительно повысить стоимость работ по сравнению со стыковой или раструбной пайкой.
Если вы не планируете регулярное использование аппарата, можно воспользоваться услугой аренды, которую предлагают многие торгующие оборудованием для пайки полиэтилена компании.
Технологию пайки пластиковых труб вы можете узнать, посмотрев видео немного ниже.
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
Выбираем аппарат для качественной сварки полиэтиленовых труб
Полиэтиленовые трубы – легкий и комфортный материал для прокладки коммуникационных систем. Для того чтобы конструкция был надежной, необходимо использовать специализированное оборудование – аппарат для сварки труб из полиэтилена. Прежде чем приобрести устройство, нужно определиться с нужной моделью и способами проведения работ.
Выбор оборудования для пайки трубопроводных систем зависит от особенностей планируемых работ и способа соединения труб.
Способы соединения полиэтиленовых труб и их особенности
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
- сварка встык;
- электромуфтовый способ пайки;
- сварка враструб.
Стыковой метод
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
- Подготовительные манипуляции. Нарезание труб необходимой величины, снятие фасок (скошенных краев трубы, которые препятствуют ровному соединению).
- Выбор подходящих насадок и их монтаж в агрегат для пайки.
- Разогрев прибора до оптимальной температуры.
- Размещение окончаний труб на насадках и прогрев до необходимой температуры.
- Одномоментное снятие срезов и их соединение между собой. Важно проследить за ровным соединением срезов и их фиксацией до застывания материала.
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
При проведении крупномасштабных работ по монтажу трубопроводов необходимо заранее подготовиться и купить винтовой компрессор.
Сварка враструб
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Электромуфтовый способ
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Сварочное устройство для труб ПНД (полиэтиленовые трубы низкого давления)
Такой вид устройства оснащен станиной, к которой крепятся нагреватель, торцеватель, центратор с фиксирующими элементами и привод.
Привод для устройств пайки ПНД труб бывает механический, когда работу агрегата обеспечивают прилагаемые усилия монтера, который управляет винтом или рычагом и гидравлический.
Если первый тип не подходит для пайки труб диаметр которых превышает 160 мм, то второй предназначен для пайки частей трубопровода свыше 160 мм.
Элемент накаливания в таких приборах – головка с насадками типа дорна и гильзы. Дорн осуществляет плавку изнутри трубы, а гильза расплавляет область снаружи. Насадки заблаговременно прокаливают до оптимальной температуры, затем на них надевают трубу и соединительную муфту.
После нагревания срезов, муфту и трубу соединяют и держат под давлением до полного остывания. Эта деталь дает возможность скрепления труб различных диаметров (от 4 до 200 мм).
Приборы на основе гидравлики делятся на три вида, и классифицируются по уровню автоматизации:
- Гидравлика ручного типа. Такой агрегат используют для устройства трубопроводных коммуникаций со средним и низким уровнем давления. Этапы управления и регулировка температурных режимов осуществляется вручную. Параметры плавки определяют по специальной сварочной таблице.
- Гидравлика полуавтоматического типа. Используется в соединении заготовок большого и среднего диаметра. В комплектацию входит электронный блок с функцией фиксирования температурного режима и определения давления масла в механизме привода. Сверив полученную информацию, устройство выводит ее на экран. По завершении работы выдает протокол.
Обратите внимание! В комплектацию некоторых агрегатов полуавтоматического типа не входит блок протоколирования. Его можно установить самостоятельно.
- Гидравлика автоматического типа. Обеспечивает полную автоматизацию процесса сварки без участия оператора. Управление осуществляется электронным модулем, после того, как будут заданы необходимые параметры. Аппарат самостоятельно определяет нужный температурный режим, с учетом показателей окружающей среды. По завершении работы выдает протокол с обозначением важных параметров. Автоматический способ сварки трубопровода гарантирует отсутствие дефектов шва и высокий уровень герметичности. Приборы такого типа применяют в постройке нефте- и газопроводов, где присутствует высокое давление.
Пайка с помощью электромуфты
Электромуфта, представляет собой фитинг с нагревателем закладного типа. Нагрев срезов труб обеспечивает спираль муфты находящейся под током. Соединение труб осуществляют путем надевания муфты на концы обеих труб.

К преимуществам сварки электромуфтой относят:
- Возможность соединения скрученных в бухты труб из термопластика большой протяженности.
- Применение на труднодоступных участках коммуникационных систем.
- Возможность использования в различных температурах (от -20 до +50).
Электрооборудование для сварки с помощью фитингов бывает двух видов:
- С ручным управлением. Сварщик самостоятельно вводит нужные параметры напряжения и время воздействия.
- Автоматизированные. Данная модель оснащена сканером для считывания штрих кодов электромуфты, что позволяет задать необходимые параметры сварки и сохранить информацию о процедуре на флеш-карте.
Особенности аппаратов для электромуфтовой сварки
Сварочные приспособления этой группы характеризуются экономичностью в плане энергопотребления и легковесностью.
Читайте также: