Полярность при сварке инвертором
Обновлено: 25.06.2024
Для электрической сварки различных видов металлических заготовок применяются специальные виды сварочных электродов, но для успешного процесса еще необходимо и правильно выбрать настройки на инверторном сварочном аппарате, чтобы технологический цикл соответствовал параметрам электрического тока. Принцип полярности, который применим к электросварочным устройствам, позволяет работать с металлическими заготовками любой толщины, выполняя качественный соединительный шов.
Используя полуавтоматическое сварочное устройство, сварщику нужно знать не только какой силы электроток ему потребуется, но и какая полярность катода и анода будет необходима. Любой инверторный сварочный аппарат можно настроить для работы с обычными металлами, цветными сплавами, а также с высокоуглеродистой или легированной сталью.
Что это такое?
При работе сварочного инверторного аппарата должна быть выбрана его полярность – другими словами, нужно определить, к какому гнезду с «+» или с «-» будет подключен сварочный электрод, а к какому – заготовка для сварки. От выбора порядка подключения электрического тока напрямую зависит полярность, которая бывает прямой и обратной.
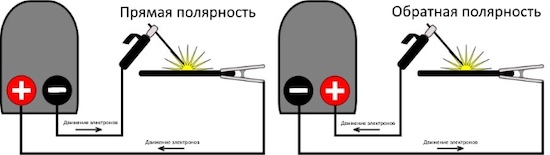
Прямая полярность при электросварке инверторным сварочным аппаратом выбирается следующими действиями:
- к разъему на корпусе сварочного аппарата со знаком «+» подключают через электрокабель с клеммой рабочую заготовку, называемую «масса»;
- к другому разъему со знаком «-» через держатель подключают сварочный электрод.
Переменный или постоянный электрический ток, так же как и его полярность, определяется местоположением катодного и анодного пятна. Во время выполнения сварочных работ посредством прямой полярности заготовка будет сильно разогреваться, так как на ней сформировано анодное пятно, генерирующее огромный объем тепловой энергии такой интенсивности, что может расплавиться даже сама заготовка.
Особенности обратной полярности сварочного инвертора состоят в том, что присоединение клемм электрода и массы будет поменяно местами. К разъему со знаком «+» подключают сварочный электрод, а к разъему со знаком «-» – металлическую рабочую заготовку. В этом случае генерирование тепловой энергии, или как его еще называют «анодное пятно», будет обнаруживаться на конце сварочного электрода.
Подключение прямой или обратной полярности осуществить вручную возможно только при работе инвертора в режиме постоянного электротока, тогда как в режиме переменного тока смена полярностей на сварочном аппарате происходит в автоматическом режиме по несколько раз за 1 секунду.
Перемена места положения анодного пятна дает возможность выбора наиболее благоприятного режима работы для различного типа заготовок. Например, если нужно сварить чугунные или нержавеющие стальные заготовки, то выбирается режим обратной полярности. А для сварки алюминия нужен деликатный режим прямой полярности, необходимый для быстрого удаления окислительной пленки.
Для выполнения электросварки конкретных сплавов металла существуют определенные режимы настройки инверторного сварочного аппарата. Их выбор зависит от показаний температуры плавления металла и применяемого флюса. В случае, когда электросварочные работы выполняются с применением угольных электродов, применяется режим прямой полярности, так как нельзя допускать, чтобы флюс перегревался и приводил сварочный электрод в непригодность.
Бывает и так, что для металла и сварочного электрода подходят противоположные по полярности настройки сварочного аппарата. В этом случае приходится подбирать оптимальное сочетание рабочих параметров инвертора, совмещая их с показателями силы электрического тока. В такой сложной ситуации следует учитывать рекомендации по использованию инверторного сварочного аппарата, которые имеются в его технической документации.
Обзор видов
Возможность различного подключения кабелей сварочного аппарата дает перемену полярности, в результате чего можно увеличивать глубину проникновения в металл и в конечном итоге добиться получения плотного сварочного шва на заготовках даже шириной меньше 0,5 мм. Разница между прямой и обратной последовательностью движения электрического тока состоит в возможности регулирования расположения электрической дуги относительно рабочей заготовки, а также в степени нагрева свариваемых поверхностей.
При изменении полярности подключения важно обращать внимание на то, что у анода тепловой энергии будет сгенерировано во много раз больше, чем в области катода. По умолчанию новый инверторный сварочный аппарат настроен на работу с прямым подключением полярности. При необходимости переставить провода с клеммами можно в любой момент. В этом случае сварщик решает сам, как и в какие разъемы подсоединять держатель электродов и прищепку на металл. При изменении полярностей движение электрического тока станет противоположным, меняя при этом и характеристику самого сварочного процесса.
Для изменения полярности подключения достаточно правильно поменять местами клеммы подсоединения к сварочному аппарату. Полярность подключения электрического тока может быть 2-х видов. Каждый тип электросварки имеет свои преимущества и недостатки.
Прямая
Прямая полярность подключения обладает следующими характеристиками:
- в процессе электросварки получается довольно глубокий, но узкий шов на поверхности стыкуемых заготовок;
- процесс электросварки достаточно облегчен, что бывает особенно важно, если в сплаве отсутствует железо или толщина металлических заготовок равна 3 мм;
- электрическая дуга устойчива и постоянна, не склонна к срывам;
- сварочный процесс невозможно выполнить, если применять проволоку, у которой в составе имеется токопроводящий материал или она предназначена для выполнения работ в режиме переменного тока;
- с помощью электродуги можно выполнять резку металлических заготовок;
- сила электрического тока оказывает влияние на химический состав сварочного шва, делая его прочным и аккуратным;
- методика может применяться для выполнения сварочных работ в защитной среде аргона или гелия;
- нагрев присадочной проволоки или электропроводника происходит медленно;
- с данной технологией электросварки можно работать инверторами, которые функционируют в режиме высокочастотного электротока;
- при образовании шва снижен процент введения карбона в массу расплавленного металла.
Для успешного выполнения процесса электросварки при работе с постоянным электрическим током необходимо хорошо прогревать поверхность заготовки, доводя ее до момента плавления. Тем самым будет образовываться сварочная ванна. В данном случае прямая и обратная полярность направления электрического тока оказывает влияние на характеристики сварочной ванны. При работе в режиме прямой полярности в пределах ванны образуется среда, которая легко поддается заполнению расплавленным металлом. Он растекается, и движение сварочного электрода задает направление формируемому шву, контролируя при этом его глубину на объекте сваривания.
Полярность при сварке инвертором
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов.
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
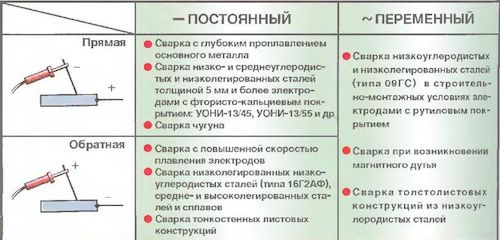
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
Технические условия для выбора полярности
Полярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка.

Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовки
При сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее.
Типы свариваемых металлов
Возможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электрода
Данные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки.
Ставим точку в вопросах прямой и обратной полярности в сварке

Чтобы варить качественно, нужно знать многие тонкости сварки постоянным током. Одна из них, это обратная полярность, когда к электроду подсоединён плюс инвертора, а не минус.
Многие почему-то забывают о том, что ток течёт от плюса к минусу. Да, здесь есть множество противоречий, но следует знать, что ток может перетекать сразу в двух направлениях.
При отрицательном заряде ток течёт от минуса к плюсу, а при положительном заряде, наоборот, от плюса к минусу. Что касается ручной дуговой сварки инвертором, то при подключении электрододержателя к плюсу аппарата, мы получим обратную полярность.
Ставим точку в вопросе прямой и обратной полярности в сварке
Поэтому если вы постоянно путаете, где обратная, а где прямая полярность при сварке инвертором, просто запомните, что ток течёт от плюса к минусу. Таким образом, подсоединив к держаку плюс, сварка будет сильнее разогревать электрод, а не свариваемый металл.

Ну и наоборот, если к электроду подвести минус, а к металлу плюс от инвертора, то мы получим прямую полярность. В таком случае метал, будет нагреваться сильнее, и мы сможем больше углубить корневой шов. На самом деле все очень просто, от плюса к минусу.
Когда нужна обратная, а когда нужна прямая полярность
И здесь, как оказывается всё достаточно просто. Выше я уже упоминал о том, какое значение имеет направление движения тока. Если к электроду подсоединён плюс от инвертора, то мы меньше нагреваем металл. Следовательно, не будет прожогов: в металле не образуются дыры от сварки.

Соответственно использовать обратную полярность инвертора целесообразно в том случае, когда нужно варить тонкий металл, почти что жестянку. Также обратную полярность удобно использовать при сварке тех металлов, которые нельзя сильно перегревать, например, нержавейку.
На обратной полярности происходит большее расплавление присадочного материала, то есть электрода. В таком случае удобно варить тонкий металл прихватками — небольшими точками расплавленного металла.

Ну и практически наоборот получается при использовании прямой полярности в сварке. Когда минус подключён к электрододержателю, а плюс к заготовке, то металл прогревается гораздо сильнее. Вследствие этого он плавится лучше, что дает возможность углублять и проваривать сварное соединение.
Итак, подведём итоги. Больше никакой путаницы, и никаких разногласий. Ток течёт от плюса к минусу, поэтому подключая плюс к электроду или металлу, мы тем самым больше разогреваем металл или же электрод. В случае с подключением к электроду плюса, это обратная полярность. При подключении к электроду минуса, получаем прямую полярность.

Подписывайте на мой канал в Дзен. Оставляйте свои комментарии к статье ниже, делитесь советами и не забывайте благодарить лайком автора.
Мало кто знает, как варить на прямой и обратной полярности

Мало кто знает из сварщиков, как именно нужно варить на прямой и обратной полярности. Многие путают обратную полярность с прямой, и постоянно забывают, для чего служит та и другая полярность инвертора.
А ведь если один раз запомнить, то можно достичь отличных результатов в сварке. Например, вам нужно варит тонкую бочку, а электрод тройка всё время прожигает в ней дыру. Если использовать обратную полярность, то есть, подключить инвертор определённым образом, то сварка перестанет прожигать металл.
Сварка постоянным током может проводиться в двух режимах, на прямой и обратной полярности. Инвертор — это не сварочный аппарат переменного тока, здесь есть плюс и минус. Меняя сторонами, плюс и минус при подключении электрододержателя с массой, мы можем использовать прямую и обратную полярность.

Чтобы варить на обратной полярности, что рекомендуется делать при сварке тонких металлов, к электрододержателю должен идти плюс. Поток электронов, который всегда движется от плюса к минусу, будет сильнее разогревать электрод, а не тонкую заготовку. Поэтому прожечь её будет невозможно.

В свою очередь прямую полярность рекомендуется применять при сварке толстого металла, чтобы хорошо его проплавлять электродом . Здесь подключение инвертора прямо противоположное, то есть, к электроду должен подсоединяться минус от инвертора, а к свариваемому металлу плюс.
Почему такая ощутимая разница при сварке на прямой и обратной полярности
Как было сказано выше, всё дело в температурах. При подключении плюса инвертора к электроду, на конце последнего образуется очень высокая температура, которая достигает 4000 градусов. При подключении к электроду минуса, температура существенно ниже, около 3200 градусов.

Что дает смена режимов полярности:
- При сварке инвертором на прямой полярности основная температура приходится на свариваемую заготовку. В результате этого металл сильно нагревается, что в свою очередь дает возможность хорошо проварить корень сварного шва;
- При сварке инвертором на обратной полярности, самая большая температура сконцентрирована на конце электрода. При этом основной металл нагревается медленно и мало. По этой причине обратную полярность предпочтительно применять при сварке металла небольшой толщины.
Следует уточнить, что обратную полярность подключения инвертора также применяют для сварки нержавейки и некоторых видов легированных, а также высокоуглеродистых сталей. То есть, тех металлов, которые чувствительны к перегреванию.

При этом сварка на обратной полярности характеризуется большим расходом электродов, ведь самая высокая температура приходится именно на электрод. В результате воздействия больших температур электрод плавиться быстрее, при этом возникает возможность варить тонкостенные заготовки, не боясь их деформации во время сваривания.
Читайте также:
- Миг сварка нержавейки полуавтоматом
- Порядок подключения сварочных кабелей при сварке на обратной полярности
- Обработка порогов после сварки
- Какой размер перекрытия в замках шва должен быть при многослойной сварке труб за исключением
- Назовите фамилию ученого под руководством которого была разработана технология сварки поле чудес