Конденсатор в сварочном трансформаторе
Обновлено: 20.09.2024
Когда то видел,но пропустил показалась слабой и медленной.Теперь ищу схему.Настоящие мощные,с водяным охлаждением,скоростные,навороченные.Нужна самая простая как угодно медленная,но что бы кусочки железа до 1,5 мм нормально скрепляла,а больше не нужно.Имеется для поделки мощный трансформатор с 220 на 12v(14v) ок.8 - 10 ампер,штук пять электролитических конденсаторов на 50v 1000МкФ старых но рабочих,еще мощный мост из выпрямительных вентилей(диодов)Если что нужно еще можно найти или докупить.Схема слесарки устройства лучше самая простая например с зажимающими на винтах(резьбе)заготовку электродами или подобн т.как большая скорость работы не нужна.Кому известна хорошая простая схема бросьте пожалуйста в тему и если можно описание подробней.Заранее спасибо.
Sazan написал :
Когда то видел,но пропустил показалась слабой и медленной.Теперь ищу схему.
Может, какая из , только насчёт "хорошей" - это не ко мне. И загляните в тему кто-то вроде бы делал.
Malevich написал :
Может, какая из , только насчёт "хорошей" - это не ко мне. И загляните в тему кто-то вроде бы делал.
Спасибо за ссылку.Посмотрел,но все или слабые или опасные или КвТ - ный трансформатор нужен.Я конденсаторную имею в виду на электролитах.Такая в принципе на мощных батарейках работать может они правда сразу почти разрядится,но что то приварят - кондеры большой емкости заряжаются и при замыкании резко большой ток выбрасывают отдают на электрод.Время заряда почти не важно просто до их полного заряда и при таком трансформаторе что у меня есть классная сварка должна получиться.
Кому на электролитических конденсаторах большой емкости схема известна на наличие трансф.8 - 10 ампер 14v?
Sazan написал :
Я конденсаторную имею в виду на электролитах
Хм. прикиньте, какая нужна ёмкость при токе порядка 1000 А, напряжении 2 В и времени действия около 0,25 секунд. (Хотя бы для ориентировки).
Malevich написал :
Хм. прикиньте, какая нужна ёмкость при токе порядка 1000 А, напряжении 2 В и времени действия около 0,25 секунд. (Хотя бы для ориентировки).
Да я не прикидываю,а схему эту видел и на батарейках бутафорию какую то.Конечно не запомнил,но все были рабочие.А применительно к имеющимся 5000МкФ ,8 - 10 амперам и 14 вольтам разряд будет вполне нормальный,мощный.Можно и еще кондеров докупить.
Делал эту ,
весьма доволен , работает хорошо !
сомневаюсь, что на электролитах будет хороший вариант. металл будет разбрызгиваться, а электролиты в жестком режиме долго не проживут
За килловатную спасибо я эту видел.А на электролиты в этих схемах защита на выходе ставится т.что они живучие.Схему видел,но не запомнил.Кто делал толковую?
Sazan написал :
но что бы кусочки железа до 1,5 мм нормально скрепляла
что то я сомневаюсь что конденсаторная такую толшину прохватит
Sazan написал :
А применительно к имеющимся 5000МкФ
Металл - до 1,5 мм, значит, нужен ток под 1000 А. Длительность разряда примерно 0,5 с, следовательно, величина накопленного заряда порядка 500 Кл. Требуемая ёмкость при рабочем напряжении на электродах 2 В составит 250 Ф. Запредельная величина, даже если в тыщу раз её уменьшить. Фольгу если только варить. Кто скажет, есть ошибка?
В вашем расчете ошибка огромная т.как он сам ошибка.Исходя из 2хвольт конечно правильно и по арифметике конечно сходится.В настоящих промышленных "запредельная" емкость это 1 - 10 фарад,но это фантастика на самом деле намного меньше.И это в промышленных с водяным охлаждением электродов и пр.Напряжение где то в пределах 60 вольт. Можно оставить ненужную. математику таки. Вопрос вообще к тем кто делал уверенно работающий аппарат.P.S.Кажущиеся ненужными схемы запоминать и сохранять не люблю,но вроде в которой видел специальный выходной разрядник стоит который одновременно является защитой конденсаторов.То ли покупной то ли его самому собрать можно.
Sazan написал :
Можно оставить ненужную. математику
Так не из вредности же а чтобы примерно нащупать, сколько ёмкостей надо на 1,5 мм. Может, с током неправильно, может, время разряда. А схему искал - пока пусто. Из местных cimon делал, но у него на трансе.
5000 (пять тысяч ) микрофарад - вообще ни о чем. У меня, например в компьютерном блоке питания стоял на выходе 10000 (десять тысяч) микрофарад, но у меня даже мысли не возникало им варить. 50000 мкФ на 50 В я ставил в лабораторный блок питания, но он тоже не варил Есть автомобильный конденсатор на 1 Ф но это уже дешевле сварку купить.
вспомнил Конденсатор на 5-10 тыс. мкФ обеспечивает открытие тиристора на определенное время.
Sazan написал :
В вашем расчете ошибка огромная
грубых ошибок нет, так неточности , чтобы получилась сварочная точка надо вкачать в сварочную ванночку определенное количество Дж - и не важно откуда они берутся из сети или из конденсаторов . тепер давайте прикинем 2в х 1000а х 0.5Сек = 1000Дж если взять кондер 1000мкФ и зарядить его до 300в будет всего 45Джоулей итого 20 штук + понадобится трансформатор чтобы понизить напряжение с кондеров и получить нужные килоамперы без спецэфектов и брызг в точке сварки.
ПС конденсаторов 1000мкФ х50В чтобы получить 1000дж надо взять примерно 800штук. так что "урезайте осетра"
johnlc написал :
понадобится трансформатор чтобы понизить напряжение с кондеров и получить нужные килоамперы
Ну да: пытаясь разобраться, нашёл книгу Белова "Конденсаторные машины в контактной сварке". Вот одна из схем в книге:

Sazan написал :
Схему видел,но не запомнил.Кто делал толковую?
Что Вам сказать наберите в поиске "Вечный двигатель" и вам предложат несколько рабочих схем вечного двигателя только сделать не ПОЛУЧИТСЯ..Толи гаек таких не найдете, толи еще что не знаю ,но причина будет простая и непреодолимая.Так что плюньте найдите простую с трансом, транс намотайте в крайнем случае на статорном железе от электродвигателя.Можно мотать жилой с кабеля (мягкая удобно).Или обратитесь в контору где перематывают электродвигателя и сделают они Вам транс за небольшие деньги,у меня знакомый в 2010 году заказал сварочный транс чтобы двойкой варить цена была тьфу даже для моей пенсии 8900 рублев.Точно цену не помню.А транс сделали игрушка.Удачи.
Да делал по молодости контактную сварку знаете не понравилась, а метал 1.5 варится легко даже тройкой.
В килоджоулях самостоятельно очень грубый прикид т.как и на меньшей емкости и даже на соединенных параллельно батарейках они работают!Но нужна только практическая схема т как из за килоджоулей т.е.сложной электрофизики рассчитать и даже прикинуть толково эту сварку самому нельзя.
Упрямый однако уважаю упрямых. Ну почитай может поможет.Вообще в поиске набрал там их десятки этих схем .
На работе используется установка контактной сварки. Трансформатор 220/1В. Конденсаторы (подключены к первичной обмотке. ) 200мкФ. Варит полосу 0,8мм х 0,06 мм.
Большое спасибо особенно, что отозвались.Они все вроде вот этой совсем никуда не годится - она поновей,но собрана по первобытной,опасной схеме где на повышение мощности при разряде играет сетевая,многовитковая обмотка трансформатора и как не ошибаюсь в виде импульсного скачка!Такие сварки просты,но как черт опасны и эти схемы были почти в древности созданы до изобретения электролитов!Однако только в период войны при строжайшей экономии времени и средств могли применяться т.как при такой схеме к какой нибудь безопасности вряд ли что относится в резиновых перчатках работать или нет.Я вообще про новые схемы пишу в которых при невысоком напряжении и достаточно,но не очень большом токе электролиты пашут и тоже с приемлемой,не фантастической емкостью.Не известна ли поновей,безопасная где вторичная обмотка только работает с какой скоростью заряжает кондеры неважно.Кажется в этих разрядник на выходе стоит.Какой и что за схемы?
Alex___dr написал :
На работе используется установка контактной сварки. Трансформатор 220/1В. Конденсаторы (подключены к первичной обмотке. ) 200мкФ. Варит полосу 0,8мм х 0,06 мм.
Если вы это нарочно из истории второй мировой войны не вычитали и такая у вас где то стоит спаси вас бог на полном серьезе!
Sazan написал :
Такие сварки просты,но как черт опасны
и чем же они позвольте узнать опасны ?
johnlc написал :
и чем же они позвольте узнать опасны ?
Sazan написал :
Нужна самая простая как угодно медленная,но что бы кусочки железа до 1,5 мм нормально скрепляла,а больше не нужно.
Для скрепления кусочков железа 1,5мм требуется приложить мощность порядка 8 кВА, как минимум. Пусть кратковременно, но нужно ее умудриться получить, тем более, как я понял, от бытовой сети.
Sazan написал :
Имеется для поделки мощный трансформатор с 220 на 12v(14v) ок.8 - 10 ампер,
Sazan написал :
штук пять электролитических конденсаторов на 50v 1000МкФ старых но рабочих,еще
В совдеповских усилках больше устанавливали и то иногда "квакали".
Бросте эту затею, для емкостной сварки нужно большое колличество дорогих высоковольтных емкостей, проще собрать трансформаторную, но не менее чем на 380В. На 220В, от бытовой сети, не будет работать, мощи у сети не хватит, проверено. На промышленной сети спокойно сваривал две полуторки, мог троечку приварить к еденичке, трансом, припер домой, сеть просаживает так, что лампы гаснут полностью, валяется теперь как невостребованная вещь, по причине бытовой сети.
cimon написал :
Для скрепления кусочков железа 1,5мм требуется приложить мощность порядка 8 кВА, как минимум. Пусть кратковременно, но нужно ее умудриться получить, тем более, как я понял, от бытовой сети.
Всего то 150ВА.
В совдеповских усилках больше устанавливали и то иногда "квакали".
Бросте эту затею, для емкостной сварки нужно большое колличество дорогих высоковольтных емкостей, проще собрать трансформаторную, но не менее чем на 380В. На 220В, от бытовой сети, не будет работать, мощи у сети не хватит, проверено. На промышленной сети спокойно сваривал две полуторки, мог троечку приварить к еденичке, трансом, припер домой, сеть просаживает так, что лампы гаснут полностью, валяется теперь как невостребованная вещь, по причине бытовой сети.
Килоджоули вижу всех забурили.Где 8кВт для точечной нужно?!Обычная бытовая с 220v до макс.5кВт потребляет. - а столько для тонкой жести.Больше 1кВт не нужно и трансф.такой тоже т.как кондеры на нужный кратковременный разряд накопят добавочно.Схему мельком видел,кто то даже на батарейках бренькалкой хвалился(и она варила!),но не запомнил через что с кондеров выводил,а то бы не спрашивал.Пишите пожалуйста у кого есть схема,а то тема длинная,а толку никакого. Я схему ищу!
Косинусный конденсатор для сварочного трансформатора
Вообще, как я помню, угол сдвига между током и напряжением ..
В моем аппарате внутри нет конденсаторов. По моему конденсатор нужен не для снижения тока холостого тока (он и так около 0 ампер), а для уменьшения потребляемого тока во время горения дуги (на видео это наглядно видно). Сварочник придумали умные дядьки, но косинусный конденсатор поставили не во всех моделях (таким образом экономят что ли ?)
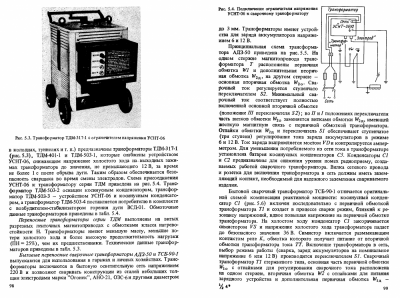
На левой странице написано, что конденсатором оснащен ТДМ 503- 2 и ТДМ 503- 3.
НА правой тоже написоно, что какие то трансформаторы оснащены конденсатором. По моеу они там все оснащены конденсаторами. Но
1. Его там никто не включает и не выключает
2. Никто его не разряжает через какие либо резисторы
3. Там написано, что конд. установлен для уменшения тока потребления, а не для того что бы он был чертовски экономичным.
4. Кто вам сказал, что именно ваш не оснащен, если ток на хх равен 0 то оснащен.
5. Если он не оснащен конд. то вам какая разница , реактивные счетчики все равно не крутят счетчик, они нагружают провода вхолостую.
6. Что вам мешает испытать конденсатор без трансформатора?
НА правой тоже написоно, что какие то трансформаторы оснащены конденсатором. По моеу они там все оснащены конденсаторами. Но
1. Его там никто не включает и не выключает
2. Никто его не разряжает через какие либо резисторы
3. Там написано, что конд. установлен для уменшения тока потребления, а не для того что бы он был чертовски экономичным.
4. Кто вам сказал, что именно ваш не оснащен, если ток на хх равен 0 то оснащен.
5. Если он не оснащен конд. то вам какая разница , реактивные счетчики все равно не крутят счетчик, они нагружают провода вхолостую.
6. Что вам мешает испытать конденсатор без трансформатора?
Моя главная цель- это уменьшение мигания света- чтоб соседям не надоедать и чтоб, из-за моей сварки, ни у кого телевизоры не "сгорели".
Внутри моего аппарата конденсаторов 100% нет, однажды разбирал его "до последнего винтика" для покраски магнитопровода. Ток на холостом ходу нулевой потому, что я 380 вольтный аппарат подключаю к 220 вольт (при подключении к 380 вольт ток холостого хода увеличится). Конденсаторы без трансформатора подключу и измерю ток.
Купите инвертор, желательно с ККМ, и будет вашим соседям счастье. Других вариантов нет. Конденсаторы Вам ничего не дадут, трансформатор будет жрать, как минимум, раза в два больше, чем инвертор. По определению будет, способ формирования ВАХ такой. Либо на активном сопротивлении напряжение падает, соответственно и мощность рассеивается, либо на реактивном. По любому, ток зря по проводам гоняет.
Купите инвертор, трансформатор будет жрать, как минимум, раза в два больше, чем инвертор.
С языка сняли. Трансформаторы разные. Поэтому это не для всех применимо - экономия в два раза. Но в данном случае, я думаю как раз и получится, что через пару работ и сдачи в металлом старого, новый уже будет приносить только удовольствие и прибыль
Сидим и меряемся у кого длиннее, хотя точно знаем , что у слона.
Так то оно так. Но разгонять ушастого (запорожец) приделывая к нему инжектор - это как делать уколы от насморка трупу.
Установка конденсаторв или синхрофазатрона не сильно улучшит работу этого мамонта.
зарабатываем и получаем удовольствие от процесса.
Ну а скондесатоом то что мешает поэксперементировать? Клещи есть, конденсатор куплен, розетка в наличии.
Инвертор есть, но им пользуюсь когда нужен постоянный ток. Его храню дома, а то в гараже сырость и металлическая пыль его погубят. КПД сварочного трансформатора низкий из-за падающей характеристики. КПД не-сварочных трансформаторов (с жесткой характеристикой) не меньше, чем КПД инвертора (или/может даже больше, так-как там нечему греться, а в инверторе на нагрев радиаторов больше энергии уходит). Если смогу найти/придумать схему, которая при холостом ходе отключала бы конденсатор и подключала бы во время сварки, да к тому же, все коммутации происходили бы в момент прохождения синусоиды напряжения через ноль, то мой ТДМ-503 будет ничуть не хуже инвертора . Буду мучить сварочник .
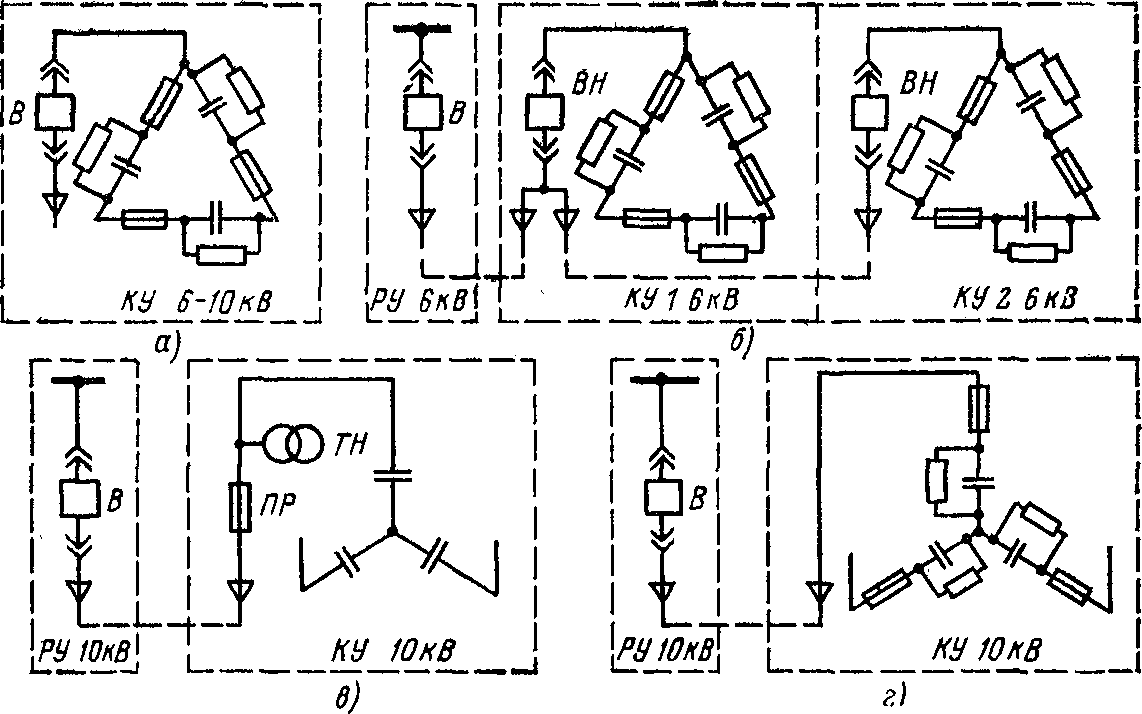
Почитал, Где там резистор на рисунке б)?
Предупреждаю . что Fu ' это предохранитель, а разрядный резистор должен стоять параллельно конденсатору. даже сюда не поленюсь вынести ваши учебники. Объясните мне тупому где здесь разрядный резистор. а вот еще цитата из вашего "кондуита"
Для КУ, присоединенной через общий с трансформатором или электродвигателем выключатель, разрядные резисторы не требуются, так как разряд конденсаторов происходит через обмотки этих ЭП.
Не хотите читать мой бред, так хотя бы свои учебники почитайте. Потом подумайте . Потом решайте, а стоитли писать?
Кто из нас тупее? Я наверное, а меня за это ненавидят недоучки (назвать их электриками язык не поворачиваеися). Они то свои буквари прокурили и не могут тупого начальника подвинуть, у него ж диплом .. подарили наверное.
Сидим и меряемся у кого длиннее, хотя точно знаем , что у слона.
Ясно. Читать лень, или не умеем. только картинки красивые рассматриваем.
Хорошо я подсуну Вам Правильную картинку.
Хотя появилось подозрение, что кто-то либо троллит, либо нарывается на грубость.
Во время работы сварочного, появляется реактивный ток, а фаза тока начинает отставать от фазы напряжения (смещение фаз). Причина - индуктивный характер нагрузки.
Установка конденсатора, по идее, должна скомпенсировать реактивный ток и вернуть фазы на место.
Нагрузка у Вас- то есть, то нет. Значит и реактивные ток, то - есть, то-нет. А, значит, подключив конденсаторы, Вы получаете перекомпенсацию (в момент отсутствия нагрузки). У Вас фаза тока начинает опережать фазу напряжения. В итоге - тот же реактивный ток, но по другой причине! Причем, учитывая, что сварочник больше простаивает, Вы получаете убытки (в виде потерь мощности на проводах от прохождения реактивного тока.
Если у Вас 20 сварочников, тогда оправдана установка конденсаторов расчитанная: 200мКф х 20 шт х К спроса (К спроса сварочника может быть не более 20-30%, я, так, думаю).
Правильное решение - установка автоматического анализатора косинуса фи с подключением батареи конденсаторов разной емкости с помощью электронных ключей (электронное реле) .
Т.Е. нужен онлайн автоподбор емкости конденсаторов. Такая штука дороже бюджетного сварочника, однозначно!
LLsvet, Единственный плюс от этого -не так соседей замучаешь миганием света.
Это не связано никак! Ну, или не, так, сильно.
Чтобы у соседей не мигало, надо увеличивать сечение кабеля до точки (сверху), где вы с соседом оба подключены.
Прикрепленные изображения
Это не связано никак! Ну, или не, так, сильно.
Чтобы у соседей не мигало, надо увеличивать сечение кабеля до точки (сверху), где вы с соседом оба подключены.
Пробовал у меня братан как-то такое.Реально меньше перепады напруги.
Но это было давно.Теперь все с инверторами)))))
фазу из сети, ноль от батареи
Пробовал у меня братан как-то такое.Реально меньше перепады напруги.
Но это было давно.Теперь все с инверторами)))))
функционал шире, удобство в работе больше, легче носить . Да только плюсы.
А трансформатор на ЦВЕТМЕТ - тоже плюсы одни - тортик на халявку.
Из "плюсов" : Мигание света уменьшилось и потребляемый ток уменьшился.
Из "минусов" : Карману вредно.
Планирую подключать их через переключатель- когда надо включил, когда надо отключил.
Вопрос знающим: кто знает, сколько Квар выдерживают эти конденсаторы ?
им пофиг квар, рабочее напряжение надо повыше, что бы не пробило , при отключении катушки от сети в ней напряжение подскакивает от самоидукции, по аналогии с трубопроводом резкое повышение давления при гидроударе- все тонкое вхлам. Опять же сами кондеры как демпферы и выступают, гасят это напряжение, по идее с ними при подключении-отключении провода меньше искрить должны, в основном при отключении.
им пофиг квар, рабочее напряжение надо повыше, что бы не пробило , при отключении катушки от сети в ней напряжение подскакивает от самоидукции, по аналогии с трубопроводом резкое повышение давления при гидроударе- все тонкое вхлам. Опять же сами кондеры как демпферы и выступают, гасят это напряжение, по идее с ними при подключении-отключении провода меньше искрить должны, в основном при отключении.
Напряжение выбрал на 1000 вольт, чтоб в будущем на 380 вольт можно было без страха подключать. Только вот, выводы-ножки какие-то нежные. Выдержат ли эти ножки 10-12 ампер(когда подключу к 380 вольт, наверняка ток при холостом ходе будет 10-12 ампер на каждый конденсатор ).
Неплохо, бы сопротивление паралельно кондеру. Чтоб разряжать в отключенном состоянии.
Неприятно будет, если остаточный заряд + 220В попадет при включении на -220в - это КЗ на 440В!
По идее он параллельно катушке стоит, через неё и разрядится.
Посмотрите внимательно на схему.
На малой мощности - необязательно (до 1- 2 кВар), а, дальше - проблемы Ваши, если на мгновение мигнет свет!
Что конденсатор, что индуктивность -это не просто железяка, подключенная к батарейке. В цепи переменного тока, и, то, и другое -накопители энергии, которая вылетает оттуда с огромной силой. Вас, не било током от трамлера в москвиче? Жаль, что нет. хорошо вбивает физику в голову на всю жизнь.
Итак, мигнул свет. Кондер сохранил в себе энергию на момент выключения со знаком "+". Энергия не ушла, и, чем она больше, тем больше время саморазряда. В сети 50Гц. Через 0,25 сек свет вернулся, но на момент подачи может, как на зло, пришел со знаком "-". Вот, оно, СОБЫТИЕ!, которое позволит Вам восполнить недостатки образовании по физике.
P.S. Сопротивление подбирается для разряда за время 0,5-1 сек.
В цепи переменного тока, и, то, и другое -накопители энергии, которая вылетает оттуда с огромной силой. Вас, не било током от трамлера в москвиче? Жаль, что нет. хорошо вбивает физику в голову на всю жизнь.
Я вас уверяю,что в цепи постоянного тока они больше накопипители энергии, чем в цепи переменного тока. В сети пременного тока всегда существует вероятность того, чо размыкание произойдет в тот момент, когда энергия реактивного сопротивления равна 0. С постоянкой так не будет. Хотите прочитать мне лекцию про потокосцепление? Прослушаю с удовольствием, как и многие здесь. Но я сомневаюсь, что осилите, потому как словово
пишется с двумя " л" . Читая внимательно физику этого нельзя не заметить. А читая внимателбно тему можно понять, что емкость стоит параллельно индуктивности и при снятии напряжения через неё же и разрядится. Хлопало вас немало видать, и не по детски. Ну да, электрики не соперы, первый раз взет.
Так-как я эти конденсаторы буду подключать через переключатель- буду подключать при надобности- то, без разрядного резистора не обойтись.
Была бы схема на симисторе, которая подключала и отключала бы конденсаторы при прохождении синусоиды напряжения через ноль. Хотя бы подключение осуществить при прохождении через ноль, а разрядку можно и резистором ( или первичной обмоткой какого-либо маломощного трансформатора ).
Вообще, как я помню, угол сдвига между током и напряжением зависит исключительно от соотношения индуктивной и емкостной нагрузок. От того варит аппарат или нет он не зависит. Если ваш аппарат не потребляет (не гоняет) ток на хх, логично предположить, что там в схеме конденсаторы уже стоят, а ваши лишние. Нужно конденсатор в цепь воткнуть без ничего и измерить ток, если он будет 12 А как на видео, то однозначно он там не нужен, или он слишком большой из-за ошибки в расчетах. Смысл в том, что на хх не выполняя полезной (активной) работы сварочник перегоняет ток туда и обратно прогревая себя, провода и питающий трансорматор. Именно в этот момент и должен работать конденсатор. А когда горит дуга (сравнительно короткий промежуток времени) потери от реактивных сопротивлений пренебрежимо малы и ничтожны по сравнению с её мощностью.
Т.е. Ток от напряжения отстает не во время работы сварочника, а всегда, конкретно на 90 градусов поэтому мощност на хх
Q = I*U*cos 90 = I*U *0 = 0 . при люббых токах и напряжениях полезная мощность равна нулю. Когда дуга загорается, как раз таки фи становится отличным от 90 и cos фи не равен нулю. Активная мощность идет на разогрев дуги. Но фи никогда не будет равен нулю, а его косинус единице, если индуктивность не компенсируется емкостью и кстати наоборот.
Не мучайте свой сварочник и не думайте, что его конструировали недоумки. Недоумки ничего сконструировать не могут. (мы на форумах сидим))))
Я вас уверяю,что в цепи постоянного тока они больше накопипители энергии, чем в цепи переменного тока. В сети пременного тока всегда существует вероятность того, чо размыкание произойдет в тот момент, когда энергия реактивного сопротивления равна 0. С постоянкой так не будет. Хотите прочитать мне лекцию про потокосцепление? Прослушаю с удовольствием, как и многие здесь. Но я сомневаюсь, что осилите, потому как словово
пишется с двумя " л" . Читая внимательно физику этого нельзя не заметить. А читая внимателбно тему можно понять, что емкость стоит параллельно индуктивности и при снятии напряжения через неё же и разрядится. Хлопало вас немало видать, и не по детски. Ну да, электрики не соперы, первый раз взет.Я тоже так подумал, но возможно там предусмотрено авт отключение транса. Что, за аппарат? Надо посмотреть схему.
Вопросы по дросселю для сварочного трансформатора.
Подумал и решил сделать к нему выпрямитель, вычитал что если все делать правильно, можно добиться минимальной просадки в сети, соседям думаю не очень нравится когда напряжение прыгает.
вообщем приобрел диоды В200 и какой-то дроссель заводского исполнения.
я в этих делах чайник, поэтому обращаюсь к опытным людям за подсказкой, что да как, куда где и когда.
вот сам дросеель

обмотка: медная жила 8х4.
16 витков, два слоя, две катушки итого 64 витка на двух катушках.
Скажите пожалуйста к каким концам на дросселе мне нужно подключать Плюс или Минус от диодного моста?
что еще необходимо докупить и смонтировать для полного комплекта?
не поверите но для меня наиболее удобный вариант городить.
тем более уже разгон взят. осталось дело за малым.
честно говоря ответ не нашел. У меня хоть и случай тот-же только с разными ингредиентами. дроссель у меня уже готовый, напругу как я понял стабилизировать не получится, ну разве что ноль заземлить. я так понимаю что нужно опытным путем подбирать подключение. там всего четыре варианта. завтра испытаю.
Бомбандил , Тогда позовем Виктор 69 , Рабиндранат Кагор , A L E X , может чего объяснят, раз у вас частный случай. Просьба, сделать фотографии для наглядности.
Тему понял так маленько если что то поправите, у вас трансформаторный сварочник, вы хотите получить постоянку,
если я всё правильно понял, и избежать просадки напряжения из-за соседей.
получить постоянку просто:
1 сварочный трансформатор(СТ)- на его вход 220/380 блок конденсаторов 100 - 200 мкФ(переменка) первый блок
2 на выходе со СТ- блок конденсаторов 50-100 мкФ(переменка) второй блок
3 после второго блока диодный мост из 4 диодов на 200 Ампер с радиаторами
4 после диодного моста - блок конденсаторов , третий блок (постоянка , кондёры электролитические) 30000 - 100000 мкФ (способствуют очень хорошему зажиганию дуги и стабилизации)
5 после третьего блока кондёров - один и контактов уходит прямо на держак.
6 другой контакт уходит на ваш дросель и проходит через все 64 витка, так как на дросселе 2 катушки, и на фото не сильно разглядишь, смотрите что б катушки не работали против друг друга.
7 и с ваших 64 витков он уходит на массу.
8 попробуйте установить дроссель точно так же в промежуток , между вторым блоком кондёров и диодным мостом, на один из проводов. разница есть, вы её почувствуйте. а там как понравиться.
не знаю поймёте или нет, напишите нарисую схему.
Виктор 69 ,Если применить Вашу конструкцию просадки сети не будет? А индуктивность дроселя как подбираете, чем меряете?
У меня такая же проблема была, сам мотал сварочник 220/15/30/45/60 на 60 вольтах электрод 5 мм резал, улица на коленках, по напряжению стояла, перемотал на 380/30, погшешность в сеть всего 4 вольта, соседи не знали что я варю, для зажигания дуги хорошего играл ёмкостью кондёров, мощьность сварочника не замерял приборами, но электрод четверка до конца не догорал 1/3 треть отпадывала от держака в раскалённом состоянии, стоит без дела правда весит 40 кг (обмотки+корпус+ 12 литров трансформаторного масла для охлаждения 2 часа на резке без проблем), приезжай забирай даром отдам.
Виктор 69 ,Если применить Вашу конструкцию просадки сети не будет? А индуктивность дроселя как подбираете, чем меряете?
я практик, индуктивность и все параметры вообще не расчитываю, сварочники мотал на круглых тероидах, потерь самый минимум, если круглый тероид то сечение от 35-50 см.кв. аппарат будет буть здоров, если брать П - образный, или Ш- образный сразу сечение на 2 умножайте (вес увеличивается) , первичка мотается проста пока на холостом ходу 0,2-0,4 Ампера клещи (токоизмерительные)не покажут, сверху через изоляцию вторичку, 15 вольт выход для запуска машины зимой, 25 вольт выход, 35 вольт выход, ну и так до 60 , силу тока при сварке напряжением меняешь. можно спиралью или баластником как хочется.
кондеров нужно значит кучу.
Спасибо еще раз всем.
есть правда парочку вопросов.
1.кондеры на вход нужны выше 380В?
2. все остальные после транса уже выше 60В, так как напряжение всего на выходе по заявленым характеристикам 48, ладно 50, ну а с запасом можно и 60В?
правильно ли я понял?
емае Конденсатор электролитический на 100000мкф цена 11000рублей.
Бомбандил , кондёр на выходе на рабочее напряжение не ниже 80В, а то 40 вольтовый рванёт.
Бомбандил , во первых, с просадкой сети Вы ничего сделать не сможете, она зависит от потребляемого сварочником тока. А ток определяется мощностью собственно дуги, КПД аппарата и его коэффициентом мощности. Мощность дуги = напяжение умноженное на ток , тут никуда не денешься, сколько надо под данный электрод и глубину провара, столько и обеспечь. Если с КПД у трансформатора, как правило, всё неплохо, не меньше 90%, то с коэффициентом мощности всё плохо - у трансформаторных сварочников он не выше 0,5. Это их врождённая особенность и изменить её Вам не удаться. То есть, он гоняет по подводящим проводам ток как минимум в два раза больше, чем надо. Соответственно, и сеть грузит. У инверторов с этим получше, без ККМ - 0,7, с ККМ - выше 0,9.
Конденсаторы Вам не нужны, просто включите этот дроссель после моста в разрыв любого провода, без разницы, и попробуйте варить.
Будет гораздо комфортнее, чем на переменке. Напряжение холостого хода у вашего трансформатора низкое, поэтому не все типы электродов нормально будут гореть.
Когда будет серьёзная работа, особенно на выезде купите себе нормальный инвертор. Всё вздорожало, но до 20 000р можно вполне приличный двухсотамперный взять.
С такой цены я балдею и впадаю в ступор. Поищите на барахолках. Я покупал на 10 000 мкф. х 100 вольт, по цене 2 доллара за штуку.
парни правильно пишут, что с просадкой сети вам ничего не сделать, а блоки конденсаторов позволят вам "плавно" просаживать сеть , поясню соседи у вас не увидят моргание лампочки "резкого", (а это основной фактор конфликта с соседями) например в сети 220 вольт, начали работу только электрод зажигает дугу напряжение сразу 190 вольт(лампочка на моргание) , а с кондёрами , будет так , в сети 220 только электрод в дугу, и напряжение в сети плавно (1-3 секунды) на напряжение 195-200 вольт, моргание лампочки будет только глаз уже не сможет так реагировать как в первом случае.
грубо говоря замажите глаза соседям, и варить вам будет комфортнее постоянкой, вот и всё.
посмотрел на этот аппарат в интернете вес 18 кг, вывод сам напрашивается, магнитопровод малого сечения, электрод 4 мм наверно с огромным трудом и хорошим нагревом.
купите инвертор, для работы при низких напряжениях, до 5 кВт, ампер 160-180 и забудьте про этот кашмар с трансом.
Он при долларе около 30 стоил в районе 11000, а на сегодняшний момент, это очень хороший вариант.
А по поводу транса Вы всё верно сказали, выдаст ли он вообще заявленный ток - большой вопрос.
спасибо за советы.
у меня работы не много, так, для дома раз в 3 месяца что нибудь к чему нибудь приварганить, на час максимум.
поэтому и думал сделать так чтоб никому не было плохо.
а вообще у нас целыми днями напруга прыгает, сварщиков полно куда ни плюнь горе сварщик.
но ведь мне никто не поверит что раз в три месяца и на час использую сварку.
инвертор конечно когда нибудь куплю и сразу куплю хороший пусть и с высокой но честной ценой.
Электролитические конденсаторы в сварочных инверторах

Алюминиевые электролитические конденсаторы – один из главных элементов, обеспечивающих стабильность работы высокочастотных инверторов сварочных аппаратов. Надежные высококачественные конденсаторы для этого вида применения производят компании Hitachi, Samwha, Yageo.
В первых устройствах, использовавших метод электродуговой сварки, применялись регулируемые трансформаторы переменного тока. Трансформаторные сварочные аппараты наиболее популярны и применяются по сей день. Они надежны, просты в обслуживании, однако имеют ряд недостатков: большой вес, высокое содержание цветных металлов в обмотках трансформатора, малую степень автоматизации процесса сварки. Преодолеть эти недостатки возможно при переходе на более высокие частоты тока и уменьшении размеров выходного трансформатора. Идея уменьшить размер трансформатора за счет перехода от частоты электросети 50 Гц на более высокую родилась еще в 40-е годы XX века. Тогда это делали с помощью электромагнитных преобразователей-вибраторов. В 1950 году для этих целей стали использовать электронные лампы – тиратроны. Однако в сварочной технике использовать их было нежелательно по причине низкого КПД и невысокой надежности. Широкое внедрение полупроводниковых приборов в начале 60-х годов привело к активному развитию сварочных инверторов, сперва – на тиристорной основе, а затем – на транзисторной. Разработанные в начале XXI века биполярные транзисторы с изолированным затвором (IGBT-транзисторы) дали новый импульс развитию инверторных аппаратов. Они могут работать на ультразвуковых частотах, что позволяет значительно уменьшить размеры трансформатора и массу аппарата в целом.
Упрощенно структурную схему инвертора можно представить из трех блоков (рисунок 1). На входе стоит бестрансформаторный выпрямитель с параллельно подключенной емкостью, позволяющей поднять напряжение постоянного тока до 300 В. Инверторный блок производит преобразование постоянного тока в переменный высокочастотный. Частота преобразования доходит до десятков килогерц. В состав блока входит высокочастотный импульсный трансформатор, в котором происходит понижение напряжения. Данный блок может изготавливаться в двух вариантах – с использованием однотактных или двухтактных импульсов. В обоих случаях транзисторный блок работает в ключевом режиме с возможностью регулировки времени включения, что позволяет регулировать ток нагрузки. Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки [1].

Рис. 1. Упрощенная структурная схема сварочного инвертора
Принцип работы сварочного инвертора заключается в поэтапном преобразовании сетевого напряжения. Вначале сетевое переменное напряжение повышается и выпрямляется в предварительном блоке выпрямления. Постоянное напряжение питает высокочастотный генератор на IGBT-транзисторах в инверторном блоке. Высокочастотное переменное напряжение преобразовывается в более низкое с помощью трансформатора и подается на выходной выпрямительный блок. С выхода выпрямителя ток уже можно подавать на сварочный электрод. Ток электрода регулируется схемотехнически путем контроля глубины отрицательной обратной связи. С развитием микропроцессорной техники начали производство инверторных полуавтоматов, способных самостоятельно выбирать режим работы и осуществлять такие функции как «антизалипание», высокочастотное возбуждение дуги, удержание дуги и другие.
Алюминиевые электролитические конденсаторы в сварочных инверторах
Основные компонентные составляющие сварочных инверторов – это полупроводниковые компоненты, понижающий трансформатор и конденсаторы. Сегодня качество полупроводниковых компонентов столь высоко, что при правильной их эксплуатации проблем не возникает. Ввиду того, что устройство работает на высоких частотах и достаточно больших токах, особое внимание следует уделить стабильности работы аппарата – от нее напрямую зависит качество производимых сварочных работ. Наиболее критичными компонентами в данном контексте являются электролитические конденсаторы, от качества которых сильно зависит надежность аппарата и уровень вносимых в электрическую сеть помех.
Наиболее распространенными являются алюминиевые электролитические конденсаторы. Они лучше всего подходят для использования в первичном источнике сетевого ИП. Электролитические конденсаторы имеют высокую емкость, большое номинальное напряжение, малые габариты, и способны работать на звуковых частотах. Такие характеристики относятся к несомненным достоинствам алюминиевых электролитов.
Все алюминиевые электролитические конденсаторы представляют собой последовательно наложенные слои алюминиевой фольги (анод конденсатора), бумажной прокладки, еще одного слоя алюминиевой фольги (катод конденсатора) и еще одного слоя бумаги. Все это сворачивается в рулон и помещается в герметичный контейнер. От анодного и катодного слоев выводятся проводники для включения в цепь. Также алюминиевые слои дополнительно протравливают с целью увеличения площади их поверхности и, соответственно, емкости конденсатора. При этом емкость высоковольтных конденсаторов возрастает примерно в 20 раз, а низковольтных – в 100. Помимо этого вся данная конструкция обрабатывается химическими веществами для достижения требуемых параметров.
Электролитические конденсаторы имеют достаточно непростую структуру, что обуславливает сложность их изготовления и эксплуатации. Характеристики конденсаторов могут сильно меняться при разных режимах работы и климатических условиях эксплуатации. С ростом частоты и температуры снижается емкость конденсатора и ЭПС. При снижении температуры емкость также падает, а ЭПС может возрастать до 100 раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций. Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя.
В инверторах основные назначения электролитических конденсаторов – повышение напряжения во входном выпрямителе и сглаживание возможных пульсаций.
Значительные проблемы в работе инверторов создают большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для управления силовыми ключами, высокие требования к монтажу силовых цепей, большие импульсные токи. Все это в значительной степени зависит от добротности конденсаторов входного фильтра, поэтому для инверторных сварочных аппаратов нужно особо тщательно подбирать параметры электролитических конденсаторов. Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста. Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора. Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов.
В продаже есть емкости, к примеру, на 1500 и 2200 мкФ, но, как правило, вместо одного используют батарею конденсаторов – несколько компонентов одинаковой емкости, включенных параллельно. Благодаря параллельному включению уменьшаются внутренние сопротивление и индуктивность, что улучшает фильтрацию напряжения. Также в начале заряда через конденсаторы протекает очень большой зарядный ток, близкий к току короткого замыкания. Параллельное включение позволяет уменьшить ток, протекающий через каждый конденсатор в отдельности, что увеличивает срок эксплуатации.
Выбор электролитов от Hitachi, Samwha, Yageo
На рынке электроники сегодня можно найти большое количество подходящих конденсаторов от известных и малоизвестных производителей. При выборе оборудования не следует забывать, что при схожих параметрах конденсаторы очень сильно отличаются качеством и надежностью. Наиболее хорошо себя зарекомендовала продукция от таких всемирно известных производителей высококачественных алюминиевых конденсаторов, как Hitachi, Samwha и Yageo. Компании активно разрабатывают новые технологии производства конденсаторов, поэтому их продукция обладает лучшими характеристиками по сравнению с продукцией конкурентов.
Алюминиевые электролитические конденсаторы выпускаются в нескольких форм-факторах:
- для монтажа на печатную плату;
- с усиленными выводами-защелками (Snap-In);
- с болтовыми выводами (Screw Terminal).
В таблицах 1, 2 и 3 представлены серии вышеуказанных производителей, наиболее оптимальные для использования в предварительном блоке выпрямления, а их внешний вид показан на рисунках 2, 3 и 4 соответственно. Приведенные серии имеют максимальный срок службы (в рамках семейства конкретного производителя) и расширенный температурный диапазон.
Таблица 1. Электролитические конденсаторы производства Yageo
Таблица 2. Электролитические конденсаторы производства Samwha
Таблица 3. Электролитические конденсаторы производства Hitachi
Как видно из таблиц 1, 2 и 3, номенклатурная база достаточно широка, и пользователь имеет возможность собрать конденсаторную батарею, параметры которой в полной мере обеспечат требования будущего сварочного инвертора. Наиболее надежными представляются конденсаторы компании Hitachi с гарантированным сроком эксплуатации до 12000 часов, в то время как у конкурентов данный параметр составляет до 10000 часов в конденсаторах Samwha серии JY и до 5000 часов в конденсаторах Yageo серий LC, NF, NH. Правда, этот параметр не указывает на гарантированный выход конденсатора из строя по истечении указанного строка. Здесь имеется в виду только время использования при максимальной нагрузке и температуре. При использовании в меньшем диапазоне температур срок эксплуатации, соответственно, возрастет. По истечении указанного строка возможно также уменьшение емкости на 10% и увеличение потерь на 10…13% при работе на максимальной температуре.

Рис. 2. Электролитические конденсаторы Yageo

Рис. 3. Электролитические конденсаторы Samwha

Рис. 4. Электролитические конденсаторы Hitachi
Примечательно, что в каждой серии можно найти различную конфигурацию выводов конденсатора – с усиленными выводами-защелками или болтовыми выводами. Болтовые выводы дают гарантированную надежность сборки, а конденсаторы с выводами-защелками к надежности добавляют еще и простоту монтажа на печатную плату.
Заключение
Рассмотренные высококачественные алюминиевые электролитические конденсаторы производства компаний Hitachi, Samwha и Yageo позволяют решить практически любую задачу разработки высокочастотного сварочного инверторного аппарата. Отличительной особенностью представленных конденсаторов является их разработка в соответствии с требованиями RoHS (Директива об ограничении использования некоторых вредных веществ в электрическом и электронном оборудовании) и прочими экологическими нормами. За консультацией по применению, а также по вопросу приобретения конденсаторов производства всех трех компаний можно обратиться к их дистрибьютору – компании КОМПЭЛ.
Читайте также: