Почему электроды уони липнут при сварке инвертором
Обновлено: 17.05.2024

Виды сварки
Это как с головной болью у человека. Чтобы ее вылечить, нужно разобраться с настоящей причиной болезни. А возможных причин целое множество. Так и с прилипанием электродов во время сварки. Что случилось, и почему прилипает электрод – такой вопрос может возникнуть не только у новичков, но и у вполне опытных мастеров.
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
Причины, которые мы изменить можем:
- высокая влажность обмазки и наконечников из-за неправильного хранения гигроскопичных электродов;
- низкое качество электродов и их покрытия;
- неверный выбор электрода для сварки конкретных металлов или сплавов;
- неправильные настройки инвертора;
- неверно выставленная полярность сварочного тока;
- обрыв кабеля или нарушенный контакт держателя;
- некачественная очистка поверхностей свариваемых деталей
- грязный электрод;
- некомпетентность сварщика.
Самая частая причина залипания – использование трансформаторных аппаратов, у которых нет и не может быть точных настроек. Но и с современными инверторными аппаратами с правильными настройками и системой антизалипания такая неприятность тоже может случиться. Причины в таких случаях намного проще и связаны они вовсе не с аппаратом.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.
- Первый вариант – это неверно подобранные расходники для конкретного металла или сплава. Самые первое требование – они должны быть только для постоянного тока! Сварка с инвертором подразумевает только такой вид расходников. Если вам попадется экземпляр для работы с переменным током, вы получите нестабильную дугу и перегрев металла. Капля расплавленного металла как раз и припечатает намертво наконечник к поверхности. Возникает вопрос: какие электроды лучше выбирать для сварки инвертором – обычные низколегированные без особых требований или высоколегированные? Однозначного ответа вам никто не даст. Потому что отбирать материал для сварки нужно по многим критериям для определенных металлов и оборудования. Просто эти критерии нужно учитывать точно и безоговорочно.
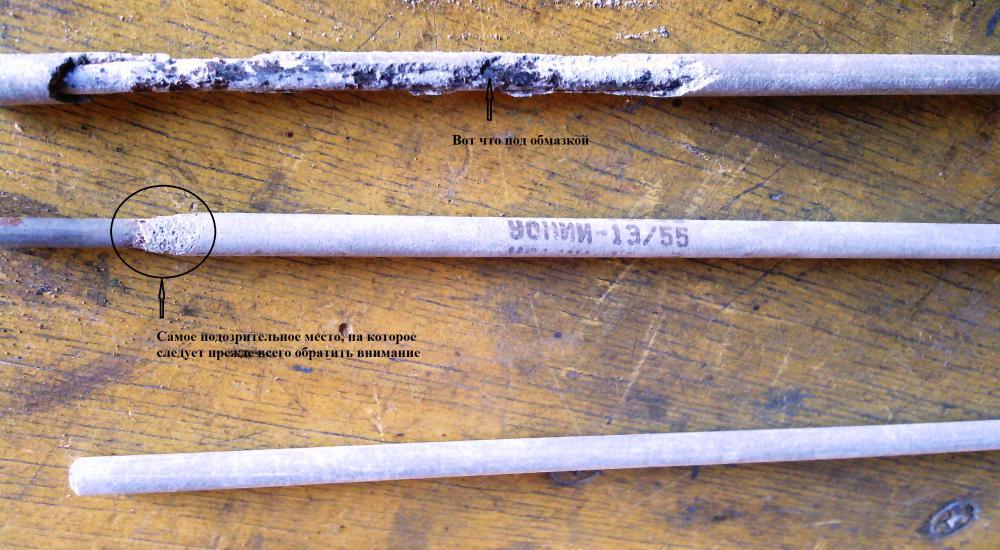
- Второй – старый расходник с обсыпавшейся обмазкой. Кончик – самое важное и одновременно самое уязвимое место: там обычно и обсыпается старая обмазка. Такой экземпляр обязательно залипнет. Часто встречаются случаи, когда кончик не обсыпался и сохранился целым, но сам расходник долго лежал и попросту старый. Забыв проверить срок изготовления, мастер начинает ломать голову, почему залипает электрод при сварке инвертором, и не может найти истинную причину.
- Третий вариант – низкое качество от самого производителя. Здесь мастера сталкиваются с дилеммой. Расходники от знаменитых фирм – довольно дорогой материал, поэтому всегда есть искушение приобрести что-нибудь подешевле. Такого «что-нибудь» на рынке масса: расходники весьма сомнительного качества с покрытием из непонятных смесей, в которых о соблюдении стандартов даже говорить не приходится. Это еще полбеды. Настоящая беда – частые подделки под немецкую или шведскую продукцию. Решением данной проблемы будет выбор солидных поставщиков, проверка сертификатов продукции. И не забывать пословицу «скупой платит дважды», которая относится, прежде всего, к покупке качественных электродов. В сварочном деле можно экономить на многом. Но не на электродах. Еще раз: не на электродах!




Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
Таким образом сварщики пытаются не пережечь металл во время процесса. Малой силы тока не хватает, чтобы зажечь дугу. Даже если дуга подожглась, она будет сразу же затухать, что приведет к немедленному прилипанию расходника. Особенно ярко такая беда проявляется при использовании тонких кончиков.
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество сварочного шва.
Лечение и профилактика залипания электродов

Схематическое изображение процесса сварки.
Прежде всего избавляемся от ненужной влаги. Прокалку расходников часто делают дома в духовке при температуре 180 — 200°С. Конечно, домашняя духовка лучше, чем ничего. Но такой способ – не лучший вариант просушки с технологической точки зрения. Оптимальной была бы специальная печка для прокалки сварочного материала.
Для работы с такими печками есть свои правила. Если у электродов покрытие основное, их нужно прокаливать в течение двух часов при температуре 250°С. Перед началом прокалки нужно уточнить в спецификациях предел текучести данных расходников, он должен быть не выше 355 N/мм. Нужно уточнить, что все вышесказанное касается высоколегированных расходников. Низколегированные виды в прокалке не нуждаются.

Как зажечь дугу электродом?
Об условиях хранения сварочных расходников нужно сказать отдельно. Самое оптимальное решение – специальные отдельные склады, которые нужно отапливать зимой и поддерживать сухой воздух с постоянной температурой не ниже 14°С. Влажность не должна превышать 50-ти процентов. Понятно, что без кондиционеров таким складским помещениям не обойтись. Чаще всего расходники уложены штабелями.
В этом случае особое внимание должно быть направлено на нижние коробки. Если соблюдать все требования по хранению, у электродов срок годности может стать неограниченным. Но даже в этом случае лучше предварительно опробовать «старые» электроды после долгого хранения перед основными сварочными работами. Такая проверка ни к чему не обязывает, она простая и быстрая. Зато вы сможете избежать одного из самых неприятных вопросов в работе с металлами: почему опять прилипают электроды при сварке инвертором?
Правильная настройка силы тока и напряжения – также обязательная процедура в рамках профилактики залипания электродов. К этой же группе действий можно отнести и отработанную технологию поджига дуги.
А что там с инверторным аппаратом?
Огромный выбор инверторных аппаратов на рынке в определенной степени усложняет его выбор: здесь начинает действовать симптом «глаза разбегаются». Особенно это касается не очень опытных мастеров, которые не сталкивались с проблемой залипания электродов, а только читали о ней.
А между тем требования к инверторным аппаратам вполне конкретные, так что выбрать и приобрести правильный аппарат вполне возможно. Так, чтобы знакомство с залипанием так и осталось чисто теоретическим и вопрос «почему залипает электрод» никогда не вставал на профессиональном пути в дальнейшем.

Функция антизалипания в инверторном аппарате.
Вот требования к инверторному аппарату, которые снизят риск:
- Функция антистик или антизалипание: при залипании ток автоматически сбрасывается до нулевого значения, в результате чего сохраняется электрод и сам инвертор. Сюда же входит и функция импульсного увеличения сварочного тока, которая не дает прерваться сварочному шву, если дуга готова прерваться.
- Функция горячего старта для быстрого и качественного розжига дуги.
- Автоматический выключатель – в том числе защита от перегрева.
- Диапазон питающего напряжения от 160 до 250 В для работы при сетевых скачках электропитания.
Рейтинг электродов для инвертора
Рейтинги электродов публикуются постоянно, в разных источниках они могут значительно отличаться друг от друга.

Типы и назначение электродов.
Не претендуя на объективность, «среднеарифметический» рейтинг выглядит следующим образом:
- рутилово-целлюлозные расходники от знаменитой шведской фирмы ESAB;
- американские Omnia 46 от концерна Lincoln Electric;
- российские ОЗС-12;
- российские электроды Ресанта МР-3;
- УОНИ–13/55;
- АНО: самые популярные в России.
Резюме
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!
Почему электроды уони липнут при сварке инвертором


При сваривании металлокаркаса для межэтажного перекрытия в строящемся доме вдруг стали залипать электроды. Причину установил сразу – когда проверил упаковку электродов, оказалось, что расходники были подобраны неправильно. Однако это далеко не единственная причина – их еще может быть целый ряд. В этом обзоре я расскажу, почему прилипает электрод, каковы могут быть причины, и что делать, когда это произошло и чтобы не допустить в дальнейшем.
Причины
Догадываюсь, что многие начинающие сварщики думают, что если они будут использовать вместо традиционного трансформаторного аппарата инвертор и включат функцию «антиприлипания», то никогда не столкнутся с рассматриваемой проблемой. В действительности это не так. Потому что она спасает только от неумелой работы самого сварщика-новичка и сводится к импульсному увеличению силы тока в момент слишком долгого контактирования электрода с металлом. Импульс не позволяет потухнуть дуге и произойти замыканию.
Выделю 7 объективных причин того, почему прилипает электрод к металлу при сварке инвертором или трансформатором:
Электрод – это стальной стержень в оболочке порошкового покрытия. Для того чтобы происходил процесс сварки, обмазка должна быть сухой. Однако во время хранения нередко нарушается незначительное на первый взгляд требование – герметичность упаковки.
В результате оболочка насыщается влажностью из воздуха. Причем произойти это может даже при хранении в обычной комнате с нормальной влажностью. Отсыревшее покрытие приобретает свойство электропроводности, и во время сварки не позволяет разжечь дугу. Поэтому происходит залипание сердечника.
Электроды часто залипают при сварке как инвертором, так и трансформатором из-за изначально плохого качества:
- Нарушена технология производства или хранения.
- Подделка, заводской брак.
- Несоответствие стандартам.
- Неправильный подбор по типу металла.
- Истекший срок годности.
Если вы хотите удостовериться в качестве расходников, возьмите наугад любой стержень и бросьте его на пол с высоты 1,5 м. Если обмазка растрескается или отслоится, не рекомендую ими пользоваться.
Неправильно выставленные параметры, а особенно сила тока – одна из частых причин разбираемой проблемы. Зачастую в этом грешат новички. При настройках сварочного аппарата рекомендую особое внимание обратить на значение следующих факторов:
- Типы материалов соединяемых заготовок.
- Толщина металла в месте шва.
- Диаметр электрода.
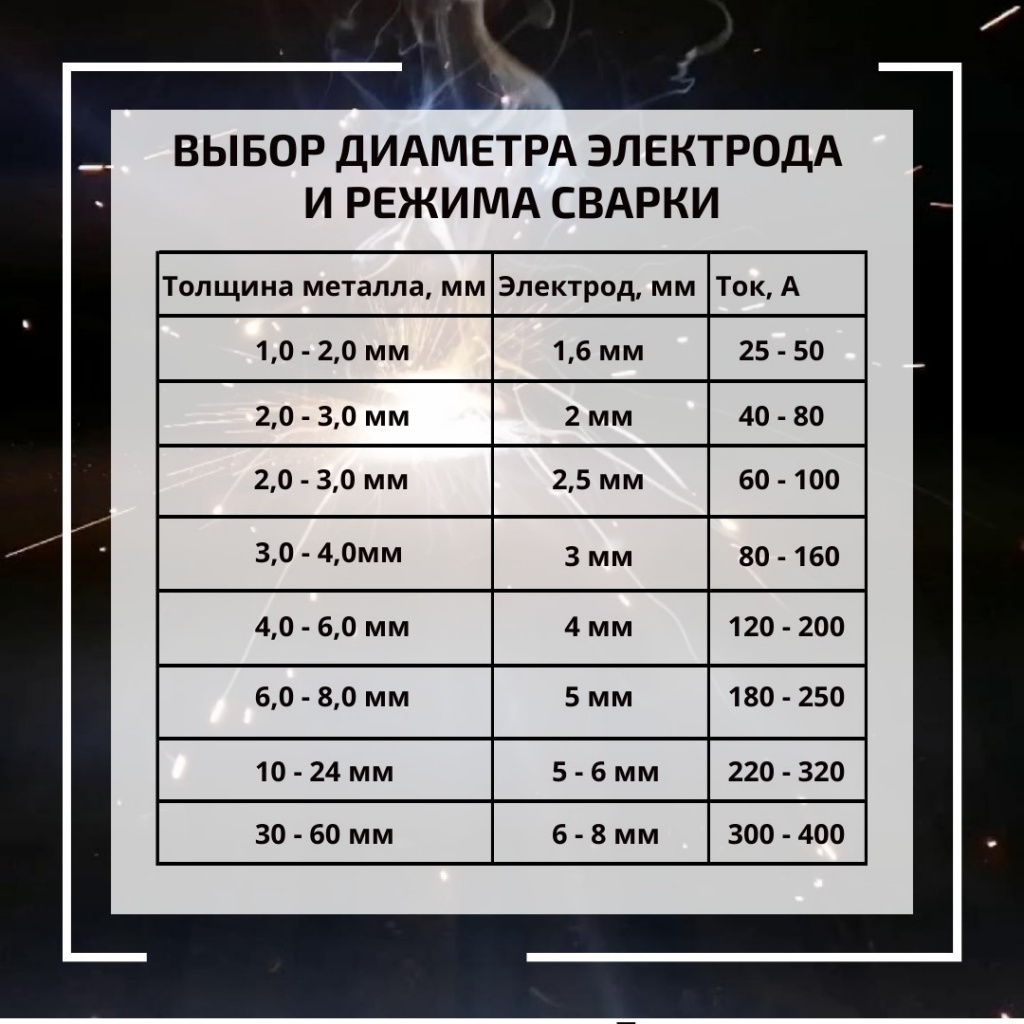
Значение необходимых параметров можно определить по специальным таблицам. Они есть в техдокументации или на сайте производителя оборудования.
Еще одна частая причина того, почему липнет электрод при сварке хоть трансформатором, хоть инвертором – это грязная поверхность заготовок в месте формирования шва. Недостаточность мощности разряда, и как следствие затухание дуги может происходить из-за наличия на деталях следующих загрязнителей:
Когда я только начинал осваивать сварку, не смог избежать частой ошибки новичков, и выставлял силу тока, меньшую, чем необходимо. Боялся прожечь металл. Однако в действительности это приводило к тому, что мощности дуги не хватало, и электрод, только погрузившись в расплавленную массу, практически сразу же утыкался и залипал, так как сварочная ванна быстро остывала.
Избежать этого можно, если заранее посмотреть в спецтаблице значение силы тока, соответствующее условиям, и установить его на аппарате. Также советую уделить больше времени для обучения правильному розжигу дуги и ведению шва.
Существует еще и внешняя причина того, почему залипает электрод при сварке трансформатором или иногда даже инвертором – это характеристики электросети. Ведь далеко не всегда бытовая сеть, к которой в большинстве случаев подключается аппарат, отличается стабильностью.
Проблема чаще поражает трансформаторные модели в силу специфики их устройства. Падение напряжения или скачки приводят к недостатку его значения уже на 2-ой обмотке. Это в свою очередь ведет к недостаточной мощности разряда, затуханию дуги, остыванию расплава и прилипанию электродного стержня. Применение инвертора, как правило, позволяет избавиться от этой проблемы.
- Неправильное расположение и ведение электрода.
Видео о том, почему липнут электроды при сварке:
Совет! Чтобы научиться розжигу дуги и ведению электрода, рекомендую тренироваться на заготовках из конструкционной стали, а уже с опытом переходить к нержавейке и легированным сплавам.
Методы устранения и профилактика
Если у вас при электросварке инвертором или обычным аппаратом прилипает электрод к металлу, и вы не знаете, что делать, рекомендую поступить так:
Обратите внимание! Чтобы добиться оптимального значения силы тока, нельзя опираться только на таблицы, так как это только усредненные значения. Советую узнавать его опытным путем – начав с минимальных и постепенно переходя на более высокие, пока не будет достигнут результат.
Видео о том, как избавиться от залипания электрода:
Коротко о главном
Есть 7 причин того, почему электрод прилипает к металлу при сварке:
- Сырость.
- Низкое качество.
- Неграмотные настройки.
- Загрязненная поверхность.
- Малая сила тока.
- Сбои в электросети.
- Неправильное удержание электрода.
Устранить их можно путем просушки электродов, правильным заданием настроек и обучением розжига и ведения дуги.
Напишите в комментариях, как думаете – можно ли избежать залипания электродов, если они длительное время хранились во вскрытой упаковке?
Почему электроды прилипают

Залипание электрода — распространенная проблема, с которой сталкиваются как новички, так и опытные сварщики. В этой статье будут рассмотрены причины возникновения этого явления и способы его устранения, а также что делать если электрод прилипает к металлу при сварке инвертором.
Среднее время прочтения: 5 минут.
Содержание
Причины залипания электрода при сварке инвертором:
Существует несколько причин почему электрод может прилипать во время сварки. Рассмотрим основные из них.
1. Отсыревшие электроды
Сварочный электрод состоит из металлического стержня и обмазки, которая подвержена воздействию влаги. Соответственно, при хранении без должной упаковки или в местах с повышенной влажностью электроды отсыревают и теряют свои качественные характеристики, что в конечном итоге приводит к залипанию.
2. Неправильный выбор электрода
Неправильный выбор электрода также приводит к залипанию. Сварочные электроды разделяются по типу покрытий. У каждого типа своя область применения и преимущества. Некоторые электроды работают только на постоянном токе, другие работают как на переменном, так и на постоянном. Также обязательно проследите на какой полярности они сваривают и какая стоит на аппарате (электрод на "плюс" или на "минус").
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с прилипанием электрода. В таких случаях как правило снижают силу тока, опасаясь прожечь тонкий металл и занижают минимальный предел силы тока для нормального горения данного электрода.
3. Некачественные электроды
Сейчас на рынке сварочных материалов представлен широкий ассортимент электродов различной ценовой категории от разных производителей. Но не стоит гнаться за дешевизной или громким брендом. Главный критерий при выборе сварочных материалов — наличие необходимой документации на эти материалы. Если вы покупаете электроды для сварки высокоответственных конструкций, то обязательно проверяйте их на соответствие ГОСТу и наличие сертификатов НАКС. К примеру, электроды GOODEL-ОК46 с рутилово-целлюлозным покрытием для сварки ответственных конструкций из низкоуглеродистых сталей, сертифицированы в системе ГОСТ Р, аттестованы в системе НАКС и имеют Одобрение Российского Речного Регистра, а УОНИ-13/55 с основным покрытием сертифицированы в ГОСТ Р, НАКС (КСМ), РРР и ИНТЕРГАЗСЕРТ.
4. Низкий сварочный ток
Настройка сварочного тока напрямую зависит от толщины свариваемого металла, диаметра электрода и положения сварки. То есть, если ток низкий, его силы достаточно, чтобы расплавить кончик электрода, но недостаточно для зажигания дуги. Следовательно, перед началом сварочных работ необходимо оценить толщину свариваемого металла, подобрать электроды соответствующего диаметра и выставить необходимые значения тока. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами.
5. Неверный способ поджигания дуги
Неверная техника поджига дуги также приводит к залипанию. Начинающие сварщики во время работы зачастую постукивают кончиком электрода по свариваемой поверхности, что приводит к короткому замыканию с моментальным нагревом металла, в результате которого и происходит залипание.
6. Короткая дуга
Длина дуги — не что иное, как расстояние между кончиком электрода и поверхностью свариваемого металла. Если поднести электрод слишком близко к заготовке, то он приклеится к металлу. Точно так же, если вы отведете электрод слишком далеко, ваша дуга погаснет. Поэтому, чрезвычайно важно поддерживать оптимальную длину дуги.
7. Плохо очищенная металлическая поверхность
Если поверхность свариваемого металла ржавая или грязная, зажигать дугу становится сложно. Во время работ дуга может начать гаснуть, а с электрода начнет отпадать обмазка. Дальнейшие действия приведут к залипанию кончика стержня.

Советы по предотвращению прилипания сварочного электрода к металлу:
Мы обсудили причины, по которым происходит залипание электрода при сварке. Теперь поговорим о том, как этого не допустить.
1. Выбирайте соответствующие настройки
Убедитесь, что параметры силы тока соответствуют используемым электродам и толщине металла. Если электрод толстый, для его плавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
2. Держите электрод и поверхность в чистоте
Перед началом работ убедитесь, что электроды не повреждены и не заржавели. Попробуйте стереть обмазку со стержня пальцами. Если он легко падает на стержень, то качество электрода плохое, соответственно есть риск залипания.
Не забудьте перед сваркой удалить с поверхности металла ржавчину, влагу, масло и другие загрязнения.

3. Следуйте правильной технике зажигания дуги
Оптимальным способом зажигания дуги принято считать метод «чирканья». Суть в том, чтобы вести электрод как спичку по коробку. При этом рабочий элемент старайтесь держать перпендикулярно заготовке. После того как дуга разгорелась, следует наклонить электрод назад под углом в 15 градусов и вести шов по намеченной линии.
4. Используйте соответствующую длину дуги
Как только удалось стабилизировать дугу, постарайтесь поддерживать соответствующее расстояние между концом стержня и основным металлом. Старайтесь держать электрод на небольшом расстоянии, но не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, так как это приведет к разбрызгиванию металла.

5. Храните электроды в сухом месте
Как говорилось выше, на срок службы электродов влияет не только качество, но и грамотное их хранение. Для предотвращения загрязнения и отсыревания храните электроды в сухом, чистом месте с относительно постоянной температурой.
Если влага все-таки попала поверхность электрода, то необходима тщательная просушка или прокалка в соответствии с рекомендациями, указанными на упаковке.
Вывод
Правильно подбирайте диаметр электрода и силу тока в зависимости от толщины свариваемого металла. Зачищайте соединяемые поверхности. Соблюдайте условия хранения и прокалки. Используйте для поджига метод «чирканья» и держите оптимальную длину дуги.
Не экономьте при покупке сварочного аппарата. Идеальным вариантом станет оборудование с дополнительными функциями «Hot start» и «AntiStick». «Горячий старт» обеспечит увеличение сварочного тока в момент поджига дуги, а «Антизалипание» автоматически снижает ток при залипании. Но помните, инвертор с данными функциями позволит избежать большинства причин залипания, но не сможет полностью исключить его. А о том как выбрать электроды для сварки читайте здесь.
Что делать, если электрод все время липнет к металлу

Электрод все время прилипает к металлу: причины, что делать
Прилипание электрода к металлу — достаточно распространённое явление, даже у квалифицированных сварщиков, не говоря уже о начинающих. Данная проблема может загнать в тупик, поскольку не знаешь, что может быть не так, и в порядке ли сварочный аппарат.
Однако существует ряд самых распространённых причин, из-за которых электрод прилипает к поверхности металла. Ну а чем чревата данная проблема, не стоит и говорить. При залипании электрода сильно страдает обмазка, она осыпается. Чрезмерной нагрузке подвергается и сам аппарат для сварки, а также, электросеть в которую он подключён.
Причины, из-за которых прилипает электрод при сварке
Вот основные причины, которые приводят к тому, что электрод прилипает к металлу:
- Отсыревшие электроды или электроды низкого качества;
- Неправильные регулировки сварочного аппарата. В данном случае речь идёт о токе для сварки, значит он слишком маленький;
- Свариваемый металл плохо подготовлен, на нем чрезмерно много ржавчины или загрязнений;
- Отсутствие опыта у сварщика.

Итак, чтобы разобраться с проблемой прилипания электрода при сварке, нужно разобраться с каждой из вышеперечисленных причин.
Сырые электроды или низкого качества
В электродах отсыревает обмазка. После долгого хранения или вследствие воздействия влаги, обмазка подвергается изменениям. В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.

Для того чтобы решить данную проблему достаточно будет прокалить электроды в духовке. Также, частично решить проблему способна сушка электродов на батарее отопления. При этом главным правилом является надлежащее хранение электродов. Хранить электроды для сварки нужно в сухом помещении.

Также, причиной залипания электрода может быть продукция низкого качества. В интернете можно найти немалое количество отзывов и всевозможные рейтинги электродов. Так получится определить наиболее качественную и хорошую продукцию.
Неправильные регулировки сварочного аппарата
В данном случае речь идёт о сварочном токе. Если параметры сварочного тока подобраны неверно, то электроды будут все время прилипать к металлу.
Низкий сварочный ток приводит к тому, что сварочная дуга нестабильная, она все время обрывается, а это приводит к залипанию электродного стержня. Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
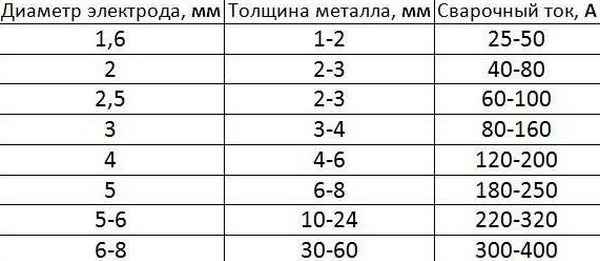
В ней указаны значения сварочного тока для каждого диаметра электродов, в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и загрязнений на поверхности металла, также приводят к возникновению данной проблемы. Отсутствие хорошего контакта, это верный шаг к залипанию электрода.

Поэтому перед сваркой, нужно тщательно подготовить металл — удалить с него ржавчину, масляные пятна, участки с краской. Есть марки электродов, которые менее чувствительны к ржавому металлу, а есть, наоборот, которые не терпят загрязнений и все время прилипают из-за этого.
При сварке прилипает электрод, что делать

При сварке прилипает электрод, что делать начинающему сварщику
Электрод может прилипать даже при сварке новым инвертором или трансформаторным сварочным аппаратом. Это самая распространённая проблема, которая мешает варить начинающему сварщику.
А ведь на самом деле, причин этому может быть несколько. В этом обзоре будет рассказано про самые вероятные из них, а также о способах решения данной проблемы. Надеюсь, статья будет полезной не только для начинающих сварщиков, которые только учатся варить, но и для тех, кто уже пробовал себя в сварке.
Если при сварке прилипает электрод — основные причины
Первая причина, о которой следует упомянуть, это маленький ток для сварки. Действительно, если сварочный ток не будет соответствовать диаметру используемых электродов, то они будут прилипать к металлу.

Поэтому если прилипание электродов довольно частая проблема, то искать пути её решения следует именно с этого. Чтобы подобрать правильные параметры сварочного тока, нужно сложить амперы. И если на 1 мм электрода нужно 10 ампер, то не составит особого труда высчитать, какая сила тока должна быть при сварке электродами 2 или 3 мм.
Плохие или сырые электроды
Вторая причина возникновения проблемы — это всё-таки плохие или отсыревшие электроды. Возможно заменив электроды на более качественные, проблема исчезнет. В противном случае рекомендуется просушить электроды перед использованием.

Сушку электродов лучше всего осуществлять в электрической духовке. Также для этих целей есть специальные термопеналы. Однако если сырые электроды попались прямо на объекте, и нет времени их сушить, то следует подержать несколько секунд прилипший к металлу электрод, а после этого оторвите его от него. Таким образом, обмазка немного подсохнет, и можно будет нормально варить.
Плохая подготовка металла к свариванию
Еще одной проблемой, из-за которой электроды всё время прилипают, является плохая подготовка поверхности и торцов металла перед сваркой. Не любыми электродами можно варить по ржавчине, это следует знать.

Также следы краски или другого материала на поверхности металла существенно затрудняют контакт между массой и электродом. Вследствие этого всё время будут возникать определённые сложности с розжигом электродов и удержанием стабильной сварочной дуги.
Некачественное напряжение в сети
Низкое напряжение в сети или большие его перепады, также могут стать причиной того, что электрод прилипает к металлу. Я бы вынес эту причину на одно из первых мест, поскольку она очень актуальная.

Если в сети низкое напряжение, например 180 вольт, то сварочный аппарат не сможет выдать положенный ему ампераж. И даже если на нем будет выставлен ток 100 ампер, по факту, сварщик не увидит такого тока.
Отсутствие опыта у сварщика
Ну и последняя в рамках этой статьи причина — это отсутствие должных знаний и навыков у сварщика. Возможно, как раз данный материал и поспособствует расширению кругозора, а также поможет решить проблему с прилипанием электрода у начинающих, раз и навсегда.
Читайте также: