Презентация на тему газовая сварка
Обновлено: 06.05.2024
Цель урока: Изучить технологию газовой сварки чу-гуна и её особенности, её преимущест-ва и недостатки, способы газовой свар-ки чугуна и область их применения, применяемые сварочные материалы. 20.02.2012 2
Актуализация опорных знаний ответить на вопросы: Что представляет собой чугун? Какие чугуны бывают? Какие параметры и характеристики чугуна затрудняют его свариваемость? Какие технологические приемы применяются при газовой сварке различных сталей? Как подбирается режим газовой сварки? Какие сварочные материалы применяются при газовой сварке сталей? 20.02.2012 3
Внимание! Правильные ответы: Чугун-многокомпонентный железоуглеродистый сплав, содержащий более 2,14% углерода, до 5% кремния и некоторое количество марганца, серы, фосфора, зависящее от типа чугуна. Белые, серые, ковкие и высокопрочные. Повышенное содержание углерода, низкие пластические свойства и высокая жидкотекучесть . Сварка только нормальным пламенем, не допуская перегрева и переохлаждения, предварительный подогрев и последующая термообработка, присадочная проволока с содержанием марганца и кремния по возможности на более высоких скоростях. По толщине металла и его химическому составу. Присадочная проволока с низким содержанием углерода и нейтральные флюсы. 20.02.2012 4
Тема урока: «Технология газовой сварки чугуна» Способы газовой сварки чугуна. Технологические приемы для улучшения условий свариваемости чугуна при газовой сварке. Горячая сварка чугуна, флюсы, присадочные материалы, технология. Холодная сварка чугуна, флюсы, присадочные материалы, технология. Технология пайкосварки чугуна и её особеннос-ти , флюсы и материалы применяемые при пайкосварке 20.02.2012 5
Область применения газовой сварки чугуна: Устранение дефектов в чугунных отливках и деталях после изготовления, в процессе эксплуатации и ремонтно-восстановительные работы. 20.02.2012 6
Чугунные детали 20.02.2012 7
Горячая сварка чугуна Горячая сварка . При горячей сварке обязателен предварительный подогрев свариваемых деталей. Детали при нагреве должны находиться в жестком закрепленном каркасе, что позволит устранить возникающие при нагреве напряжения, которые впоследствии, при сварке, могут привести к образованию трещин. Если нагрев носит местный характер, то жесткий каркас можно не применять. Крупные детали нагреваются до температуры 500—700°С, а мелкие (небольшие) до 300—400°С. При горячей сварке чугуна обязательно применение флюсов, действие которых трояко. Попадая в сварочную ванну, они предотвращают окисление кромок твердого металла, извлекают оксиды и неметаллические включения из расплавленного металла, а также способствуют образованию пленки, защищающей его от воздействия газов пламени и воздуха. Положительное влияние флюсов сказывается также в улучшении смачивания поверхности твердого металла жидким присадочным металлом. 20.02.2012 9
Холодная сварка . Холодная сварка не потребует предва-рительного нагрева деталей. Применима она в тех случаях, когда детали имеют возможность свободно расширяться без возникновения внутренних напряжений при нагревании (и охлаждении). При термическом способе жидкий чугун должен быстро удаляться присадочным прутком и тут же на кромки наносится флюс. Пламя, расплавляя кромки, удаляет жиры, которые могут глубоко проникнуть в пористый чугун. Сама газовая сварка осуществляется ацетиленкислородным нормальным пламенем или пламенем с небольшим избытком ацетилена. Если ацетилена будет много, это приведет к образованию пор. Если же процесс сварки будет вестись медленно и пламя при этом будет окисляющим, то в шве будет большое количество оксидов и шлаковых включений. Холодная сварка чугуна 20.02.2012 10
Пайкосварка чугуна Это способ сварки без расплавления основного металла, поэто-му он применяется в основном на последних стадиях обработки детали. Более низкая температура сварки уменьшает возмож-ность появления деформаций, трещин, структур отбела (при ох-лаждении ). При этом способе образуется такое же соединение, как и при пайке, т.е. жидкая ванна не образуется. Плавке подвергается только присадочный пруток. Низкотемпературная сварка чугуна осуществляется двумя способами: с латунными припоями и с чугунными присадочными прутками. Ведется сварка ацетиленокислородным пламенем. Допускается и использование газов-заменителей ацетилена. 20.02.2012 11
Сварочные материалы, применяемые при горячей газовой сварке чугуна Пруток А (С = 3,0-3,5%, Si = 3 ,0-3,4%, S ≤ 0,08%, P ≤ 0 ,4%, Mn = 0,5 – 0,8%, Cr ≤ 0 ,05%, Ni ≤ 0,3% ) Пруток Б (С = 3,0-3,5%, Si = 3 ,5-4,0%, S ≤ 0,08%, P ≤ 0 ,5%, Mn = 0,5 – 0,8%, Cr ≤ 0 ,05%, Ni ≤ 0,3% ) 20.02.2012 12
20.02.2012 13 Материалы для горячей сварки чугуна Флюс № 1 – бура прокаленная 100% Флюс № 2 - бура прокаленная – 56%, углекислый натрий – 22%, углекислый калий – 22% Флюс № 3 - бура прокаленная – 50%, сода двууглекислая – 47%, кремнезем – 3% Флюс № 4 - углекислый натрий – 50%, сода двууглекислая – 50% Флюс № 5 - бура прокаленная – 23%, углекислый натрий – 27%, Азотнокислый натрий – 50%
Сварочные материалы, применяемые при холодной газовой сварке чугуна В качестве присадочного материала могут применяться чугунные прутки марок НЧ-2 (углерод-3,0…3,5%, кремний-3,5…4,0%, марганец-0,6…0,7%, фосфор-0,2…0,4%, никель-0,4…0,6%, титан-0,15…0,2%, медь-не более 0,1%, сера - не более-0,05%) и УНЧ-2 (углерод-3,4…3,7%, кремний-3,5…3,8%, марганец-0,6…0,7%, фосфор-0,2…0,4%, никель-0,4…0,6%, титан-0,15…0,2%, медь-не более 0,1%, сера - не более-0,03%) 20.02.2012 14
Сварочные материалы для пайкосварки чугуна Чаще пайкосварку чугуна осуществляют латун-ными припоями марок ЛО 59-1-03, ЛОМНА 49-05-10-4-04 с использованием флюсов ФПСН -1 или ФПСН - 2 Пламя горелки устанавливают слегка окислитель-ное . Режимы прогрева такие же как и при пайкосварке чугунными присадочными прутками 20.02.2012 15
Вопросы для закрепления новой темы: 1. Как уменьшить вероятность образования газовых пор при газовой сварке чугуна? 2. Отчего в сварных соединениях чугуна возникают тре - щины ? 3. Чем отличается горячая сварка чугуна от холодной? 4. Почему нельзя при газовой сварке применять окисли- тельное ацетиленово-кислородное пламя? 5. В каких случаях пайкосварка чугуна является единствен- но возможной технологией восстановления дефектов в чугунных отливках? 20.02.2012 16
Самостоятельная работа: Записать в рабочую тетрадь таблицу с реко-мендациями по выбору рациональной техно-логии газовой сварки чугуна в отливках в за-висимости от характера и местоположения дефектов (т. 5.1., стр. 31 1 . Записать в тетрадь критерии выбора мощ-ности пламени сварочной горелки в зависи-мости от площади дефекта (стр. 33, 1 ). 20.02.2012 17
Домашнее задание: Выучить по конспекту способы газовой сварки чугуна. Критерии выбора того или иного способа газовой сварки. Мероприятия по недопущению дефектов при сварке чугуна. Порядок подготовки чугунных отливок к газовой сварке и выбор режима сварки. 20.02.2012 18
Тема урока исчерпана! Что вам понравилось? Что не понравилось? Как вы оцениваете урок по 10-ти бальной системе? Какие вопросы остались непонятными? Ваши дальнейшие пожелания по стилю и формату дальнейших уроков 20.02.2012 19
УРОК ОКОНЧЕН! Благодарю за внимание 20.02.2012 20
По теме: методические разработки, презентации и конспекты

План занятия теоретического обучения по теме: Технологические особенности сварки чугуна
План занятия теоретического обучения по теме: Технологические особенности сварки чугуна МДК 02.02 «Технология газовой сварки» по профессии 150709.02 Сварщик (электросварочные и газосварочн.

Технология газовой сварки чугуна
Технология газовой сварки чугуна.

Презентация к уроку "Дуговая сварка чугуна"
ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ЧУГУНА.

Экзаменационный материал по специальности СПО 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)) по МДК 05.01 Техника и технология газовой сварки
ЭКЗАМЕНАЦИОННЫЙ МАТЕРИАЛ по МДК 05.01 Техника и технология газовой сварки содержит 3 варианта.

Сварка чугуна
Технология сварки чугунаЧугун как материалОсобенности сварки чугунаПодготовкаТехнология сварки чугуна.

РАБОЧАЯ ПРОГРАММА производственной практики ПМ 05 Газовая сварка (наплавка) 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
Рабочая программа производственной практики ПМ 05 Газовая сварка (наплавка)разработана на основе ФГОС СПО по профессии 15.01.05 Сварщик (ручной и частичномеханизированной сварки (наплавки)).
РАБОЧАЯ ПРОГРАММА учебной практики ПМ 05 Газовая сварка (наплавка) 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки
Рабочая программа учебной практики ПМ 05 Газовая сварка (наплавка) разработана наоснове ФГОС СПО по профессии 15.01.05 Сварщик (ручной и частичномеханизированной сварки (наплавки)).
Презентация на тему "Технология газопламенной сварки"

В работе представлены основное оборудование газовой сварки с рисунками и основные способы сварки.
| Вложение | Размер |
|---|---|
| tekhnologiya_gazovoy_svarki.ppt | 373.5 КБ |
Предварительный просмотр:
Подписи к слайдам:
Тема Технология и оборудование газопламенной сварки Выполнил обучающийся группы 3 св Азимов Павел Руководитель: Морозова Е.А.
Газосварочное оборудование Редукторы – это устройства, которые служат для понижения давления газа, отбираемого из баллона
Баллоны для сжатых газов Баллоны для хранения и транспортировки сжатых, сжиженных и растворенных газов регламентируются требованиями ГОСТ 949-73. Вместимость баллонов может быть различной и колеблется от 0,4 до 55 дм³. Их изготавливают из бесшовных углеродистых или легированных труб под условное давление до 20 МПа (200 кг с/м²). Для передвижных сварочных установок наибольшее распространение получили баллоны емкостью 40 дм³. На сферической части баллона ставится клеймо, на котором паспортные данные: товарный знак изготовителя, номер баллона, дата изготовления и год следующего испытания, масса порожнего баллона и его емкость. Периодические испытания баллонов производятся не реже, чем каждые пять лет. В зависимости от газа, для которого предназначен баллон, его окраска и надписи отличаются. Кроме того, на баллоне должна стоять надпись, указывающая, под какой газ он предназначен
Горелки сварочные малой мощности Горелка- это устройство, которое служит для смешивания горючего газа с кислородом и получения сварочного пламени. Горелки бывают инжекторные и безинжекторные
Рукава Рукава для газовой сварки (их также называют шлангами) нужды для того, чтобы подводить в горелку газ. Главные свойства – прочность, гибкость, способность выдерживать давление газа.
Схема — технология газовой сварки
Технология газовой сварки предполагает, что в одной руке сварщик будет держать горелку, а в другой – присадочную проволоку. Пламя горелки должно быть направлено на металл так, чтобы его кромки располагались в зоне пламени (восстановительной) в 2-6 миллиметрах от конца ядра.
Конкретные режимы газовой сварки определяются в зависимости от: - скорости сварки; - мощности пламени; - диаметра проволоки; - угла наклона мундштука и проволоки.
Левый способ сварки Это самый распространенный способ сварки, когда речь идет о необходимости соединения металла, толщиной в 4-5 миллиметров. Особенность данного способа заключается в том, что горелку при нем перемещают по направлению в левую сторону. При этом, присадку перемешают впереди горелки. Пламя, которое направляется от шва, очень хорошо прогревает пока еще не сваренный участок, а также проволоку-присадку.
Правый способ сварки Пламя направляют на уже сваренный шов, присадочную проволоку перемещают вслед за горелкой. Этот способ обеспечивает лучшую защиту сварочной ванны от кислорода и азота воздуха. Обеспечивается медленное охлаждение металла в процессе кристаллизации. В результате повышается качество шва.
Режимы газовой сварки с применением в качестве горючего газа ацетилена. Тип горелки Модель горелки Номер наконечника Толщина свариваемой стали, мм Давление на входе в горелку, МПа (кгс/см2) Расход, л/час ацетилен кислород ацетилен кислород Г2 Г2-02 0 0,2 до 0,5 0,01-0,10 (0,1-1,0) 0,15-0,30 (1,5-3,0) 40-50 45-55 1 0,5 до 1,0 65-90 70-100 2 1,0 до 2,0 0,2-0,3 (2,0-3,0) 130-180 140-200 3 2,0 до 4,0 420-600 450-650
Презентация, доклад Газовая сварка и резка металла
Вы можете изучить и скачать доклад-презентацию на тему Газовая сварка и резка металла. Презентация на заданную тему содержит 13 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас - поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!







Газовая сварка Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде. Газовая сварка классифицируется по виду применяемого горючего газа: Ацетиленокислородная, Керосинокислородная, бензинокислородная, пропанобутанокислородная и др. Широкое применение получили газовые сварки ацетиленокислородная и пропанобутанокислородная.
оборудование и инвентарь для газовой сварки Для производства работ сварочные посты должны иметь следующее оборудование и инвентарь: ацетиленовый генератор или баллон с горючим газом, кислородный баллон, редукторы (кислородный и для горючего газа), сварочную горелку с набором сменных наконечников, шланги для подачи горючего газа и кислорода в горелку, сварочный стол, приспособления для сборки изделий под сварку, комплект инструментов.
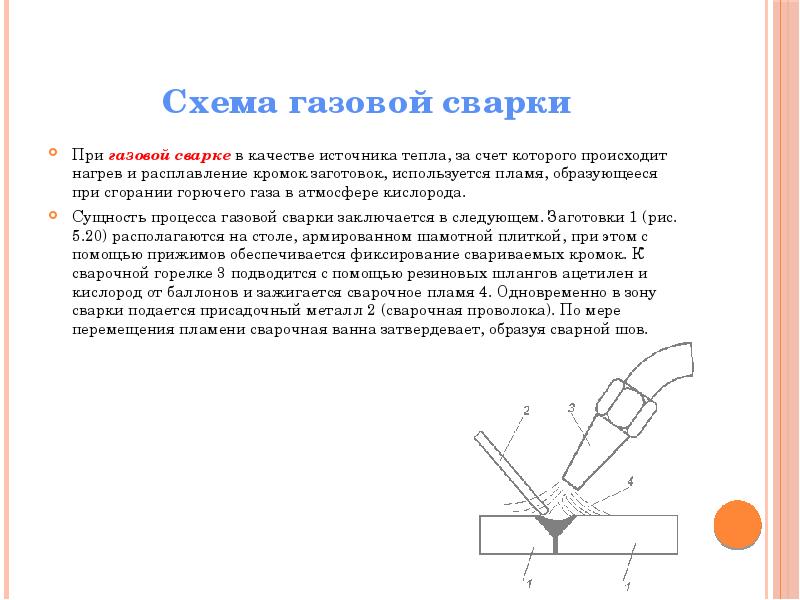
Схема газовой сварки При газовой сварке в качестве источника тепла, за счет которого происходит нагрев и расплавление кромок заготовок, используется пламя, образующееся при сгорании горючего газа в атмосфере кислорода. Сущность процесса газовой сварки заключается в следующем. Заготовки 1 (рис. 5.20) располагаются на столе, армированном шамотной плиткой, при этом с помощью прижимов обеспечивается фиксирование свариваемых кромок. К сварочной горелке 3 подводится с помощью резиновых шлангов ацетилен и кислород от баллонов и зажигается сварочное пламя 4. Одновременно в зону сварки подается присадочный металл 2 (сварочная проволока). По мере перемещения пламени сварочная ванна затвердевает, образуя сварной шов.
Сварочное пламя Сварочное пламя образуется при сгорании смеси горючего газа (или паров горючей жидкости) с кислородом. Свойства сварочного пламени зависят от того, какое горючее подается в горелку и при каком соотношении кислорода и горючего создается газовая смесь. Изменяя количество подаваемого в горелку кислорода и горючего газа, можно получить нормальное, окислительное или науглероживающее сварочное пламя. 1) нейтральное пламя (его называют также нормальным или восстановительным) показано на рис. 5.23, б. Оно получается при соотношении O2 : С2H2 = 1 : 1,2. Таким пламенем сваривают большинство металлов и сплавов; 2) науглероживающее пламя получается при соотношении O2 : C2H2 < 1, т. е. при избытке ацетилена (рис. 5.23, а). Такое пламя применяют для сварки чугуна, наплавки быстрорежущей стали и твердых сплавов; 3) окислительное пламя образуется при соотношении O2 : C2H2 >1,2, т. е. при избытке кислорода (рис. 5.23, в). Применяется при сварке латуней.
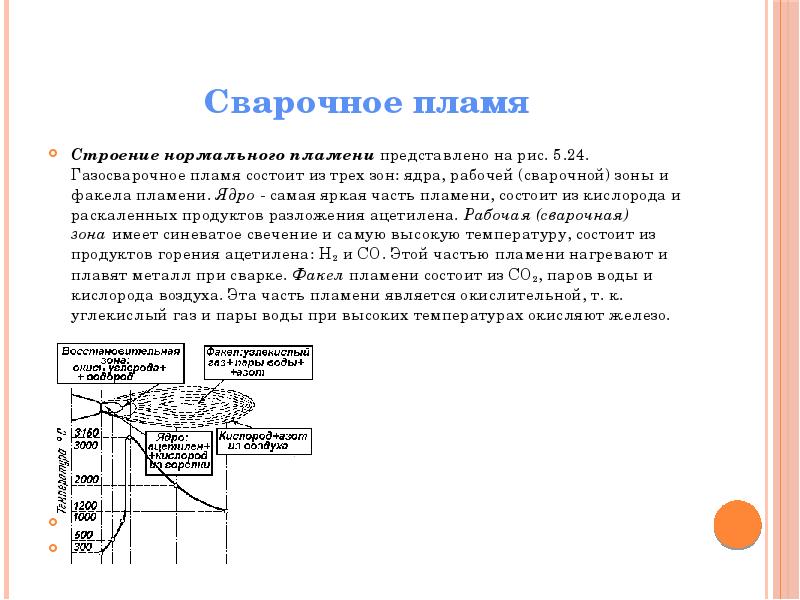
Сварочное пламя Строение нормального пламени представлено на рис. 5.24. Газосварочное пламя состоит из трех зон: ядра, рабочей (сварочной) зоны и факела пламени. Ядро - самая яркая часть пламени, состоит из кислорода и раскаленных продуктов разложения ацетилена. Рабочая (сварочная) зона имеет синеватое свечение и самую высокую температуру, состоит из продуктов горения ацетилена: Н2 и СО. Этой частью пламени нагревают и плавят металл при сварке. Факел пламени состоит из СО2, паров воды и кислорода воздуха. Эта часть пламени является окислительной, т. к. углекислый газ и пары воды при высоких температурах окисляют железо.
Способ сварки Существуют два основных способа газовой сварки: правый и левый. При толщине металла менее 3 мм применяют левую сварку, при которой горелка движется вдоль стыка справа налево. Присадочный пруток находится слева от горелки. При толщине металла больше 5 мм применяют правую сварку: горелка движется слева направо. Правый способ обеспечивает некоторую термическую обработку выполненного соединения, поэтому его предпочтительно применять для сварки закаливающихся сталей любой толщины. Угол a наклона горелки к свариваемой поверхности зависит от толщины свариваемого металла, рис. 5.25
Сущность процесса кислородной резки Кислородная резка основана на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода. Резке поддаются металлы, удовлетворяющие следующим требованиям: температура плавления металла должна быть выше температуры воспламенения его в кислороде. Металл, не отвечающий этому требованию, плавится, а не сгорает. Например, низкоуглеродистая сталь имеет температуру плавления около 1500°С, а воспламеняется в кислороде при температуре 1300—1350°С. Увеличение содержания углерода в стали сопровождается понижением температуры плавления и повышением температуры воспламенения в кислороде. Поэтому резка стали с увеличением содержания углерода и примесей усложняется; образующиеся при резке шлаки должны быть достаточно текучи и легко выдуваться из разреза. Тугоплавкие и вязкие шлаки будут препятствовать процессу резки; теплопроводность металла должна быть наименьшей, так как при высокой теплопроводности теплота, сообщаемая металлу, будет интенсивно отводиться от участка резки и подогреть металл до температуры воспламенения будет трудно; Различают два вида кислородной резки — разделительную и поверхностную.
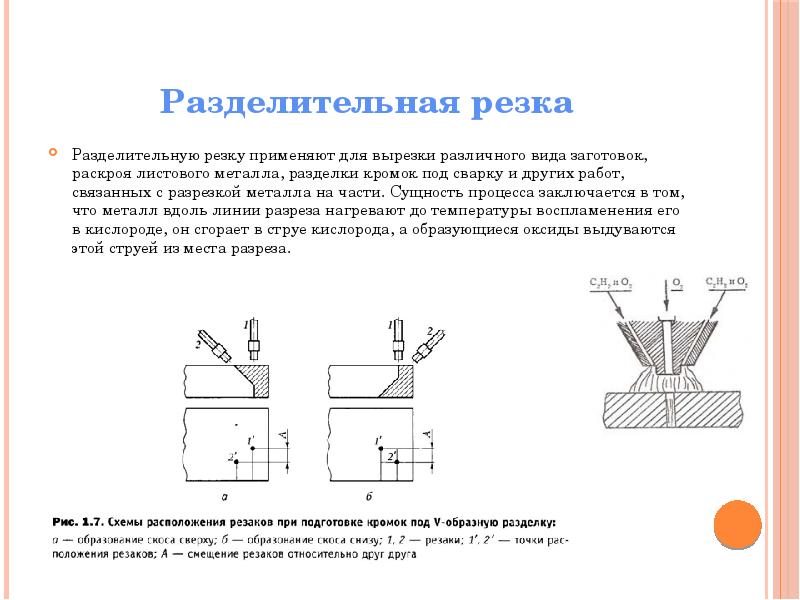
Разделительная резка Разделительную резку применяют для вырезки различного вида заготовок, раскроя листового металла, разделки кромок под сварку и других работ, связанных с разрезкой металла на части. Сущность процесса заключается в том, что металл вдоль линии разреза нагревают до температуры воспламенения его в кислороде, он сгорает в струе кислорода, а образующиеся оксиды выдуваются этой струей из места разреза.
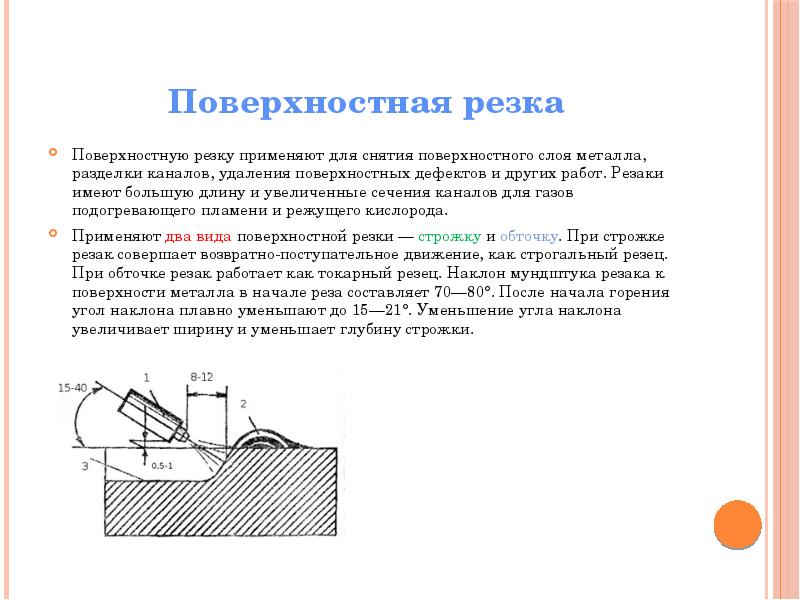
Поверхностная резка Поверхностную резку применяют для снятия поверхностного слоя металла, разделки каналов, удаления поверхностных дефектов и других работ. Резаки имеют большую длину и увеличенные сечения каналов для газов подогревающего пламени и режущего кислорода. Применяют два вида поверхностной резки — строжку и обточку. При строжке резак совершает возвратно-поступательное движение, как строгальный резец. При обточке резак работает как токарный резец. Наклон мундштука резака к поверхности металла в начале реза составляет 70—80°. После начала горения угол наклона плавно уменьшают до 15—21°. Уменьшение угла наклона увеличивает ширину и уменьшает глубину строжки.
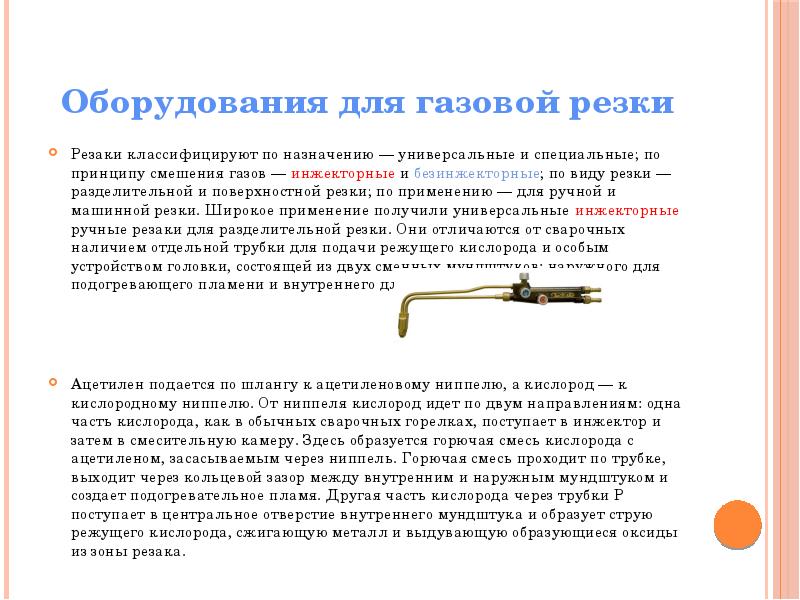
Оборудования для газовой резки Резаки классифицируют по назначению — универсальные и специальные; по принципу смешения газов — инжекторные и безинжекторные; по виду резки — разделительной и поверхностной резки; по применению — для ручной и машинной резки. Широкое применение получили универсальные инжекторные ручные резаки для разделительной резки. Они отличаются от сварочных наличием отдельной трубки для подачи режущего кислорода и особым устройством головки, состоящей из двух сменных мундштуков: наружного для подогревающего пламени и внутреннего для струи чистого кислорода. Ацетилен подается по шлангу к ацетиленовому ниппелю, а кислород — к кислородному ниппелю. От ниппеля кислород идет по двум направлениям: одна часть кислорода, как в обычных сварочных горелках, поступает в инжектор и затем в смесительную камеру. Здесь образуется горючая смесь кислорода с ацетиленом, засасываемым через ниппель. Горючая смесь проходит по трубке, выходит через кольцевой зазор между внутренним и наружным мундштуком и создает подогревательное пламя. Другая часть кислорода через трубки Р поступает в центральное отверстие внутреннего мундштука и образует струю режущего кислорода, сжигающую металл и выдувающую образующиеся оксиды из зоны резака.
«Ознакомление с газосварочным оборудованием,подготовка генератора к работе» - презентация
Презентация на тему: " «Ознакомление с газосварочным оборудованием,подготовка генератора к работе»" — Транскрипт:
1 «Ознакомление с газосварочным оборудованием,подготовка генератора к работе»
2 ВВЕДЕНИЕ ВВЕДЕНИЕ В связи с широким развитием различных новых способов электрической сварки, способ газовой сварки сохраняет самостоятельное значение только в некоторых технологических процессах. К таким процессам, где применяют газовую сварку может считаться технологически оправданным, относятся: ремонтное сварки и пайки изделий из серого, ковкого и модифицированного чугуна; сварки сплавов цветных металлов на основе меди наплавка твердых сплавов некоторых марок (стеллита, сормайта). В связи с широким развитием различных новых способов электрической сварки, способ газовой сварки сохраняет самостоятельное значение только в некоторых технологических процессах. К таким процессам, где применяют газовую сварку может считаться технологически оправданным, относятся: ремонтное сварки и пайки изделий из серого, ковкого и модифицированного чугуна; сварки сплавов цветных металлов на основе меди наплавка твердых сплавов некоторых марок (стеллита, сормайта). При сварке стали газовая сварка применяется в ограниченных масштабах, преимущественно при сварке на монтаже конструкций и трубопроводов из тонкостенных труб. При сварке стали газовая сварка применяется в ограниченных масштабах, преимущественно при сварке на монтаже конструкций и трубопроводов из тонкостенных труб.
3 Газовая сварка - технологический процесс сварки плавлением, при котором нагрев кромок частей изделия, которые соединяются, и присадочного материала осуществляется теплотой сгорания горючих газов в кислороде. Этим способом можно сваривать почти все металлы и сплавы, а чугун, медь, свинец, латунь, свариваются даже легче, чем дуговой способом.
4 Газопламенная сварка относится к сварке плавлением. Источником нагрева служит пламя сварочной горелки, получаемое путем сжигания горючего газа в смеси с технически чистым кислородом. Газопламенная сварка происходит как с применением присадочной проволоки, так и без него, если формирование шва возможно за счет расплавления кромок основногометалла. К преимуществам газовой сварки можно отнести и то, что оно не требует сложного, дорогостоящего оборудования и источника тока. Недостатками газовой сварки является понижение производительности с повышением толщины свариваемых металлов и большая зона нагрева. Газопламенная сварка относится к сварке плавлением. Источником нагрева служит пламя сварочной горелки, получаемое путем сжигания горючего газа в смеси с технически чистым кислородом. Газопламенная сварка происходит как с применением присадочной проволоки, так и без него, если формирование шва возможно за счет расплавления кромок основногометалла. К преимуществам газовой сварки можно отнести и то, что оно не требует сложного, дорогостоящего оборудования и источника тока. Недостатками газовой сварки является понижение производительности с повышением толщины свариваемых металлов и большая зона нагрева. Кислородное газопламенное сварки
5 Газовые баллоны Газовые баллоны Баллоны предназначены для хранения и транспортировок сжатых, сжиженных и растворенных газов; Изготавливаются из бесшовных труб углеродистой и легированной стали.
6 Благодаря большой распространенности по сравнению с другими газами - ацетилен нашел наибольшее применение не только при сварке, но и при резке металлов.
7 Технология сварки Газовая сварка применяется в основном при соединении стыков стальных труб малых и средних диаметров, сварке стыковых соединений стальных элементов толщиной до 6-8 мм, сварке цветных металлов, алюминия и свинца а также чугуна Газовая сварка выполняют левым или правым способом. Газовая сварка применяется в основном при соединении стыков стальных труб малых и средних диаметров, сварке стыковых соединений стальных элементов толщиной до 6-8 мм, сварке цветных металлов, алюминия и свинца а также чугуна Газовая сварка выполняют левым или правым способом. Схема газового зварювання Схема газового зварювання
8 Основные факторы Основными факторами, которые определяют режимы газовой сварки, скорости сварки, является угол наклона, наконечника горелки, мощность пламени и диаметр сварочной проволоки. Наклон мундштука горелки к поверхности металла листов зависит в основном от толщины свариваемых режимы газовой сварки, скорости сварки, является угол наклона, наконечника горелки, мощность пламени и диаметр сварочной проволоки. Наклон мундштука горелки к поверхности металла листов зависит в основном от толщины свариваемых и теплофизических свойств металла. Чем больше толщина металла, тем больше угол наклона мундштука горелки. Чем больше толщина металла, тем больше угол наклона мундштука горелки.
9 Мощность пламени. Мощность пламени. О мощности сварочного пламени принято судить по часовой затрате горючего газа. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и чем выше его температура плавления и теплопроводность, тем большую мощность пламени необходимо выбирать для его сварки. О мощности сварочного пламени принято судить по часовой затрате горючего газа. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и чем выше его температура плавления и теплопроводность, тем большую мощность пламени необходимо выбирать для его сварки.
10 Сварка в различных пространственных положениях Наиболее простой является сварка швов в нижнем положении. Пламя горелки напрямляють с таким расчетом, чтобы кромки сварочного металла находились в восстановительный зоне на расстоянии 2-6 мм от ядра пламени. Наиболее простой является сварка швов в нижнем положении. Пламя горелки напрямляють с таким расчетом, чтобы кромки сварочного металла находились в восстановительный зоне на расстоянии 2-6 мм от ядра пламени. Швы в вертикальном положении выполняют, ведя сварки сверху вниз при толщине металла до 3 мм, левым способом. Горелка располагают под углом к шву, а присадочный металл - под углом 90 к пламени. Швы в вертикальном положении выполняют, ведя сварки сверху вниз при толщине металла до 3 мм, левым способом. Горелка располагают под углом к шву, а присадочный металл - под углом 90 к пламени.
11 Горизонтальные швы сваривают правым способом, предотвращая попадания жидкого металла на нижнюю кромку за счет давления газов пламени. Горизонтальные швы сваривают правым способом, предотвращая попадания жидкого металла на нижнюю кромку за счет давления газов пламени. Потолочные швы выполняют также правым способом, так как при нем давление газов пламени содержит ванну жидкого металла от стекания. Сварочная проволока при этом держат наклонено к оси шва. Потолочные швы выполняют также правым способом, так как при нем давление газов пламени содержит ванну жидкого металла от стекания. Сварочная проволока при этом держат наклонено к оси шва.
12 Изделия изготавливаемые с помощью газовой сварки с помощью газовой сварки
13 Горелка Водяной затвор Горелка Водяной затвор Редукторы
15 Безопасность при выполнении работ Сварщик должен иметь защитные очки, спецодежда и Сварщик должен иметь защитные очки, спецодежда и спецобувь. спецобувь. Рабочее место сварщика должен быть огражден ширмами или находиться в специальных кабинах, снабженных приточно-вытяжной вентиляцией и местными вытяжными устройствами. Особенно внимательными следует быть при эксплуатации ацетиленовых генераторов, кислородных баллонов, другой газосварочной аппаратуры. Особенно внимательными следует быть при эксплуатации ацетиленовых генераторов, кислородных баллонов, другой газосварочной аппаратуры. Недопустимым является утечка газов из генераторов, трубопроводов, баллонов, бросание баллонов и др. Недопустимым является утечка газов из генераторов, трубопроводов, баллонов, бросание баллонов и др.
Читайте также: