Как срастить сварочный кабель
Обновлено: 19.09.2024
В наших домах появляется все больше мощных электрических приборов: кофеварки, чайники, кондиционеры, бойлеры и т.п. Всё это в значительной степени повышает нагрузку на домашнюю сеть электропитания. Первое, что реагирует на повышения тока цепи, так это соединения проводов. Они первые приводят к возгораниям, если сделаны не соответствующим способом. А уж если их несколько, да ещё и в закрытой распределительной коробке, то общее выделяемое тепло суммируется и увеличивается. Это значит, что распределительная коробка – это особо важный и ответственный узел в плане нагрузочной способности сети.
Я расскажу Вам три надежных способа соединить провода в распределительной коробке, которые применяю сам и рекомендую другим.
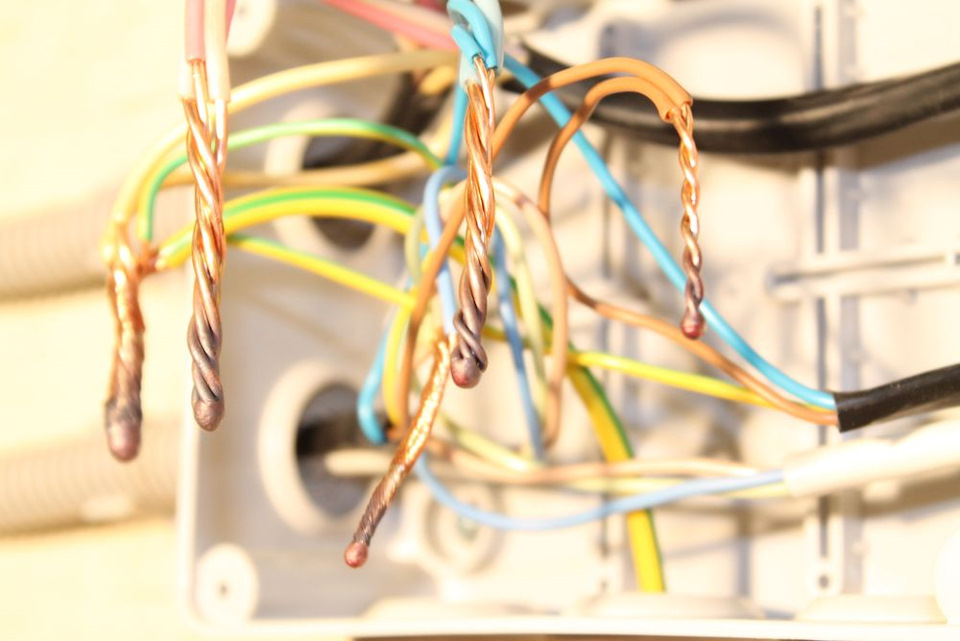
Сварка проводов
Первое по надежности – это сварка проводов. Производится специальным сварочным аппаратом с применением графитового или вольфрамового электрода. В виду плавления металла дает перемешивание структур и провода становятся как одно целое. Если есть возможность – используйте именно его.
- Самое надежное соединение из всех представленных.
- Подходит для алюминиевых и медных проводов.
- Требует специального оборудования.
- Трудоёмкое и не всегда применимое.
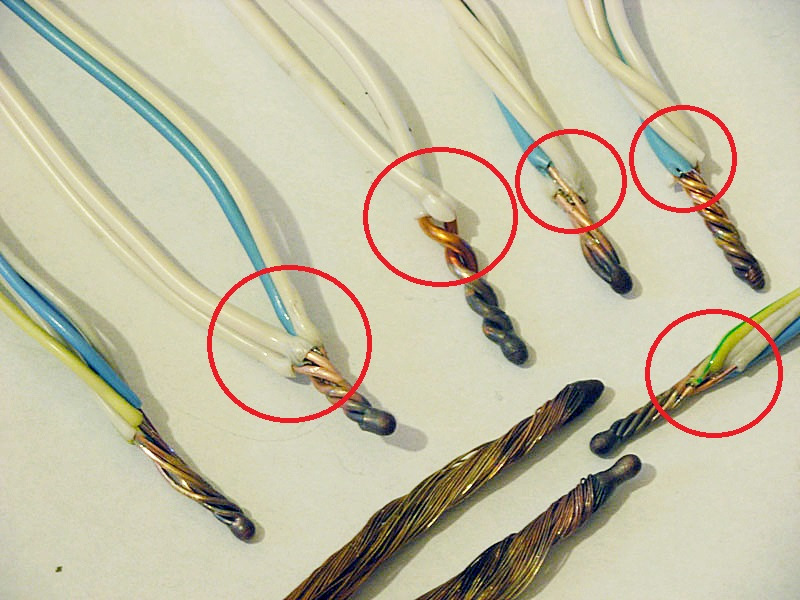
Пайка проводов
Второй по надежности метод соединения двух и более проводов - является пайка. Производится обычным паяльником с применением обычного припоя и флюса, использующегося в радиотехнике. Это самый доступный способ.
Сначала делают скрутку в несколько сантиметров, а затем запаивают ее по всей длине.
- Очень надежное соединение при должной длине пропаянной скрутки.
- Доступное большинству домашних мастеров.
- Трудоёмкое и не всегда применимое.
- Применимо только к медным проводам.
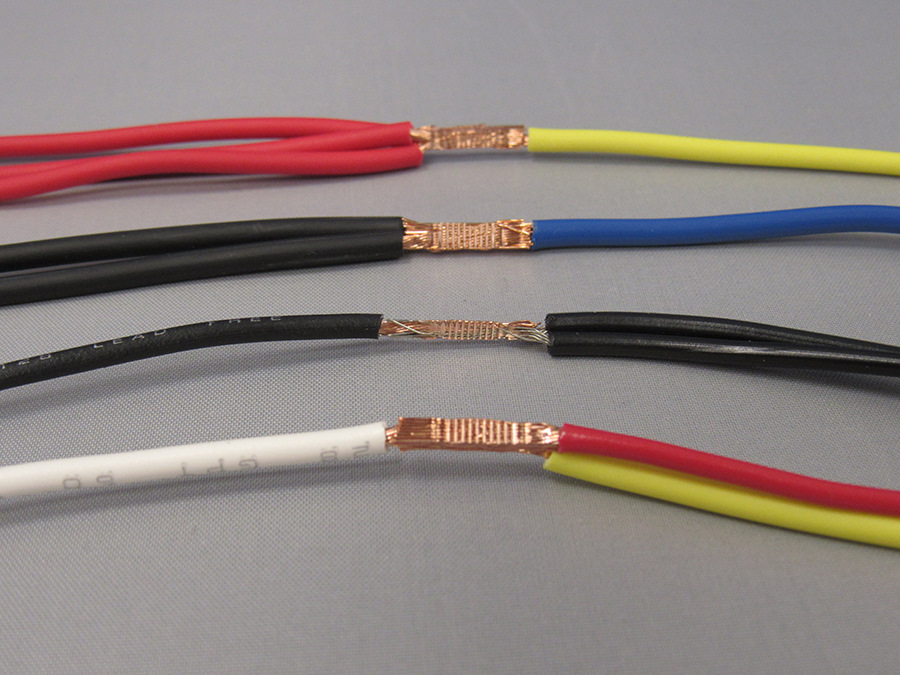
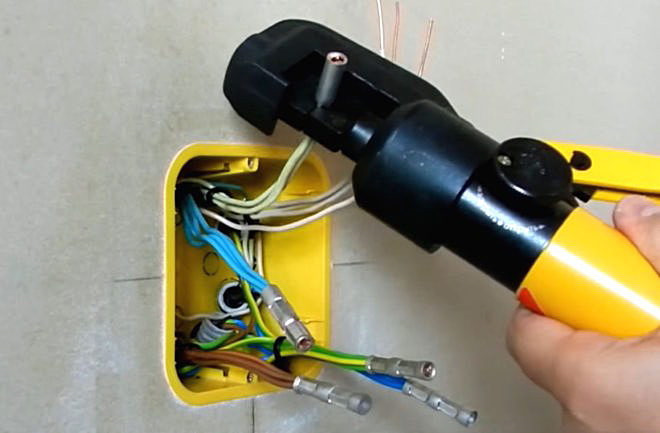
Опрессовка проводов
Третий по надежности способ – опрессовка проводов наконечниками. В виду его быстроты и надежности, используется часто электриками при прокладке проводки в новых домах.
- Очень быстрое, требует минимум времени для создания надежного соединения.
- Подходит для алюминиевых и медных проводов.
- Необходимо иметь специальные обжимные клещи и наконечники.
Заключение
Обычная скрутка, винтовые клеммы, клеммные колодки, колпачки, зажимы - на мой взгляд электрика с 20-ти летним стажем не являются надежным соединением проводов! Под надёжностью я понимаю то, что соединение способно без лишнего нагрева выдержать такой же ток, на который рассчитан сам провод на весь период эксплуатации.
Конечно, я использую в своей работе и клеммы ВАГО и скрутки, но стараюсь это делать либо в световой проводке, где максимальный ток не превышает 5 Ампер, либо в других примерах с малым током. Подключать светильники такими клеммами очень удобно и быстро, тут не поспоришь.
Сейчас много людей мне начнут утверждать, что ВАГО очень надежны, рассчитаны на большие токи 32 А и т.п. Но мой многолетний опыт, к сожалению, утверждает обратное.
А посему три приведенных вначале соединения можно применять и в дальнейшем не волноваться за последствия.
Информативное видео по теме
Простое соединение сварочного кабеля без пайки
Владельцы бюджетных сварочных инверторов сталкиваются с проблемой излишне коротких проводов. У моего аппарата они всего лишь по 180 см, что ограничивает удобство при работе. Я решил заменить плюсовой кабель новым цельным куском, а массу срастить из 2 родных отрезков. Для их соединения я предлагаю надежный способ без пайки и опрессовки.
Материалы и инструменты
- шестигранный ключ;
- тонкая медная проволока;
- термоусадочная трубка под диаметр кабеля;
- изолента;
- плоскогубцы;
- газовый паяльник;
- ножницы по металлу или кабелерез;
- монтажный нож.
Сращивание кабеля
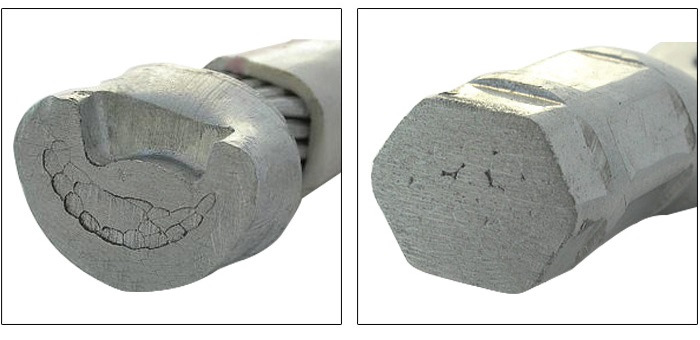
Для начала необходимо снять наконечник кабеля, который подключается к инвертору. Для этого он вставляется в аппарат, после чего нужно с силой натянуть изоляционный колпак на себя. Под нагрузкой он выходит, открывая наконечник. Тот фиксируется одним болтиком. Его нужно выкрутить шестигранным ключом, чтобы освободить кабель. Для предотвращения раздавливания пучок жил обмотан медной пластинкой, которую тоже нужно снять, разогнув плоскогубцами.
Далее потребуется подготовить два свободных конца на отрезках кабеля для сращивания. С помощью кабелереза или ножниц по металлу их концы подрезаются, чтобы сделать ровные торцы.
Длина оголенных жил на обоих кабелях должна быть одинаковой. В зависимости от ситуации нужно будет немного снять лишней изоляцией на одном из них с помощью монтажного ножа или просто обрезать второй провод немного больше. Оптимальная длина пучков для сращивания около 3 см.
Подставляю торцы подготовленных пучков жил двух кабелей друг к другу и массирующими движениями надвигаю их навстречу. Медные жилы раздвигаются, обеспечивая сращивание. По мере сдвижения медные проводки распушаются, поэтому их нужно контролировать пальцами, возвращая на место, чтобы они не преломлялись.
После того как жилки дойдут за несколько миллиметров до начала изоляции их нужно обжать пальцами. При этом не нужно ничего закручивать. В данном способе скрутка не применяется.
Чтобы зафиксировать сращивание беру медную проволочку. Ее можно снять с любого старого электромотора или трансформатора. Она имеет прозрачное диэлектрическое покрытие, но оно не помешает. Ни в коем случае нельзя использовать алюминий, поскольку он окисляется с медью. Не подойдет и сталь, по причине плохой гибкости.
Для надежного затягивания проволочки я применяю рыбацкий узел, которым фиксируются крючки к леске. Для этого на ее конце формируется длинная петелька. Проволочка просто складывается вдвое с коротким хвостиком около 8 см. Она прикладывается к сращенному кабелю с сантиметровым нахлестом на изоляцию. После чего длинный конец начинает наматываться от ее короткого кончика по направлению к повороту петли.
Для большей надежности нужно мотать виточек к виточку. Проволочка должна быть натянута, чтобы достигнуть тугого соединения. Покрыв витками всю длину сращивания кабеля, проволока обрезается. Нужно оставить хвостик примерно в 10 см.
Полученный в результате конец запускается в кольцо петли. После этого петелька затягивается за короткий край, который располагается на другой стороне, где были начаты витки. Утягивать нужно до тех пор, пока длинный конец не уйдет под обмотку.
Осталось только изолировать готовое соединение. Для этого я сначала затянул его термоусадочной трубкой, после чего решил еще добавить и изоленты. Оказалось, было бы лучше сделать наоборот.
Установка наконечника
Остается только установить наконечник кабеля. Нужно сначала выровнять пластинку, удерживающую жилы в пучке. Она выравнивается плоскогубцами. После этого я ее разогреваю газовым паяльником докрасна и бросаю в воду. Применяется тот же принцип, что и при закалке стали, но медь от этого становится не твердой, а мягкой. Размягченная пластина легко обматывается вокруг пучка жил.
Далее устанавливаю на нее наконечник, зажимаю болтик ключом и возвращаю на место изоляционный колпак. Если он не хочет сидеть плотно, то на кабель можно подмотать немного изоленты, чтобы сделать утолщение.
Такой способ сращивания кабеля практически вечен, и не требует наличия дорогих редко применяемых инструментов, таких как мощный паяльник или обжимной пресс для гильз. Соединение получается вполне гибким, что от него и требуется.
Смотрите видео
Соединение проводов в бытовой электрике (1/2)

Эта статья появилась благодаря комментаторам анонса статьи про самозажимные клеммники в домашней электрике. Я там по сути ничего не написал, это был просто анонс, зато (ключевое) НЕ подписчики начали истереть, видимо заранее понимая о чем пойдет речь и что их чувства электриков из 40-х будут ущемлены.
Они своими действиями побудили меня написать и отдельную статью для них. Вот она. А вторая будет уже по делу, без разбора примитивных технологий и отсталых мнений.
Скрутка — за это надо руки отрубать

Это метод соединения проводов быдло-электрика. Скрутил и готово. «А чё ей будет?» — произносит туловище с красным носом и синим лицом, ставя при этом на розеточную линию автомат на 25А, чтобы уж наверняка.
Что после этого бывает вы уже не раз видели в новостях.
Сктурка годиться лишь как времянка, например для проверки какой-либо работоспособности, но не более. Довольно быстро такое соединение начнет распускаться и набирать переходное сопротивление. Это будет замкнутый круг — чем больше сопротивление тем больше нагрев и тем больше из-за теплового расширения и последующего сужения при остывании скрутка будет терять плотность скрученности. И продолжаться это будет до того как она не начнет греться так что расплавит изоляцию у проводов и произойдет короткое замыкание.
Так же скрутка никак не противостоит коррозии, что делает ее неприменимой ни в домашней ни в
автомобильной проводке.
Скрутка запрещена даже в отсталом ПУЭ.
Все, идем дальше.
Сварка — из музея
Доисторический способ соединения проводов которым пользовались наши деды. В их годы ничего больше не было, даже паять было зачастую нечем. Не удивительно что это был единственный вариант.
С тех пор развитие уже российского электромонтажа почему-то остановилось, на уровне этого «карбюратора». Тем временем ни в одной цивилизованной стране не пользуются этим методом из-за того что у него недостатков больше чем достоинств.
— надежно соединяет провода
— только для моножильных проводов
— неудобство и большие временные затраты
— необходимо иметь сварочное устройство
— коррозионная устойчивость соединения под вопросом
— пожароопасность процедуры сваривания
— повреждение изоляции провода перегревом жил при сваривании (температура сварки 1080 градусов по цельсию, а медь великолепный проводник тепла)
— необходимость наличия энергии на объекте
— качество изоляции соединения напрямую зависит от исполнителя
— не позволяет соединить разные проводники
Именно по этому скрутки должны быть огромными, но изоляция все равно пострадает, причем на достаточно большой длине
Сварка надежно соединяет только моножильные провода, многожильные от нее портятся и после сгнивают. И даже с моножилой по поводу долговечности можно поспорить, ибо сваривание происходит в кислородной среде, что будет способствовать дальнейшему окислению.
Метод сам по себе простой, нужно сначала скрутить гигантскую скрутку, притащить и подключить к питанию (это если оно есть) некий сварной аппарат и после аккуратно чтобы не сжечь вообще всю изоляцию а только ее часть, сделать то «самое надежное соединение». Для деревянных домов так вообще самое оно, учитывая что древесная пыль горит как порох.
Изоляция готового соединения напрямую зависит от качества применяемых изоляционных материалов и грамотного их использования.
Данный примитивный способ стоит применять только если недоступны современные материалы и инструменты, где-нибудь на дальнем севере например, где под рукой реально ничего нет. А делать так в городских квартирах или частных домах где даже в магазин не надо идти, все привезут с доставкой — это уже даже не смешно.
Немного о современной сварке
Пример ультразвуковой сварки применяемой на производстве бытовой электроники (и не только) для соединения проводов и присоединения к ним клемм.
Метод "холодный", изоляция проводника не повреждается и не идет процесс окисления во время сварки.

Куда более цивилизованный способ. Менее распространен чем сварка т.к. требует бОльших умений и навыков, а так же специальных приспособлений чтобы все получилось быстро и хорошо.
— надежно соединяет провода
— соединение устойчиво к коррозии
— почти не страдает изоляция проводов
— неудобство и большие временные затраты
— необходимо иметь паяльное оборудование и всевозможные хитрые приблуды
— соединение может начать корродировать при применении некачественных или неподходящих флюсов
— повреждение изоляции провода перегревом жил при неумелой пайке
— качество изоляции соединения напрямую зависит от исполнителя
— не позволяет просто так соединить разные проводники, нужны спец припои
Недостатков у пайки меньше чем у сварки, но она более трудозатратна. При использовании некачественного флюса и/или наличия в нем кислоты, соединение мигом сгниет. Если не уметь паять, можно так же как и при сварке пожечь изоляцию. Расходы на паяльное оборудование (газовое) и флюсы+припои тоже можно отнести к минусам, все стоит денег.
Изоляция готового соединения напрямую зависит от качества применяемых изоляционных материалов и грамотного их использования.
А всем тем кто выполняет пайку паяльной пастой с китайской помойки (али)…

… хочу напомнить — эти паяльные пасты созданы для SMD монтажа на платах а не чтобы ими пустоты заполнять. Т.е. надежность такого соединения в бытовой электрике мягко говоря под вопросом, в автомобилях и подавно.
Помню кто-то спрашивал про грамотную пайку в автомобилях. Вот.
Но такие штуковины не везде достать.
Обжим/опрессовка
Во всех смыслах — самый надежный способ соединения. Именно по этому он применяется и домашней электрике и автомобильной, а так же во всей электронной технике.
— крайне надежно соединяет провода
— соединение устойчиво к коррозии
— не страдает изоляция проводов
— высокая стойкость к вибрационным нагрузкам
— позволяет легко соединять разные проводники
— большие временные затраты и дороговизна
— необходимо иметь спец инструмент и расходники
— качество изоляции соединения напрямую зависит от исполнителя
Это самый трудозатратный и самый дорогой способ из всех вышеперечисленных, но он же самый качественный. Абсолютно не травмирует изоляцию провода при этом обеспечивает великолепные показатели переходного сопротивления потому как при качественной опрессовке происходит диффузия между проводниками. Обладает высокой коррозийной устойчивостью т.к. весь воздух вытесняется из соединения. Для 100% герметичности соединения можно добавить в гильзу специальной проводящей смазки.
Можно соединять разные проводники по средствам би-металических гильз.

Дорогой этот метод потому что нужно иметь коллекцию ГМЛ гильз на все случаи жизни, плюс не просто клиновидных обжимные клещи, которые подходят для обжима наконечников на многожильных проводах, а полноценные гидравлические с гексагональными матрицами под каждый размер, которые идеально работают с моножильным проводом.
Вдобавок есть усредненные универвальные матрицы для гильз условных размеров и точные матрицы для стандарта DIN. Посему метод становится крайне времязатратным.

Посему данный метод используется, как правило, высококвалифицированными электромонтажными баригадами, которые ставят качество в приоритет над ценой.

Вместо итога:
В следующей статье я расскажу о современных и надежных методах соединений которые не требуют спец инструментов и которые вы легко можете выполнить сами.
Но там мы столкнемся с сектантами о которых я писал в самом начале. Воспользуюсь на этот раз их методикой, заранее напишу им ответ.
Окно в прошлое — ПУЭээээээ

Свод правил пришедший к нам из 40-х, где до сих пор сваривают провода, вставляют питающий провод только сверху автомата и не знают о существовании самозажимных клемников, которые сейчас везде (в электрощитах, в распределительных коробках, в розетках). Всерьез воспринимать этот свод правил не стоит из-за его крайне отсталости и невозможности соответствия ему при современном электромонтаже.
Даже те кто визжат что они делают все в соответствии с ПУЭ — нагло лгут. В современной реальности выполнение всех пунктов от ненужно до глупо и невозможно.
Но по настоящему грош ему цена потому что запрещенная с 2003-го года алюминиевая проводка в жилых домах, в 2019 году будет снова разрешена! И поправки в славненькое пуээээ уже тут как тут. Нет, не про современные приблуды и как их монтировать сохраняя безопасность, а про то от чего давно отказался весь цивилизованный мир.
Поздравляю всех с уверенным шагом вперед в прошлое!
Для тех кто еще не знаком с этой замечательной новостью.
Вот так вот. А то не дай бог кто-то нищебродом станет, этого нельзя допустить, нужен новый рынок сбыта.
Я и мои подписчики ждем всех «карбюраторных» в комментариях. Нам занимательно будет посмотреть на то как вы с пеной у рта (и не только) будете отстаивать честь всевозможных скруток с соплями и свода правил который не просто отстал на десятки лет, а еще в добавок служит ОЛИГАРХАТУ а не населению страны.
От себя замечу — выведение нового сплава алюминия более подходящего для проводки не меняет факта отсутствия спец «фуннитуры» для работы с ним. Вся нынешняя чистовая электрика и автоматика рассчитана под медь, туда алюминий совать от нежелательно (только с применение специальных паст) до нельзя, даже модифицированный.
В теории его можно успешно использовать, хотя это не очень удобно (жилы будут очень толстые). Для этого потребуется переучить монтажников и выпустить новые специальные серии чистовой электрики (розетки и выключатели) специально под алюминий.
Еще проблема в том что «того самого» алюминия мы можем и не увидеть на реальных объектах. Велика вероятность что застройщики начнут мухлевать и брать обычный, кустарного производства да подешевле.
Так что в квартирах с отделкой от застройщика начиная с 2019 года — прикольная электрика в подарок. Имейте это в виду.
Как удлинить сварочные кабели

Рынок по производству и продаже сварочного оборудования предлагает широкий спектр оснащения выпрямительного, трансформаторного и инверторного типа. Именно последний тип имеет наиболее широкое распространение.
Инверторы удобны в работе, компактны, мобильны, легко подключаются, обладают доступной стоимостью, подходят для начинающих и опытных специалистов. Популярность данного оборудования требует правильного выбора кабеля для него. О том, какой кабель для инверторного сварочного аппарата лучше использовать, будет рассказано в статье.
Конструкция сварочного кабеля

Для обеспечения нормального функционирования инвертора следует использовать провода с медным основанием. Именно медь является лучшим проводником электрического тока. Также следует применять шнуры, обладающие высокой гибкостью. Они упрощают рабочий процесс и гарантируют свободу действий исполнителя.
Конструкция кабеля включает следующие элементы:
- токопроводящая медная жила круглой формы состоит из множества проволок, сечение которых не превышает 0,2 мм;
- покрытие провода может быть выполнено из резины или из каучука (натурального или бутадиенового);
- разделительный слой сделан из специальной прозрачной пленки, предотвращающей слипание покрытия и жилы.
Длина кабеля сварочного аппарата: какой она должна быть?
Сразу стоит отметить, что четких стандартов не существует. Производители оборудования также не дают никаких рекомендаций на этот счет. Как правило, все модели комплектуются наборами проводов для инвертора, длина которых не превышает 2–3 метров. Но далеко не всегда работать с такими комплектующими удобно. Связано это с тем, что специалисту в процессе работы нередко приходится передвигаться по площадке и, соответственно, переносить и аппарат. При достаточно длине кабелей делать это просто не нужно.
При удлинении провода для сварочных работ ни в коем случае нельзя забывать об одном крайне важном нюансе. Связан он с сопротивлением и напряжением. Чем больше длина используемого изделия, тем выше становится первый параметр и ниже второй. Неверный подбор принадлежностей приведет в лучшем случае к невозможности работать, в худшем — к поломке аппарата.
Так что же делать? У этой проблемы есть два решения. Первый — полная замена кабеля на тот, который длиннее и при этом имеет большее сечение. Но это далеко не всегда возможно и выгодно. Второй — расчет допустимой максимальной длины провода. Этот вариант идеально подходит для тех, кто хочет быстро и без лишних проблем удлинить провод и продолжить работать.
Как провести расчет? Достаточно просто. Для этого необходимо только знать сечение имеющегося кабеля и специальный коэффициент. Диаметр изделия, которое используется в процессе работы, знает каждый специалист. А вот коэффициент можно достаточно просто посчитать. Если вы варите на больших токах от 200 до 500 А, то он будет равен 2. Если ток меньше, то его величину делят на 100.
Разберем все на примере. Предположим, вы работаете с инвертором, максимальный ток которого 180 А. Соответственно, сечение вашего кабеля скорее всего не превышает 16 мм2. Начнем расчет.

Найдем коэффициент: k=180/100=1.8. Считаем длину: Lmax=16/1.8=8.88 м. Удлинять такой кабель сильнее без риска потери напряжения не стоит. Если провод нужен еще более длинный, то придется произвести полную замену, отдав предпочтение сечению 25 мм2.
Характеристики сварочных кабелей

Как уже было отмечено ранее, кабель для инвертора должен обладать высокой гибкостью. Кроме этого важного свойства, от проводников электрического требуется соответствовать следующим характеристикам:
- Прочность, т.е. стойкость к механическому воздействию: ударам и разрывам.
- Устойчивость к колебаниям температур, возможность использовать проводник в условиях очень низких или достаточно высоких температур.
- Стойкость к солнечным лучам и влаге.
- Невосприимчивость к плесени и грибку.
- Упругость – минимальная вероятность появления изгибов.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
Сварочный кабель для инвертора: виды
Марок проводников, предназначенных специально для выполнения сварочных работ, немного. А кабелей, отвечающих вышеперечисленным характеристикам, всего два типа: КГ и КОГ.
Среди мастеров особым спросом пользуется первый тип – кабель гибкий (КГ). Применять его следует для подсоединения передвижных механизмов к сетям с переменным напряжением до 660 В частотой 400 Гц. Также допускается постоянное напряжение величиной до 1000 В.
КОГ – кабель особо гибкий, аналог КГ, незаменим при работах в труднодоступных местах, обеспечивает быстрое изменение положения оборудования и гарантирует свободу действий исполнителя. Использовать его рекомендуется для присоединения электрододержателей, автоматических и полуавтоматических установок к сетям с переменным напряжением до 220 В частотой 50 Гц или постоянным – до 700 В. Если исполнитель раздумывает над тем, какая марка кабеля на ПДУ сварочного инвертора больше подойдет, то можно выбрать КОГ.
Каждая из данных марок имеет следующие разновидности, которые ясно различимы, если посмотреть на маркировку:
- КОГ-ХЛ/КГ-ХЛ – холодостойкий, обладает устойчивостью к чрезвычайно низким температурам, вплоть до -60°С;
- КОГ-Т/КГ-Т – тропический, обладает стойкостью к различного рода плесневым образованиям, температура эксплуатации не должна превышать +55°С.
Также следует обратить особое внимание на следующие разновидности:
- КГн имеет негорючую изоляция, следует использовать в пожароопасных условиях.
- КОГ-У применяется только в умеренном климате, в диапазоне температур от -45 до +40°С.
Многие исполнители располагают оборудованием определенных брендов или произведенных конкретными заводами. Особенно часто сварщиков волнует вопрос, какой следует выбрать сварочный кабель для инвертора Ресанта? Обе марки: и КГ, и КОГ – будут подходящим выбором в подобном случае.
Какой максимальной длины не должен превышать
Не существует практически никаких стандартов относительно длины проводов. Некоторые производители размещают рекомендации, опытные исполнители дают советы. Однако, следует отметить, что для каждого типа сварочного оснащения существуют собственные нюансы.
Для инвертора (220в и 380в)
Допустимая длина сварочного кабеля для аппаратов инверторного типа рассчитывается по формуле:
Lmax = Sk / k , где Sk – максимальное сечение медного кабеля; Lmax – максимальная длина; k – коэффициент: при токах 200-500 А равен 2; при токах менее 200А – величину тока нужно разделить на 100.
Полученное значение – это максимальная длина сварочного кабеля для инвертора, которая является общей для шнура с клеммой и электрододержателем.
Приведем пример, чтобы рассчитать, какая допустимая длина сварочного кабеля для инвертора Ресанта 190. Максимальная величина тока равна 190 А. Как было указано ранее, если сила тока не превышает 200 А, то при подсчете коэффициента силу тока необходимо разделить на 100. Таким образом получается, что коэффициент k = 190/100 = 1,9.
При работе с инвертором подобного типа применяется кабель, площадь сечения которого составляет 16 мм2. То есть Sk = 16. Следовательно, итоговый расчет выглядит следующим образом: Lmax = 16 / 1.9 = 8,4 метра.
Данные сведения помогут легко решить, какой кабель нужен для сварочного инвертора.
Видео
Вот еще в довесок мнение от уважаемого практика с Ютуба, дяди Гены.
Силовой для полуавтомата

Сварочные полуавтоматы являются профессиональным оснащением и применяются, в основном, в производственных и промышленных условиях. Для подсоединения данного оборудования к сети применяются кабели с площадью сечения свыше 35 мм2. Расположенная ранеее таблица поможет определить, какой кабель нужен для сварочного аппарата полуавтоматического типа. Что позволит исполнителю выбрать и приобрести проводник с оптимальными характеристиками.
По пожарной безопасности
Использование более длинного провода приводит к ухудшению качества сварки, происходящее из-за падения напряжения в сварочной цепи. Кроме нецелесообразности применения слишком длинного шнура, это также может привести к поломке оборудования и причинению вреда здоровью исполнителю.
Длина шнуров между питающей сетью и мобильными агрегатами не должна быть больше 10 метров.
Выбор сечения
Правильно выбрать сечение провода является основной задачей. Именно от сечения зависит проводимость, которая, в свою очередь, оказывает непосредственное влияние на скорость выполнения работ и качество формируемого соединения. Кабель должен соответствовать техническим характеристикам инвертора.
Проводники с небольшим сечением (до 7 мм2) будут подходящим вариантом для небольших аппаратов, которые функционируют от бытовой электрической сети в 220 В.
Также для агрегатов инверторного типа подойдут кабели с площадью сечения в 10; 16 и 25 мм2. Более подробная информация о характеристиках проводников и КОГ приведена в статьях по ссылкам.
Важно! Применение неподходящего провода может привести к перегреву, возгоранию и/или короткому замыканию, из которого оборудование может выйти из строя или воспламениться.
Соединение сварочного кабеля разъемами
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.

При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Правильное подключение сварочных кабелей к сварочному инвертору

При подключении проводников к инвертору необходимо придерживаться следующих правил:
- подключение выполняется с помощью специальных наконечников, изоляция соединений обязательна;
- между собой шнуры следует соединять посредством опрессовки;
- при подключении к разъемам и электрододержателям нужно соблюдать полярность;
- кабели по своей мощности должны соответствовать имеющемуся аппарату.
Полезное видео
Не всегда есть возможность сделать опрессовку при соединении двух кусков, некоторые практики используют следующий метод сращивания кабелей.
Как правильно удлинять сварочные кабели
Dr_MMA,Да, 12 витков кабеля 16 мм 2 на обычном трансформаторном железе. Сечение магнитопровода где то 60 мм 2 .
Но надо будет переделать, сделать несколько отводов на разное число витков. Так как мощность с таким дросселем у аппарата поднялась в двое. Но на самом малом токе автомобильную жестянку варить уже с ним не возможно — прожигает. Приходится его отсоединять. А все что с выше 2мм толщиной варит спокойно.
Можно ли удлинить сварочный кабель на инверторе
Наращивая длину, нужно понимать, что чем длиннее кабель для подключения сварочного инвертора, тем больше потери и ниже результирующая сила тока.
При необходимости вести сварку на большом удалении от аппарата следует подключать провода большего сечения, чтобы скомпенсировать потери.
При сращивании в единую схему 380в кабелей, оснащенных клеммами с отверстием, их следует зачистить и надежно соединить болтом с гайкой, не забыв проложить шайбы большого диаметра. Место соединения необходимо тщательно заизолировать с учетом того, что провод будут неоднократно протаскивать по металлу и бетону.
Как подключить инвертор, если на кабеле нет опрессованной клеммы? Провода сращивают путем многократного переплетения проволок, составляющих жилу. Потом место соединения следует пропаять и обжать.
Существуют также специальные кабели-удлинители, имеющие опрессованные и изолированные разъемы. Их тип должен соответствовать разъему вашего аппарата.
Заводы-изготовители не оговаривают ограничений на длину кабеля. В каждом случае сварщик сам решает, что лучше- удлинять или почаще перетаскивать инвертор и бензогенератор.
Читайте также: