Инструмент для сварки трением с перемешиванием
Обновлено: 04.10.2024

Существует большое многообразие сварочных методов. Среди них есть такой экзотический процесс, как сварка трением с перемешиванием. Его отличительной чертой является отсутствие расходных материалов, таких как электроды, сварочная проволока, защитные газы. Недавно разработанный метод обретает широкое распространение.
История появления
История сварки трением с перемешиванием (СТП) началась в 1991 году. Это была инновационная разработка Британского Института Сварки (TWI). Спустя несколько лет технология была использована в строительстве самолетов и морских судов.
Первыми компаниями, запустившими новую технологию в производство, были норвежская Marine Aluminium и американская Boeing. На своих предприятиях они использовали сварочное оборудование концерна ESAB, специализирующегося на разработках в области ротационной сварки трением (РСТ).
С 2003 года компания непрерывно ведет исследования возможностей сварки трением с перемешиванием. Например, были разработаны способы сваривания алюминиевых сплавов и их модификаций, применяющихся в областях строительства самолетов, морских судов и железнодорожных контейнеров.
Суть процесса
Соединение металлов происходит за счет разогрева в зоне сварки методом трения. Основным сварочным инструментом сварки трением с перемешиванием является металлический стержень, состоящий из двух половинок: бурта и заплечика.
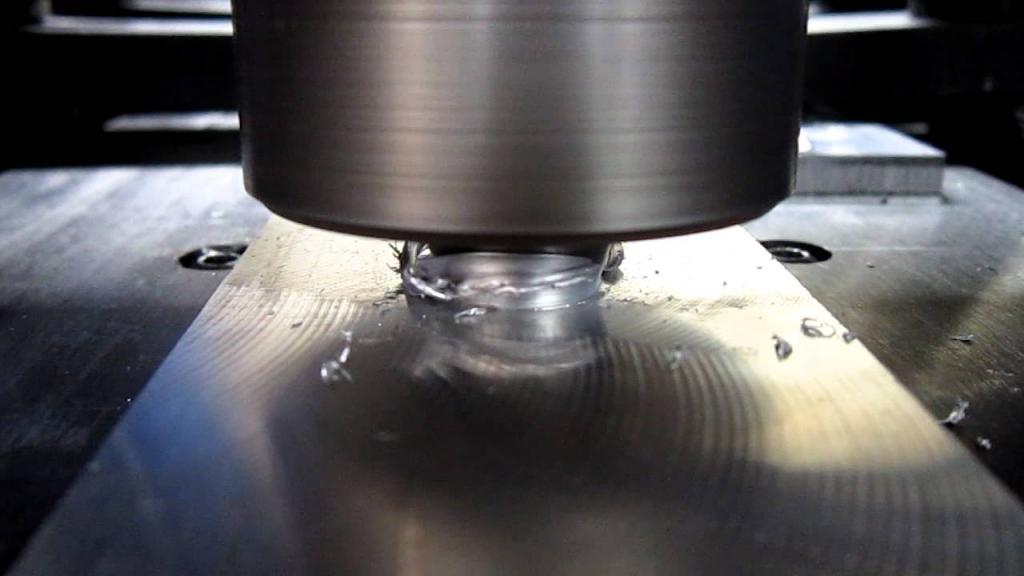
Своей выступающей частью вращающийся стержень погружается в материал, вызывая сильный нагрев. Его подачу ограничивает заплечик, не позволяя пройти насквозь свариваемую деталь. В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
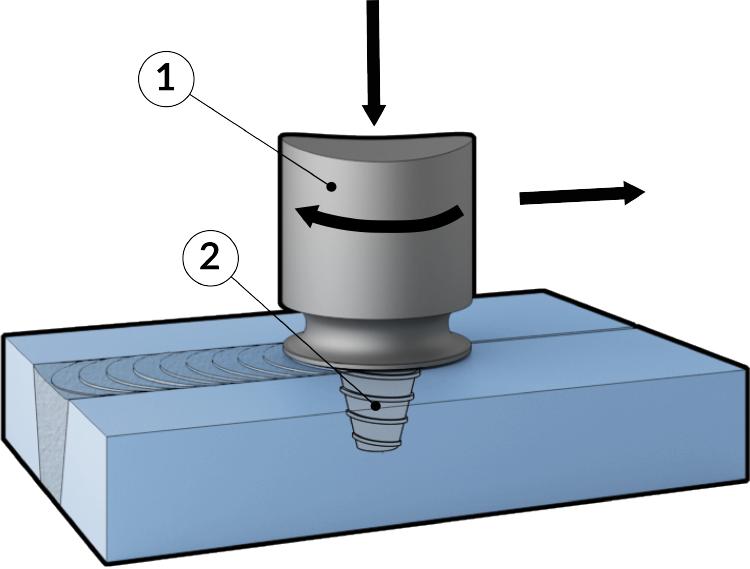
Следующим этапом происходит перемещение стержня вдоль свариваемой зоны. Двигаясь вперед, бурт перемешивает разогретую металлическую массу, которая после остывания образует прочное соединение.
Что влияет на качество СТП
Сварка трением с перемешиванием - это процесс постоянно развивающийся. Но уже сейчас можно выделить несколько параметров, влияющих на качество соединения:
- Усилие, создаваемое инструментом.
- Скорость подачи сварочной головки.
- Величина бурта.
- Окружная скорость вращения стержня.
- Угол наклона.
- Усилие подачи стержня.
Манипулирование характеристиками сварки позволяет достигать соединения разнородных металлов. Например, алюминия и лития. Литий благодаря своей малой плотности и высокой прочности может выступать как легирующий компонент деталей из алюминиевых сплавов, что позволяет применять эту технологию в аэрокосмической отрасли.
Сварка трением с перемешиванием может с легкостью заменить ковку, штамповку, литье, когда они применяются для производства деталей из трудно сочетающихся металлов. Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
В каких сферах применяется
Такие сферы производства, как автомобилестроение, постоянно работают над тем, как увеличить прочностные качества изделия при уменьшении его массы. В связи с этим непрерывно идет внедрение новых материалов, которые были ранее не свойственны ввиду сложности обработки. Все чаще силовые элементы, такие как подрамники, а иногда и кузова целиком, делают из алюминия или его сочетания с другими материалами.
Так, в 2012 году компания “Хонда” применила аддитивные технологии и сварку трением с перемешиванием для производства подрамников для своих автомобилей. Они внедрили сочетание стали и алюминия.
При производстве сварных элементов кузова из алюминия может возникать прожиг листов металла. Этого недостатка лишена СТП. Кроме того, что потребление электричества снижается в 1,5-2 раза, снижаются затраты на расходные материалы, такие как сварочная проволока, защитные газы.
Кроме производства автомобилей СТП применяется в следующих областях:
- Строительное производство: алюминиевые опорные фермы, пролеты мостов.
- Железнодорожный транспорт: рамы, колесные тележки, вагоны.
- Судостроение: переборки, элементы конструкции.
- Авиастроение: топливные баки, части фюзеляжа.
- Пищепром: различные емкости для жидких продуктов (молоко, пиво).
- Производство электротехники: корпуса электродвигателей, параболические антенны.

Кроме алюминиевых сплавов сварка трением с перемешиванием применяется для получения соединений меди, например, при производстве медных контейнеров для захоронения отработанного радиоактивного топлива.
Достоинства СТП
Исследование СТП позволило подобрать режимы сварки при соединении различных групп сплавов. Несмотря на то, что изначально СТП разрабатывалась для работы с металлами с низкой температурой плавления, такими как алюминий (660 °C), впоследствии стала применяться для соединения никеля (1455 °С), титана (1670 °C), железа (1538 °C).
Исследования показывают, что шов, полученный таким способом, полностью соответствует по своей структуре металлу свариваемых деталей и имеет более высокие показатели прочности, меньшие затраты трудоемкости и низкую остаточную деформацию.
Правильно подобранный режим сварки гарантирует соответствие материала шва и свариваемого металла по следующим показателям:
- усталостная прочность:
- прочность на изгиб и растяжение;
- ударная вязкость.
Преимущества перед другими видами сварки
СТП имеет множество достоинств. Среди них:
- Нетоксична. В отличие от других разновидностей, здесь нет горения электрической дуги, благодаря которой расплавленный металл испаряется в зоне сварки.
- Увеличение скорости формирования шва, благодаря чему снижается время производственного цикла.
- Снижение затрат на электроэнергию в два раза.
- Отсутствие необходимости в дальнейшей обработке сварного шва. Инструмент для сварки трением с перемешиванием в процессе работы формирует идеальный шов, не требующий зачистки.
- Нет необходимости в дополнительных расходных материалах (сварочной проволоки, технических газов, флюсов).
- Возможность получения соединений металлов, недоступных для остальных видов сварки.
- Нет необходимости в особой подготовке сварочных кромок, за исключением очистки и обезжиривания.
- Получение однородной структуры шва без пор, в результате чего становится проще контроль качества, который регламентирован для сварки трением с перемешиванием ГОСТ Р ИСО 857-1-2009.
Как проверяется качество сварного шва
Качество сварки проверяется двумя разновидностями контроля. Первый подразумевает разрушение опытного образца, полученного в результате соединения двух деталей. Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Недостатки метода
При многочисленных достоинствах метод сварки трением имеет сопутствующие минусы:
- Отсутствие мобильности. СТП предполагает соединение неподвижных деталей, жестко закрепленных в пространстве. Это накладывает на оборудование для сварки трением с перемешиванием определенные свойства, такие как неподвижность.
- Низкая универсальность. Громоздкое оборудование настраивается на выполнение однотипных операций. В связи с этим приспособления для сварки проектируются под конкретные задачи. Например, для сваривания автомобильных боковин на конвейере, и ни для чего другого.
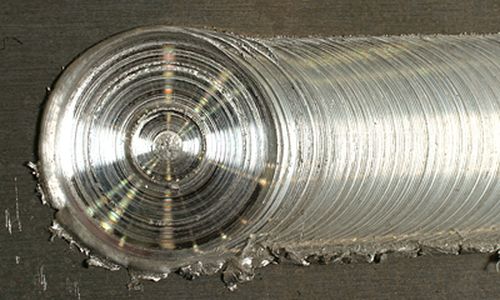
- Сварочный шов имеет радиальную структуру. В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
Разновидности СТП по принципу действия
Сварочные процессы, использующие в основе трение, можно разделить на несколько типов:
- Линейное трение. Суть метода сводится к получению неразъемного соединения не в результате действия вращающегося наконечника, а по причине движения деталей друг относительно друга. Воздействуя на поверхность в точке соприкосновения, они создают трение и, как следствие, высокую температуру. Под давлением происходит расплавление примыкающих частей, и возникает сварное соединение.
- Радиальная сварка. Этот метод применяется для производства емкостей большого диаметра, железнодорожных цистерн. Он сводится к тому, что стыки деталей разогреваются вращающимся кольцом, одетым снаружи. Силой трения оно вызывает температуру, близкую к температуре плавления. Примером предприятия, использующего данную технологию, может служить чебоксарская фирма по производству цистерн “Сеспель”. Сварка трением с перемешиванием занимает основную долю сварочных работ.
- Штифтовая сварка. Данная разновидность заменяет собой заклепочное соединение. Этот вид применяется при соединениях внахлест. Вращающийся штифт в месте соприкосновения разогревает свариваемые детали. От высокой температуры происходит расплавление, и штифт проникает внутрь. Остыв, он создает прочное неразъемное соединение.
Разновидности СТП по уровню сложности
Сварочные операции, выполняемые при помощи трения, можно условно разделить на плоскостные и объемные. Главное отличие этих разновидностей в том, что в первом случае сварочный шов формируется в двухмерном пространстве, а во втором в трехмерном.

Так, для плоскостных соединений предприятие по выпуску сварочного оборудования ESAB разработало 2D-установку LEGIO. Она представляет собой настраиваемую систему для сварки трением с перемешиванием различных цветных металлов. Разные размерные группы оборудования позволяют сваривать детали малых и больших размеров. Согласно маркировке оборудование LEGIO имеет несколько компоновок, которые отличаются количеством сварочных головок, возможностью сварки по нескольким осевым направлениям.
Для сварочных работ со сложным положением в пространстве существуют 3D-роботы. Такие аппараты устанавливаются на автомобильных конвейерах, где требуются сварные швы непростой конфигурации. Одним из примеров таких роботов может служить установка Rosio производства ESAB.

Заключение
СТП выгодно отличается от традиционных видов сварки. Ее повсеместное применение не только сулит экономическую выгоду, но и сохранение здоровья людей, занятых в производстве.
Сварка трением с перемешиванием
Среди огромного количества различных технологий сварки следует отметить сварку трением с перемешиванием. Подобный процесс не предусматривает использование защитных газов и расходных сварочных материалов. При этом можно получить соединение высокого качества. Технология в большинстве случаев применяется при обработке алюминия и некоторых других сплавов. Рассмотрим принцип процесса и некоторые другие моменты подробнее.

Сварка трением с перемешиванием
Принцип процесса
Сварка трением с перемешиванием проводится при применении специального инструмента, который напоминает форму стержня. Среди особенностей сварки трением с перемешиванием можно отметить нижеприведенные моменты:
- Применяемое оборудование для сварки трением с перемешиванием состоит из двух основных частей: заплечика и бурта, а также наконечника.
- Инструмент выбирается в зависимости от толщины материала и его типа. Некоторые сплавы характеризуются низкой степенью обрабатываемостью.
- Длина наконечника устанавливается в зависимости от толщины детали.
- Этот метод сварки может выполняться с присадочным материалом. На момент сварки инструмент вращается с высокой скоростью в месте плавления. Оказываемое давление приводит к тому, что наконечника внедряется в заготовку на требуемую толщину. При этом заплечник должен коснуться обрабатываемой поверхности.
- Следующий шаг заключается в перемещении инструмента по линии шва с определенной скоростью. При сильном трении поверхность материалов начинает сильно нагреваться, за счет чего он начинает становится пластичным. Деформация проходит равномерно.

При помощи специальной установки можно создать прочное соединение, которое характеризуется довольно высоким качеством.
Основные параметры которые влияют на свойства шва
Стоит учитывать, что некоторые параметры оказывают влияние на основные качества образующегося шва. К основным можно отнести:
- Скорость перемещения инструмента определяет силу трения, возникающую между режущей поверхностью и заготовкой. От этого зависит также температура.
- Частот вращения инструмента также оказывает влияние на температуру в зоне обработке.
- Угол наклона инструмента также оказывает влияние на особенности проведения сварки трение с перемешиванием.
- Геометрические размеры применяемого прибора выбираются в зависимости от того, какой нужно получить соединение.
- Усилие прижатия и перемещения также можно считать наиболее важными параметрами.

При рассмотрении способа сварки трением отметим, что подобная технология сегодня активно развивается. Это связано с тем, что естественный процесс нагрева не приводит к появлению внутренних деформаций и иных дефектов.
Основные области применения
На сегодняшний день рассматриваемая технология применяется в большинстве случаев при выпуске транспортных средств. Это связано с нижеприведенными моментами:
- При применении технологии, которая предусматривает плавление металла, может появится перфорация тонких листов стали. Примером можно назвать обработку алюминия.
- Рассматриваемая технология СТП определяет выделение меньшего количества тепла. Именно поэтому вероятность появления подобных дефектов незначительна.
- Сварки трением с перемешиванием характеризуется высокой эффективностью, так как ее использование приводит к уменьшению степени энергопотребления в два раза.
- Применение технологии позволяет снизить вес получаемой конструкции.
Все приведенные выше моменты определяют то, что рассматриваемая технология получила следующее распространение:
- Судостроение.
- Аэрокосмическая промышленность.
- Электротехническая промышленность.
- Строительство.
- Пищевая промышленность.
- Железнодорожный транспорт.

Оборудование для сварки трением с перемешиванием
Чаще всего сварки трением с перемешиванием применяется при соединении медных сплавов. Примером можно назвать получение контейнеров, которые можно использовать для хранения ядерных отходов и ответственных деталей.
Преимущества
Рассматриваемый метод характеризуется довольно большим количеством достоинств. Перемешивая заготовки трением можно получить качественный шов. Качество сварки трением перемешиванием повышается при использовании различных инструментов. Преимуществами можно назвать следующие моменты:
- Заготовки не нужно тщательно подготавливать. Если рассматривать контактную и другую технологию, то перед непосредственной обработкой поверхность должна быть тщательно очищена от различных загрязнений и быть ровной. В противном случае качество шва будет низким, достигнуть требуемой герметичности не получится. В рассматриваемом случае достаточно очистить поверхность от крупных и сильно проявляющихся загрязнений.
- Не возникает необходимости в особой подготовке кромок. Некоторые технологии предусматривают снятие поверхностного слоя металла и проведение некоторых технологических операций, которые позволят существенно повысить прочность соединения.
- Есть возможность провести соединение металла, который нельзя обработать обычным способом. Примером можно назвать материалы, не подающиеся обычным методам сварки. При этом необходимость в предварительном подогреве зоны обработки практически не возникает.
- Прочность получаемого соединения достаточно высока. Именно поэтому технология может применяться для получения ответственных изделий с различной областью применения.
- Нет необходимости в использовании присадочной проволоки. Этот момент существенно снижает себестоимость проводимой работы.
- В месте соединения зернистость мелкая. За счет этого повышается плотность сварочного шва и его устойчивость к различного рода воздействия.
- Отсутствие пор также благоприятно сказывается на качестве полученного соединения. Это свойство можно связать с тем, что при сильном нагреве проводится выделение различных газов и веществ, которые и становятся причиной образования пористости.
- Практически полное отсутствие признаков коробления и термической деформации определяет то, что финишная обработка требуется крайне редко.
- После проведения сварочных работ при сварке трением с перемешивание изделие практически сразу готово к применению. При этом нет необходимости в проведении каких-либо подготовительных действий.
- Не повышается степень реакции поверхности на воздействие окружающей среды. Другими словами, материал не покрывается коррозией.
- При проведении процедуры на момент сварки трением с перемешиванием не образуется токсичных газов или других выделений. Кроме этого, более распространенные методы, основанные на воздействии тока, приводят к образованию электрической дуги, которая оказывает негативное воздействие на оператора и окружающих при условии отсутствия специальных средств индивидуальной защиты.
- Уменьшается продолжительность производственного цикла примерно на 50% в сравнении с другими распространенными способами.
- Экономия на количестве потребляемой энергии составляет 20%.
Как ранее было отмечено, получение бездефектных швов на сплавах определило широкое распространение сварки трением с перемешиванием. Примером можно назвать получение кузовных деталей.
Недостатки
У проводимой процедуры также есть несколько недостатков, которые нужно учитывать. Примером можно назвать возможность нарушения сплошности шва. Кроме этого, некоторые сплавы в меньшей степени подвержены воздействию силы трения.
Совершенствование рассматриваемого способа определило то, что на поверхности шва образуются дефекты в самых крайних случаях. Чаще всего это случается при нарушении технологии и использовании низкокачественного инструмента.
Технологические возможности у рассматриваемой процедуры довольно обширны. Примером назовем следующие моменты:
- Автоматизация процесса.
- Получение качественных изделий при несущественных финансовых затратах.
- Получение шва без сильного наплыва металла.

Сварка меди и стали
Как ранее было отмечено, сварка трением с перемешиванием сегодня активно развивается. Именно поэтому в будущем может появится оборудование с более высоким показателем производительности.
Особенности формирования соединений при применении СТП
Как ранее уже было отмечено, сварка трением с перемешиванием характеризуется достаточно большим количеством особенностей. Среди ключевых моментов, касающихся формирования соединения, можно отметить нижеприведенную информацию:
- Нагрев металла проводится постепенно до температуры, которая не приводит к изменению основных свойств.
- Температура повышается только в одном локальном месте. За счет этого обеспечивается высокое качество получаемого соединения.
- При соблюдении рекомендаций по проведению рассматриваемой процедуры дефекты возникают крайне редко. Именно поэтому в большинстве случаев достаточно провести визуальный осмотр места соединения для контроля качества.
Современное оборудование позволяет получать минимальный шов, которые после финишной обработки практически незаметен. Обширное распространение рассматриваемого метода также можно связать с тем, что она подходит для работы с труднообрабатываемыми металлами.
Сварка трением с перемешиванием – активно развивающаяся технология, которая сегодня все чаще внедряется в различное производство.
Сварка трением
Сварка трением, или фрикционная сварка, была изобретена в 1956 году в СССР. Для нагрева металла используется тепло, выделяемое при интенсивном трении прижатых друг к другу деталей. Метод отличается простотой, экологичностью и малой энергоемкостью. Так можно сваривать даже разнородные металлы и сплавы, не соединяемые другими способами.

Принцип действия
Технология сварки с помощью трения стоит особняком среди прочих методов сварки. Для нагрева свариваемых деталей используется тепло, выделяемое при трении заготовок друг о друга.
Наиболее распространено использование трения вращения, при этом вращается одна из свариваемых заготовок либо вкладка (или накладка) между ними.
Заготовки сильно прижимают друг к другу, постепенно увеличивая силу прижима. В точке контакта деталей и происходит нагрев.
За счет трения и высокой температуры разрушаются окисные пленки и следы посторонних загрязнений. Поверхности заготовок притираются одна к другой, разрушаются микро выступы, поверхность выравнивается, и атомы металлов получают возможность вступать в близкое взаимодействие. Кристаллические связи возникают на короткое время и быстро разрываются за счет движения заготовок друг относительно друга.

Схема сварки трением
Процесс разделяется на следующие этапы:
- Снятие оксидных пленок.
- Нагрев поверхностей до температуры пластичности, создание и разрушение фрагментов кристаллических решеток
- Останов вращения, кристаллизация зоны контакта, образование сварного шва.
После того, как температура плавления достигнута, вращение останавливают и увеличивают силу прижима.
Технологическая схема сварки трением намного проще, чем электродуговая или газовая сварка.
Особенности процесса сварки
К особенностям сварки трением относят:
- Способность к свариванию разнородных материалов, например, сварить сталь алюминий. При этом не требуются присадочные материалы и сложное оборудование.
- Применимость для неразъемного соединения деталей из меди, свинца, титана без деформации заготовок.
- Максимальная эффективность достигается при работе с заготовками от 6 до 100 миллиметров диаметром.
- Незаменимость в создании сложных технологий и выпуске ковано-сварных, штампованно-сварных и сварочно — литых изделий.
- Способность соединять материалы с низко свариваемостью. Этим методом можно сварить заготовки, не свариваемые никакими другими методами, например, алюминиевые и стальные.

Схема производства сварки трением
Нагревание при сварке трением широко используется и для сваривания деталей из термопластичных пластиков.
Преимущества сварки трением
К важным преимуществам технологии сварки трением относят:
- Производительность. Весь сварочный процесс занимает от нескольких секунд до нескольких минут. Существенно меньше времени занимают также и подготовительно — завершающие операции. По этому параметру технология превосходит контактную электросварку.
- Эффективность использования энергии. Нагрев происходит очень быстро и в весьма ограниченной закрытой области, потери энергии на обогрев окружающего пространства ничтожны по сравнению с другими сварочными технологиями. Преимущество по энергозатратам может быть десятикратным.
- Отличное качество шва. При корректно подобранном технологическом режиме зона сварного шва и околошовные области станут практически идентичны по своему строению и характеристикам основному металлу. Кроме того, в шовном материале практически отсутствуют дефекты: пористость, каверны, трещины, посторонние включения.
- Высокая стабильность характеристик швов внутри партии деталей. Если точно выдерживать режим, параметры деталей будут отличаться на доли процента. Это позволяет контролировать качество выборочно и позволяет сэкономить много времени и средств. Если одна деталь из партии прошла разрушающий контроль, то можно принимать технически обоснованное решение о годности всей партии.
- Нет необходимости в предварительной механической зачистке поверхности зоны шва и околошовной области. Она выполняется на первом этапе технологического процесса. Поскольку на подготовительно — завершающие операции времени уходит больше, чем на собственно сварку, это преимущество дает возможность для весьма заметной экономии.
- Способность к свариванию разнородных металлов и сплавов. Успешно свариваются такие пары металлов, которые просто невозможно сварить другими методами: стальные сплавы с алюминиевыми, алюминиевые с медными, сталь с титаном и т.д.
- Экологичность технологии. Сведены к минимуму как загрязнение окружающей среды, так и вредные факторы воздействия на здоровье людей: высокое напряжение, брызги расплавленного металла, ультрафиолетовое излучение, пожароопасность и другие.
Кроме того, сварка трением легко поддается механизации и автоматизации. Это особенно важно при крупносерийном и массовом производстве. Несколько несложных повторяющихся операций легко алгоритмизируются и могут выполняться по программе без участия человека.
Недостатки сварки трением
Как и у любой реально действующей технологии, фрикционному свариванию присущ и ряд недостатков:
- Применимость к ограниченному набору форм заготовок. Хотя бы одна из них должна иметь форму тела вращения. Способ не подходит для сваривания протяженных прямых и криволинейных швов, оболочек сложной формы, монтажа строительных конструкций, корпусов механизмов и транспортных средств. Однако в машиностроении более 75% деталей имеют круглое сечение или более сложную форму тел вращения.
- Громоздкое оборудование. Универсальный или специализированный станок требует стационарной установки, подведения электропитания. Это делает невозможным применение метода в полевых условиях.
- Ограниченный размер детали. Длина привариваемой детали ограничена вылетом бабки станка, диаметр — вылетом кулачков патрона.
- Радиальная деформация текстуры в зоне шва и в околошовных областях. При сильных динамических нагрузках возможна концентрация усталостных напряжений и возникновение микротрещин и других дефектов. Снижается также и коррозионная стойкость. Чтобы избежать ‘этих явлений, на заготовке оставляют грат. Дополнительная трудоемкость затрачивается на снятие грата по конструктивным требованиям.
Недостатки, ограничивающие использование метода, не позволяют считать фрикционную сварку универсальной технологией. Однако в сфере своей применимости она обладает значительными преимуществами перед другими методами.
Виды сварки трением
За полвека были разработаны и активно применяются несколько разновидностей фрикционного сваривания деталей. Они обладают своими особенностями, делающими их эффективными в своей области использования.
Сварка с перемешиванием
Технология была разработана и начала применяться в конце ХХ века. Суть метода заключается в использовании вращающегося штыря с заплечиками. Штырь изготавливают из тугоплавкого сплава высокой прочности. Вращаясь и нагревая металл, он проникает в него по линии контакта заготовок. За счет вращательного движения, в которое вовлекаются поверхностные слои размягченного нагревом металла заготовок, происходит перемешивание этих слоев. Так обеспечивается равномерность структуры и характеристик шовного материала.

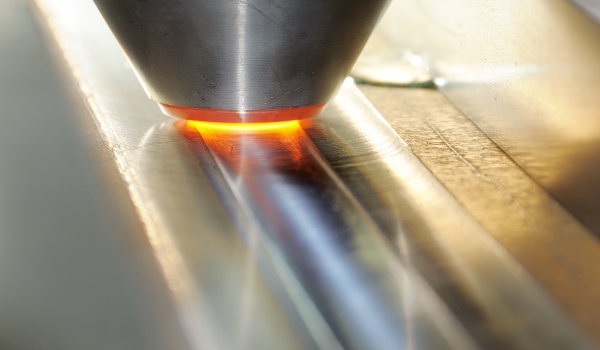
Радиальная сварка
Применяется для соединения труб. В месте стыка на трубы с минимальным зазором надевают металлическое кольцо, которое вращается вокруг них. За счет трения вращения происходит нагрев торцов соединяемых труб. Кольцо обычно изготавливают из того же сплава, что и свариваемые трубы.

Радиальная сварка трением
Штифтовая сварка
Технология разработана для проведения ремонтов. В ремонтируемой детали сверлят отверстие, в него вводят стержень из такого же сплава, что и сама деталь. В ходе вращения штифта выделяется большое количество тепла, нагревающего металл. Это один из немногих мобильных способов сварки трением.

Штифтовая сварка трением
Линейная сварка
В отличие от остальных технологий, использующих трение, в этой вращение не применяется. Детали двигаются друг относительно друга прямолинейно, возвратно – поступательно и нагреваются до необходимой температуры. В этот момент движение прекращают и сильно прижимают заготовки друг к другу. Излишки металла в состоянии пластичности частично выдавливается из зоны сварки, образуется сварочный шов. Существует вариант технологии, при котором обе свариваемые детали неподвижны, а зоне шва о них трется инструмент специальной формы.

Линейная сварка трением
Область применения
Технология находит наиболее широкое применение в машиностроении, прежде всего — в инструментальном производстве. Используется она и при сборке внутрикорпусных изделий атомных реакторов. Соединение трением заготовок из алюминиевых и магниевых сплавов популярно в электротехнике, электронике и аэрокосмической отрасли. Используется технология и в транспортном машиностроении. Радиальный метод применяется в производстве техники для добывающих и перерабатывающих отраслей.
Сравнительно недавно фрикционная сварка стала использоваться в кораблестроении и пищевом машиностроении.
Технология демонстрирует эффективность и тенденцию к вытеснению традиционных методов сваривания в таких областях, как:
- для замены паяных и клепаных соединений;
- для замены контактной электросварки;
- для восстановления изделий и сложного инструмента;
- для приваривания заготовок к подготовленным поверхностям.
Сварка трением в декоре Оборудование для линейной сварки Оборудование для сварки перемешиванием
Отдельно следует отметить, что использование технологии дает особые преимущества там, где выдвинуты высокие требования к экологичность производственного процесса. Высокая энергоэффективность, отсутствие брызг расплавленного металла, вредных испарений и продуктов сгорания, ультрафиолетового излучения и минимальная пожароопасность делают метод особенно выгодным.
Инструмент для сварки трением с перемешиванием

Изобретение может быть использовано для сварки трением с перемешиванием (СТП) вращающимся инструментом. Инструмент для СТП изготовлен из быстрорежущей стали и выполнен в виде сплошного стержня, верхняя часть которого предназначена для закрепления в приводе вращения. Рабочая часть выполнена с опорным буртом и снабжена рабочим стержнем, на боковой поверхности которого выполнены рельефные канавки. Вогнутая рабочая поверхность опорного бурта имеет форму усеченного конуса. Кромки опорного бурта расположены в плоскости, отклоненной от нормали к оси вращения инструмента на угол α, составляющий в зависимости от типа и толщины свариваемых деталей от 1 до 15 градусов. Рабочая поверхность опорного бурта наклонена относительно упомянутой плоскости опорного бурта на угол γ. Ось симметрии рабочей поверхности опорного бурта наклонена к оси вращения инструмента на угол γ'. Углы γ и γ' в зависимости от типа и толщины свариваемых деталей составляют от 5 до 15 градусов. За счет улучшения течения и перемешивания пластифицированного металла и создания дополнительного проковочного усилия инструмент обеспечивает получение высококачественного сварного шва. 2 ил.
Изобретение относится к области сварочного производства, а именно к вращающимся инструментам для сварки трением с перемешиванием.
Изобретение может быть использовано в различных отраслях машиностроения для сварки различных металлов, типовых соединений и толщин в диапазоне от 2 мм до 75 мм при изготовлении конструкций типа тел вращения - обечаек, баков, каркасно-модульных конструкций.
Наиболее близким к заявленному является инструмент для сварки трением с перемешиванием по патенту РФ №2126738, кл. В23К 20/12, от 27.02.1999, принимаемый в качестве прототипа. Известный инструмент состоит из цилиндрического корпуса, верхняя часть которого соединена с источником энергии для обеспечения его вращения, а на нижнем торце выполнен опорный бурт с вогнутой рабочей поверхностью, на которой закреплен палец с резьбообразной конфигурацией его рабочей поверхности.
Недостатками прототипа являются:
1. Ослабление конструкции инструмента в месте крепления пальца, а следовательно, и снижение рабочего ресурса инструмента в целом.
2. Снижение рабочего ресурса сменного пальца за счет его утонения в месте крепления к телу инструмента.
Техническим результатом изобретения является создание инструмента, конструкция которого обеспечит повышенный рабочий ресурс, получение сварных соединений, обладающих прочностью на уровне основного металла.
Технический результат достигается тем, что выполненный в виде сплошного стержня, верхняя часть которого предназначена для закрепления в приводе вращения, а рабочая часть выполнена с опорным буртом, имеющим вогнутую рабочую поверхность, и снабжена рабочим стержнем в форме усеченного конуса, на боковой поверхности которого выполнены рельефные канавки, при этом вогнутая рабочая поверхность опорного бурта имеет форму усеченного конуса, кромки опорного бурта расположены в плоскости, отклоненной от нормали к оси вращения инструмента на угол α, зависящий от типа и толщины свариваемых деталей, рабочая поверхность опорного бурта наклонена относительно упомянутой плоскости опорного бурта на угол γ, а ось симметрии рабочей поверхности опорного бурта наклонена к оси вращения инструмента на угол γ', при этом углы γ и γ' в зависимости от типа и толщины свариваемых деталей составляют от 5 до 15 градусов.
Сущность изобретения поясняется чертежами фиг. 1 и фиг. 2, на которых изображены:
фиг. 1 - инструмент для сварки трением с перемешиванием:
1 - инструмент для сварки трением с перемешиванием;
2 - рабочий стержень;
3 - рабочая поверхность опорного бурта;
с - ось симметрии рабочей поверхности опорного бурта;
α - угол наклона плоскости опорного бурта к нормали оси инструмента;
γ - угол наклона рабочей поверхности опорного бурта к плоскости опорного бурта;
γ' - угол наклона оси симметрии рабочей поверхности к оси вращения инструмента.
фиг. 2 - схема процесса сварки:
4 - зона избыточного давления вблизи рабочей поверхности опорного бурта;
5 - свариваемые заготовки;
β - угол наклона оси инструмента к свариваемым деталям;
a, b - глубина внедрения кромок бурта в свариваемые детали;
S - направление сварки;
ω - направление вращения сварочного инструмента.
Инструмент 1 (фиг. 1 представляет собой сплошной стержень постоянного поперечного сечения, выполненный из быстрорежущей стали и закрепленный верхним концом в приводе вращения. На рабочей части выполнен опорный бурт с вогнутой рабочей поверхностью 3 (фиг. 1) в форме усеченного конуса, расширяющегося в сторону рабочей части опорного бурта; рабочая поверхность опорного бурта наклонена на угол γ относительно плоскости опорного бурта, и рабочий стержень 2 (фиг. 1), выполненный в форме усеченного конуса, расширяющегося в сторону нерабочей части инструмента. На боковой поверхности рабочего стержня может быть выполнен различный рельеф, в том числе направляющие канавки, для улучшения перемешивания, течения пластифицированного материала и разрушения оксидных пленок. Опорный бурт находится в плоскости, лежащей под углом α к нормали оси вращения инструмента.
Значение угла α находится в диапазоне от 1° до 15° в зависимости от типа и толщины свариваемых деталей. Ось симметрии рабочей поверхности опорного бурта наклонена под углом γ' к оси вращения инструмента, а рабочая поверхность опорного бурта наклонена к плоскости опорного бурта под углом γ. Значения углов γ иγ' находятся в диапазоне от 5° до 15° в зависимости от типа и толщины свариваемых деталей. Благодаря тому, что инструмент изготовлен без сменных рабочих стержней и внутренних полостей (отсутствие резких изменений сечения инструмента и мест крепления сменных рабочих стержней, как концентраторов напряжений), геометрии опорного бурта и рабочего стержня (форма усеченного конуса рабочего стержня и наличие разности высот заглубления кромок a, b опорного бурта (фиг. 2)), даже при изменении размеров рабочей части инструмента вследствие износа будет сохраняться увеличенное значение проковочного усилия за счет наличия зоны избыточного давления 4 (фиг. 2), тем самым обеспечивая повышение качества сварного шва, улучшенное течение и перемешивание пластифицированного металла даже при изменении размеров рабочего стержня. Диапазон толщин свариваемых деталей лежит в пределах от 2 мм до 75 мм.
Был изготовлен инструмент из быстрорежущей стали Р6М5 для сварки заготовок в стык соединения из алюминиевого сплава АМг6 толщиной 4 мм. Параметры инструмента α=4°, β=2°, γ=7°, γ'=8°, параметры режимов сварки: вращение инструмента - 355 и 500 об/мин, подача инструмента - 40 и 56 мм/мин. По результатам прочностных испытаний было отмечено повышение твердости и прочности металла шва по сравнению с основным металлом на 10-15%. Для основного металла составили 60-68 единиц твердости, предел прочности σв=192 МПа-217 МПа и для металла сварного шва 70-78 единиц твердости, предел прочности σв=224 МПа-249 МПа соответственно. При испытании сварных образцов на изгиб при угле в 180° трещин в металле сварного шва обнаружено не было. По результатам испытаний сварных образцов можно сделать вывод о получении качественного сварного соединения, по своим свойствам, не уступающим основному металлу.
Выполненный таким образом инструмент имеет повышенный рабочий ресурс, благодаря конструкции его рабочей части повышается качество шва за счет улучшения течения и перемешивания пластифицированного металла, создания дополнительного проковочного усилия.
Инструмент для сварки трением с перемешиванием, выполненный в виде стержня, верхняя часть которого предназначена для закрепления в приводе вращения, а рабочая часть выполнена с опорным буртом, имеющим вогнутую рабочую поверхность, и снабжена рабочим стержнем в форме усеченного конуса, на боковой поверхности которого выполнены рельефные канавки, отличающийся тем, что он выполнен сплошным, вогнутая рабочая поверхность опорного бурта имеет форму усеченного конуса, при этом кромки опорного бурта расположены в плоскости, отклоненной от нормали к оси вращения инструмента на угол α, составляющий в зависимости от типа и толщины свариваемых деталей от 1 до 15 градусов, рабочая поверхность опорного бурта наклонена относительно упомянутой плоскости опорного бурта на угол γ, а ось симметрии рабочей поверхности опорного бурта наклонена к оси вращения инструмента на угол γ', при этом углы γ и γ' в зависимости от типа и толщины свариваемых деталей составляют от 5 до 15 градусов.
Читайте также: