Схема регулятора контактной сварки
Обновлено: 28.09.2024
Автоматическое электронное устройство управления высокочастотной микросваркой предназначено для сварки металлов высокочастотными токами в среде инертных газов и контактной микросварки.
Расширенные функции регулятора тока позволяют выполнять: электросварку электродами; сварку пластмасс; спайку медных проводов; контактную сварку тонкого листового металла к массивному металлу; регулирование оборотов электродвигателей постоянного тока, проводить электролиз и формовку электродов аккумуляторов и функции автоматического поддержания температуры теплоносителя.
Отличительная особенность технологии использования высокочастотного тока - качественный шов, устойчивое горение дуги, пониженный расход электроэнергии, плавное регулирование тока электросварки, регулирование скорости подачи сварочной проволоки и выбор характеристики зажигания дуги.
Введение
Смысл высокочастотной микросварки заключается в облегчении сварочного процесса, путём прожигания импульсным током высокой частоты и амплитуды поверхностно - активных веществ, обладающих высоким сопротивлением, на свариваемых металлах – масел, ржавчины, окислов.
Регулировку тока в традиционных сварочных аппаратах выполняет индивидуальный балластный реостат, служащий для получения необходимой для сварки крутопадающей нагрузочной характеристики и регулирования сварочного тока.
Значительная часть электроэнергии в такой системе расходуется на нагрев реостата.
Второй существенный недостаток классической сварки – необходимость в повышенном напряжении дуги для возникновения устойчивого зажигания.
Применение в устройстве инвертора на полевых транзисторах в качестве электронных ключей позволяет снизить сварочное напряжение, при улучшении показателей.
Электронная схема устройства микросварки автоматически формирует нагрузочную характеристику требуемого вида, за счёт обратной связи по напряжению и току.
Регулировка обратной связи позволяет выставить любой наклон нагрузочной характеристики - от жёсткой до крутопадающей.
Схемой предусмотрено автоматическое отслеживание температуры полупроводникового преобразователя и своевременного снижения тока нагрузки с целью защиты от перегрева ключевых транзисторов.
Автоматическое регулирование скорости подачи - в зависимости от нагрузки, снижает расход сварочной проволоки. Кратковременные перегрузки, вызванные залипанием сварочного электрода ограничиваются полным отключением сварочного тока, при восстановлении дуги действие сварочного тока автоматически восстанавливается, подача проволоки также возобновляется.
Работа электронного регулятора тока основана на преобразовании - с помощью ключевого инвертора, постоянного напряжения питания в импульсное с регулированием скважности.
Использование коммутаторами сварочного тока полевых транзисторов оправдано их малым сопротивлением в открытом состоянии, что не приводит к значительному перегреву и потере мощности.
Для точной установки сварочного тока в схему введён электронный регулятор, по сравнению с электромеханическим прототипом, он обладает хорошей плавностью регулировки тока, отсутствием помех, имеет небольшую массу и габариты.
Характеристики устройства:
Напряжение сети - 220 Вольт 50 Гц.
Вторичное напряжение - 12-46 вольт.
Вторичное импульсное напряжение - 68 вольт.
Ток нагрузки средний максимальный - 30 ампер.
Ток зажигания импульсный максимальный - 150 Ампер.
Ток короткого замыкания 10Ампер.
Степень регулирования тока - 1: 30.
Частота следования импульсов максимальная 23 кГц.
Мощность источника тока - 600 ватт.
Мощность импульса тока макс. 1200ватт.
Время положительного импульса тока 2-16 мск.
ПВ - 25%.
Скважность импульсов - 1,01*100.
Толщина металла 0,05-0,2мм.
Толщина электродов 0,2-1мм
Масса устройства 4кг.
К.П. Д. - 92%
Виды характеристик нагрузки: жёсткая или крутопадающая с регулировкой наклона.
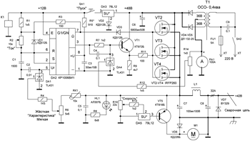
Принципиальная схема состоит: из генератора прямоугольных импульсов на микросхеме аналогового таймера DA; эмиттерного повторителя на транзисторе VT1; инвертора на полевых транзисторах VT2 –VT4; аналогового регулятора скорости подачи сварочной проволоки на элементах DA5, VT5 и трансформаторного блока питания с мощным диодным мостом VD4-VD5.
Питание генератора стабилизировано аналоговой микросхемой DA3.
Стабилизация выходного напряжения сварочной цепи реализована на отрицательной обратной связи с напряжения сварочной цепи, через усилитель на параллельном стабилизаторе DA1, на вход 5DA1 модификации схемы таймера.
Рост напряжения сварочной цепи повышает управляющее напряжение на входе 1DA1 параллельного стабилизатора, который шунтирует вход модификации 5DA2 таймера, что приводит к сокращению длительности выходного импульса генератора и уменьшению напряжения электросварки, то есть создаётся режим стабилизации напряжения на нагрузке. Требуемая для сварочных работ характеристика устанавливается резистором R6 - «Характеристика» от жёсткой до крутопадающей.
Изменение мощности в нагрузке регулируется резистором R2 – «Ток». Возможно использование регулятора в питании устройств постоянного тока мощностью не выше установленного трансформатора T1 и с учётом общего тока стока группы полевых транзисторов - VT2-VT4.
Импульс тока, возникающий при контактной сварке металлов, может достигать сотен ампер. Предложенные в таблице №1 полевые транзисторы могут не выдержать такой нагрузки в единичном экземпляре, в этом случае следует установить параллель из трёх однотипных элементов с креплением на общий радиатор. Выводы стоков и истоков соединяются каждый в общие шины с выходом на блок питания и нагрузку многожильным проводом сечением не менее 6мм.
При кратковременных перегрузках падение напряжения с сопротивления шунта гальванометра РА1 подаётся на вход 1 параллельный стабилизатор DA4, включенный в базовой цепи транзистора VT1, что позволяет ограничить токи короткого замыкания в сварочной цепи, и устранить залипание сварочного электрода.
Параллельный стабилизатор DA4 в открытом состоянии шунтирует прохождение импульсов с мультивибратора на полевые транзисторы.
Повторитель на биполярном транзисторе VT1 отрывается при появлении на базе импульса высокого уровня с мультивибратора.
Сигнал генератора дифференцируется в цепи R7C4 и усиливается по мощности транзистором VT1.
Полевые транзисторы открываются в ключевом режиме при поступлении импульсов в цепь затворов VT2-VT4. Для ускорения закрытия цепи затворов - при отсутствии положительного импульса, замыкаются на землю, через внутренний транзистор таймера 7DA2. Импульсный диод VD3 устраняет произвольное открытие полевых транзисторов через цепь R1, R3.
По возможности схему следует дополнить вентилятором от блока питания компьютера, подключив его к цепи +12В.
Контроль температуры полевых транзисторов состоит в установке терморезистора RK1 на радиатор, граничное повышение температуры приводит к снижению сопротивления терморезистора и увеличению частоты генератора сигнала на микросхеме DA2, что приведёт к снижению выходной мощности.
В крайнем нижнем положении движка резистора R2 на выходе 3 DА2 время положительного импульса генератора максимальное, при неизменной паузе - мощность сварочного тока максимальная, при положении движка регулятора мощности в верхнем положении - выходная мощность минимальная. Резистором R6 достигается желаемая характеристика и качество электросварки. Генерируемая мультивибратором частота может непосредственно подаваться на затворы полевых транзисторов, но для согласования входов полевых транзисторов с выходом 3 таймера микросхемы DА2, введён эмиттерный повторитель на транзисторе VT1 с повышенным входным сопротивлением, форма импульса на резисторе R9 повторяется с коэффициентом передачи транзистора, без изменений.
Полевые транзисторы имеют существенный недостаток - входную ёмкость, которая влияет на скорость включения и выключения транзисторного ключа. Для устранения этого эффекта - включение ключей на полевых транзисторах происходит с эмиттерного повторителя VТ1, через резистор R11 - для ограничения входного тока, с небольшой задержкой импульса. Отключение, кроме запирания тока управления закрытым транзистором VT1, ускоряется разрядкой внутренней ёмкости полевых транзисторов через вывод 7 таймера DA2. Сигнал ошибки на управляющий электрод параллельного стабилизатора DA1 подаётся с установочного резистора R6, через ограничительный резистор R4 и терморезистор RК1, с предварительной установкой переменным резистором R6 –«Характеристика».
Радиодетали
Сетевой блок питания состоит из трансформатора T1 - требуемой мощности. Подача инертного газа в место сварки, позволяет устранить окислительный процесс при сварке биметаллической проволокой без покрытия.
Клапан К1 - бюджетный, установлен на трубопроводе подачи инертного газа.
Конденсатор фильтра С6, большой ёмкости, снижает потребность дополнительной мощности при пиках потребляемого тока.
Конденсаторы С5, С7,С8 устраняют помехи преобразователя тока под нагрузкой, и совместно с дросселем L1 устраняют понижение напряжения в промежутках между импульсами, предотвращая разрыв сварочной дуги. Для контроля наличия выходного напряжения служит светодиод красного свечения HL1.
Силовой трансформатор Т1 состоит из двух типа ОСО-0,4 или ТС320. Корпус трансформатора легко разбирается, все вторичные обмотки удаляются, наматываются новые, многожильные,– общим сечением 6мм, до заполнения каждого каркаса. Обмотки включаются последовательно.
Диод VD6 защищает элементы схемы при работе коллекторного электродвигателя постоянного тока.
При размыкании сварочной цепи, энергия, созданная дросселем L1, рекуперируется в схему через диод VD7.
Силовые цепи, обозначенные на схеме утолщённой линией, соединяются многожильным проводом в виниловой изоляции сечением не менее 6 мм.
Блок управления регулятора тока высокочастотной микросварки выполнен на печатной плате размерами 110*65. На фотографии показан прототип печатной платы с расположением радиодеталей. Диодный мост с мощными диодами VD4,VD5 выполнен на отдельной плате, радиатор на диоды устанавливают размерами 50*100мм - типа флажков.
При сварке сварочной проволокой диаметром 0,6мм на полуавтомате, она подаётся в место сварки с помощью механизма состоящего из электродвигателя подачи и механизма протяжки.
Схема питания электродвигателя подачи М1 состоит из регулятора скорости на аналоговом стабилизаторе DA5 и усилителе тока на транзисторе VT4 – прямой проводимости.
В точку сварки подаётся по шлангу инертный газ. При контактной сварке потребуются круглые медно-графитовые электроды диаметром 1-3 мм. с заострённым концом для удобства сварки и зажимное устройство.
Таблица 1:
Типы и характеристики применяемых мощных полевых транзисторов
Самодельная контактная сварка + 3 в 1
Здравствуйте. Почти два года назад я начал проект контактной сварки на трансформаторе от микроволновки. Схема довольна примитивна, мощность небольшая и практически им не пользовался. Расскажу о том как усовершенствовал этот прибор. Материал довольно таки большой и частей будет несколько. Первая часть опишет схему прибора и функции. Ставим кофе и поехали
Нашел я значит трансформатор от микроволновки на 1000Вт, стоил он всего 300 рублей. Разрезал половинки и снял с него высоковольтную обмотку. В качестве новой обмотки взял обмотку размагничивания от советского телевизора. Эта обмотка содержит 175 проводов диаметром по лаку 0,5мм, а общее сечение по меди 30,36 мм кв.
Мне показалось этого сечения мало и решил добавить еще одну обмотку но поменьше, 60 проводков диаметром по меди 0,4 мм. Общее сечение 6,8 мм кв. Эти обмотки в трехслойной изоляции и они отлично подойдут
Эти обмотки улеглись как родные, но можно было бы еще вложить проводов.
Разбираю старый блок питания и извлек из него трансформатор и некоторые деталюшки о которых расскажу далее. Трансформатор по маркировке оказался тоже на 1кВт, а не как я сказал в первой статье 700 Вт

Намотал второй трансформатор. Выглядит это очень мощно и эту мощность надо сварить сваркой, но пока для проверки склею половинки эпоксидной смолой
Через 7 часиков высыхания примерил трансформаторы в корпус и они очень четко туда ложатся.
Перехожу к самой тяжелой работе, а именно очистить от лака 470 проводков. Для облегчения этого процесса обмотки нагрел на газу, пока лак немного не пустил дым. Кстати без вытяжки лучше этого не делать
А после нагрева перешел к очистке наждачкой. Посмотрите сколько лоскутов осталось по прошествию 1,5 часа.
Силовая часть почти готова, осталось опрессовать наконечники и соединить между трансформаторами мелкую обмотку. Опрессовывать буду латунной трубкой диаметром 16 мм толщиной метала 1,5мм. Эта трубка идеально встанет, но покажу это в конце статьи, сейчас же пора перейти к управляющей части
Поскольку эта контактная сварка, она должна уметь регулировать время сварки для плавки разных толщиной металлов. От спайки аккумуляторов до спайки листового метала. Хотел заказать готовый модуль с Китая, но ждать месяц да и не спортивно это, поэтому соберу сам.
За основу схемы возьму схему которую видел на ютубе от какого то китайского мастера.
Плюс схему доработаю своими режимами. Подробно рассказывать по какому принципу работает смысла не вижу, и так ясно что время включения силового реле зависит от время разряда конденсатора. А доработанная схема выглядит так
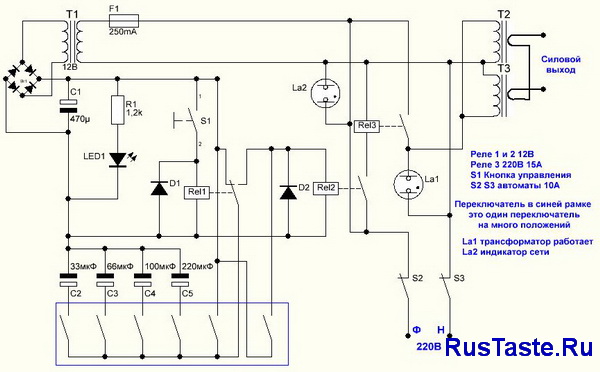

В этой схеме добавленна функция включения трансформаторов от кнопки на столько времени, сколько будет она нажата, а так же постоянное включение независящее от кнопки управления
Вся схема разместиться на плате блока питания от какого то обогревателя, на борту есть трансформатор на 12 в а так же место под релюшки. На фотке плата уже очищена от лишнего
После установки всех компонентов плата совсем поменяла свой внешний вид. Установлены разные типы реле, одно взято из автомобиля, так что получилось все очень громоздко, но компактно, учитывая что плата в ладони вмещается. Емкости задающие время установлены на самом переключателе. Переключатель тот же что и стоял в первом варианте, это переключатель на 9 положений вроде с осциллографа С1-20

Ну и пора подключиться проверить все ли работает
На этом будет окончание первой части. Есть некоторые ограничения, поэтому извиняйте.
В следующей части небольшой тест на плавку и сплавку, установка в корпус. Если интересно, что будет дальше, подписывайтесь скорей на обновления в Контакте или Одноклассниках и первым будете в курсе
С ув. Эдуард
p.s. В статье упомянул о плате управления для точечной сварке.
Эта плата работает с нагрузкой 40А при 220В. Регулирует время сварки от 20 миллисекунд до 1 секунды , а так же регулирует заполнение импульса от 30 до 99%. Стоит такая плата 650 рублей, ознакомиться с платой можно здесь
Таймер для контактной сварки

Когда то я озадачился созданием точечной сварки своими руками для соединения аккумуляторов 18650. Сначала был собран таймер на 555, потом на микроконтроллере pic16f628a. Для него была написана самодельная прошивка, управление энкодером с нажатием, от 0.01 сек до 10 сек и до 10 импульсов. Но этот аппарат точечной сварки давно продан и мне нужно было чем то сваривать аккумуляторы 18650. Для этого на aliexpress был заказан этот таймер за 11.14$ или около 700 российских руб.
Приехало чуть быстрее чем за месяц.
Посмотрим что он из себя представляет.
Что такое контактная сварка?
Берем большой транс, чтоб пробки в квартире не выбивало (от микроволновки например). Срезаем вторичку, первичка на 220 остаётся. Выбираем шунт. Вместо тысяч витков старой вторички запихиваем 2-5 витков толстого провода. Для сварки аккумов можно 3-5 витков сечением 35мм. Для более толстых пластин и проволоки 2 витка сечением 70-120мм. Оконцовываем толстые проводки. Крепим к концам провода электроды в зависимости от задачи. И если подать на первичку транса 220 вольт, то во вторичке пойдет ток в районе 1000А, который разогревает место контакта электродов с металлом. Если это толстое железо или проволока то выдержка обычно большая, несколько секунд и можно просто подавать 220 вольт на транс через автомат или любым другим ручным методом. Если же варить круглые литиевые аккумы, то там тонкие пластины 0.1-0.3мм и нужны очень короткие выдержки, при этом они должны быть одинаковыми для повторяемости результатов. Прожиг аккумуляторов недопустим, разгерметизация банки — банка на выброс. Вот для замены автомата или кнопки, для того чтоб точно выставить короткую выдержку и применяется этот таймер.
Для тех, кто мало представляет что это такое и с чем его едят, можно почитать:
мой прошлый обзор
или обзор от Yurok
Упаковано хорошо, картонная коробочка и внутри плата под несколькими слоями вспененного полиэтилена. Если играть коробкой в футбол то ничего не повредится.
Внутри плата с хорошего качества.
Микросехема контроллера от STMicroelectronics STM8S003F3, триггер Шмитта 74hc14d, оптрон moc3021 и pc817, симистор BTA41600B, стабилизатор lm317k диоды и прочая обвязка.
Силовой симистор желательно прикрутить на радиатор через термопасту. Можно прикрутить его прямо на корпус контактной сварки, но тогда это нужно делать через изолятор. Слюдяная прокладка и изолятор на винт крепления. Плата разделена на две части белой полосой — та часть, которая ближе к симистору, находится под опасным напряжением 220 вольт. Китайские иероглифы возле этой полосы как раз об этом говорят. Большая часть платы контактной сварки находится под низким напряжением и безопасна.
Расшифровка надписей возле светодиодов по порядку от ручек регуляторов:
— Состояние. Светит когда есть питание.
— Статус. Мигает в норме и горит когда подключено постоянное напряжение. При питании постоянным напряжением плата работать не будет.
— Педаль. Тухнет когда нажата педаль.
— Триггер. Светит пока открыт симистор и идет сварка.
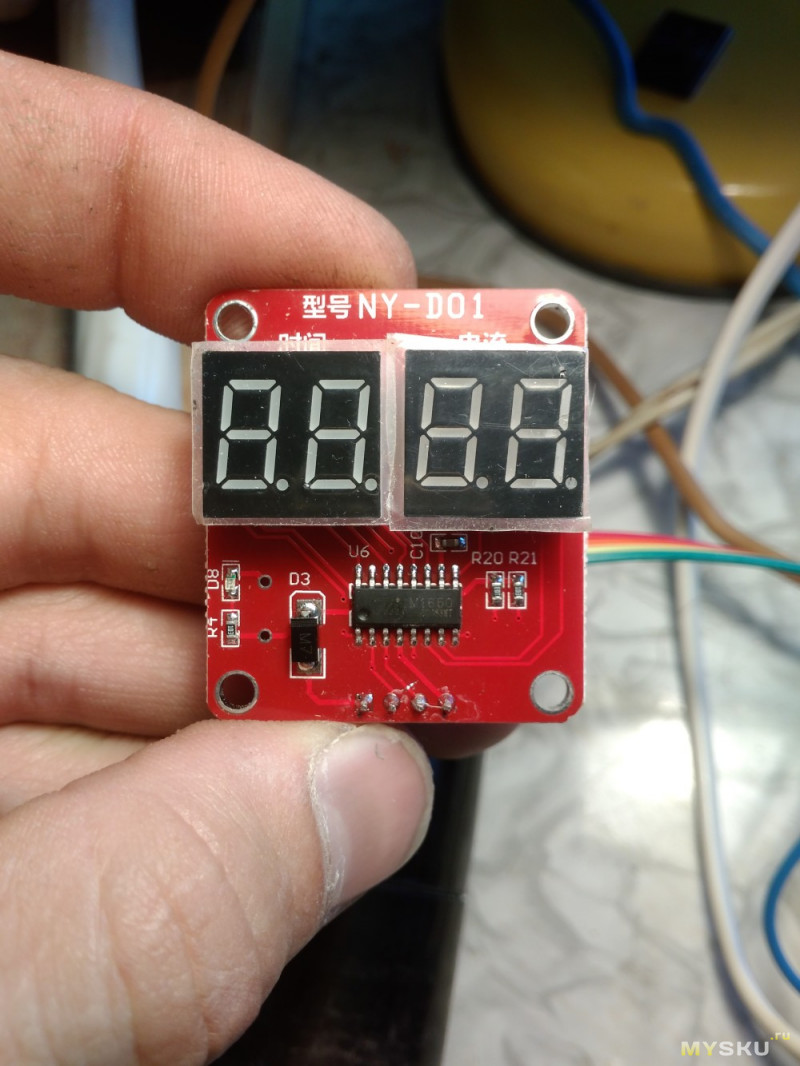
Выносной дисплей таймера для точечной сварки содержит несколько светодиодных семисегментных индикаторов, драйвер LED семисегментного индикатора TM1650, и обвязку к нему.
Для работы контактной сварки кроме этой платы таймера нужны:
— Питающий трансформатор на переменное напряжение 9-12в. От постоянки плата не работает. Не видит импульсы сети. Должен мигать второй слева светодиод, от постоянки он не мигает. Большая мощность трансформатора не нужна, от него питается только логика. Зарядка от сотового не подойдет. Готовый подходящий транс есть у этого же продавца. Нужно выбрать версию 220в, стоит меньше 6$ или 370 руб.
— Педаль или кнопка. Что то, что будет замыкать контакты на плате. Нормально разомкнутая.
Готовая педаль от продавца стоит примерно столько же.
— Трансформатор контактной сварки. Силовая часть то есть. Ну если вы интересуетесь такой платой то наверное знаете что это такое. Это трансформатор с первичной обмоткой на 220В и вторичной на низкое напряжение (1-6В) и большой ток (100-1000А). Этот ток и варит.
Этот таймер коммутирует первичку, то есть дает напряжение на первичную обмотку силового трансформатора сварки. Аналогично вместо этого таймера можно поставить просто выключатель — при включении выключателя сварка будет варить, пока включен включатель. Но для сварки аккумуляторов 18650 нужен очень короткий импульс (0.01-0.1 сек), иначе прожигается металл аккумулятора. Так же нужно постоянство результатов, то есть все выдержки точечной сварки должны быть строго одинаковы. Такие условия — выдержки в доли секунды и повторяемость выдержек — невозможно реализовать вручную, по этому я купил этот таймер точечной сварки.
Педаль и транс есть у этого же продавца, силовой трансформатор для точечной сварки можно взять от микроволновки или больший по размеру. Трансформатор тяжелый, с китая заказывать дорого. Можно поискать нерабочую микроволновку или старую на барахолке за малые деньги. Или спрашивать в мастерских по ремонту бытовой техники.
Работа таймера:
Подключаем трансформатор питания (переменка 9-12В) и педаль к соответствующим клеммникам, провода, идущие на силовой трансформатор микроволновки, припаиваются. На плате две ручки — левая для регулировки выдержки времени сварки, правая для регулировки тока. На выносном табло видно цифры, аналогично показывающие слева — выдержку времени и справа — ток. Выдержка времени сварки регулируется от 1 до 50, 1 это один период сети то есть 0.02 секунды. То есть таймер может задавать выдержки до 50*0.02 = 1 секунды. Ток сварки регулируется от 30 до 99.
При нажатии педали микроконтроллер отслеживает напряжение в сети 220 вольт, при пике или нижней части синусоиды дает сигнал на симистор. Пока открыт тиристор, идет ток через первичку сварочного трансформатора и идет сварка. Плата срабатывает как электронный выключатель, ключ.
При значении времени 1 на дисплее и значении тока 99 таймер включает симистор на 20 мс, на один период сети. Если нужно меньше, то можно уменьшить ток правым регулятором и контроллер откроет симистор не на полную синусоиду, а только на ее часть.
Я снял осциллограммы с вторичной обмотки сварочного трансформатора на разных значениях тока и выдержках, их можно увидеть на фото ниже:
мой осциллограф не супер качества, любительский, по этому привожу фото с отзывов али — как это должно выглядеть на экране осциллографа:
Смысл регулировки тока в том, что если трансформатор слишком мощный для сварки аккумуляторов 18650 и прочих похожих, а выдержка времени в 0.02 сек слишком большая и прожигает пластину или аккумы, то можно еще понизить ток — импульс станет слабее и аккумуляторы не будет прожигать.
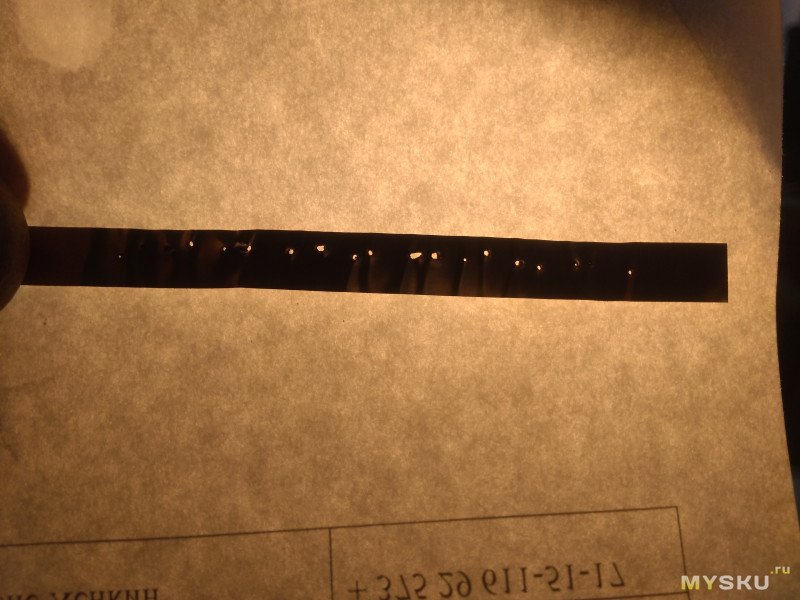
Я попробовал варить пластину никеля на выдержке 1 и токах от 30 (самые правые) до 99 (левее) результат явно виден. Это можно увидеть на фото ниже.
Пластина шириной 8 мм, толщина 0.15 мм.

Последние две пробы сварки я пробовал сделать на большой выдержке и малом токе. При выдержке 10 и 30 и токе 30 — пластина греется, даже меняет цвет но не приваривается. Для сварки тонких никелевых пластин лучше короткий импульс большим током чем длинный импульс но с слабым током.
Последние точки слева, одна из них сквозная, сделаны как раз на выдержках 10 и 30 и малом значении тока сварки 30.
Все это можно наглядно увидеть в видеоверсии обзора ниже:
В общем плата контактной сварки мне понравилась, есть 50 настроек времени от 0.02 сек до 1 сек и при этом еще 70 градаций тока. Контроллер платы отслеживает периоды сети и включает таймер в период максимума или минимума синусоиды, что гарантирует одинаковые результаты сварки и отличную повторяемость сварки аккумуляторов 18650.
Рекомендую этот таймер для создания точечной сварки из микроволновки своими руками.
Если же необходим более мощный сварочник, споттер для сварки машин то у продавца есть этот же таймер с более мощным симистором на 100А, это будет дешевле, чем покупать отдельно симистор на 100А и плату.
Читайте также: