Крепление обратного провода при сварке
Обновлено: 09.05.2024
Электрододержатели при ручной дуговой сварке используются для фиксации электрода и подвода к нему питания от одного из полюсов источника тока через сварочный кабель. Другой полюс соединяется с изделием с помощью кабеля массы и зажима кабеля массы.
В зависимости от используемых диаметра электрода и силы тока выпускаются держатели различных размеров. Они также различаются по способу фиксации и делятся на рычажные, пружинные, винтовые, пассатижные и др. В большинстве электрододержателей электрод можно закрепить в трех положениях относительно продольной оси рукоятки: 0°, 60° и 90°.
Среди всего многообразия применяемых электрододержателей наиболее безопасными являются пружинные («прищепки»), известные у нас как электрододержатели серий ЭП и ЭД (рис. 19). К их основным преимуществам можно отнести удобство эксплуатации, крепкое удержание электрода, полное отсутствие неизолированных зон токосъемника. Держатель-прищепка очень популярен, поэтому его используют многие профессиональные сварщики по всему миру. Эти электрододержатели выдерживают без ремонта от 8000 до 10 000 зажимов. Время замены электрода не превышает 3–4 с. «Прищепки» изготавливают нескольких типов в соответствии с ГОСТ 14651–78. Каждый тип рассчитан на использование при определенных сварочных токах номиналом от 125 до 500 А.
Рис. 19. Электрододержатель серии ЭП
Если вы купили новый сварочный аппарат, то в комплекте с ним обязательно должен быть заводской электрододержатель. Пользоваться, безусловно, нужно им. Широко известные у нас «вилки-трезубцы» использовать не стоит – они давно запрещены во всем мире.
Электрододержатели присоединяются к многожильному медному проводу – сварочному кабелю – марок КОГ (кабель особо гибкий) или КГ (кабель гибкий). Кабель следует подбирать в соответствии с характеристикой сварочного тока аппарата. Маркировка кабеля производится в соответствии с его сечением, количеством жил и диаметром.
Для бытового сварочного оборудования обычно используют кабели КГ 1 ? 16, предназначенные для работы при токе 160 А, и с маркировкой КГ 1 ? 25, для силы тока 250 А.
При использовании полупрофессиональных агрегатов с током до 350 А следует выбирать кабель с маркировкой КГ 1 ? 35. Для оборудования с силой тока до 500 А применяют кабель с маркировкой не менее КГ 1 ? 50.
Полная номенклатура сечения различных кабелей, расчетная масса и вольтаж представлены в специализированных каталогах, в которых можно предельно точно выбрать необходимые параметры кабеля по расчетным данным и ориентировочной силе тока.
В общем случае при токах до 300 А сечения сварочных проводов выбирают из расчета плотности тока до 5 А/мм 2 . Например, для номинального тока сварки 250 А сечение сварочного кабеля S равно 50 мм 2 , а суммарное сопротивление R прямого и обратного провода должно быть не более 2/250 = 0,008 Ом. Допустимая для заданного сечения общая длина L прямого и обратного провода определяется из простой формулы R=(??L)/S.
Для кабеля с медными жилами (? = 0,017·10–6 Ом·м) она составит около 24 м, т. е. длина как прямого, так и обратного провода будет равна 12 метрам.
Применять провод длиной более 30 м не рекомендуется, так как это вызывает значительное падение напряжения в сварочной цепи и перегрузку сварочного аппарата.
Токоподводящий «земляной» провод соединяется с изделием специальными зажимами, чаще всего винтовыми струбцинками или зажимами типа «крокодил». Допустимо укладывать свариваемую деталь на металлический стол, надежно подсоединенный к сварочному источнику. Самодельные удлинители токоподводящего провода в виде кусков или обрезков металла не допускаются.
Замена сварочных проводов в инверторе: важные особенности


Наш современный мир — это мир конкуренции. Постоянное стремление производителей к удешевлению продукции приводит к тому, что на приборы устанавливаются не самые лучшие, но самые дешевые материалы. Многие из них выполняют свою работу, но или неудобны в использовании, либо век такого сырья недолог. Инверторные сварочники китайцы считают излишним комплектовать длинными, толстыми проводами. Обычно в комплекте идут короткие алюминиевые диаметром около 5 мм, которые даже при работе трехмиллиметровым электродом перегреваются, плавятся. Легкие «крокодилы» тоже не выдерживают большого тока. О том, чем заменить заводские провода, будет рассказано в нашей статье.
Короткие сварочные кабели: как, насколько и чем удлинить?
Короткий сварочный кабель это проблема. Работать становится неудобно, лёгкий инвертор тягается за держателем электрода, что, кстати, грозит его выходом из строя. К тому же, подлезть куда-то для сварки становится проблематично, и, выход один — удлинить сварочные кабели.

В среднем длина кабелей из комплекта к сварочному инвертору не превышает и одного метра. Зачастую кабель идёт в некачественной оболочке, которая легко греется и горит. Как правило, надолго таких кабелей не хватает даже при сварке чисто в домашних условиях.






Как сделать аппарат для сварки проводов
Самым главным элементом аппарата для сварки проводов является понижающий трансформатор. Однако подойдёт не любой трансформатор, а только тот, который имеет мощность не менее чем 0,5-0,6 кВт и напряжение на выходе от 12, 18 или 36 Вольт.

Просто отличным вариантом в данном случае является трансформатор от микроволновой печи. Первое что потребуется сделать, так это снять вторичную обмотку трансформатора, после чего намотать новую обмотку толстым кабелем. Количество витков вторичной обмотки должно составлять порядка 20, а провод, которым она будет сделана, должен быть не менее 6 квадратных миллиметров.

Как было сказано выше, для подключения минусового выхода от трансформатора можно использовать плоскогубцы с изоляцией. Ими очень удобно удерживать скрутку проводов во время сварки. К плюсовому выходу подсоединяется графитовый стержень, можно использовать обычную щётку от мощного двигателя или электроинструмента.
Также в конструкции аппарата для сварки проводов должен быть включён автоматический выключатель. Вполне хватит и 16 амперного. Особое внимание следует уделить проводам подключения массы и графитового стержня, их диаметр должен быть достаточно большим, чтобы выдержать возросшую нагрузку по току. Оптимальным вариантом в данном случае являются провода на 10 кв. мм.

Сделав аппарат для сварки проводов своими руками можно прилично сэкономить. При этом такой способ соединения проводов считается самым надежным и долговечным.
Рассчитываем сечение сварочных кабелей
Итак, вы решили, во что бы то ни стало поменять хлипкие сварочные кабели на мощные, так как это часто помогает решить всевозможные проблемы в работе сварочного аппарата. В первую очередь нужно понимать, что сила тока инвертора достаточно велика, поэтому кабель на 2,5 мм² не подойдёт для замены.

Также нужно помнить о том, что чем больше сила тока, тем меньше длиной кабель может быть. Если инвертор выдаёт не более 100 ампер, то вполне хватит кабеля сечением в 6 мм². Однако варить такой силой тока можно разве что электродом 2,5 мм. При пониженном напряжении «тройку» инвертор навряд ли потянет.

Поэтому для нормальной сварки нужны кабели диаметром не менее 10 мм². В таком случае они легко выдержат ток в 120 ампер. Для больших значений сварочного тока, в 180-200 Ампер, рекомендуемое сечение сварочных кабелей должно составлять не менее 16 мм².
Таким образом, мы определились с тем, какие по сечению кабели должны быть подключены к сварочному аппарату. Настал черед поговорить о том, насколько же именно можно их удлинять.










Конструкция сварочного провода
Для обеспечения нормальной работы аппарата следует применять медный кабель для сварочного инвертора. Именно медь считается лучшим проводником электрического тока. При этом стоит использовать именно многожильные провода, так как они обладают большей гибкостью, что существенно упрощает выполнение сварочных работ и обеспечивает свободу действий исполнителю.
Конструктивно сварочный кабель состоит из следующих элементов:
- Токоведущая медная жила, состоящая из множества отдельных свитых проводников сечением до 0,2 мм. При этом сечение самого кабеля может существенно отличаться, в продаже можно встретить сварочный провод с жилой до 95 мм2.
- Во избежание короткого замыкания или поражения сварщика электрическим током токоведущая жила покрыта слоем изолирующего материала, в качестве которого обычно выступает резина.
Подобные провода могут применяться для подключения агрегата к питающей сети, его заземления и подвода тока к держателю электрода.
Кабель марки КГ
Среди профессионалов особым спросом пользуются сварочные провода для инвертора марки КГ.
Производители рекомендуют применять его в сетях переменного электрического тока с напряжением до 600 вольт, кроме того допускается использование при постоянном напряжении до 1000 В.
В зависимости от мощности агрегата и силы вырабатываемого сварочного тока подбирается провод определенного сечения. Так, кабель с сечением токоведущей жилы в 16 мм2 может работать при 189 А, а 95 мм2 провод эксплуатируется при силе тока до 522 А. Чаще всего применяется кабель КГ 1х35, который можно использовать при 289 А (большинство аппаратов работают именно в таком режиме).
В зависимости от свойств изолирующей оболочки сварочный кабель для инвертора может эксплуатироваться в различных климатических условиях:
- КГ-ХЛ — провод предназначен для применения в условиях крайнего севера. Он может эксплуатироваться при температуре окружающего воздуха до – 600С. Основы изолирующей оболочки составляют морозостойкие сорта резины.
- КГ-Т — кабель, предназначенный для использования в тропических условиях. Может применяться в условиях повышенной влажности и температуре до + 850С. Кроме того, изоляция имеет состав, не допускающий появление плесени на поверхности кабеля и устойчивый к гниению.
Кроме кабеля этого типа в определенных условиях применяют провод марок КОГ (обладает повышенной гибкостью) и КГН (оболочка сделана из негорючего материала, такой кабель рекомендуется применять при ведении работ в пожароопасных условиях).
Удлинение кабеля
Существует два противоположных мнения по вопросу можно ли удлинять сварочные кабели. Защитники такой возможности утверждают, что производители инверторной техники не устанавливают никаких ограничений по этому поводу, следовательно, удлинение кабеля вполне допустимо. Это позволяет существенно упростить выполнение работ, обеспечить сварщику большую свободу.
Но не стоит забывать о том, что значительная длина провода обеспечивает ему повышенное электрическое сопротивление, что приводит к существенному падению напряжения и снижению силы сварочного тока.
Это приводит к сложностям при установке определенных режимов и выполнении сварочных работ. Поэтому все-таки не стоит заниматься самостоятельным удлинением кабеля, производитель предлагает наиболее приемлемый вариант.
Насколько можно удлинять сварочные кабели
Для удобства расчета длины сварочных кабелей можно воспользоваться следующей формулой: D max=S/k. Где D это общая длина кабелей, а S — сечение кабеля, k — коэффициент мощности сварочного аппарата. Коэффициент мощности извлекается путем деления сварочного тока на 100.
К примеру, для инвертора с силой тока в 160 Ампер, коэффициент мощности будет равняться значению в 1,6.

Итак, зная данные необходимые для формулы можно смело рассчитать допустимую длину сварочных кабелей. Например, для инвертора в 160 Ампер, максимально допустимая длина сварочных кабелей составит порядка 8 метров.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Виды кабелей
Естественно, что главными определяющими факторами выбора сварочного кабеля будут свойства самого аппарата, к которому он приобретается. Первым делом это сила тока в аппарате. Если она, к примеру, составляет 189А в максимальном приближении, то правильным выбором провода к инвертору будет кабель марки КГ 1х16.

Виды сварочных кабелей КГ.
Нужно заметить, что все кабели, которые подходят для оборудования в сварке, удовольствие не из дешевых. Поэтому есть большой смысл остановится и подумать, что именно вы собираетесь делать, и какой именно вариант изделия вам понадобится. Их предлагается великое множество.
Структурные разновидности следующие:
Одножильный
Этот кабель для сварочного аппарата производится из медной проволоки, которая отличается своей эластичностью и гибкостью. В дополнение известно отличительное качество меди как металла – она великолепно проводит электрический ток.
Эти виды обычно используются при компактных переносных инверторных аппаратах с небольшой мощностью и соответствующими параметрами силы тока и других технических показателей.
Двужильный
В данной конфигурации имеются катод и анод, которые отлично справляются с проведением электрического тока во время импульсной сварки.
Чаще всего и эти провода состоят из медной проволоки в чистом виде, хотя встречаются изделия, выполненные из медных сплавов с добавление других металлов, хорошо проводящих ток
Но основа в любом случае медная, это важное условие
Трехжильный
Этот вид производится для сложного автоматического оборудования для сварки, к примеру, мощных трубопроводов для транспортировки нефти, газа или продуктов их переработки.
Маркировка проводов содержит все технические характеристики работ по сварке, что очень облегчает их выбор для конкретных работ:
- КС – изделие может использоваться в работах по сварке различного типа.
- П – изделие покрыто дополнительным слоем из полимерного материала для дополнительной защиты токопроводящей жилы. Если рядом есть цифра, она показывает количество жил в кабеле.
- ВЧ – изделие может быть использовано при высокочастотном напряжении.

Маркировка сварочного кабеля.
Существуют и другие полезные свойства проводов для сварки. У них отличное сопротивление к высоким и низким температурам внешней среды с широчайшим диапазоном от -50°С до +50°С, они устойчивы к воздействию влаги и других агрессивных внешних факторов.






Чаще всего сварочные провода для инвертора идут вместе в общей комплектации в современном оборудовании для сварки. Но в качестве расходных материалов их можно прикупить отдельно. В этом случае нужно искать изделия с такой же маркировкой, как и была первоначально.
По устойчивости к условиям внешней среды все изделия подразделяются на две большие группы:
- Тропические или антисептированные под маркировкой КГ-Т выдерживают температуру до +50°С в сочетании с повышенной влажностью. В таких условиях высок риск возникновения грибковой плесени или размножения патогенных микроорганизмов. Если оплетка не специализированная, оно легко может оголиться на жаре в пустыне или в тропиках.
- Холодостойкие или устойчивые к холоду под маркировкой КГ-ХЛ. Полимерная оплетка в них абсолютно устойчива к морозам, благодаря чему провод не замерзает и не трескается на холоде вплоть до -60°С, то есть при самом суровом климате.
Лучший силовой удлинитель на рамке
Glanzen ER-40-001 00012325
Многие владельцы дач и просто участков, нуждающихся в уходе, не могут приобрести силовые удлинители на катушке из-за их немалой стоимости, но в критерии выбора включают пункт длины шнура. В таком случае разумным решением является покупка силового удлинителя на рамке – такое устройство имеет достаточно длинный шнур, но по стоимости не сильно превосходит более коротких собратьев.
Модель марки Glanzen ER-40-001 00012325 – прекрасное решение для бытового использования. Кабель не очень хорошо переносит уличные условия, несмотря на влагоустойчивость и защиту от пыли – с ним лучше работать в помещении. Шнур в 40 метров не запутается благодаря наличию рамы, но наматывать и разматывать его — достаточно утомительный процесс.
Максимальная мощность – 1300 Вт.
Сечение кабеля – 2х0,75.
Средняя цена – 750 рублей.
- Длинный шнур – 40 метров;
- Низкая стоимость;
- Рамка не позволяет шнуру запутаться;
- Защита от влаги и пыли.
- Малая мощность;
- Нет заземления;
- Неудобно постоянно разматывать и заматывать кабель вручную.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².

Схема самодельного аппарата для сварки медных скруток
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.






Как правильно подключать и использовать сварочные кабели?
При подключении кабелей к инверторному сварочному аппарату следует учитывать ряд немаловажных правил:
Электробезопасность при производстве электросварочных работ

Требования электробезопасности, предъявляемые к сварочному оборудованию
На электросварочную установку (сварочный трансформатор, агрегат, преобразователь, выпрямитель) должны быть паспорт, инструкция по эксплуатации и инвентарный номер, под которым она записана в журнале учета и периодических осмотров.
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы постоянного тока, специально для этого предназначенные. Непосредственное питание сварочной дуги от силовой (или осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В. Нагрузка однофазных сварочных трансформаторов равномерно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирова- ние рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, а также ремонтировать только электромонтеры. Выполнять эти операции сварщикам запрещается. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м.
Токоведущие части сварочной цепи необходимо надежно изолировать (сопротивление изоляции должно быть не менее 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки измеряют при текущих ремонтах в соответствии с ГОСТ на эксплуатируемое электросварочное оборудование. Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации, а также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не реже одного раза в месяц. Все открытые части сварочной установки, находящейся под напряжением питающей сети, надежно ограждаются.
Сопротивление изоляции необходимо проверять не реже одного раза в три месяца, а при автоматической сварке под флюсом — один раз в месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные специальными болтами, присоединяют к проводу зануляющего (заземляющего) устройства. При этом каждую сварочную установку необходимо непосредственно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и применение общего зануляющего (заземляющего) провода для группы установок не допускается. Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.

Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника необходимо убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают. Прежде чем приступить к работе, необходимо привести в порядок спецодежду; осмотреть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных приборов; вытереть .насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии неисправностей к электросварке приступать запрещается. Надо следить за тем, чтобы руки, обувь и одежда всегда были сухими.
По окончании сварки электросварщик обязан выключить сварочный трансформатор или генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.
Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.

Что можно использовать в качестве обратного провода при электросварке
В качестве обратного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно использовать гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения. Обратный провод должен быть изолирован так же, как и присоединенный к электродержателю. Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Отдельные элементы, используемые в качестве обратного провода, тщательно соединяют между собой (сваркой или с помощью болтов, струбцин или зажимов). В установках для дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.

Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, при нормальных работах в помещениях с повышенной опасностью и т.п.), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с.
Большая Энциклопедия Нефти и Газа
В качестве обратного проводника , соединяющего свариваемое изделие с источником сварочного тока, могут служить стальные или алюминиевые шины любого профиля, сварочные плиты, стеллажи и сама свариваемая конструкция при условии, если их сечение обеспечивает безопасное по условиям нагрева протекание тока. [3]
В качестве обратного проводника , соединяющего свариваемое изделие с источником сварочного тока в установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллажи и свариваемая конструкция. [4]
Использование в качестве обратного проводника внутренних железнодорожных путей , сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования не разрешается. В этих случаях сварка должна производиться с применением двух проводов. [5]
Использование в качестве обратного проводника внутренних железнодорожных путей , сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования не разрешается. [6]
Использование в качестве обратного проводника внутренних железнодорожных путей , сети заземления или зануления, а также металлических конструкций зданий, коммуникаций и технологического оборудования не разрешается. В этих случаях сварка должна производиться с применением двух проводов. [7]
Не допускается использовать в качестве обратного проводника сети заземления , а также металлические конструкции зданий, трубопроводов и технологического оборудования. [8]
Не допускается использование в качестве обратного проводника проводников сети заземления , а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [9]
Не допускается использование в качестве обратного проводника проводников сети заземления , а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [10]
Не допускается использование в качестве обратного проводника проводников сети заземления , а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [11]
Не допускается использование в качестве обратного проводника проводников сети заземления , а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [12]
Не допускается использование в качестве обратного проводника проводников сети заземления , а та же металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для; этой цели при монтажных и ремонтных работах металлических: строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [13]
Не допускается использование в качестве обратного проводника проводников сети заземления , а также металлических строительных конструкций зданий, трубопроводов и технологического оборудования. Как исключение, допускается использование для этой цели при монтажных и ремонтных работах металлических строительных конструкций зданий ( в том числе подкрановых путей) при условии, что вся цепь обратного провода находится в пределах видимости и может быть проверена от источника питания до места сварочных работ. [14]
Электробезопасность при выполнении сварочных работ
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Электротравма— травма, вызванная воздействием электрике ского тока или электрической дуги.
Электротравматизм — явление, характеризующееся совокупностью электротравм.
Электрическое замыкание на корпус — случайное электрическое соединение токоведущей части с металлическими нетоковедущими частями электроустановки.
Электрическое замыкание на землю — случайное электрическое соединение токоведущей части непосредственно с землей или нетоковедущими проводящими конструкциями или предметами, не изолированными от земли.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Виды электротравм
Действие электрического тока на организм человека может вызвать различные электрические травмы (электрический ожог, металлизацию кожи, электрический знак) и электрический удар.
Электрический ожог может причинить электрическая дуга (дуговой ожог) или контакт с т0к0ведущей частью (токовый ожог) за счет преобразования энергии электрического тока в тепловую.
Металлизация кожи происходит в результате механического и химического воздействия тока, когда парообразные или расплавленные металлические частицы проникают вглубь кожи и пораженный участок приобретает жесткую поверхность.
Электрический знак — следствие теплового воздействия при протекании тока относительно большой величины через малую поверхность с относительно большим сопротивлением при температуре 50—115°С и хорошем контакте, в результате чего возникают запекшиеся или обуглившиеся участки кожи либо припухлость ее, а также отпечаток от прикосновения токоведущей части.
Электрический удар приводит к возбуждению живых тканей организма и сопровождается непроизвольными судорожными сокращениями мышц при прохождении через тело человека электрического тока.
Электроофтальмия приводит к воспалению наружных оболочек глаз, возникающему в результате воздействия мощного потока ультрафиолетовых лучей электрической дуги.
Электрический ток воздействует на нервную систему. Такое воздействие выражается очень резко, так как при прохождении через организм электрический ток поражает огромное количество чувствительных нервов Существенное влияние оказывает действие электрического тока на скелетную мускулатуру, вызывая судорогу, и особенно на сердце, вызывая фибрилляцию его (отдельные некоординированные «подергивания» волокон сердечной мышцы). При этом насосная функция сердца прекращается и может наступить смерть.
Причиной смерти, кроме фибрилляции, может быть остановка дыхания или ожог.
Степень тяжести поражения человека электрическим током зависит от следующих факторов, сопротивления тела, величины, длительности действия, рода и частоты тока; пути тока в организме, состояния организма и условий внешней среды.
Технические средства защиты
В процессе эксплуатации электросварочных установок требуется применение специальных средств защиты, которые делятся на изолирующие, ограждающие и вспомогательные.
Изолирующие средства защиты делятся на основные и дополнительные.
Основные изолирующие средства способны длительное время выдерживать рабочее напряжение электроустановки, поэтому ими разрешается касаться токоведущих частей, находящихся под напряжением К таким средствам относятся: диэлектрические резиновые перчатки, инструмент с изолированными рукоятками и токоискателями.
Дополнительные изолирующие средства обладают недостаточной электрической прочностью и поэтому не могут самостоятельно защитить человека от напряжения током. К таким средствам относятся: резиновая обувь, коврики и изолирующие подставки.
Резиновую обувь и коврики как дополнительные средства защиты применяют при операциях, выполняемых с помощью основных защитных средств.
Ограждающие средства защиты предназначены: для временного ограждения токоведущих частей (временные переносные ограждения-щиты, ограждения-клетки, изолирующие накладки, изолирующие колпаки); для предупреждения ошибочных операций (предупредительные плакаты); для временного заземления отключенных токоведущих частей с целью устранения опасности поражения работающих током при случайном появлении напряжения (временные защитные заземления).
Вспомогательные средства защиты предназначены для индивидуальной защиты работающего от световых, тепловых и механических воздействий (защитные очки, специальные рукавицы и т. п ).
Защитное заземление, зануление и отключение электросварочных установок и постов. Защитное заземление — преднамеренное электрическое соединение с землей или ее эквивалентом металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25.1).
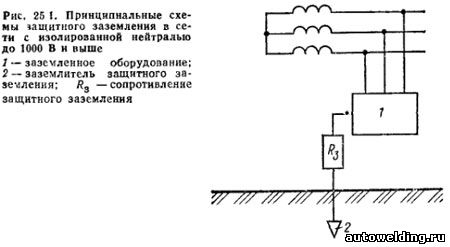
Назначение защитного заземления — устранение опасности поражения электрическим током при появлении напряжения на конструктивных частях электрооборудования, т. е. при замыкании на корпус.
Область применения защитного заземления — трехфазные трехпроводные сети напряжением до 1000 В с изолированной нейтралью.Различают заземлители искусственные, предназначенные исключительно для целей заземления, и естественные — находящиеся в земле металлические предметы.
В качестве искусственных заземлителей применяют обычно вертикальные и горизонтальные электроды. В качестве вертикальных электродов используют стальные трубы диаметром 3—5 см и угловую сталь размером 40x40 до 60x60 мм длиной 2,5— 3 м, стальные прутки диаметром 10—12 мм. Для связи вертикальных электродов и в качестве самостоятельного горизонтального электрода используют полосовую сталь сечением не менее 4х12 мм или сталь круглого сечения диаметром не менее 6 мм.
В качестве естественных заземлителей применяют проложенные в земле металлические трубы, за исключением трубопроводов горючих жидкостей, горючих или взрывоопасных газов, а также трубопроводов, покрытых изоляцией для защиты от коррозии.
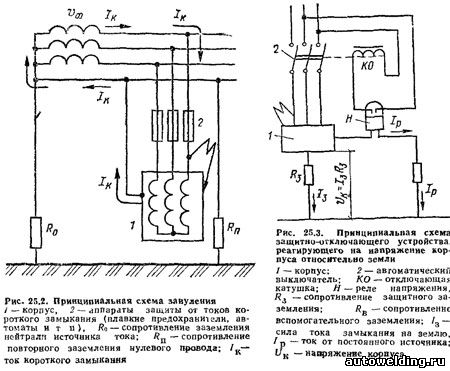
Зануление — преднамеренное электрическое соединение с нулевым защитным проводником металлических нетоковедущих частей, которые могут оказаться под напряжением (рис. 25 2).
Назначение зануления — аналогично с назначением защитного заземления.
Область применения зануления — трехфазные четырехпроводные сети с напряжением до 1000 В с глухозаземленной нейтралью.
>[?Принцип действия зануления — превращение пробоя на корпус в однофазное замыкание (т. е. замыкание между фазным и нулевым проводами) с целью создания большого тока, способного обеспечить срабатывание защиты и тем самым автоматически отключить поврежденную установку от питающей сети. Такой защитой являются: плавкие предохранители и автоматические выключатели, устанавливаемые перед потребителями энергии для защиты от токов короткого замыкания Скорость отключения поврежденной установки, т. е. время с момента появления напряжения на корпусе до момента отключения установки от питающей электросети, составляет 5—7 с при защите установки плавкими предохранителями и 1—2 с при защите автоматами Защитное отключение — быстродействующая защита, обеспечивающая автоматическое отключение электроустановки при возникновении в ней опасности поражения током (рис 25. 3) Основными частями устройства защитного отключения являются прибор защитного отключения и автоматический отключатель.
Прибор защитного отключения — совокупность отдельных элементов, которые реагируют на изменение какого либо параметра электрической сети и дают сигнал на отключение автоматического выключателя Таким элементом является датчик — устройство, воспринимающее изменение параметра и преобразующее его в соответствующий сигнал.
Автоматический выключатель—устройство, служащее для выключения и отключения цепей, находящихся под нагрузкой При коротких замыканиях он должен отключать цепь автоматически при поступлении сигнала от прибора защитного отключения Оказание первой помощи пострадавшему от воздействия электрического тока при сварочных работах. Первая доврачебная помощь при несчастных случаях от поражения электрическим током состоит из освобождения пострадавшего от действия тока и оказания ему медицинской помощи.
Освобождение пострадавшего от действия тока можно осуществить след>ющим образом отключить соответствующие части электроустановки, перерубить провода топором с деревянной рукояткой или оттянуть пострадавшего от токоведущей части, взявшись за его одежду, если она сухая, отбросить от него провод с помощью деревянной палки и т. п.
Если пострадавший в сознании, но до этого был в обмороке или продолжительное время находился под током, ему необходимо обеспечить полный покой до прибытия врача или срочно доставить в лечебное учреждение.
При отсутствии сознания, но сохранившемся дыхании, нужно ровно и удобно уложить пострадавшего на мягкую подстилку, расстегнусь пояс и одежду, обеспечить приток свежего воздуха, давать нюхать нашатырный спирт, обрызгивать водой, растирать и согревать тело.
При отсутствии признаков жизни надо делать искусственное дыхание и массаж сердца.
Искусственное дыхание должно быть начато немедленно, после освобождения пострадавшего от действия тока и выявления его состояния.
Наружный массаж сердца имеет целью искусственно поддержать в организме кровообращение и восстановить самостоятельную деятельность сердца.
О восстановлении деятельности сердца у пострадавшего судят по появлению у него собственного, не поддерживаемого массажем регулярного пульса.
Читайте также: