Плата управления сварочного инвертора
Обновлено: 16.05.2024

Ремонт плат управления в сварочных инверторах можно отнести к сложным ремонтам, требуется знание элементной базы и принципов работы электронных компонентов.
Сварочный инвертор BlueWeld Prestige 210 PRO принесли в ремонт по причине постоянного включения защиты, светился желтенький светодиод аппарат, естественно, не варил.
Внешний осмотр ничего не дал, прозвонка тоже. Транзисторы, диоды и все, что можно проверить, было в порядке, но осциллограф показал отсутствие импульсов с платы управления.
Ремонт плат управления, даже несложных, где всего пара микросхем, требует знания элементов и принципов работы цифровой логики, а эта плата оказалась вполне навороченной. Шесть микросхем плюс туева хуча активных и пассивных элементов давали повод для раздумий и лирических рассуждений.
Плата управления BlueWeld Prestige 210 PRO.
Хорошо, что в наличии оказалась идентичная плата от такого же сварочника. После замены платы аппарат запустился. Это все замечательно, теперь точно установлено, что управление неисправно, но желательно и родную плату отремонтировать.
Для начала нужно запустить плату от внешнего источника питания. Дело в том, что если ПУ выпаяна из сварочного аппарата то даже при подаче штатных напряжений +17 и +5 вольт на плату ШИМ все равно не запустится, чтобы его перехитрить собираем вот такую схемку.

Схемка для запуска платы управления
BlueWeld Prestige 210 PRO от внешнего БП.
Теперь подаем на плату +17 и +5 вольт и приступаем к ремонту.
Да. легко сказать "приступаем к ремонту", а вот как это действо описать, ведь ремонт плат управления сварочных инверторов дело. интимное.
В общем после шаманских плясок с бубном, исследования изотерики и ауры электронных компонентов удалось установить аномальные зоны, и обрубить все энергетические хвосты и прочие отростки обнаглевшей ауры. Во как.
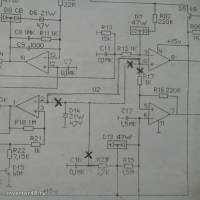
Быстро сказка сказывается, да не скоро дело делается. Долго ли коротко ли, но путем сравнения режимов работы двух плат удалось установить, что SMD резистор, по схеме R10 13кОМ, увеличил свое сопротивление в 3 раза. В результате чего неправильно работал элемент U1A микросхемы MC33074D и на его выходе, 1-я ножка, было не +15 вольт а 0 и сажался на корпус вывод 1 микросхемы UC2845(UC3845). Поэтому импульсы на 6-м выводе этой микросхемы отсутствовали.
Вывод 1 микросхемы UC2845 это:
1. Comp:(рус. Коррекция) выход усилителя ошибки. Для нормальной работы ШИМ-контроллера необходимо скомпенсировать АЧХ усилителя ошибки, с этой целью к указанному выводу обычно подключается конденсатор емкостью около 100 пФ, второй вывод которого соединен с выводом 2 ИС. Если на этом выводе напряжение занизить ниже 1 вольта, то на выходе 6 микросхемы будет уменьшаться длительность импульсов, тем самым уменьшая мощность данного ШИМ-контроллера.
В нашем случае этот вывод сидел на корпусе поэтому импульсы полностью отсутствовали.
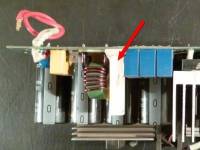
Итак, ситуация проясняется, меняем резистор R10.
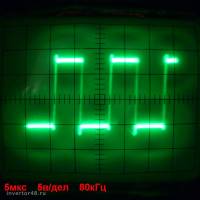
На фото вместо 13кОм впаян резистор 10кОм это временно для проверки, а так лучше поставить то, что должно быть, иначе результаты могут быть непредсказуемы. После замены R10 ШИМ, как ему и положено, запустился и на 3-й ножке платы управления появились импульсы.

Импульсы на плате управления BlueWeld Prestige 210 PRO.
Осциллограма снята на выпаянной из инвертора ПУ.
Это всего лишь частный случай ремонта, учитывая обилие электронных компонентов, разнообразие дефектов может быть очень велико.
В архиве есть схема платы управления с режимами снятыми в рабочем устройстве, может помочь при таком ремонте.
Внимание!
Сварочный инвертор это сложное электронное устройство, ремонтируя его самостоятельно вы принимаете весь риск на себя.
Ремонт сварочных инверторов фирмы BlueWeld и других производителей.
Если вам приходилось использовать такой сварочный инвертор отзывы о нем можно оставить в комментариях.
Ремонт и доработки сварочных инверторов своими руками
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.

Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».

Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.

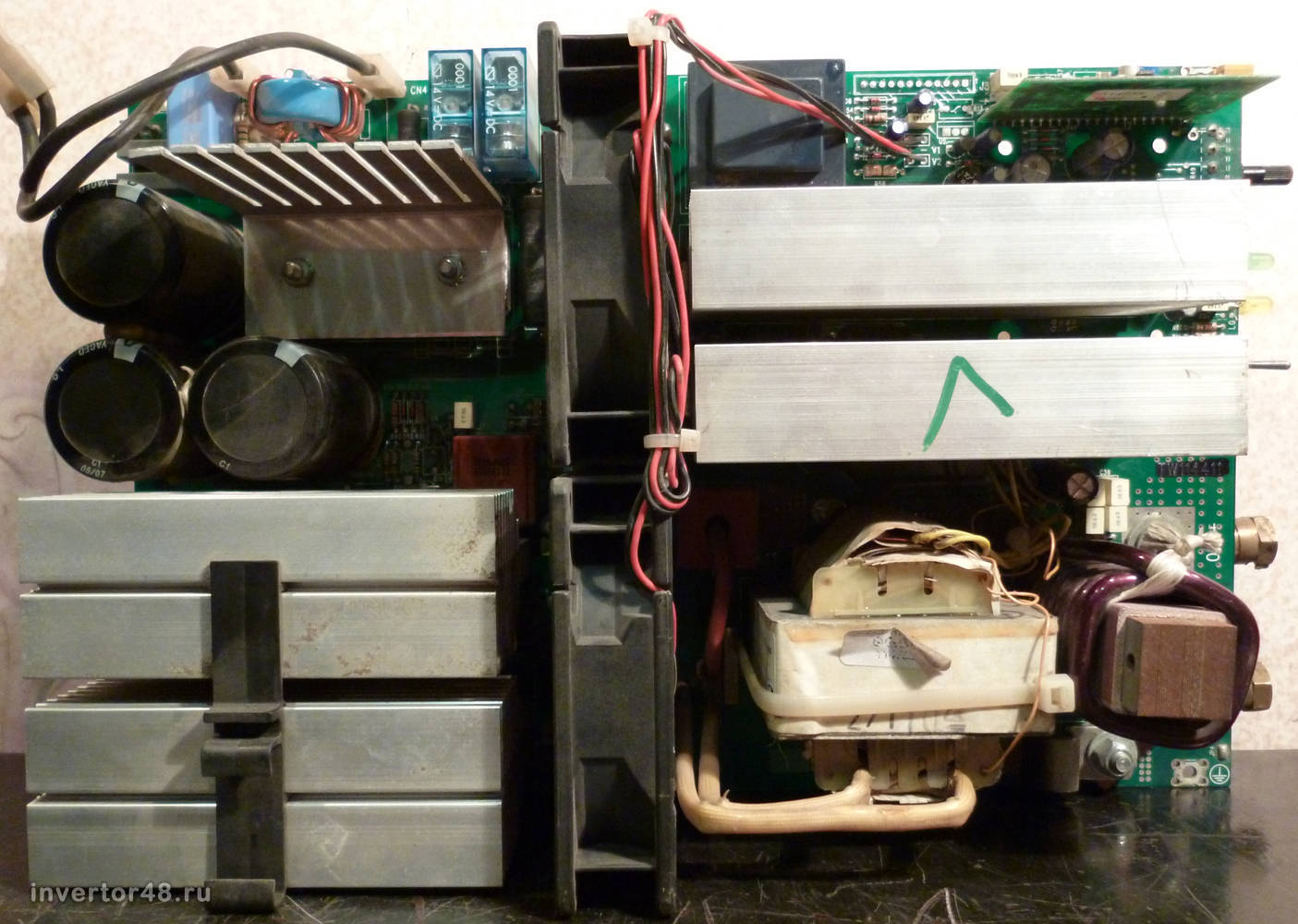
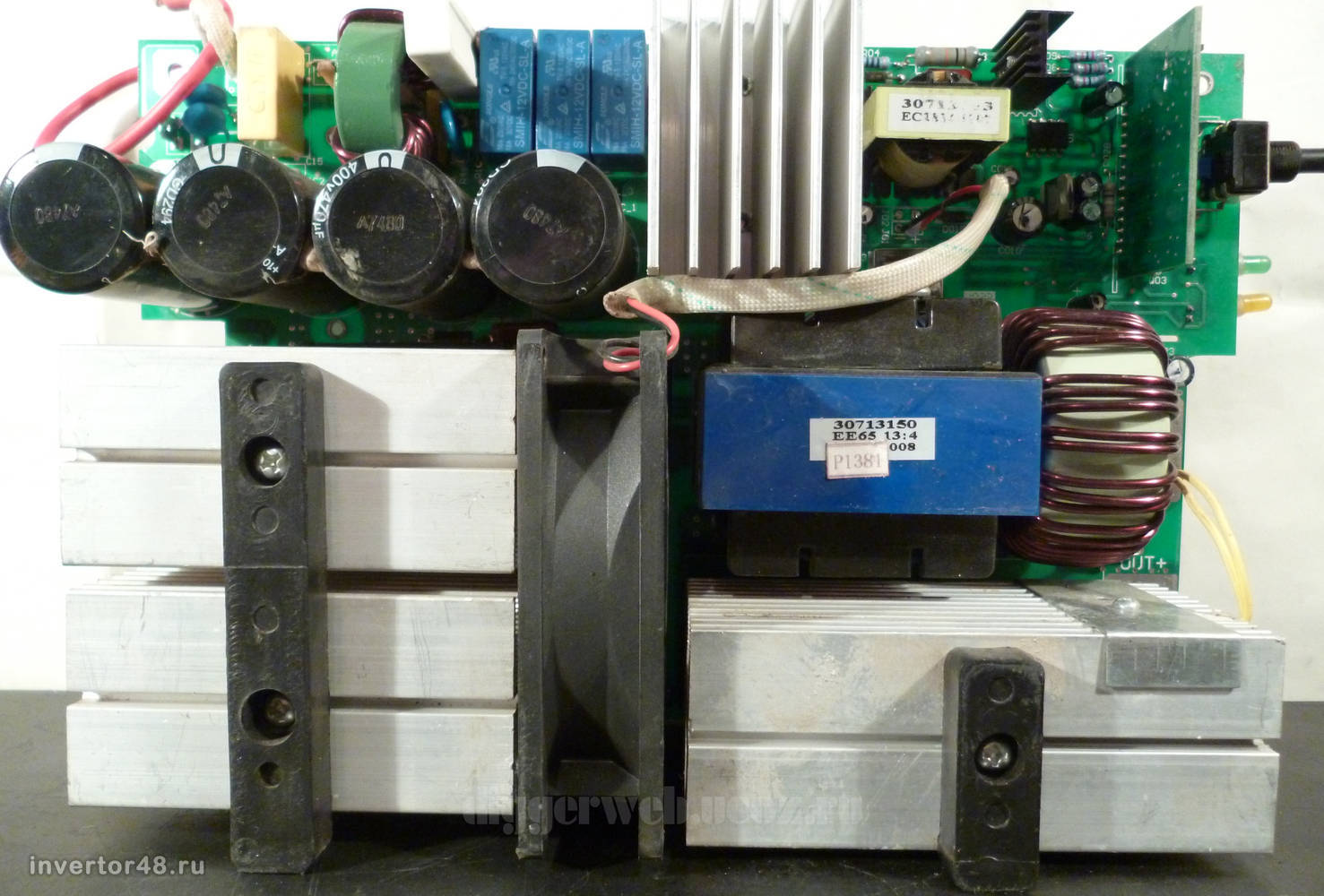
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.

Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.

Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.

Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.

В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.

Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.

Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.

О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.

Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.

Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.

Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.

Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Ремонт модуля S20609 в инверторных сварках
В некоторых моделях сварочных инверторов, например Helper Prestige, ProfHelper, BestWeld и др., принадлежащих к условному семейству TECNICA устанавливают залитый эпоксидным компаундом субмодуль блока управления S20609.
О его ремонте и пойдёт речь в статье, ниже…
Многие люди, особенно из глубинки, по разным причинам испытывают трудности с приобретением таких субмодулей, вышедших из строя. В то же время, при определёных навыках, отремонтировать такой субмодуль не составляет трудности.
Вот и я недавно столкнулся с такой проблемой. У товарища вышел из строя субмодуль БУ с 15-ю
выводами (в зелёном компаунде) на его сварочном аппарате Helper Prestige-180A (на 100% клон одного из аппаратов фирмы BestWeld).
Ждать две недели новый субмодуль товарищ не мог («горела» его стройка), мне пришлось
ремонтировать этот субмодуль.

Аккуратно убрал компаунд, выпаял с платы все детали, замеряя попутно их номиналы.

Чтобы не париться с написанием принципиальной схемы, взял за основу подобную схему в одной из тем.
Принципиальная схема суббмодуля

Нумерацию деталей оставил как было в оригинале, только исправил ошибки, приведя схему в
соответствие с оригиналом.

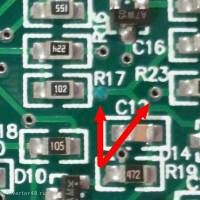
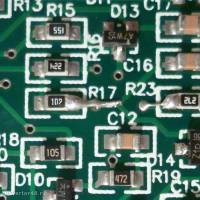
Так как некоторые дорожки на моей плате оказались повреждёными, фото платы субмодуля взял из той же темы. Платы обоих модулей совершенно одинаковые и имеют один и тот же номер -S20609, только имеют разный цвет окраски плат.
Для наглядности, на одной из фотографий, нумерацию деталей я указал прямо на них, а на другой фотографии на деталях указаны их номиналы.


Автор: Сергей Дерябин (DERSP).
Самый дешевый (бесплатный) утеплитель — это камыш или рогоза. Камыш — натуральный, экологически чистый и достаточно эффективный утеплитель. В настоящее время он пользуется всё большей популярностью.
Утеплитель из камыша можно применять для утепления стен и перегородок сараев, курятников, животноводческих помещений, а также перекрытий жилых домов с относительной влажностью воздуха не выше 70 процентов.
Бывают случаи, когда морозильная камера сломалась, температура поднимается выше положенного, а мы об этом и знать не знаем. В неё не так часто мы заглядываем, как в холодильник, поэтому и не замечаем, как пропадают продукты.
Далеко не все морозильные камеры имеют звуковую аварийную сигнализацию.
Предлагаемая ниже простая схема поможет решить эту проблему.
Альтернативное питание дачного туалета
Около 9 лет назад я собрал свою первую солнечную батарею из обломков фотоэлементов. Примерно 5 лет батарея просто валялась без дела, т.к. выдавала малоприменимое напряжение 5-6 В. Но потом я придумал где её можно использовать! Я сделал систему принудительной вытяжной вентиляции дачного туалета 🙂
комментария 3 на «Ремонт модуля S20609 в инверторных сварках»
как вы разобрали заливку?
Прогревание паяльным феном размегчает компаунд.
Наиболее достойными веществами для растворения компаунда являются следующие реактивы (хотя компаунд компаунду рознь):
1) Пропиленкарбонат (C4H6O3). Очень хорошо растворяет различные эпоксидные связующие. Недостаток — очень летуч и ядовит. Работать под вытяжкой.
2) Тетрагидрофуран (C4H8O). Удовлетворительно растворяет смолы. Вдобавок растворяет искусственный янтарь и ПВХ пластик. Достаточно летуч и умеренно ядовит. Работать на открытом воздухе.
3) Димексид. Однако следует знать, что это водный (не более 50%) раствор диметилсульфоксида ((CH3)*2SO). В неразбавленном составе растворяет некоторые смолы и застывшую монтажную пену, а также «суперклей». (В разбавленном, «аптечном», виде — хуже). Работать можно в закрытом помещении, поскольку слабо летуч и не ядовит. Однако следует учесть, что поскольку данное вещество обладает очень большой проникающей способностью через кожу, поэтому не лишними будут резиновые перчатки, иначе можно получить химический ожог.
Спасибо за информацию.
Ваш комментарий
- НАВИГАТОР -
Плата управления сварочного инвертора
Сварочный инвертор Ресанта САИ 250 попал в ремонт с общим диагнозом - "все нормально включается, но не варит".
Действительно включается, а почему не варит тоже понятно, в защите однако. Ну чтож, будем ремонтировать.
Для начала измерим режим на выводах ПУ. Включаем аппарат, как и положено в 220 вольт и после измерений получаем следующий результат.
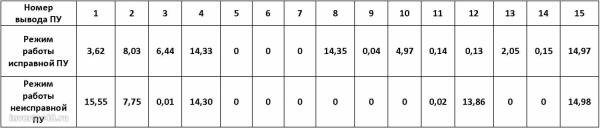
Таблица 1 Режимы работы платы управления инвертора Ресанта.
А вот теперь, если вы ждете умных рассуждений по поводу этих режимов работы ПУ то зря, тут уж сами думайте. А вообще в таких случаях надо иметь заведомо исправную плату управления, подбросить ее в такой инвертор дело трех минут.
Как выпаять плату управления в инверторе Ресанта на этом видео.
Из видео, думаю, все понятно дефект именно в плате управления, остается его найти и обезвредить.
Это была подготовка, а вот теперь плавно переходим к ремонту платы управления сварочного инвертора Ресанта САИ 250.
Вот так она выглядит.

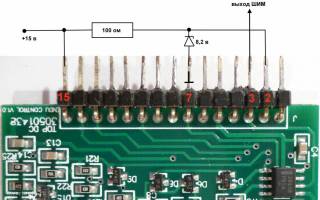
Плата управления сварочного инвертора Ресанта (30501438 ENDU CONTROL V1.0)
Для ремонта нужно запустить ПУ от внешнего блока питания. Чтобы запустить ШИМ на выпаянной из сварочного инвертора ПУ собираем такую схемку.
Подаем +15в от БП на 15 вывод ПУ, а на вывод 2 подаем +8в.
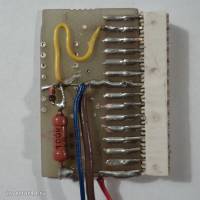

Для несложного ремонта, когда нужно просто запустить ШИМ, этого вполне хватит. Втыкаем в это устройство рабочую и нерабочую ПУ по очереди и снимаем режимы.
Сначала режим работы микросхемы UC3845B.

Таблица 2 Режимы работы микросхемы UC3845B.
Режим снят на выпаянной из сварочного инвертора ПУ с питанием от внешнего БП.
Режимы явно не совпадают, да собственно на микросхему UC3845B даже питание не подается. Включением питания на ШИМ управляет другая микросхема MC33074DG. Измеряем режимы и на ней.

Таблица 3 Режимы работы микросхемы MC33074DG
Режим снят на выпаянной из сварочного инвертора ПУ с питанием от внешнего БП.
Ну а вот теперь скачивайте даташиты и сопоставляйте, анализируйте, вобщем думайте.
А проблема собственно заключалась в следующем.
Дефект был замечен намного раньше, но если сразу про него сказать было бы банально, слишком просто и неинтересно, а так и с режимами успели познакомиться.
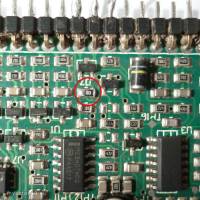
Если внимательно присмотреться к фото дефект виден на третьей фотографии платы управления выше на странице.
Вот фото той же платы после промывки очистителем.
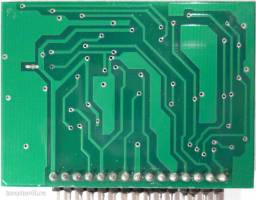
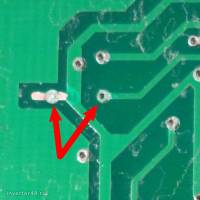
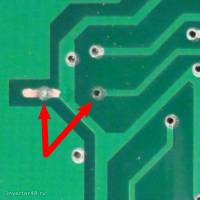
Дефектный участок был практически незаметен, даже тот отскочивший кусочек зеленого лака был на месте, он отскочил после того как плата была выпаяна. После промывки стало видно еще лучше.
А со стороны деталей дефекта практически не видно ни до ни после промывки.
Пистоны двустороннего монтажа окислились, а может они изначально такими были и контакт держался на честном слове, но в итоге он пропал совсем.
Если смотреть по схеме получилась примерно такая ситуация.

Втыкаем плату в проверочную приспособу проверяем режим. Убеждаемся, что он полностью соответствует режиму исправной ПУ.

Таблица 4 Режим работы платы управления инвертора Ресанта от внешнего БП
Режим снят на выпаянной из сварочного инвертора ПУ с питанием от внешнего БП.
Осциллограмма снята на выпаянной из сварочного инвертора ПУ с питанием от внешнего БП.
Как видим на этом видео, после ремонта, инвертор Ресанта прекрасно запускается, что не может не радовать.
Внимание!
Ремонт плат управления в сварочных инверторах требует знания элементной базы и принципов работы цифровой логики. Есть вероятность убить аппарат полностью. Если сомневаетесь лучше обратиться к специалисту.
Ремонт сварочных инверторов Ресанта и других производителей.
Можете поделиться с другими пользователями интернета информацией про этот сварочный инвертор, а отзывы о нем оставьте в комментариях.
1. AndrewKolovrat (26.09.2014 23:07) Спасибо большое за статью. Очень помогла при ремонте. В моём случае сгорел компоратор и шим, а так же выгорела дорожка от 7 вывода (земля). Кстати я бы советовал lm317 менять на 7815 выкидывать резисторы из ее обвязки для большей стабилизации линии 15 вольт.
2. макс (06.10.2014 15:49) День добрый
вот загвоздка у меня, принесли этот саи 250. сгорел либо варистор либо кондер .элемент пришел в негодность его разорвало на части. стоит он возле слева от среднего ферритого кольца прям под варистором 14d511k справа от него релюшки 3 шт.у вас на видео он белый продолговатый типа как кондер. до меня его ремонтировали и установи вроде бы как термистор осталась надпись ntc на нем
3. diggerweb (11.10.2014 18:10) Описание несколько сумбурное но если "справа от него релюшки" то возможно вы имеете ввиду вот эту деталь.

Это резистор мягкого запуска 12 Вт 51 Ом.
Просто так он не сгорает, скорее всего проблемы с силовой частью.
Проверяйте всю силу - транзисторы, диоды, драйвер, ну и управление всем этим.
4. Batya (26.12.2014 23:32) Спасибо Вам за сайт.У меня в руках тихо умер чужой Штурм97122н и после поисков в инете-вышел на Ваш сайт.Нашел здесь схему и уже запустил аппарат,но пока без силы--еще не пришли по почте(они все выгорели).Спасибо еще раз,но вопрос как раз в другом:
Вы неоднократно подчеркиваете,что платы управления дело интимное,но почему-то не хотите развивать эту тему.Где нам черпнуть информацию о логике той или другой "управы" и как до этого доходите ВЫ?
Ведь не всегда внешний осмотр поможет,а аглицкие даташиты непонятные и кстати с Вашего сайта не все открываются.Как быть?А так хочется вникнуть в мир ИНТИМА инверторов!
Спасибо.Николай.
5. Vitalich (03.12.2015 02:46) Здравствуйте! У меня такая ситуация. Аппарат включается, защита не горит, холостой ход 80 вольт, как положено, импульсы нормальные, выходные диоды целые, ключи тоже. Но как начинаешь поджигать дугу, загорается желтый светодиод ошибки, электрод убираешь, светодиод тухнет. В чем может быть проблема?
6. kotyara (08.12.2015 21:31) Привет. Подскажите пожалуйста, плату проверил установил, а сварочник не работает.
7. diggerweb (09.12.2015 09:05) Vitalich, kotyara, причин может быть немало.
Читаем тут - Ремонт инверторов РЕСАНТА серий GP и SH
10. Fantsy (08.03.2016 17:18) Здравствуйте. Тыкните носом куда необходимо обратить внимание
Сварочный Искра мм-250 схема один в один с ресантой
Горит перегруз но при этом на выходе 50V
на плате управления мелочевка вроде целая
Плата управления Lm224
1. 3.03 9. 0.31 1. 13.59 8. 0.76
2. 6.37 10. 5.00 2. 2.05 9. 6.47
3. 6.58 11. 0 3. 3.15 10. 2.05
4. 13.07 12. 13.58 4. 15.04 11. 0
5. 0 13. 1.97 5. 2.05 12. 0
6. 0 14. 0.17 6. 13.05 13. 0.3
7. 0 15. 15.04 7. 0 14. 0.76
8. 14.38
11. diggerweb (08.03.2016 20:44) Тыкаю.
Конкретно номер неисправной детали подсказать не могу.
Почитать вот это: Ремонт инверторов РЕСАНТА серий GP и SH
Проверить оптрон TLP627 и обвязку вокруг него.
Выпаять плату управления, если есть заведомо рабочая подбросить ее.
Если нет проверять на ПУ все.
В последнюю очередь меняем микросхему.
А у вас что LM224 на ПУ стоит?
Если в ПУ дефект не нашли проверяем основную плату подробнее.
12. and-sarancev (05.07.2016 14:40) Добрый день. Подскажите пожалуйста где можно заказать плату управления саи 250 двенадцать ножек. Зарание спасибо.
13. diggerweb (05.07.2016 14:46) Заказать вряд-ли где можно аппараты старые, если только с разборок у кого завалялась.
14. darkmen (11.09.2016 22:34) Здравствуйте. на входе платы у меня 1:15.86; 2:6.68; 3:6.71; 4:13.54; 5:0; 6:0; 7:0; 8:0; 9:0; 10:4.97; 11:0; 12:14.22; 13:2.09; 14:0.14; 15:15.31 силовые транзисторы не стоят. И за чего на 1 воде может быть 15 вольт вместо 6?
16. Zeon (26.10.2016 09:09) Здравствуйте, сгорела схема endu control v1.0 30501438 , восстановить нет возможности (шибко плохо ей) подскажите возможно ли у вас приобрести?
18. airatos (03.12.2016 19:14) Подскажите пожалуйста, что на эмитторе, что на базе D5(PMBS3906) 15 вольт, на коллекторе 0. при замыкании эмиттор-коллектор перемычкой ШИМ заводится(80кГц). Транзистор менял, правда 2N3906(TO-92) Ну одно и тоже ведь. Если сможете что-то подсказать буду очень признателен!
19. diggerweb (03.12.2016 21:47) Неисправную детальку подсказать не могу.
У вас транзистор D5 закрыт, это он подает питание на UC3845.
Транзистор PNP, чтобы открылся на базе должен быть минус относительно эмиттера, а у вас на базе и эмиттере 15 вольт.
Проверяйте всю обвязку этого транзистора, там всего десяток деталек включая MC33074D.
21. diggerweb (19.12.2016 12:33) palach-
22. palach- (25.12.2016 22:22) Всю схему проверил, прозвонил силовую(не выпаивал), вроде как все целое, плату управления проверил осциллографом - импульсы есть и нужной формы. Аппарат включается, желтый не горит, на выходе 14 вольт. оптроны целые. Буду пробовать по статье которую скинули, спасибо.
24. diggerweb (11.11.2017 11:15) А поточнее? Что за аппарат, какая плата, где стоят? Если, все-таки, R07 R08 R09 то 33 кОМ. А вы его без схемы ремонтируете?
25. kononcik-s (26.11.2017 17:41) Спам Доброго времени суток. Товарищ попросил попробовать вылечить SOLARIS MMA-226 Опыта лечения подобной аппаратуры пока не имею ,но в целях саморазвития решил попробовать. Оказалось что проблем в нём предостаточно. Я так понял что все началось с одного из конденсаторов что 470мкф 400в. корпус был раздут и когда выпаял сбоку была дырка . дальнейший осмотр показал что 4 транзистора что на радиаторах под кандёрами выстрелили, так же заменил большой зелёный резистор на 22 ом . С другой стороны платы есть две группы смд элементов(по 4 диода и 4 резистора 10 ом и 1ком) в одной группе пришлось заменить все элементы, в другой остались живы диоды и килоомные резисторы. Почистил и востановил плату, заменил кндёр, все паленые транзисторы и всё остальное что нашёл по мелочи, Попробовал включить , вроде стрельбы нету , сразу запускаются кулера и на панели светятся обе лампочки (сеть и защита) на выходе 0,22 вольта.
попробовал выпаять пу и проверить как указано выше, напряжения на ногах микросхем на выпаяной плате практически соотвествуют рабочим полпжениям приведённых таблисц,но на 3 ноге платы у меня получается пила а не прямоугольные импульсы, может ли это быть проблемой что аппарат висит на защите, Плату пу впаял обратно, симптомы остались прежнимм, сигнал на 3 ноге пу остался пилой.Подскажите куда нюхать дальше и с платой пу разбираться дальше или форма сигнала не имеет большого значения?
Заранее благодарен за помощь. С уважением.
пилы там быть не должно.
Остальное в ЛС смотрите.
28. nako1308 (29.03.2018 09:53) Спам Доброго дня. В мене така проблема апарат включається варить електродом 3 мм. струмом до 110 А якщо накрутити більше дуга не запалюється електрод залипає, електродом 4мм. аналогічна ситуація, якщо навіть розпалиш дугу то вона іде ривками.
Ще один момент при запуску апарата вентилятор гудить ривками, таке враження що напруга дежурки плаває.
Наперед вдячний за відповідь.
29. diggerweb (29.03.2018 11:30) Возможно что и БП виноват. Вы лучше на форуме тему создайте, в комментариях обсуждать ремонт не очень удобно.
30. Xxxl-master (27.01.2020 08:58) Спам Подскажите, пожалуйста, как проверить плату 16pin?
Как подключить и какие значения должны быть.
Спасибо
Читайте также: