Источники питания для механизированной сварки в углекислом газе
Обновлено: 20.09.2024
Углекислотная сварка по принципу действия похожа на газовую. Допускается применять методы соединения при помощи защиты или без нее. В место соединения нагнетается углекислый газ. Дуга нагревает детали до критических температур, происходит распад вещества на составляющие, такие как кислород и угарный газ. Результат позволяет защитить сварочный шов от негативных окислений.
Углекислый газ при попадании на материал может окислять железо и углерод. Для защиты от таких явлений рекомендуется применять проволоку, в которой содержится марганцевые и кремниевые частицы. Легирующие элементы могут забирать на себя действие углекислоты. Получаемые сплавы всплывают на поверхность сварочного шва и переходят в шлак.
При помощи одной емкости углекислого газа сварщик может отработать до 15 часов. Используется для соединения металлических деталей и сварки труб. В защитном газе применяется жесткий электрод из вольфрама или графита.
Объект работы: сварка в среде углекислого газа
Предмет работы: аппарат для сварки в среде углекислого газа
Цели: рассмотреть электрооборудование и принцип работы сварочного аппарата в среде углекислого газа
1. Проанализировать особенности электрооборудования аппарата для сварки в среде углекислого газа.
2. Разобрать схему аппарата для сварки в среде защитного газа.
3. Обобщить технику электробезопасности при работе с углекислотным аппаратом для сварки.
Глава 1. Теоретическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа»
Особенности углекислотного сварочного аппарата
В углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар. А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью. Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Подготовка металла к сварке в среде углекислого газа
Листы из углеродистой или низколегированной стали хорошо свариваются в углекисло-газовой среде. При толщине листов от 0.6 до 1.0 мм рекомендуется проводить отбортовку кромок. Если отбортовка не выполняется, тогда зазор между подлежащими сварке кромками не должен быть более 0.3-0.5 мм. При толщине листов от 1 до 8 мм кромки можно не разделывать. Максимальный зазор, который можно при этом допускать - не более 1.0 мм. Для листов толщиной от 8 до 12 мм принято делать V-образную разделку, а при толщине более 12 мм - Х-образную разделку. До начала сварочного процесса необходимо зачистить на кромке краску, окалину, масло, грязь, или другие загрязнения. Это можно сделать вручную, либо с использованием пескоструйной обработки.
О сварочной проволоке
Для полуавтоматической сварки используется проволока, обладающая повышенным содержанием таких добавок как марганец и кремний. Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
Вывод по главе 1
В теоретической части курсовой работы были обобщены режимы и особенности сварки в среде углекислого газа, а также рассмотрено электрооборудование аппарата для сварки, показаны виды сварки в защитных газах. Проанализировав достаточное количество теоретического материала, приступил к работе над практической частью курсовой работы.
Схема сварочного полуавтомата практически не отличается от типовой схемы обычного сварочного аппарата. Единственная особенность - наличие механизма подачи сварочной проволоки. В отличие от инвертора, который соединяет материалы специальными электродами, в полуавтомате используется проволока, которая при помощи того самого механизма подается к месту сварки. Швы, полученные при сварке проволокой, получаются максимально ровными и аккуратными.
Рисунок 4. Устройство сварочного полуавтомата.
Проанализировав устройство полуавтомата, можно выделить 3 части:
1. электрическую, от которой зависит подача тока;
2. подающий механизм, доставляющий присадочную проволоку к месту сварки;
3. горелки, или сварочного рукава, которая создает защитную газовую среду.
От типа полуавтомата зависит, какие узлы входят в «начинку» аппарата. Самый популярный тип - агрегаты, работающие в газовой среде. Их устройство примерно одинаково:
- источник питания (определяет, при каком напряжении работает полуавтомат 220 В или 380 В);
- горелка вместе с трубкой для подвода газа;
- газовый баллон для подачи газа;
- подающий механизм, регулирующий подачу проволоки;
- блок управления и настройки параметров сварки.
Техника электробезопасности
При сварочных работах электробезопасность обеспечивается выполнением требований должностных инструкций для сварщиков, инструкций по эксплуатации сварочного оборудования, требований соответствующих разделов правил устройства электроустановок, правил технической эксплуатации электроустановок потребителей, межотраслевых правил по охране труда при газопламенной обработке металлов.
Рассмотрим основные требования правил, от выполнения которых зависит электробезопасность сварщика и людей, находящихся в зоне влияния сварочной установки.
К сварочным работам должны допускаться сварщики, прошедшие специальную подготовку, имеющие удостоверение на право производства сварочных работ и удостоверение на группу по электробезопасности не ниже II.
Основной защитой от напряжения опасной величины, появляющегося на корпусах источников сварочного тока, является заземление (зануление) этих корпусов. Большинство электроприемников, в том числе и сварочные установки, получают электроэнергию от сетей 220/380 В с заземленной нейтралью трансформатора или генератора, и к этой нейтрали присоединяется четвертый провод сети, называемый нулевым, который присоединен к металлическим корпусам распределительных устройств и электрических аппаратов. К этому проводу нужно также присоединять корпуса источников сварочного тока. Для этого на корпусе источника сварочного тока должен быть специальный болт, к которому присоединяется четвертая жила кабеля, называемая нулевой. На другом конце кабеля, присоединяемом к сети, эта жила соединяется с корпусом выключателя, силовой сборки и т. п.
В двухпроводной сети 220 В защита от опасного напряжения осуществляется также присоединением источника сварочного тока к нулевому проводу сети, который в этом случае является и рабочим, так как проводов только два.
На отдельных участках сети могут быть нулевые рабочие и нулевые защитные проводники. В таких случаях нулевой защитный проводник нужно присоединять к металлическому корпусу источника сварочного тока, а нулевой рабочий проводник — к цепи питания источника сварочного тока.
Источники сварочного тока могут присоединяться к силовым сетям напряжением не более 660 В.
Для подвода тока к сварочной дуге должен применяться специальный сварочный гибкий провод (кабель) с резиновой изоляцией и в резиновой оболочке, сечение которого должно соответствовать максимальному сварочному току.
Запрещается применение проводов в изоляции или в оболочке из полимерных материалов, распространяющих горение.
Присоединение источника сварочного тока к сети должно осуществляться через отключающий и защитный электрические аппараты. Эти аппараты могут быть объединены в одном, содержащем защиту от тока короткого замыкания. Длина гибкого кабеля, соединяющего переносной (передвижной) источник сварочного тока с включающим аппаратом сети, должна быть не более 15 м. Передвижные сварочные установки на время их передвижения должны быть отсоединены от сети.
Электросварочные установки с источниками постоянного или переменного сварочного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, в котлах, отсеках судов и т. п.) или для работы в помещениях с повышенной опасностью и особо опасных, должны иметь устройства автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения.
При сварочных работах в данных условиях сварщик должен пользоваться кроме спецодежды диэлектрическими перчатками, резиновыми галошами и ковриками. При работе в замкнутых или труднодоступных пространствах необходимо одевать защитные каски из полиэтилена, текстолита или винипласта; при этом запрещается пользоваться металлическими щитками. Работы в таких условиях сварщик должен выполнять под контролем двух наблюдающих, один из которых должен иметь группу II по электробезопасности. Наблюдающие должны находиться снаружи и контролировать безопасное проведение работ сварщиком. На сварщике должен быть предохранительный пояс с канатом, конец которого должен находиться у наблюдающего. При этом сварочная установка должна иметь устройство для ограничения напряжения холостого хода или его отключения.
Запрещается производить сварочные работы на закрытых сосудах, находящихся под давлением (трубопроводы, котлы, баллоны и т. п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества. Также запрещается электросварка и резка бочек, баков, цистерн, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей и газов без предварительной тщательной очистки, пропаривания этих емкостей и удаления из них газов вентилированием.
При проведении сварочных работ в закрытом помещении должен быть предусмотрен отсос сварочных аэрозолей непосредственно вблизи сварочной дуги. Должны быть установлены фильтры в вентиляционных устройствах помещений для электросварочных работ, исключающие выброс вредных веществ в окружающую среду.
Присоединение к сети и отсоединение от сети источников сварочного тока и наблюдение за их исправным состоянием при эксплуатации должен выполнять электротехнический персонал предприятия, где числится данная сварочная установка, с группой по электробезопасности не ниже III, а также электросварщик, если он прошел обучение и сдал экзамен на получение удостоверения на группу III по электробезопасности.
Измерение сопротивления изоляции электросварочных установок производится после длительного перерыва в их работе, после перестановки оборудования, но не реже 1 раза в 6 месяцев.
Ответственность за эксплуатацию сварочного оборудования, выполнение графика технического обслуживания и ремонта, безопасное ведение сварочных работ определяется должностными инструкциями и утверждается руководителем предприятия.
При наличии на предприятии должности главного сварщика или главного механика данная ответственность возлагается на них. Электросварочное оборудование закрепляется за электросварщиком под роспись
Выключателем может быть рубильник, автоматический выключатель и другие электрические аппараты.
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без.
При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию.
Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами - бензобаками, канистрами, бочками.
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться, сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Вывод по главе 2
В практической части работы проанализировал все практические моменты, а также технику безопасности по теме «Электрооборудование аппарата для сварки в среде углекислого газа», тонкости и виды, материалы и сварочный полуавтомат. Наглядно показал электрическую схему сварочного полуавтомата, рассказал правила техники безопасности при работе с аппаратом по сварке в среде углекислого газа.
Заключение
В курсовой работе были рассмотрена история появления сварки в среде защитных газов, особенности углекислотного сварочного аппарата, электрическая схема полуавтоматического сварочного аппарата, режимы полуавтоматической сварки в среде защитных газов и электрооборудование сварочных установок. В курсовой работе также была рассмотрена техника электробезопасности. Выполнил все поставленные цели и задачи курсовой работы.
По моим наблюдениям я сделал вывод, что для того чтобы использовать данный сварочный аппарат нужно знать особенности и недостатки сварки в среде углекислого газа, знать технику безопасности и электробезопасности, высокая квалификация рабочего не ниже 5 разряда и должен знать ГОСТ сварки в среде защитных газов
Список использованной литературы
1. Банников Б.А. «Сварочные работы: современное оборудование и технология работ» 2018 год
2. Володин В.Я. «Создаем современные сварочные аппараты» 2017 год
3. Гуревич С. М. «Справочник по сварке цветных металлов» 1990 год
4. Зубаль И. Д. «Сварочный аппарат своими руками. выпуск 12» 2015 год
5. Кортес А.Р. «Сварка, пайка, резка металлов» 2017 год
6. Кашин С. «Сварочные работы. Практический справочник» 2016 год
7. Кобелев Ф. «Как сделать сварочные аппараты своими руками» 2015 год
8. Лосев В. А. «Иллюстрированное пособие сварщика» 2017 год
9. Левченко О. Г. Меглицний В. А. «Современные средства защиты сварщиков» 2017 год,
10. Лупачёв В. Г. «Ручная дуговая сварка» 2016 год
11. Малаховский В. А. «Руководство для обучения газосварщика и газорезчика» 1990 год
12. Новиковский Е.А. «Ручная электродуговая и газовая сварка металлов» 2016 год
13. Подольский Ю. «Сварочные работы. Электродуговая. Газовая. Холодная. Термитная. Контактная сварка» 2015 год
14. Соколов И.И. «Газовая сварка и резка металлов» 1975 год
15. Серикова Г. «Сварочные работы. Практический справочник» 2015 год
Оглавление
1.1 История появления сварки в среде защитных газов………………………. 4
1.2 Особенности углекислотного сварочного аппарата…………………………. 7
1.3 Режимы полуавтоматической сварки в среде защитных газов……………….9
1.4 Источники питания для сварки в среде углекислого газа…………………. 11
1.5 Оборудование для сварки в среде углекислого газа…………………………12
Глава 2 Практическая часть по теме «Электрооборудование аппарата для сварки в среде углекислого газа»
2.1 Электрооборудование сварочных установок…………………………………16
2.2 Электрическая схема сварочного полуавтомата……………………………..22
2.3 Техника электробезопасности…………………………………………………23
Список использованной литературы……………………………………………. 30
Введение
Механизированная сварка в среде углекислого газа
Сущность способа сварки в среде углекислого газа. Сварка в среде углекислого газа (СО2) является разновидностью дуговой сварки. Схема сварочного процесса приведена на рис. 10.9.
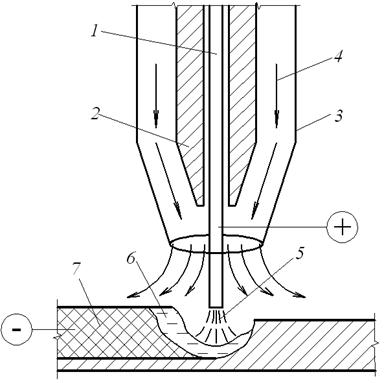
Рис. 10.9. Способ сварки в среде СО2
1 – сварочная проволока; 2 – токоведущий мундштук; 3 – сопло; 4 – струя защитного газ; 5 – сварочная дуга; 6 – сварочная ванна; 7 – шов
Сварка производится голой сварочной проволокой диаметром 1,4…2 мм, которая подается через токоведущий мундштук. В зону сварки через сопло поступает углекислый газ, струя которого, обтекая сварочную дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха.
Электродная проволока подается непрерывно в зону сварки со скоростью плавления. Сварочная горелка перемещается вдоль свариваемых кромок, в результате чего совершается процесс сварки с образованием шва. Сварку производят на постоянном токе обратной полярности (плюс на электроде).
Различают механизированную и автоматическую сварки. В первом случае механизирована подача проволоки, а горелка перемещается сварщиком вручную. В случае автоматической сварки механизированы подача проволоки и перемещение сварочной горелки.
Углекислый газ является химически активным газом, поэтому для сварки применяют проволоку марок Св-08Г2С или Св-08ГС, содержащих в своем составе раскислители кремний и марганец.
Основные достоинства сварки в среде СО2:
– обеспечивает получение высококачественных сварных соединений из различных металлов при высокой производительности по сравнению с ручной дуговой сваркой благодаря применению высокой плотности тока (100…200 А/мм 2 );
– высокое качество сварного шва;
– лучшие условия труда;
– в отличие от сварки под слоем флюса возможно визуальное наблюдение за процессом горения дуги и образования шва, что особенно важно при механизированной сварке;
– в отличие от сварки под слоем флюса не требует приспособлений для удержания флюса, поэтому возможна сварка как нижних, так и вертикальных и горизонтальных швов.
К недостаткам следует отнести возможность сдувания струи газа ветром или сквозняком, что ухудшает защитное действие газа и качество шва; необходимость защищать рабочих от излучения дуги и от опасности отравления при сварке в замкнутом пространстве. Кроме того, сварка в углекислом газе возможна только при постоянном токе и дает менее гладкую поверхность шва, чем сварка под флюсом.
Оборудование поста для сварки в среде углекислого газа. Для механизированной сварки в среде углекислого газа применяются полуавтоматы отечественного производства марок ПДГ-516, ПДГ-508, ПДГ-415, ПДГ-252 и др., а также полуавтоматы зарубежных фирм. Сварочные полуавтоматы имеют в своем составе примерно одинаковые функциональные блоки и отличаются друг от друга лишь мощностью и конструктивным исполнением. В качестве примера представлен пост механизированной сварки в углекислом газе полуавтоматом ПДГ-516, блок-схема которого представлена на рис. 10.10.
Сварочная проволока подается в зону сварки подающим механизмом, состоящим из двигателя постоянного тока, редуктора и двух пар роликов-шестерен с гладкими коническими канавками. Рычажным механизмом верхние ролики прижимаются к нижним. Сварочная проволока из кассеты подается роликами-шестернями через шланг в сварочную горелку. Сюда же подаются сварочный ток через кабель от выпрямителя и углекислый газ из баллона с углекислотой. Для сварки в углекислом газе используются выпрямители с жесткой внешней характеристикой марок ВС-300, ВДГ-301 и др. (в процессе сварки напряжение на дуге постоянно и не зависит от величины сварочного тока) или универсальные выпрямители ВДУ-504, ВДУ-506.
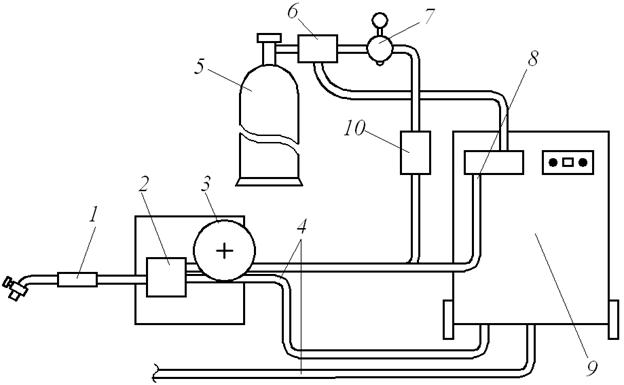
Рис. 10.10. Блок-схема полуавтомата для сварки в среде СО2:
1 – сварочная горелка; 2 – механизм подачи электродной проволоки;
3 – кассета с электродной проволокой; 4 – сварочные кабели; 5 – баллон
с углекислотой; 6 – подогреватель газа; 7 – редуктор-расходомер; 8 – кабель
управления; 9 – сварочный выпрямитель; 10 – осушитель газа
В баллоне сварочная углекислота находится в жидком состоянии. После испарения углекислый газ проходит через подогреватель, редуктор-расходомер, электрогазовый клапан и поступает в сварочную горелку. В случае применения несварочной (пищевой) углекислоты, с повышенным содержанием влаги, в газовую магистраль дополнительно включают осушитель. Испарение углекислоты проходит с поглощением тепла. Подогреватель повышает температуру углекислого газа, предотвращая замерзание редуктора. Редуктор-расходомер обеспечивает снижение давления газа до рабочего значения и контроль его расхода в процессе сварки.
Электрогазовый клапан представляет собой исполнительный механизм, открывающий и закрывающий подачу газа в сварочную горелку.
Блок управления сварочным полуавтоматом (БУСП) с электрогазовым клапаном расположен сзади подающего механизма и обеспечивает выполнение следующих операций:
– включение и выключение электрогазового клапана (выключение выполняется с регулируемой задержкой 1…5 с, что обеспечивает защиту жидкого металла вплоть до его затвердевания);
– включение и выключение электродвигателя подачи проволоки (скорость подачи проволоки регулируется резистором на панели блока управления);
– включение и выключение сварочного выпрямителя (выключение выполняется с регулируемой задержкой 0,5…3 с, что обеспечивает заварку кратера).
При нажатии выключателя на сварочной горелке происходит включение газового клапана и подача газа в зону сварки. Через 1 с включаются источник питания сварочной дуги и привод подачи электродной проволоки. При замыкании сварочной проволоки на изделие зажигается дуга.
При размыкании выключателя останавливается двигатель подачи электродной проволоки, происходит растяжка дуги и ее обрыв. Через 0,5…3 с выключается источник питания и через 1…5 с – газовый клапан (снимается напряжение со сварочной горелки и прекращается подача газа). Следующее включение происходит при нажатии кнопки на сварочной горелке.
Технические характеристики полуавтомата для сварки в углекислом газе ПДГ-516 с ВДУ-506 представлены в табл. 10.4.
Все о сварке в углекислом газе
Сварочный процесс с применением углекислого газа относят к разновидности сварки, выполняемой под защитой флюса. Такой тип работ чаще всего осуществляют плавящимися электродами, и этот метод нашёл применение в сфере проведения различного типа монтажных работ, а также используется при ремонте или для восстановления деталей с тонкими стенками.
Особенности
Согласно требованиям ГОСТ, сварка в углекислом газе выполняется автоматическими или полуавтоматическими сварочными устройствами, которые оснащены горелками, выделяющими углекислотную смесь из сопла. При проведении сварки в углекислой среде важно учитывать, что любые нестандартные держатели должны выдерживать радиальное истечение газа по отношению к оси электрода.
Сущность процесса сварки состоит в том, что работы ведутся под защитой углекислого газа.


Перед проведением работ и пропусканием сварочной проволоки в дюритовый шланг, конец прутка требуется завальцовывать, а сам шланг обязательно проверяют на отсутствие утечек и перегибов, так как в системе должно быть давление для равномерной подачи газа. Такие требования ГОСТ должны соблюдаться неукоснительно. Если не придерживаться установленного режима, то оборудование быстро выйдет из строя, а качество сварки будет неудовлетворительным.


Перед тем как приступить к выполнению сварочных работ, требуется определить нужный для обеспечения качественного сварочного шва диаметр проволоки, чтобы он соотносился с толщиной стыкуемых между собой заготовок, а также выбрать режим сварки. Согласно выбранному режиму сварки, потребуется определить расход углекислого газа и проверить уровень давления в газовом баллоне. Для получения разряда электрической сварочной дуги выполняют касание концом сварочной проволоки к поверхности рабочей области заготовок, тогда как выпуск проволоки производят при помощи нажатия кнопки пуска, расположенной на держателе.
В процессе сварки устойчивость электродуги, стойкость её защиты от окисляющего действия кислорода, а также быстрота остывания металла и форма сварочного шва напрямую зависят от правильного перемещения и наклона горелки аппарата относительно рабочей поверхности заготовок.
При сварке с применением углекислой среды улучшается качество сварного шва, снижается напряжение металла после выполнения работ, а также гарантируется прочность соединения между собой заготовок.
Применение углекислоты позволяет следить за сварочным процессом, снижает степень загрязнения рабочей поверхности брызгами расплавленного металла, а также сводит к нулю появление дефектов в сварочных швах.
Способы
Автоматическое и полуавтоматическое оборудование для выполнения газоэлектросварки с применением углекислого газа может работать с неплавящимся (вольфрамовым) или плавящимся электродом. Применяя неплавящийся электрод, готовый сварной шов образуется путём оплавления кромочных частей заготовки, а также за счёт плавления поступающей в зону сварки присадочной проволоки. При работе с плавящимся электродом он оплавляется во время работы и формирует собой металлический материал для шва.


Для защиты сварочного шва в процессе работы могут быть применены инертные, активные и смешанные газы. Углекислый газ относят к группе активных газообразных веществ. Выбор газа напрямую зависит от физико-химического состава заготовок, а также исходя из требований, которые будут предъявлены к качествам сварного шва. Кроме того, газ для сварки выбирают исходя из экономической целесообразности.
Углекислый газ в этом случае является одним из наиболее выгодных с экономической точки зрения из-за низкой себестоимости.
Иногда активный углекислый газ смешивают с другими типами газа. Делают это для более высокой степени устойчивости сварочной дуги, а также для увеличения глубины проникновения в металл в процессе его плавления. Смесь газов с углекислотой увеличивает производительность сварочного процесса, а также усиливает степень перехода металла из сварочного электрода в стыковочный шов.
Рассмотрим наиболее распространенные способы применения углекислого газа для различных вариаций сварки.
- Сочетание аргона и 25% углекислой смеси. Такой состав используют для работы с плавящимися электродами. Добавление к аргону углекислоты позволяет работать с высокоуглеродистыми металлами без образования внутри шва пористой структуры. Кроме того, углекислый газ усиливает стабильность электродуги, повышает эффективность сварки на ветру, улучшает качество шва при работе с тонкостенными заготовками.
- Сочетание аргона с 20% углекислоты и 5% кислорода. Такой газ применяют для работы с плавящимися электродами при сварке легированной или углеродистой стали. Газовая смесь повышает стабильное состояние электродуги, улучшает форму и качество шва и исключает появление пористости.
- Сочетание углекислой смеси и 20% кислорода. Этот состав применяют для сварки плавящимся электродом при соединении заготовок из углеродистой стали. Газовая смесь обладает хорошей оксидной способностью, стимулирует глубокое проникновение электродуги вглубь металла, создает шов хорошей формы и исключает появление пористости.
Для выполнения сварочных работ защитная углекислая смесь в область сварки может поступать центрально или сбоку, если скорость сварки достаточно высокая.
Чтобы сэкономить расход дорогих инертных газов, их потоки разделяют, причём внутренний поток – это инертный газ, а более широкий наружный – это всегда более дешёвый углекислый газ.
Применяемые материалы и оборудование
Так как сварочный процесс с применением углекислого газа осуществляется автоматическим или полуавтоматическим оборудованием, то выбор расходных материалов будет зависеть от выбора режима и метода выполнения этих работ.
Углекислый газ
В составе газа – углекислота, газообразное вещество, не обладает цветом, запахом и нетоксично. Для сварочного процесса используют баллоны чёрного цвета, срок годности такой ёмкости с момента проведения её первой аттестации составляет 20 лет. Баллоны имеют рабочее давление, равное 70 кгс/ см², а их объём равен 40 л, что соответствует 25 кг жидкого углекислого вещества. Примерно 80-99% баллона занимает углекислота, а остальная часть приходится на долю углекислого газа.
Для маркировки на чёрном фоне баллона делают надпись жёлтого цвета «Углекислота».
Для выполнения высококачественных сварочных работ применяют концентрацию углекислоты не менее 98%, а для наиболее ответственных участков берут 99%-ный состав. Чем выше содержание углекислоты в газе, тем больше разбрызгивается жидкий металл в процессе сварки. Для устранения этого побочного эффекта применяют специальные осушители, выполненные из силикагеля, алюминия либо купороса, которые удаляют избыток влаги.
Сварочная проволока
Следующим важным материалом, необходимым для сварки, является электрод. Для работы в среде углекислого газа применяются специальные виды электродов. Дело в том, что сварочная проволока, которая используется для работ под прикрытием флюса, не может быть применима в процессе сварки в углекислой среде. Для выполнения сварки с двуокисью углерода применяют электроды, в которых имеется повышенное содержание кремния и марганца. Эти металлы легируют сварочную проволоку, делая её более прочной. Толщина электрода зависит от типа аппарата, которым будет выполняться сварка, а также от толщины стыкуемых заготовок.
Выбирая электроды, нужно обратить внимание на то, чтобы их поверхность была чистой, не имела следов коррозии и окалины.
Если в электроде будут посторонние включения, то это отразится на качестве шва, ослабляя его возникновением пористости. Кроме того, электроды с примесями будут способствовать разбрызгиванию жидкого металла. Если требуется очистить электроды перед работой, их можно протравить в растворе серной кислоты 20% концентрации. После травления проволоку нужно прокалить в печи.

Другие
Для выполнения сварки нужны и другие комплектующие. Перечень их выглядит примерно так:
- сварочный аппарат;
- трансформатор или инвертор в качестве источника переменного тока;
- газовый баллон и кислородный редуктор;
- подающее газ устройство, куда установлен газовый клапан;
- осушитель (подогреватель) углекислого газа – используется как промежуточное приспособление, соединяющее баллон с горелкой;
- газовая горелка, укомплектованная комплектом кабелей и дюритовыми шлангами.
Чтобы качественно выполнить сварочные работы, необходимо заранее подготовить все необходимые расходные материалы и проверить исправность рабочего оборудования.




Расход
В газовом баллоне содержится объём углекислой смеси, которого хватает на 16-20 часов непрерывной работы. Расход углекислого газа напрямую зависит от интенсивности его подачи и объёма сварочных работ.
Перед тем как начать сварочные работы, баллон с газом требуется поставить вертикально и выждать время, чтобы избыток влаги естественным путем мог опуститься на дно ёмкости.
До работы и в процессе её выполнения нужно следить за тем, чтобы давление внутри ёмкости не падало ниже показателя, равного 4-5 кгс/см². Если показатели упадут ниже этих цифр, работу придётся остановить, так как в газовой смеси будет содержаться большое количество влаги, что снизит качество сварочного шва.


Для контроля за расходом углекислой смеси и уровнем её давления на баллоне устанавливают специальный редуктор-расходомер. Наиболее распространены в настоящее время редукторы марок АР-150 и АР-40. Расход углекислого газа регулируют понижающим действием редуктора – это приспособление при необходимости снижает внутреннее давление в баллоне до 0,5 атм, что позволяет экономно расходовать углекислый газ при выполнении сварочных работ. Другими словами, давление на входе в редуктор равно давлению в баллоне, и это показывает входной манометр. С помощью регулировочного винта, мембраны и пружин внутри редуктора давление снижается до 0,5 ати (атмосфер избыточных), что показывает манометр на выходе, или 1,5 ата (атмосфер абсолютных). На самом баллоне есть клапан, который регулирует расход, как водопроводный кран в вашем умывальнике. Таким образом, давление одно, а расход может быть разным.
По мере расхода находящегося в баллоне газа, давление снижается и начинается испарение жидкой углекислоты, т.е. переход из жидкого состояния в газ. Это требует определенной энергии, поэтому газ имеет низкую температуру (как в морозилке вашего холодильника). Для того, чтобы находящиеся в газе частицы влаги не замерзли и не закупорили отверстие редуктора, газ подогревают.


Технология
Для того чтобы правильно варить заготовки в домашних условиях, важно соблюдать основные параметры режима сварки и действовать по схеме. Для начинающих сварщиков может оказаться полезной следующая пошаговая инструкция выполнения работ:
- определить полноту заправки баллона с углекислым газом, чтобы рассчитать время работы;
- поместить присадочный припой в подающий механизм;
- проверить исправность роликов, которые нужно подобрать исходя из размеров сварочной проволоки;
- разложить механизм подачи проволоки путём нажатия кнопки управления;
- дождаться выхода проволоки из открытого конца горелки;
- подсоединить баллон с газом с помощью шлангов, места соединений затянуть хомутами;
- зачистить рабочую поверхность заготовок от загрязнений, снять небольшую краевую фаску материала;
- выполнить на отходах металлической стружки пробный вар для настройки параметров аппарата;
- установить горелку под углом 85° относительно заготовки;
- сформировать электродугу и вести её так же, как и при ручной сварке – во время подачи газа металл перестанет брызгать;
- закончив формирование шва, отключить подачу электротока на аппарате;
- остановить подачу сварочной проволоки;
- после начала кристаллизации поверхности сварочного шва перекрыть подачу газа.
Сварка заготовок с применением углекислого газа является одной из наиболее востребованных.
Технология выполнения этой операции зависит от выбранного режима работы сварочного аппарата и его параметров. Результатом выполнения работ будет качественный, ровный и прочный шов, имеющий защиту от коррозии металла.
О сварке электродом в углекислом газе смотрите далее.
Читайте также: