Ремонт выпускного коллектора холодной сваркой
Обновлено: 08.05.2024
Трещины, сколы, коррозии – самые частые проблемы элементов выхлопной системы. Оставлять их без внимания нельзя, а замена выпускного коллектора требует ощутимых затрат. Одним из вариантов становится восстановление детали с помощью сварки, но это сложная задача и выполнить ее самостоятельно сможет не каждый. Есть и альтернативное решение – холодная сварка. Но можно ли выпускной коллектор замазать холодной сваркой и тем самым устранить дефекты?
Volkswagen Passat 1.6 AHL › Бортжурнал › Ремонт выпускного коллектора
Заметил трещину на коллекторе.Так то ничего, только в салон шли газы и было неприятно. Перешарил все форумы по ремонту, так как на новый цена кусается. Советуют заварить, но нет полуавтомата, нашел статью про термосталь 1400, решил попробовать. Купил, прочитал инструкцию и приступил. Решил сначала зачистить до блеска наждачкой, но не тут то было, во первых долго, во вторых не удобно, снял воздушный фильтр, за одно потом заменил, взял маленькую болгарку и шлифовальный круг и вперед 5 минут и готово. Потом обезжирил ацетоном, Перемешал состав и нанес по инструкции. Подождал 5 часов и начал с перерывами прогревать коллектор. Главное сразу не перегреть, а то начинает пузыриться и газы выбрасывают состав наружу. Когда прогреется становится прочная как сталь! Покатаюсь посмотрю, результат напишу.



Применение
Клеящие герметики или холодная сварка на основе эпоксидных смол годятся для устранения течи бензобака, восстановления радиатора. Найдётся и для горячего глушителя средство, не боящееся температурной агрессии.
- однокомпонентные составы, готовые к применению после разминания;
- двухкомпонентные жидкие составы;
- двухкомпонентные пластилинообразные;
- высокотемпературные составы.
Важно! термостойкие клеи способны выдержать тепловые нагрузки 200–14000 С, повышение температуры в период полимеризации упрочняет смесь.
Клеящие составы, рекомендованные для восстановления выхлопной системы, переносят без последствий вибрацию, ударные нагрузки и напряжения. Обладают диффузионной адгезией к стали и чугуну.
Меры предосторожности обусловлены токсичностью составов:
- Естественная вентиляция помещения;
- Работы производить в резиновых перчатках;
- Смешивание компонентов проводить в неметаллической ёмкости непищевого назначения;
- При попадании на кожу, смыть с мылом.
guttrv 18 май 2009
У нас машины одинаковые.Там для хорошего сварщика нет места чтобы не подлезть.А варить нада полуавтоматом и проволкой,поэтому соседнее ничего не запорится даже при желании.Один сварщик мне говорил,что он когда в таких местах варит,его за ноги держут.Это тебе кажется что неподлезть.
Да есть у меня такой сварщик, который как раз в такой позе и варил. Мы случайно не про одного человека говорим? Полуавтомата нет, и газовой тоже. К тому же есть трещина со стороны блока, где уже точно никто не подлезет. Сегодня пропробывал один способ, если получится отпишусь.



Восстановление масштабных повреждений
Прогоревшие участки глушителя восстанавливаются наложением заплат из нержавеющей стали с нахлёстом 30 мм на неповреждённый металл. Накладки засверливаются под Ø тела самореза. Последовательность операций:
- Удалить заусенцы, придать форму глушителя, зачистить накладку с внутренней стороны, обработать растворителем, просушить.
- Промазать герметиком края отверстия и заплаты с запасом.
- Наживить саморезы, внести под шляпки каплю холодной сварки, затянуть винты.
Устранение прогара трубы:
- Погоревший участок вырезается и удаляется, замена – труба большего диаметра.
- Подготовить поверхности, накладную трубу засверлить под саморезы с обеих сторон.
- Нанести холодную сварку на смежные участки, соединить.
- Зафиксировать равномерно саморезами с герметизацией шляпок и стыков труб.
Особенности ремонта теплообменников и жаростойких труб, испытывающих давление:
- Подготовка ремонтного участка.
- Обрезать и выгнуть по диаметру трубы накладку из нержавейки с нахлёстом 20 мм.
- Состав наносится на обе части.
- Закрепить накладку хомутами с натяжением.
- Мелкие трещины рекомендуется усилить плотным бандажом из стальной проволоки поверх клея.
shum 19 май 2009
Помогите советом. В выпускном колекторе (штанах) где две трубы вварены в одну, по шву отвалилась сварка, соответственно «сечет». Снятие и проварка учитываю только в крайнем случае, т.к. боюсь, что снимать будет проблема — вероятность «прикипания». Чем можно заделать? Заделывал спец составом — термостойким до 1400 град. проблема с неравномерным остыванием — при нагреве все нормально, при остывании отваливается.
Вчера снимал.Таже история. ВДшка рулит.Порядок снятия — 4 гайки с выпускного , болт кузовной ( очень акуратно) -я сорвал пришлось высверливать, лямбду, и 2 гайки на гофре.Снимал из ямы.Пришлось домкратить правую сторну. так не вылезет.Там вообще нет сварки там развальцовка.У меня лопнула на обоих трубах.Сейчас иду проваривать полуавтоматом.
Спасибо. Обнадежил. Вот почему там стало просекать, а я думал там сварка. Кстати вот у меня такая хрень и получилась из-за того, что болта кузовного небыло. Нагрузка на соединение была. А заваривать такое соединение можно? Прокладки менять надо?
Ищем причину
Что влияет на преждевременный выход из строя труб глушителя:
- Температурный режим выхлопных газов на входе в принимающие патрубки коллектора, именуемые автовладельцами штанами, близок к 10000 С;
- Некачественное топливо и последствия: продукты неполного сгорания;
- Конденсация влаги;
- Внешние механические повреждения.
Осмотр при заглушённом двигателе на эстакаде обычно сразу даёт результат. Отклонения в цвете, следы потёков – сигнал к скрупулёзному поиску отверстия. Демонтаж и основательная ревизия поверхности глушителя, патрубков дадут возможность предупредить катастрофические разрушения целостности металла и гофр.
Если площадь дырки не превышает размера булавочной головки, смело берёмся за ремонт собственными силами. Дыра размером более монеты, продольная трещина потребуют большего внимания.
Но для умельца нет преград. И с этой бедой справимся, усилив холодную сварку подложкой. Прореха на приёмной трубе коллектора требует немедленных мер, пока она мала. Прозевали – всё равно обойдёмся без автосервиса.
Как заклеить выпускной коллектор
DarkWing [GB]
[7584] 28.12.2011 12:24 Джентльмены — такая задача:
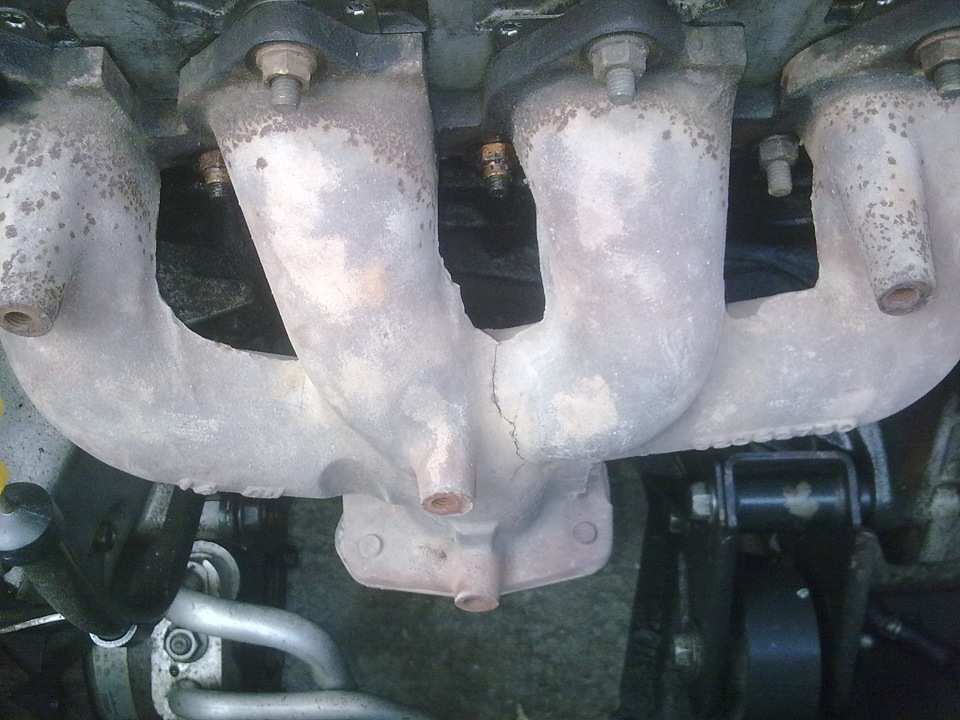
Появилась в выпускном коллекторе дырка (обломилась у основания заглушенная металлическая трубочка. диаметром мм 5-6).
Подлезть и как-то заварить — нереально. Там только почти вслепую можно одной рукой пальцами дотянуться.
Пока-что я ее замазал поксиполом, но, судя по появившемуся запаху, — ненадолго.
Есть какие-нибудь замазки термостойкие или что посоветуете? Последний раз редактировалось DarkWing [GB] 31.12.2011, всего редактировалось 1 раз. _________________ Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
[7584] 04.01.2012 23:33 Дырку замазал. Держится отлично.
Но новая напасть — ниже выпускного коллектора (где четыре трубы сходятся в одну) обнаружилась широкая щель между деталями-трубами — и оттуда теперь выхлопом сифонит.
В сервис не предлагать — денег нихуа нет. _________________ Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.
[486] 12.01.2012 00:29 Штаны по-хорошему должны быть из чугуна. Чугун конечно варится, только стоит ли?
Чем замазал в итоге? Что за машина? _________________ Изображение Ремонт, тюнинг и обслуживание AEG и GBB Ремонт АКБ Li-Po.
Dimon писал(а): «Штаны по-хорошему должны быть из чугуна. Чугун конечно варится, только стоит ли?
По своему опыту рекомендую смотреть в сторону разборок и искать нормальную деталь + огнетушитель поближе держать.
Чем замазал в итоге? Что за машина?»
Тоже замазал всю щель Термо-сталью, чем выше предлагали. Пока держится.
Остался маленький недомазанный кусочек, на днях замажу. _________________ Ты будешь визжать как тучка, когда пчелы решат, что ты не медведь.


Тонкости ремонта глушака автомобиля: можно ли замазать или заделать дырку?
Если нет возможности заказать пескоструйную обработку глушителя и патрубков, места выхода газов зачищаются грубой наждачной бумагой, металлической щёткой с запасом по площади.
Cоветуем проверить проблемные участки с активным ржавлением.
Растворителем обезжиривается место ремонта.
Устранение малоразмерных трещин и отверстий:
- Продольные трещины засверливаются по краям сверлом Ø 3 для снятия внутреннего напряжения металла.
- Смешивание состава производится непосредственно перед герметизацией.
- Повреждения до Ø10 надлежит укрыть слоем 5–7 мм с опорой на целый металл 8 мм по периметру.
- Выдержать 4 часа, постепенно прогреть узел до рабочей температуры.
- Пузырение клеящего слоя сигнализирует о нарушении технологии подготовки поверхности. Требуется повторная очистка, обезжиривание, просушка и клейка.
- В малые отверстия выходного коллектора рекомендуется ввернуть саморез сквозь слой холодной сварки.
- Заплаты узлов, испытывающих давление, фиксируются хомутами для обеспечения механической прочности.
Бандажи и ленты
Одно из распространенных решений для быстрой реанимации глушителя — это бандажная лента. Она позволит временно отремонтировать деталь, поэтому считать данный метод полноценным восстановлением нельзя. Однако в качестве терапевтической меры вполне сойдет, тем более, если у владельца машины пока нет средств для осуществления капиталки.
Лента-бандаж — это широкая гибкая полоса, которую на стадии изготовления пропитывают эпоксидным или силикатным клеем. Она ставится поверх разрушенных участков, тем самым, закрывая дыры, сколы и трещину в глушителе. Лучшие образцы изделия оснащаются дополнительной проволокой, чтобы фиксация на первых порах была значительно надежнее. После того как клей схватится, проволоку можно снять.
Таким образом, ленту используют для восстановления глушителя, т.к. она способна:
- закрывать трещины и другие пустоты, образованные из-за механического воздействия и коррозии;
- упрочнять элементы, давая им защиту противостоять ржавлению;
- предупреждать поломки в дальнейшем.
Используя ленту, вы сами можете легко заклеить глушитель. Следуйте нижеописанной инструкции, последовательно выполняя шаги:
В течение одного часа клей высохнет. Через каждые 10-15 минут разравнивайте ленту руками, чтобы при затвердевании она не изменила форму. На полную полимеризацию уйдет примерно 24 часа, после чего можно снять проволоку.
Альтернативные методы
Ниже приведены дополнительные способы восстановления глушителя без сварки:
- смешать цемент, клей и герметик — более всего подойдет для починки полукруглых частей выхлопа;
- использовать 0,6-миллиметровую по толщине металлическую заплатку — фиксируется она с помощью хомутов или саморезов, а ее размер должен быть таким, чтобы перекрывать не только трещину, но и некоторую площадь вокруг;
- нанести на повреждение высокотемпературную шпатлевку.
Иногда повреждения выхлопной трубы приобретают обширный характер. В этом случае, когда надо заделать многочисленные отверстия или одну большую трещину, пусть даже сваркой, совершенно не имеет смысла. Остается только полностью заменить элемент. Эту работу тоже можно провести самому или обратиться в автосервис.
Экспресс-ремонт в пути
Герметик для ремонта глушителя в тюбике оптимален для стационарных условий ремонта, где есть возможность качественно очистить место наложения заплатки, изготовить ее саму с помощью ножниц по металлу или болгарки, аккуратно закрепить саморезами и т. п. В полевых условиях подобное затруднительно, да и в гараже не у каждого есть необходимый набор расходников и инструментов. В этом случае на помощь придет специальная ремонтная лента – высокотемпературный бандаж для глушителей DoneDeal DD6789. Эта необычная «изолента» позволяет быстро и качественно отремонтировать прогоревшие глушители и любые трубы, работающие при температуре до 650 градусов и давлении до 20 кг/см 2 .

Несмотря на то что, согласно инструкции, место ремонта с помощью высокотемпературной ленты DoneDeal DD6789 нужно предварительно тщательно очистить, а в идеале – даже обезжирить, в полевых условиях комплект DD6789 можно использовать прямо как есть – без дополнительных инструментов, материалов и смотровой ямы. Внезапно возникший в дороге свищ можно заделать, даже просто заехав колесом на высокий бордюр, чтобы обеспечить доступ к днищу автомобиля!
В набор DD6789 входит рулон ленты и одноразовые защитные перчатки, но сперва ленту нужно подготовить – залить пакет с ней водой и слегка размять содержимое для лучшей пропитки. Приобретшую эластичность и липкость полоску просто наматывают виток к витку на поврежденный участок трубы выхлопного тракта или банки. При температуре около 25 градусов отвердевание наступает через 30–40 минут, и в дальнейшем место ремонта выдерживает разогрев до 1400 градусов.

Другие способы
Как одну из мер восстановления целостности кожуха глушителя без применения холодной сварки используют стеклоткань. Бандаж из слоёного материала защитит обширные участки ветхого глушителя. Скрепит слои ткани между собой и удержит на кожухе эпоксидный клей на основе силикатов.
Термолента несёт на одной стороне клеевой состав. Первичная прочность достаточна. Многослойная обмотка после смачивания приобретает свойство небьющейся керамики.
Средства для ремонта выхлопной системы без сварки и замены
Выхлопная система никогда не сгнивает одномоментно, целиком и полностью. Сквозная коррозия частенько бывает точечной при сохранении толщины и прочности металла рядом с дыркой. В этом случае совершенно необязательно покупать новую трубу или банку – свищ легко отремонтировать своими руками без применения сварки, и глушитель еще послужит год-другой, а то и дольше!
Советские автолюбители знали и практиковали множество сравнительно эффективных способов ремонта глушителя – этой дорогой и дефицитной в то время детали. Разнообразные металлические хомуты, пломбы из цемента и огнеупорной печной глины, подмотка стеклоткани, превентивное сверление профилактических отверстий для стока конденсата, окраска снаружи от коррозии краской, разработанной в секретных НИИ для покрытия космических кораблей…
Сегодня глушители и все их составляющие – не в дефиците, однако стоимость их высока, и обидно выбрасывать деньги на ветер из-за одной-двух дырочек или трещин! Качественно и надежно заделать прогары в выхлопной системе без замены и сварки позволяют современные химические средства, разнообразие которых рассчитано на разные типы малых и средних повреждений.
Сварка выпускного коллектора
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
- цельнометаллические, они обычно делаются методом литья из чугуна;
- трубчатые, для их производства используются нержавеющие трубы различного диаметра.
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
- прогорает одна из труб;
- от динамической нагрузки появляются трещины на коллекторе;
- полностью отламывается патрубок.
Все эти повреждения – проблема. Для многих автомобилей процедура замены детали затягивается на месяцы – «родные» запчасти иногда приходится заказывать.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
- углерод при термическом воздействии выгорает, металл становится рыхлым;
- у чугуна высокий коэффициент текучести;
- при быстром охлаждении, из-за внутреннего напряжения, литье начинает трескаться, становится белесым, это говорит об изменении структуры сплава.
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
- предварительно разделают на всю глубину;
- края рассверливают с обеих сторон;
- кромки сглаживают под углом 30°.
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
- легированные сплавы в области рабочей зоны подвержены температурной деформации;
- никель, хром, другие компоненты при нагреве активно окисляются, это пагубно сказывается на качестве шва.
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
- используя универсальный инвертор, для аргоновой сварки в режиме CD/АС TIG применяют тугоплавкие вольфрамовые электроды;
- для ручной электродуговой сварки нужны жаростойкие присадки марки ММА с рутиловым покрытием;
- для полуавтоматов выбирают проволоку по нержавейке, шов получается плотным, не требующим дополнительной обработки.
Холодная сварка при ремонте выпускного коллектора
Небольшие дефекты заделывают с использованием специальных клеевых составов, называемых «холодной сваркой». До нанесения смеси ремонтируемую зону необходимо обезжирить. Пользоваться клеями следует строго по инструкции. Тогда получается заплата, по физическим свойствам схожа с металлом. Такой метод удобен для устранения трещин и прогаров в труднодоступных местах. Клей – лишь временная мера устранения поломки. Под большой нагрузкой горячих отходящих из цилиндров газов латанная комплектующая долго не простоит. Клеевой состав не рассчитан на динамические нагрузки, зато отлично выносит статические. Перед приобретением клея важно изучить его характеристики.
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Секретный способ, как заварить выпускной чугунный коллектор, хватает на долго, 7 правил.

Недавно узнал один способ, который сэкономит вам деньги при покупке нового выпускного коллектора или сварке старого. Мой коллектор треснул из за этого лямбда начала моросить.
Итак по порядку, как сделать что бы сварка не лопнула и не отлетела и ваш варёный коллектор жил долго и счастливо😉
Первый закон джунглей будет таким

Второе что нужно учесть, сразу чтоб потом не бегать по соседям

Третье тоже не мало важное, я использовал на 100

Четвёртое одно из самых важных

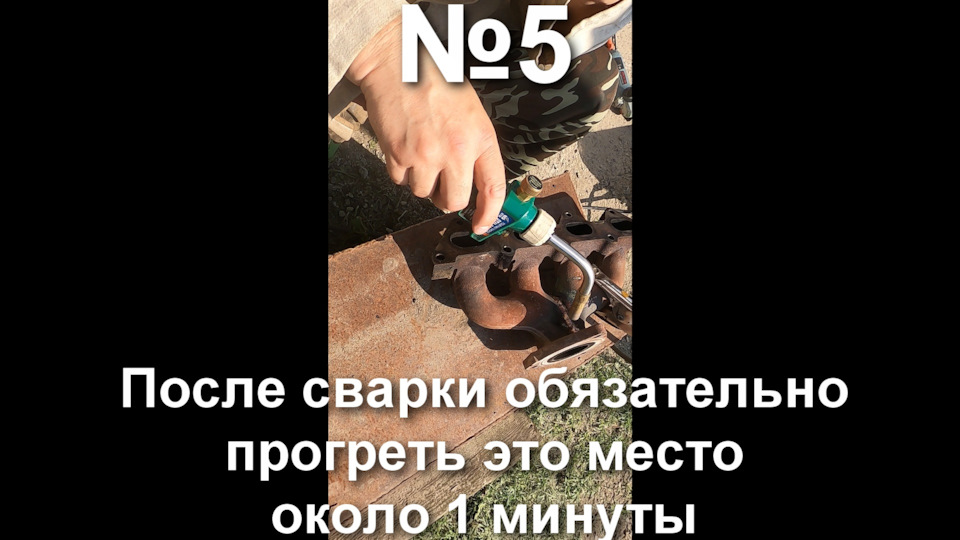
Пятое для того что бы металл охлаждался одинаково и шов не отстал сразу же
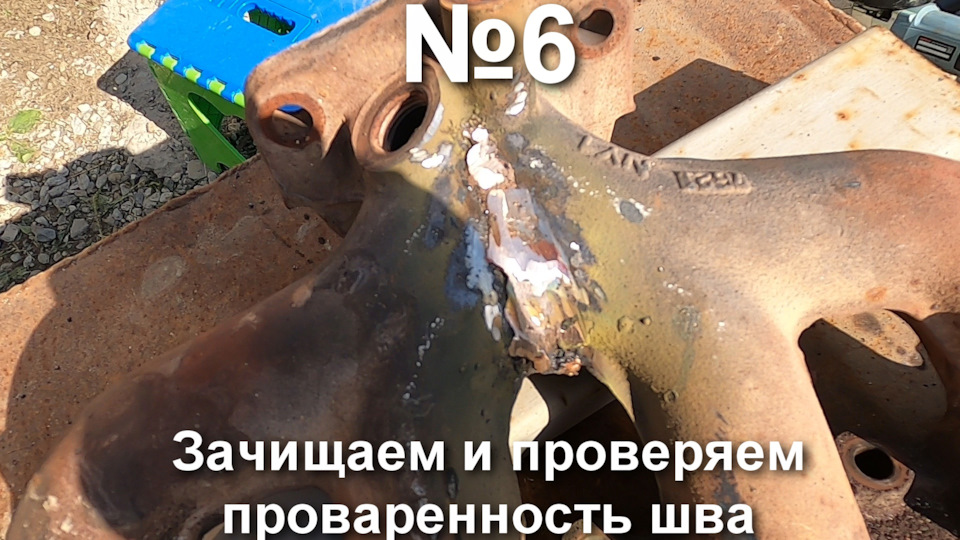
Шестой закон джунглей, отбраковка сварочного шва
И наконец последний пункт, проверка герметизации шва

Полное видео с названием электродов и объяснение почему именно эти электроды а не другие, вы увидите на моём канале по доработкам авто и экономии денег на ремонтах.
Надеюсь теперь вы поняли, что чугун можно легко заварить и ни кто не сможет доказать вам обратное! Варите коллектора правильно, всем удачи на дорогах.
Chevrolet Lacetti SW 2007, двигатель бензиновый 1.8 л., 122 л. с., передний привод, механическая коробка передач — своими руками
Машины в продаже

Chevrolet Lacetti, 2011

Chevrolet Lacetti, 2008

Chevrolet Lacetti, 2009

Chevrolet Lacetti, 2006
Комментарии 17
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

В принципе правильно описано, но что такое гАрелка?)))


Я на работу с пассата брал варить сначало автогеном нагрели потом электродом по нержавейки и все не чего потом не грели само остыло трещины не было.

Статья интересная но безтолковая((( трата времени и денег. В Киеве на Патона при усливоях рентгена трещины и самых последних устройств в том числе и аргон и толку 0. А через 15 тис км. Снова трещина😁 Потому выход покупка нового и 80тис без проблем.
А причина всему это брак самого колектора, и были письма гарантийные к дилера по поводу них. Это конструктивный недочёт соединения 2-3 выпускного канала на колекторе. Проблема в том что постоянно высокая температура в одной точке.
Потому совет не тратить время, нервы, и свои легкие)

Ну не знаю! Себе варил коллектор и уже больше 15-ти к и проблем нет! Всё на месте.
На Лачетти F18D3 ? 15 тис ;) ну ну вроде)
Если интерестно можешь снять И завести на Патона пусть глянут на рентгене его. И увидешь что сварка на месте будет а трещина будет рядом и с нагарчиком ;)
С данной проблемой с 2008 года люди пробовали бороться сваркой, но тут бац клац и заварили )))
На заводе Патона при их аппаратах заваривали и хватало на 25-30тис и снова его рвет по центру)
Да, на нем самом! Если внимательно почитать, то там написано не 15-ть лет! А 15-ть к! Значит 15косарей.
Какие 15-ть лет назад? Я тебе говорю за свой Лач! И за свой колектор! И при чему здесь ВАЗ и тд?
Ладно. Щастя, здоровля)
Специально только что сделал фото!

Катайся потом увидешь сам ) уже многие так думали. Но потом начинались глюки с лямбдой так как трещина появлялась с другой стороны;)
Если проходит 40тис то красавчик 👍
Окей! Кореш прокатал 150к, так и продал тачку😉 тогда я хз. Та же была проблема

Вов не гони, на Патона оборудование для сварки не менялось лет 40.рентген это хорошо но я не знаю людей которые каждые 10 тык его светить будут (коллектор). То что трещат это нарушение технологии сварки. Из покон веков чугун варили и все ходит. Я блок чугунный дизельный заварил со спринтера, расточили ( в 2016 году) и он ездит уже 70000 по сей день.
Да согласен но блок это блок, а вот с колектором есть нюанс ;)
Тема на форуме была и где тепловизором ещё в 2014 году снимали и показывали что самая большая температура в углу схождения канала 2-3 цылиндра. Если ездить спокойно пенсионерский стиль то новые после установки и 300тис откатывают а вот если любитель погонять особенно зимой то максимум 70тис(((
Готов дать 5 колекторов на F18D3 на сварку с гарантией 5 лет или 150ттс км. Куда ехать?
Если отходят хотя бы 100тис готов оптом привозить на сварку, и главное цена сварки 1 колектора ?
Последние ценнык был 50-70$ по Киеву в то время цена на разборке б/у в идеале 30-40$
Другой вопрос если человек варит сам и руки с плечей) тогда резон заморочится. В таком варианте согласен 100%
На разборках их нет, от слова совсем, и это ты знаешь. Лопаются они из-за забитого
катализатора на всех моторах Лачетти т Авео и это ты тоже знаешь.Тепловизор это хорошо но качество чугуна и литья может знать только рентген, а это дорого и не нужно. Стиль езды…ну такое поспорил бы. 5 коллекторов у тебя нет и это я точно знаю ( слишком хорошо тебя я знаю). Разговор ниочем. Сварка работает это факт, а вот сварщика толкового хер найдешь это тоже факт. Контакты своего разглашать не хочу уж прости
Как заварить глушитель холодной сваркой: можно ли заделать дырку?
Глушитель относится к уязвимым частям автомобиля. О появлении трещины, прогара, иной неплотности хозяина авто известит характерный резкий звук. Восстановление целостности газоотвода не терпит отлагательства: процесс разрушения имеет тенденцию ускоряться. Выход под рукой – холодная сварка для глушителя.

- Температурный режим выхлопных газов на входе в принимающие патрубки коллектора, именуемые автовладельцами штанами, близок к 1000 0 С;
- Некачественное топливо и последствия: продукты неполного сгорания;
- Конденсация влаги;
- Внешние механические повреждения.
- однокомпонентные составы, готовые к применению после разминания;
- двухкомпонентные жидкие составы;
- двухкомпонентные пластилинообразные; .
[stextbox термостойкие клеи способны выдержать тепловые нагрузки 200–1400 0 С, повышение температуры в период полимеризации упрочняет смесь.[/stextbox]
Выбор

Рекомендуем марку холодной сварки для глушителя автомобиля DONE DEAL термосталь 1400 С. Цифровое обозначение указывает на допустимую температуру. Компоненты: натрия силикат, синтетические волокна. Прочность соединению придаёт металлонаполнитель.
Титан выдержит без ущерба нагрев до 300 0 С. Поставляется в 2 видах: стержнем для разминания и раздельно – отвердитель и клей в разных баночках. По отзывам, достоинства превалируют. Стоит держать в запасе.
Abro Steel по температурным показателям уступает. Термоудар коллектора не выдержит. На глушителе послужит. Динамические нагрузки переносит, но с трудом. Не боится воды и агрессивных жидкостей. До полной полимеризации не нагревать.
Первичное схватывание холодной сварки занимает 5–20 минут. Точные цифры в инструкции. Исправления формы и заполнения допускаются до истечения срока высыхания поверхностного слоя. Через сутки герметик можно подвергать мехобработке.
Удаление излишков, испорченного герметика растворителями не всегда эффективно. Альтернатива – механическое срезание стамеской, спиливание напильником, электроинструментом.
Прочность – несомненное преимущество: холодная сварка для глушителя автомобиля без ущерба переносит механическую обработку, сверление, сохранит резьбовые канавки после метчика.
[stextbox проверить проблемные участки с активным ржавлением.[/stextbox]


Лужа под выхлопной трубой
Глушитель не виноват. Причин капели несколько:
- Низкосортное топливо – почувствуете падение тяги;
- Конденсат, выпадающий при остывании системы выхлопа, зимой процесс протекает активнее. Горячие газы плавят и выносят застывший конденсат.
Явление неприятное, чревато ржавчиной внутри глушителя, но с законами природы не поспоришь.
[stextbox вы хотите узнать больше об использовании холодной сварки, то на нашем сайте есть статьи по темам:
Читайте также: