Как определить полярность сварочных электродов
Обновлено: 15.05.2024
Граждане, подскажите. На электродах МР-3 и АНО не указана полярность. Просто написано "постоянный или переменный ток" и все.
Вобщем подскажите как подключать эти электроды- к плюсу или к минусу.
Я так понимаю что если полярность на упаковке не написана- значит надо подключать деталь к минусу а электрод к плюсу?
Pavell написал :
"постоянный или переменный ток"
Универсальные электроды, поэкспериментируйте с полярностью и сразу будет видно. У меня фубаг (постоянка)- АНО варят на прямой полярности, на обратной заметно хуже.
Mutru4 написал :
АНО варят на прямой полярности
Всмысле на деталь- плюс а на электрод - минус?
Pavell написал :
Граждане, подскажите. На электродах МР-3 и АНО не указана полярность. Просто написано "постоянный или переменный ток" и все.
Вобщем подскажите как подключать эти электроды- к плюсу или к минусу.
АНО-21, АНО-4, АНО-36, на постоянном токе-обратная полярность, плюс на электроде.
Смотрите внимательно на упаковке, завод изготовитель ВСЕГДА указывает параметры и характеристики электрода.
Про МР забыл, вот: МР-3, МР-3-1, МР3-2, МР-3-3, МР-3-4, МР-3-5, Электроды сварочные Э46-МР-3-Ф-
ГОСТ 9466-75
ГОСТ-9467-75
Э46-МР-3-Ф-УД
Е431(3)-Р-23 Для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 МПа.
Положение
свариваемых швов
Род тока Сварка производится во всех пространственных положениях, кроме вертикального 'сверху-вниз' на переменном и постоянном токе обратной полярности.
Тип покрытия Рутилово-основной
Для МР-3С (синии)-прямая полярность, минус на электроде. Чудят эти производители, то плюс то минус. У меня для "чернушки" всегда плюс на электроде.
А здесь уже обратная полярность, руководствуйтесь только тем, что указывает производитель на упаковке.
Pavell написал :
На электродах МР-3 и АНО не указана полярность. Просто написано "постоянный или переменный ток" и все.
Здесь расшифровка электродов.
Pavell написал :
Всмысле на деталь- плюс а на электрод - минус?Mutru4 написал :
Совершенно верно.Mutru4 написал :
АНО-21, АНО-4, АНО-36, на постоянном токе-обратная полярность, плюс на электроде.morgmail написал :
Для МР-3С (синии)-прямая полярность, минус на электроде.
Варить можно на любой полярности. Просто запомните, что при обратной полярности на изделии выделяется меньше тепла, чем на электроде. Поэтому обратная полярность применяется при сварке тонколистовых металлов, чувствительных к перегреву легированых сталей, нержавейки. Так же при сварке электродами с тугоплавкой обмазкой, таких как: уонии, озл8 (нерж), цл39 (теплоустойчивые), сармайт (для наплавки на истирание). При прямой полярности тепла выделяется, соответственно, больше на изделии, а на электроде меньше. Вот и вся премудрость. Объясняется это строением сварочной дуги. На катодном пятне температура=2400г/С, столб дуги имеет темп.=6000-7000г/С, анодное пятно = 2700г/С.
Прямая - это + где?
2Бело Вы мне чужую цитату приплели. Я всегда пробую различные виды полярности, т.к. электроды партия от партии различаются.

cimon написал :
Варить можно на любой полярности.
А производители от нечего делать полярность указывают. Вполне допускаю, что это зависит не только от электрода, но и от сварочника, но мой Престиж-164 лосиноостровскими МР-3С на прямой полярности не варит нифига.
morgmail написал :
Для МР-3С (синии)-прямая полярность, минус на электроде.cimon написал :
Варить можно на любой полярности.Викторыч написал :
МР-3С на прямой полярности не варит нифига.
Викторыч написал :
но мой Престиж-164 лосиноостровскими МР-3С на прямой полярности не варит нифига.
Ну если МР у вас на прямой полярности не варит, то помоему вам пора менять инвертор. МРки это электроды для переменки, по этой причине ему совершенно безразлична полярность, так, что ищите причину в инверторе.
Бело написал :
Путаница продолжается
Это для поддержания темы?
2cimon Я как-то больше доверяю производителю "Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током"
Викторыч написал :
2cimon Я как-то больше доверяю производителю "Сварка во всех пространственных положениях постоянным током обратной полярности и переменным током"
Верить или не верить и кому верить это ваше личное дело.
Но давайте попробуем разобраться. Если электрод способен гореть на переменном токе, то это значит, что полярность на нем меняется 100раз в секунду, т.е. 50раз прямая и 50раз обратная. Так почему на постоянке он может варить только на обратной полярности?
Лично я думаю, что это связано с тем
cimon написал :
что при обратной полярности на изделии выделяется меньше тепла, чем на электроде.
а это может влиять скорее всего только на сварку вертикальных швов, но никоим образом на способность электрода зажигаться и гореть. Можете проверить на другом инверторе.
Тут например ничего не указано насчет полярности.
Интересный спор тут затеяли. Я покупаю электроды "ВИСТЕК" МР-3, которые можно использовать как для постоянки, так и для переменки. Ничего не сказано о полярности. Единственное ограничение - это нельзя варить вертикалные швы сверху вниз. Они отлично у меня варят и при прямой и при обратной полярности.
Veha написал :
Интересный спор тут затеяли.
А что тут спорить? Надо брать и варить, на какой полярности лучше варит, на той и варить, не смотря, что написано.
Veha написал :
Они отлично у меня варят и при прямой и при обратной полярности.
При прямой полярности хорошо варить толстый металл, при обратной полярности варится листовой металл. При этом шов получается качественный, сварка проходит легко. Если варить что то среднее, те же уголки 30х30, то оно по всякому хорошо. (упрошенный пример)
При сварке переменным током качество шва значительно хуже, варить сложней, а тонкий лист просто прожигает.
Если электрод с тугоплавкой обмазкой, конечно лучше обратная полярность. Качество шва будет наилучшим. Нам же надо в первую очередть качество, и эффективность в работе. Под конкретную работу и подбираем электроды.
Veha написал :
Я покупаю электроды "ВИСТЕК" МР-3
А я говорю про МР-3 С
2Mutru4 А я и не спорю, я говорю о личном опыте, который совпадает с заявленной производителем полярностью, разбираться с физикой процесса, в данном случае, мне лениво, мне достаточно практики
Викторыч написал :
мне достаточно практики
+100. Практика никому не мешает, как новичку, так и профи.
На обратной полярности электрод, по идее, сгорает заметно быстрее. Быстрее сгорит, быстрее придется покупать новые. На одну и туже задачу уйдет больше электродов. Производитель не в накладе.
Ярослав_М написал :
На обратной полярности электрод, по идее, сгорает заметно быстрее.
Если вы варите тонкий металл, на обратной полярности вы это сделаете легко. Дуга легко зажгется, шов будет формироваться равномерно, прожигов не будет.
На прямой полярности, при тех же условиях, вы чуть коснетесь металла - прожиг. Уменьшаете ток, дуга зажигается плохо, гаснет. Шов получается ужасным.
Если вы варите забор с низкоуглеродистой стали, то можно мозг не напрягать. По всякому нормально выйдет. Дешевые электроды, дешевый трансформатор.
Если Вы работаете с высоко углеродистой сталью, да еще мастерите какой нибудь механизм, расчитаный на нагрузки. Количество и цена электродов для Вас будут имет иное значение.
Производитель специально указывает какой ток и какую полярность использовать для лучшего результата. Чтобы вы не тратили свое время и электроды на эксперименты.
Дугу и на простом гвозде зажечь можно и сварить вместе две железяки. Только это уже сваркой назвать нельзя.
Полярность сварочных электродов

Сварочные Материалы
Электродуговая сварка может осуществляться при помощи оборудования, вырабатывающего постоянный или переменный ток. Если работа на переменном токе не имеет нюансов в вопросе правильного подключения массы и держателя электрода, то при сварке на постоянном токе полярность сварочных электродов имеет большое значение.
Общие понятия
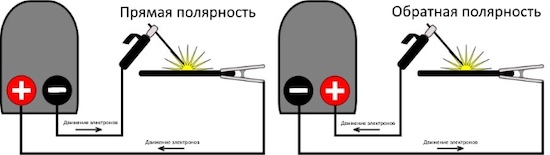
В зависимости от того какой полюс сварочного автомата подключен к держателю, определяется тип и особенности режима сварки:
- Сварка на прямой полярности предполагает подключение положительного полюса к соединяемым заготовкам (массе), и отрицательного к держателю электрода.
- Для выполнения работ при обратной полярности полюса меняются местами (плюс на держатель, минус на массу).
Несмотря на то, какая полярность электродов применяется, сварка на постоянном токе имеет общие особенности по сравнению с применением переменного напряжения:

- Благодаря тому, что направление движение электронов постоянное, при сварке не происходит чрезмерного разбрызгивания расплавленного металла. Именно поэтому сам шов получается более качественным, аккуратным.
- Полярность подключения электродов играет большую роль потому, что положительный и отрицательный элементы нагреваются по разному, а это оказывает влияние не только на глубину провара, но и количество переносимого с плавящегося электрода металла.
- В любом случае необходимо обеспечить качественный контакт провода с обрабатываемой деталью, только так можно обеспечить устойчивость и надежность сварочной дуги.
Сварка на прямой полярности
При таком способе подключения электродов большему нагреву подвергается заготовка, а не электрод. Такой режим характеризуется выделением значительно большего количества тепла.
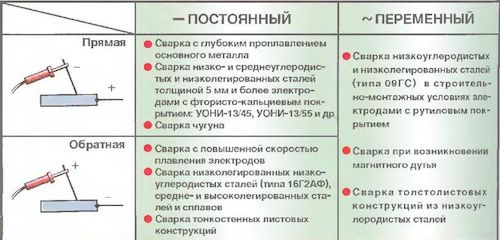
Поэтому сварка на прямой полярности рекомендована для выполнения следующих операций:
- Резка металла любым типом электродов.
- Сварка заготовок значительной толщины.
- Работа с металлами, имеющими более высокую температуру плавления.
Именно в этих случаях требуется разогрев обрабатываемых деталей до более высоких температур, для выполнения этих работ требуется значительное тепловыделение.
Сварка на обратной полярности

В данном случае большему разогреву подвергается электрод, поэтому на заготовку передается меньшее количество тепловой энергии.
Благодаря этому электроды обратной полярности позволяют выполнять работы в более мягком (деликатном) режиме.
Это актуально во многих случаях, например, сварка нержавеющей или тонкой листовой стали, сплавов, чувствительных к тепловому воздействию.
Так же такое подключение используется для работ в среде защитных газов или под флюсом.
Определение необходимой полярности
О том, как определить полярность электродов при сварке, существует множество споров, при этом каждая сторона приводит правильные, казалось бы доводы. Противники указанной выше версии ссылаются на учебники по технологии сварочного производства, изданные еще в середине прошлого века, считая, что сведения указанные в них наиболее правильные.
Но стоит учитывать то, что с тех пор произошло существенное усовершенствование сварочной техники и расходных материалов. Поэтому основываться на рекомендациях, касающихся устаревших технологий, все-таки не стоит. Наиболее правильным считается именно описанный выше выбор полярности.
Существует еще одна группа сварщиков, считающих, что любые работы лучше (вернее удобней) выполнять исключительно на обратной полярности. Это связано в первую очередь с тем, что в таком режиме электроды меньше липнут и отсутствует риск прожига металла. Но появление инверторной сварочной техники решило и эту проблему.
Стоит обращать внимание и на тип электродов. Существуют марки, которые могут применяться только при прямой или обратной полярности, нарушение рекомендаций производителя может не только усложнить процесс сварки, но и сделать ее невозможной в принципе.
На сегодняшний день производители уже предлагают электроды, способные работать при любом напряжении и различной полярности.
Правильный выбор полярности подключения электродов способствует упрощению сварочного процесса и повышению качества шва.
Ставим точку в вопросах прямой и обратной полярности в сварке

Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.

Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Прямая и обратная полярность при сварке
От выбора полярности зависит процесс сварки, качество шва, расход электрода. Рассмотрим, чем отличается прямая и обратная полярность при сварке.
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения "прямая и обратная полярность". От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой "скачке" с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим "крокодил" крепится к изделию.
Если держатель установить в разъем "-", а кабель массы подключить к "+", получится прямая полярность. При подключении наоборот (держатель к "+", а массу к "-") полярность будет обратная.

Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где "+", там температура будет выше.
При сварке на прямой полярности "+" на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает "плюс" на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно "повести" при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с "плюсом" на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При "минусе" на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает "скакать" и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом

При сварке полуавтоматом тоже меняют полярность в зависимости от толщины металла и видах свариваемых материалов. Чаще всего изначально установлено прямое подключение с "минусом" на горелке. Это необходимо для сварки омедненной или нержавеющей проволокой. Поскольку ее сечение маленькое (0.6-1.2 мм), тепло требуется концентрировать на изделии, иначе расходник будет быстро гореть, разбрызгивая металл во все стороны.
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором

Сварка инвертором ММА проводится на прямой полярности "классическим" способом, поскольку режим применяется для соединения толстостенных заготовок 4 мм и выше:
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель

При работе инвертором с прямым подключением на высоких токах 200-300 А держатель может сильно перегреваться. Такое происходит и при силе тока 140 А, если установлена обратная полярность. Ведь на электроде возрастает нагрев до 1000 градусов. Чтобы не испытывать дискомфорт в руке, важно выбирать держак инвертора с хорошей изоляцией рукоятки. Тогда получится дольше варить без вынужденных перерывов на остывание.
Сварочные электроды

Если Вы новичок и не знаете, на какой полярности будете варить (а может предстоит работать с тонкими и толстыми металлами сразу), выбирайте универсальные электроды. Они рассчитаны на переменный и постоянный ток любой полярности. Среди проверенных универсальных электродов — Lincoln Electric Omnia 46, СпецЭлектрод АНО-21, ESAB ОЗС-12. Для работы с обратной полярностью есть узкоспециализированные электроды ESAB ОК 46.00.
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Функция "Форсаж дуги" тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении ("+" на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Читайте также: