Как проверить сварочный шов на трубе отопления
Обновлено: 26.04.2024
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а - в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а - трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Как проверить сварочный шов на герметичность
Объекты, предназначенные для транспортировки или хранения жидких и газообразных веществ, должны подвергаться контролю герметичности сварных соединений. Проверка непроницаемости проводится работниками ОТК предприятия. Периодический контроль во время эксплуатации выполняет владелец в сроки, определяемые нормативными документами.

Суть контроля герметичности сварных соединений
Проверка герметичности ― это метод неразрушающего контроля, основанный на способности газов или жидкостей просачиваться сквозь мельчайшие отверстия. После его проведения визуально оценивают или измеряют массу просочившейся через изъяны сварного соединения рабочей среды. Полученный результат сравнивают с допустимыми значениями, указанными в нормативных документах. При назначении периодичности проверки непроницаемости и способа выполнения учитывают:
- физико-химические свойства рабочей среды;
- величину давления;
- температуру окружающей среды;
- условия эксплуатации.
Способы проверки сварных швов на герметичность
Перед контролем на непроницаемость сварочный шов должен быть подготовлен. Поверхность очищают от шлака и окалины при необходимости протравливают. Если при осмотре не выявлены крупные дефекты, выбирают приемлемый способ проверки герметичности.
Гидравлическое испытание
В зависимости от назначения и размеров объекта для проверки сварных швов на герметичность выбирают один из 3 вариантов:
- Трубопроводы и сосуды, работающие под давлением, герметизируют, через штуцер закачивают воду, создавая давление выше рабочего на 25 — 50%. Испытание проводят в течение 10 — 15 минут при плюсовой температуре. О результате судят по протеканиям, запотеванию, величине падения давления.
- Резервуары и цистерны для хранения жидкостей на сутки заполняют водой с температурой не меньше 5⁰ Степень герметичности определяют по понижению уровня. После устранения дефектов проверку повторяют.
- У объектов большой протяженности стыки на герметичность проверяют струей воды, направляемой по швам под давлением от 1 атм. Брандспойт держат на расстоянии не больше 2 метров от поверхности. Дефекты проявляются с обратной стороны в виде протечек, водяных капелек, запотевания швов.
Пневматическое испытание
Небольшие, герметично закрытые емкости, заполняют сжатым воздухом под давлением на 10 — 20% больше рабочего. После погружения в воду места неплотностей выявляют по пузырькам. У объектов большого размера сварные швы обмазывают мыльным раствором. После подачи внутрь сжатого воздуха дефекты обнаруживают по вздувшимся пузырям. При проверке на герметичность сварных швов газопроводов и резервуаров большой емкости, у которых много соединений, мыльную пену не наносят. О степени непроницаемости судят по величине падения давления сжатого воздуха в течение суток.
Проверка керосином
Этим способом выявляют дефекты размером от 0,1 мм в металле толщиной до 16 мм у объектов без давления. Чтобы начать проверять сварочный шов на герметичность, поверхность окрашивают разведенным в воде мелом или каолином. После просушки с обратной стороны 2 — 3 раза наносят керосин. Величину изъянов определяют по размерам жирных пятен желтого цвета, выступивших на окрашенной поверхности. Длительность проведения испытания 12 часов, если температура воздуха плюсовая, ниже 0⁰C ― 26 часов.
Проверка аммиаком
В основу метода заложено свойство химических индикаторов (нитрата ртути или фенолфталеина) изменять цвет при контакте с аммиаком. Метод применяют для проверки непроницаемости сварных швов на замкнутых сосудах.
Перед началом испытания подготавливают бумажные полоски или отрезки медицинского бинта пропитанные 5% раствором нитрата ртути. Их накладывают поверх сварных соединений, сосуд заполняют сжатым воздухом, в который добавлен аммиак до концентрации 1%. При прохождении его паров через изъяны окраска индикатора в этих местах становится серебристо-черной. Когда для пропитки берут фенолфталеин бумага над дефектами меняет цвет на ярко-красный. Вид и величину неплотностей определяют по размеру, форме, скорости проявления окрашенных пятен.
В зависимости от толщины металла испытание проводят в течение 10 — 30 минут.
Испытание вакуумом
Проверку сварных швов с односторонним доступом проводят вакуумным прибором. Швы предварительно покрывают мыльным раствором. Затем закрепляют камеру, после включения насоса внутри образуется вакуум. Наружный воздух за счет атмосферного давления проходит через изъяны, создавая вздутия. За образованием мыльных пузырей следят через прозрачное окно прибора. В раствор добавляют поваренную соль, если испытания проводят при минусовой температуре.
При проверке герметичности под давлением нельзя обстукивать швы. Для проведения испытаний должно быть выделено изолированное помещение с хорошей вентиляцией. Контроль крупных объектов выполняют, соблюдая осторожность.
Какие методы используют во время проведения неразрушающего контроля — основные задачи
Трубопроводы – это магистрали, состоящие из большого количества труб, соединенные между собой сваркой. Последняя может быть проведена некачественно, что повлечет за собой непоправимые последствия – разрыв сварного шва. Поэтому до передачи трубной магистрали в эксплуатацию проводят неразрушающий контроль трубопроводов.
Насколько важно проводить контроль качества
Трубные магистральные конструкции подвергаются серьезным нагрузкам, как изнутри, так и снаружи. Поэтому контролю качества сварных швов уделяется особое внимание.
Процесс сварки связан с высокой температурой, которая расплавляет металл труб. Именно в это время изменяется их структура. Если не соблюдать технику сварочного процесса, то после охлаждения внутри шва образуются дефекты. Сварной металл становится неоднородным.
- Внешние. Хорошо видны на поверхности шва. К этой категории также относятся те изъяны, которые располагаются внутри металла на глубине не более 2 мм.
- Внутренние, они же глубинные. Располагаются глубже, чем на 2 мм.
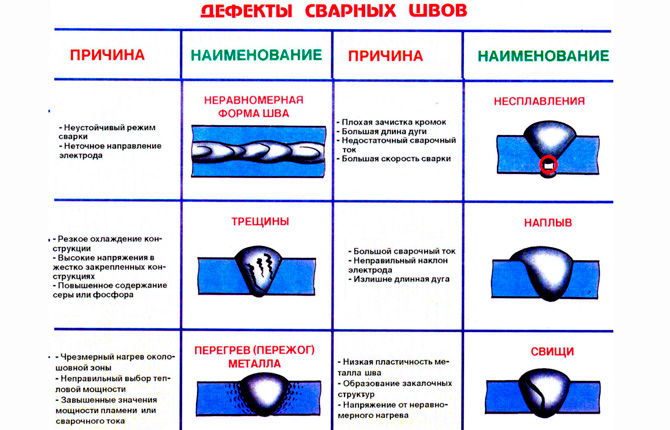
Дефекты стыков трубопроводов имеют разную форму и расположение. Среди них есть изъяны со стандартными названиями и специфическими:
- Трещины. Дефект, который имеет длину в несколько раз больше, чем ширину. Это самый опасный момент в сварном шве, который часто и приводит к его разрыву. Трещины входят в две категории. Они могут располагаться как внутри шва, так и снаружи. Нередко встречаются сквозные трещины. Они самые опасные.
- Поры, они же раковины. Шарообразного вида дефекты (форма может быть и другой, но всегда полой), образующиеся за счет газов, которые выделяются в процессе сварки металла. Относятся к внутренней группе.
- Кратеры. Это практически поры, которые образовались на поверхности сварного шва трубопровода (небольшие углубления). Причина их появления – обрыв сварочной дуги. Опасность кратеров в том, что в их месте появления уменьшается толщина сварного шва. А это влияет на прочность стыка.
- Подрезы. Образуются на границе торцов труб и сварного шва. За счет этого уменьшается площадь соприкосновения двух металлов. На таких участках увеличивается внутреннее напряжение, особенно, когда увеличивается нагрузка на трубопровод.
- Наплывы. Это слой металла, который накладывается на поверхность шва. Получается так, что верхний и нижний слои практически ничем не связаны. Сечение соединения не такое, как требуется по ГОСТу.
- Непровары. Внутренняя разновидность дефектов. Характеризуется тем, что внутри соединения трубопровода находится металл, не обладающий требуемыми характеристиками. Он был создан под действием более низкой температуры, чем этого требует ГОСТ. Поэтому из-за нагрузок на таком участке быстро растет напряжения металла, что приводит к деформации с последующим разрывом.
- Металл сварного шва пористый. Это все те же поры или раковины, только малых размеров и расположенных равномерно по всему объему сварного соединения (в целом или по участкам).
- Посторонние частицы внутри шовного металла. Причина – плохая работа сварщика. Перед началом сварочных работ все соединяемые поверхности тщательно очищают. Обычно для этого используют щетки по металлу и обезжириватели. Если подготовку не провести, то в сварной шов попадает мусор, снижающий его прочность.
- Прожог. Это когда нарушена технология сварки и электродная дуга проходит сквозь металл соединения. По этой же причине с другой стороны образуются наплывы.
Чтобы все эти неприятности не повлияли на работу трубопровода, проводят контроль. Сегодня применяют разные методы, но все они входят в категорию неразрушающих. Разрушающие методики тоже есть, но они используются для проведения лабораторных исследований. Неразрушающие во всех остальных случаях.
Они удобны тем, что:
- нет необходимости вырезать исследуемый объект и везти его в лабораторию;
- все процессы проводятся на месте сварочных работ;
- для проведения контроля требуется компактное оборудование, небольшого веса.
Существуют строгие требования проведения неразрушающего контроля трубопровода. Диагностику выполняет обученный специалист. При этом строго выдерживаются правила и нормативы проведения контроля.
Какими методами пользуются во время проведения неразрушающего контроля
Существует несколько видов неразрушающего контроля трубопроводов, в которых применяют различные материалы, приборы и технологии.
- Визуально-измерительный контроль.
- Радиографическая дефектоскопия.
- С помощью ультразвука.
- Магнитная дефектоскопия.
- Капиллярный метод.
Визуально-измерительный
В основе этого вида контроля трубопроводов – осмотр соединений труб, как визуальный, так и с помощью измерительных приборов. Поэтому эта методика определяет только внешние дефекты.
Данный неразрушающий способ является неточным, хотя простым в исполнении. Этот тип контроля обязательный. Его проводят перед тем, как перейти к другому неразрушающему способу. Ведь обнаружив изъян на поверхности, можно не переходить к другой стадии, которая является более дорогой в исполнении. Такой стык сразу можно забраковать.
Что касается простоты проведения, то обычно для этого используют простой измерительный прибор, к примеру, штангенциркуль или линейку. Перед замерами участок с изъяном очищают спиртом, кислотой или другим растворителем.
Если, к примеру, трещина имеет малые размеры, в помощь берут лупу. Обязательное условие проведения данного вида неразрушающего контроля – определить форму дефекта и его размеры.

Радиографическая дефектоскопия
Один из самых точных способов неразрушающего контроля трубопровода, который позволяет выявить даже незначительные изъяны сварного шва. При этом определяется и точное их место расположения.
В основе методики лежит обычный рентген. Используют небольших размеров установку, которая просвечивает металл соединения элементов трубопровода и отображает их на рентгеновской пленке.
Ультразвуковой неразрушающий контроль
Технология основана на акустических изменениях внутри металла. Если он однородный, то звук пройдет без изменения своих характеристик и направления. Когда же на пути встречается дефект, то изменения появятся, и они отразятся на приемнике. Основной параметр изменения – скорость движения звука.
Суть неразрушающей методики:
- ультразвук, обладающий сверхвысокой частотой колебания, выпускается из усилителя;
- он проходит через сварной шов;
- если он столкнулся, к примеру, с трещиной или раковиной, то отразиться от их внутренней поверхности (полости), изменит направление и вернется в приемник.
Чем больше угол преломления, тем больше в размерах трещина или другой дефект.

Магнитный неразрушающий контроль
Существует такой термин, как магнитная проницаемость. Это когда магнитные волны проходят через металл за определенный промежуток времени. Если этот показатель уменьшается, то внутри материала на пути волнам встретилось препятствие, которое они стали огибать. Поэтому их скорость упала, а время прохождения увеличилось.
Для проведения этого неразрушающего контроля сварных соединений трубопроводов используют специальное оборудование. С его помощью сквозь металл пропускают электромагнитные волны. На поверхность предварительно насыпают порошок или льют суспензию с железом внутри. Минерал собирается вокруг дефектного участка.
Есть другой вариант с названием магнитография. Здесь вместо порошка или суспензии используют магнитную пленку. На ней все недостатки металла и отображаются. После проведения контрольных процедур пленку помещают в дефектоскоп, откуда информацию и считывают. Она может быть звуковой или в виде изображения.
Капиллярный неразрушающий контроль
Эта технология дает возможность определить дефекты сварного шва в системе трубопроводов с помощью специальных жидкостей, которые называются пенетранты. Основное их свойство – проникать в материалы, если в них есть даже капиллярные изменения.
К таким жидкостям относятся:
- керосин;
- скипидар;
- бензол;
- трансформаторное масло и прочее.
Если пенетрант прошел сквозь металл соединения труб, то значит, в нем есть изъян. Если не прошел, то все в порядке.
Процесс проведения неразрушающего контроля:
- на сварное соединение трубопровода наносится мел или каолин в жидком виде;
- после высыхания нанесенного слоя сухую часть убирают;
- поверх оставшегося слоя наносится керосин;
- через полчаса надо проверить обратную сторону стыка;
- если подтеки керосина там обнаружены, значит шов дефектный, если нет – соединение надежное.
Сегодня в пенетранты добавляют вещества, которые помогают четче выявить недостатки металлов. В основном два:
- пигмент красного цвета;
- люминесцирующее вещество.
Первый используют, когда контроль проводят днем с естественным освещением участка. Второй ночью, для чего используют лампы с ультрафиолетом.

Неразрушающий контроль трубопровода, который не подвергается серьезным нагрузкам, можно проводить более простыми способами: гидравлическим или пневматическим. Для этого внутрь магистрали загоняют под давлением воду или воздух соответственно.
В первом случае неразрушающий контроль проводится с помощью определения подтеков с противоположной стороны соединения, то есть с внешней стороны труб. Во втором дополнительно используют пену, которую наносят на сварной шов. Если она начинает пузыриться – дефект присутствует.
Неразрушающие методы контроля трубопроводов упростили проверку целостности и качества трубных соединений. Применения дефектоскопии, особенно это касается рентгена и ультразвука, практически приблизило вероятность обнаружения недочетов сварки к 100%. При этом такой контроль позволяет узнать, где располагается дефект, сколько их, каких размеров и формы.
А как считаете вы, нужно ли применять более сложные методики неразрушающего контроля трубопроводов или можно обойтись подачей воды/воздуха в систему? Напишите в комментариях. Поделитесь статьей в соцсетях и сохраните в закладках.
Дополнительно о том, как проводится контроль сварных швов, вы узнаете в видео.
Как сварить трубы отопления электросваркой
Основным способом монтажа автономных и централизованных систем является сварка отопления. В отличие от резьбовых соединений она не нуждается в регулярном обслуживании. При сварке труб отопления нужно учитывать, что соединение подвергается не только механическим, но и термическим воздействиям. Поэтому необходимо правильно выбирать электроды, иначе при нагреве он может треснуть.

Виды сварных швов и соединений
В зависимости от взаимного положения трубы соединяются:
- встык, когда торцы примыкают друг к другу;
- в тавр, если трубы расположены в виде буквы Т;
- под углом, когда необходимо изменить направление на 45 или 90˚;
- внахлест путем развальцовки торца одной трубы и одеванием его на другую.
В зависимости от возможности доступа к стыку соединение выполняется:
- Горизонтальным швом, если монтируется вертикальный участок трубопровода.
- Вертикальным при горизонтальном положении трубопровода.
- Потолочным когда стык сваривается снизу. Такой шов приходится накладывать во время ремонта системы отопления при замене аварийного участка.
- Нижним свариваются трубы при монтаже новых систем, когда есть возможность их поворачивания, чтобы электрод находился сверху стыка.
Подготовительные работы
Чтобы соединения получились без дефектов, перед сваркой труб отопления электросваркой проводится подготовка. Проверяется перпендикулярность среза торцов относительно оси, при необходимости корректируется. С кромок снимаются фаски, оставляя притупление 2 мм, чтобы угол между ними был 65 — 70˚. Поверхность труб на расстоянии не менее 1 см от стыка зачищается до блеска наждачной бумагой и обезжиривается растворителем.

Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте; постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров. Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб.
Контроль качества сварного соединения
Завершив электросварку, наружным осмотром определяется наличие прожогов, пор, свищей и других видимых дефектов. Для выявления микротрещин, незаметных невооруженным глазом, обычно смонтированный участок подключают к отопительной системе. Если на швах не появятся капельки воды, работа проведена качественно. Такой способ проверки приемлем в частном доме, где систему можно заполнить в любое время.
В квартирах с центральным отоплением проверку качества сварных соединений в летний период проводят с помощью компрессора. На концы труб ставятся заглушки, стыки обмазываются мыльной пеной, закачивается воздух под давлением. Места, где есть изъяны, определяются по пузырькам на их поверхности.
Замену или монтаж новых труб отопления лучше делать летом, чтобы большую часть сварочных операций выполнять на улице. Вблизи от места работы в помещении не должно быть легковоспламеняющихся материалов. Если опыта сварки труб пока маловато сначала можно сварить несколько ненужных обрезков, чтобы потом не портить новые заготовки.
Сварка труб отопления: чем лучше и как варить металлические трубы отопления. Пошаговое руководство по электросварке
Сварка металлических труб отопления используется там, где применяют котел, функционирующий с высокотемпературным теплоносителем.

Такой метод соединения стыков считается более: надежным, герметичным, долговечным, устойчивым перед термическими нагрузками.

Содержимое обзора
Способ сварных соединений
Посредством сварки можно соединить трубы настолько герметично, что вероятность протечки будет равна 0%. Это могут быть, как фланцевые, так и муфтовые стыки. Выполнение сварного шва осуществляется посредством сплавления металла по кромкам отрезков двух труб.











- Металла, из которого выполнены трубы;
- Толщины их стенок;
- Варианта сопоставления друг с другом.

- Встык. Заготовки соприкасают друг с другом по сечению.
- Фрагменты выставляют перпендикулярно. По виду они должны напоминать букву Т.
- Между двумя деталями должен присутствовать угол в 45-90градусов.
- С нахлестом. Край одной трубы развальцовывают и надевают на поверхность другого, после чего проводят сваривание стыков.

Типы сварных швов
- Горизонтальные. Заготовки должны быть расположены взаимно-вертикально. Эта схема встречается при монтаже водоснабжения, отопления.
- Вертикальные. Заготовки должны быть размещены взаимно-горизонтально. Электрод ведется по направлению снизу вверх или сверху вниз.
- Потолочные. Из-за того, что трубопровод находится слишком высоко, то сваривание начинают с нижней части трубы. Мастеру приходится держать руку над собой.
- Нижние. Сварку начинают с верхней точки соединения заготовок.

Самым удобным способом считает нижний шов. Во время сварки, у специалиста будет хороший обзор рабочего поля, есть возможность поворачивать соединяемые фрагменты, чтобы ускорить процесс и повысить продуктивность работы.









Электроды и их предназначение
- Если толщина стенок заготовок до 5мм, то подойдет электрод с диаметром в 3мм, а если толщина доходит до 10мм, то выбирают электрод с диаметром в 4мм.
- Показатель величины сварочного тока, при условии, что трубы соединяются встык, варьируется в пределах 90-110А, а внахлест – 120А.

При работе с отопительным трубопроводом очень редко используют неплавящиеся вольфрамовые или графитные электроды. Для их эксплуатации нужно задействовать присадочную проволоку и инертный газ.

Стальные электроды обладают обширной областью применения, а конкретное предназначение зависит от того, каким они обладают покрытием.

- Целлюлозной, которыми сваривают трубы при прокладывании магистрального водоснабжения;
- Рутилово-кислотной, подходящих для монтажа коммунального теплоснабжения;
- Рутиловые, у которых качество выше, чем у рутилово-кислотных;
- Рутилово-целлюлозной, благодаря которым можно выполнить идеально качественное соединение, сваривая трубы по вертикальной методике;
- Универсальной, которые можно задействовать при работе с трубами независимо от показателя их: толщины, диаметра и при любой температуре окружающей среды.

Сборка трубной системы отопления
- Это позволит зафиксировать их в нужном положении, исключить перекос.
- Когда диаметр трубы превышает 30см, достаточно сделать 4 точки соприкосновения, длина которых будет в 5см.
- Располагают их крестообразно. Если отрезки большого размера, то интервал размещения прихваток достигает 30см.

- Стык покрывают непрерывным швом. Для этого нужно продвигать электрод вдоль до того момента, пока заготовки не будут соединены на 100%.
- Чтобы глубоко прогреть металл его нужно наклонять под углом в 30-60 градусов. Варочная ванна двигается вслед за ним.
- Чтобы провести поверхностный нагрев, изменяют положение на противоположное.
- При толщине сечения трубы в 6 мм, ее сваривают 2 швами.
- Металл с толщиной в 12 мм сваривают при помощи 3 швов.
- Толстостенные трубы стыкуют 4-6 швами.

В любом случае, прежде, чем накладывать новый слой сварки нужно подождать пока высохнет предыдущий и тщательно отбить шлак с его поверхности.

Если приходиться сваривать поворотный стык, в котором нужно менять направление трубопровода, необходимо воспользоваться таким прибором, как специальный вращатель. Он позволяет зафиксировать заготовку в нужном положении, обеспечить мастеру свободный доступ к стыкам с любой стороны.

При отсутствии такого приспособления окружность порывают двумя швами. После этого трубу поворачивают руками и поэтапно нужно сварить оставшиеся участки. Сваривание неповоротных стыков делают с нижней части, постепенно двигаясь вверх.

Советы специалистов
- Чтобы сваривать стыки в труднодоступных местах, необходимо подготовить согнутые электроды и зеркальце, которое позволит контролировать весь процесс.
- Меняя электрод на новый, шов делают с нахлестом на уже наложенный в 1,5см.
- Для улучшения качества соединения, поверхностный шов должен быть сделан в направлении, обратном относительно нижнего.
- Нельзя завершать верхний шов там, где начинался тот, что расположен снизу.

Соблюдая установленные правила, прислушиваясь к советам более опытных мастеров, выполнить сборку системы отопления и ремонт труб отопления сваркой без оплошностей.









Банальные ошибки могут стать причиной протечек при опрессовании в зимнее время. Устранить такие проблемы порой очень сложно, особенно если трубопровод будет проложен в труднодоступных местах.
Читайте также: