Схема сварочного аппарата helper
Обновлено: 18.05.2024
Теперь можно снять основные параметры работы инвертора PROFHELPER PRESTIGE 210 A.
Внимание!
Эти измерения и осциллограммы могут пригодится при ремонте сварочного инвертора PROFHELPER PRESTIGE 210 A.
Ремонт сварочных инверторов PROFHELPER и других производителей.
Описание
Технические характеристики
- Вес, кг 4
- Max ток, А 140
- Min диаметр электрода, мм 1,6
- Продолжительность нагружения, % 60
- Max диаметр электрода, мм 4 –>
Инструкция по эксплуатации
Производитель на свое усмотрение и без уведомлений может менять комплектацию, внешний вид, страну производства и технические характеристики модели. Убедительная просьба проверяйте характеристики модели на сайте производителя.
Информация о производителе
Осенью 2007 года российскому инструментальному сообществу на международной выставке INTERTOOLS был представлен новый бренд сварочного оборудования ProfHelper. Была начата реализация проекта по объединению товаров из различных сегментов сварочного рынка под единой торговой маркой. Опираясь на многолетний опыт продаж мировых брендов, за основу базового ассортимента были взяты наиболее успешные модели. Скрупулезно, в течении нескольких месяцев, были отобраны производства, на которых предполагалось производить товары под торговой маркой ProfHelper. Важнейшим критерием этого отбора стало наличие у производства сертификата ISO 9001, регламентирующего управление качеством (менеджмент качества) на предприятиях.
На данный момент под торговой маркой ProfHelper выпускаются две модельные линейки сварочных инверторов: Prestige и DaVinci, линейка сварочных полуавтоматов EuroMig, аксессуары для сварки, сварочная проволока для MIG-MAG сварки, порошковая проволока (FCAW), сварочные электроды, линейка зарядных и пускозарядных устройств Invik и EuroStart для зарядки автомобильных аккумуляторов и запуска автомобилей в холодное время года. Всего насчитывается более 100 позиций!
Торговая марка ProfHelper ставит перед собой задачу охватить один из широких сегментов рынка – бытовую и полупрофессиональную сварку. Новейшие технологии, демократические цены и высокое качество сделало бренд ProfHelper невероятно популярным. А наличие в предлагаемом спектре зарядно-пусковых устройств говорит о планах развитии бренда и в других областях инструментального сегмента помимо сварки.
Принцип работы сварочного инвертора

В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к "мясу", а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа. Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.

Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).

Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С 0 . Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I ) – 35А, обратное напряжение (VR) – 800V.

После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата. В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.

Инвертор.
Схема инвертора собрана по схеме так называемого "косого моста". В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.

Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.

Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами. Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr of your page –>
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Ремонт и модификация сварочного инвертора Prestige 164
гараже для мелких сварочных работ. После транспортировки на дачу, при его работе, произошло КЗ и как оказалось, из - за дефектов сборки. Простая замена неисправных элементов к успеху не привела , СА коротил после короткого времени работы.
В рекомендациях по ремонту в Интернете предлагали менять трансформатор развязки Т1. (Автор предположил, что после КЗ материал магнитопровода Т1 стал, или уже был, магнито-мягким . В дальнейшем это подтвердилось ). Решил, автономно размагнитить Т1, путем подачи переменного тока 50 Гц по схеме (220В-ЛАТР-ТР220/12-ЛН12В/20Вт от 0 до 1,5А и до 0 ) т.о. произвел несколько циклов размагничивания Т1, эквивалентная индуктивность первичной обмотки Т1 оказалась, примерно равной 0,3-0,4 мГ с магнито-мягким магнитопроводом. (прим. Трансформатор из схемы не выпаивался).
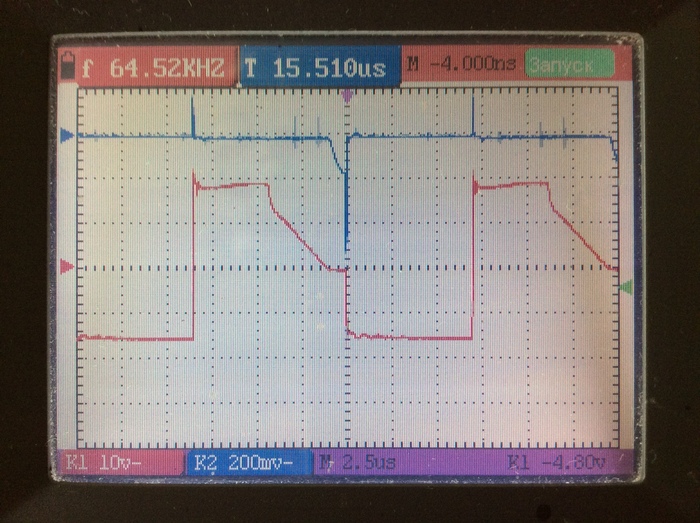
Еще раз произвел замену несправных элементов. После включения СА через ЛН 220В/300Вт обнаружил нагрев радиаторов силовых ключей. Осциллографирование показало наличие положительных импульсов на затворах ключей в момент обратного хода (ключи закрыты), т.е. происходило паразитное открытие ключей в момент, когда они должны быть закрытыми. (Прим. из теории известно, что в индуктивных цепях, площади положительных и отрицательных импульсов равны)
Если рассмотреть первичную обмотку Т1 относительно +15в, то в момент прямого хода (Ключи открыты) на контакте Т1.1 напряжение -15В, в магнитном поле Т1 накапливается ЭМ энергия. В момент обратного хода (Ключи закрыты) происходит отдача ЭМ энергии в перезарядные конденсаторы С31 и С26, при этом напряжение ограничивается диодами D24,D22 на уровне +20В, после этого начинается разряд и возможен перезаряд емкостей (+ок20нФ) затворов силовых ключей через индуктивность Т1 (+Сз и L1 образуют колебательный контур Т=2π√LC).
Примечание: Величина индуктивности Т1 крайне важна для накопления достаточного количества ЭМ энергии для перезаряда емкостей затворов (с + на -) силовых ключей, в момент закрытия ключей (Чем больше L тем меньше ЭМ энергии. При малой ЭМ энергии, амплитуда положительного импульса Т1.1, в режиме ХХ, будет меньше 20В).
Целью данной работы является предложение схемы - блока шунтирования перезаряда емкостей затворов при закрытых ключах (См.Ч10) ).
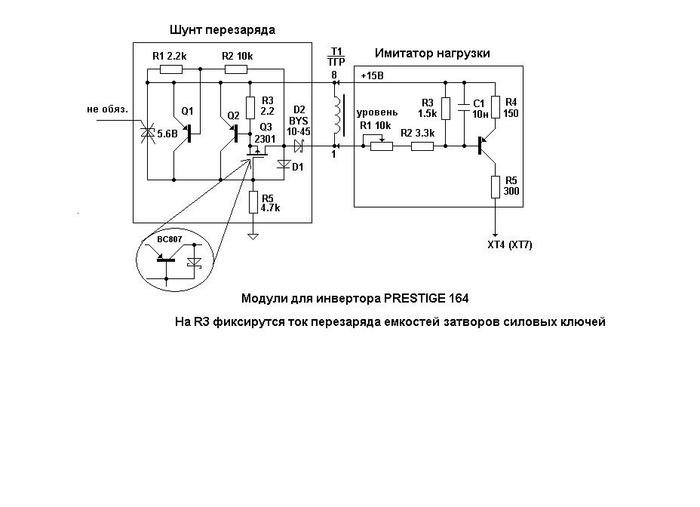
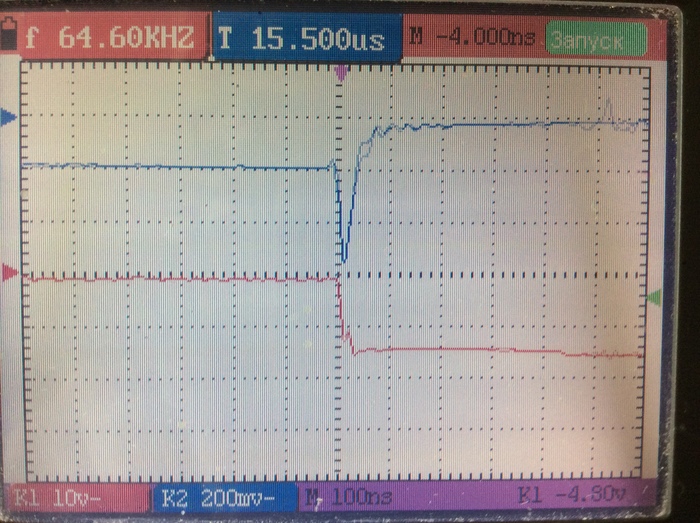
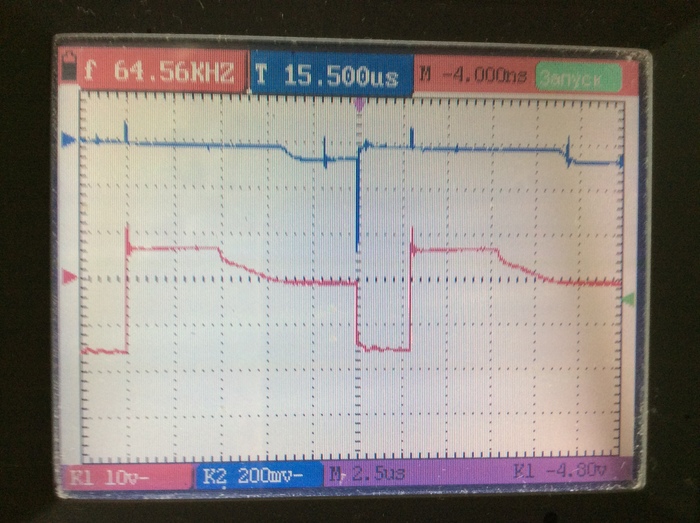
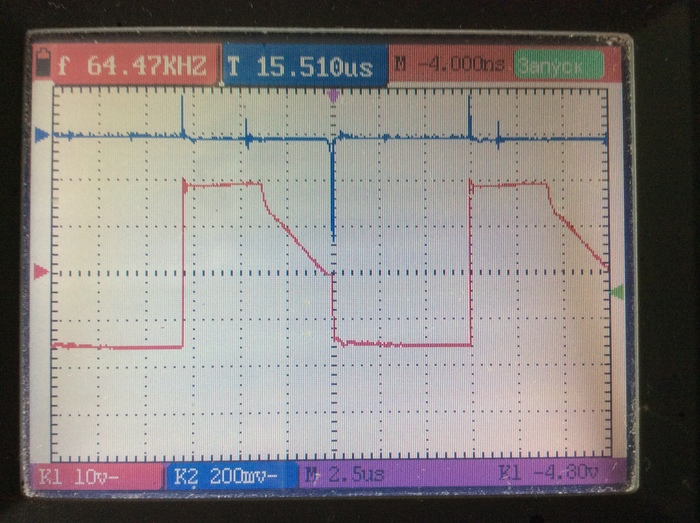
Ток перезаряда не более 100мА (см.Ч13…17. Верхняя осциллограмма - напряжение на R3, нижняя –на Т.1.1), этот ток, через диод D2, транзистор Q3 и резистор R3 замыкается на +15В, создавая падение напряжения на всех элементах не более 1В (напряжение открытия ключей ок. 5В). При появлении напряжения -15В на Т1.1 транзистор Q3 закрывается. В переходной момент ток шунтирования ограничивается уровнем 300мА см. Ч17 (схема ограничения тока транзистора Q3 –элементы схемы Q2, R3).
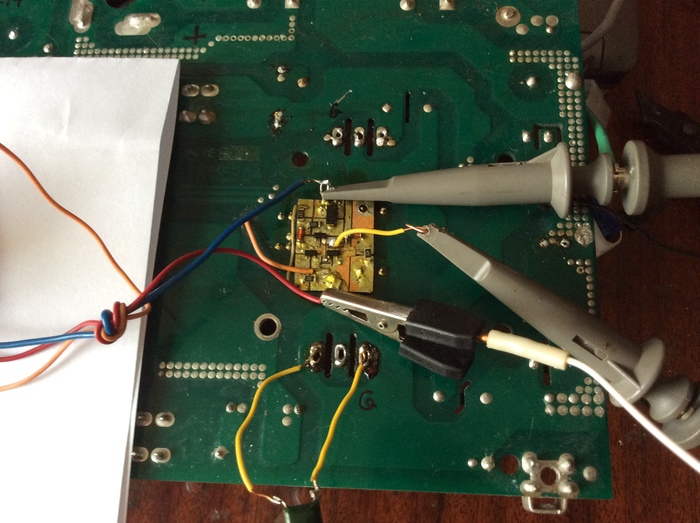
Плата шунтирования впаивается непосредственно к выводам 1,6,8 трансформатора Т1 см. Ч12. Перед исследованием силовые ключи были выпаяны, а затворные емкости имитировались внешней емкостью 20нФ одного ключа хт20,хт18. На конденсатор С18 подавалось постоянное напряжение 24В от внешнего источника в соответствующей полярности.
2.Далее, исходя из особенностей композитных полевых ключей, которые при определенных условиях могут самовключаться, учитывая, что самовключение мало вероятно одновременно двух ключей, предлагается схема автоотключения ШИМ (U1) устройства при КЗ одного из ключей (см. Ч20).
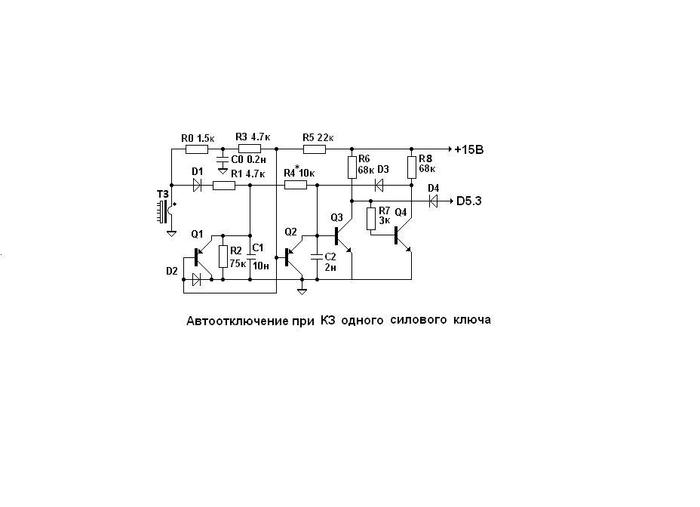
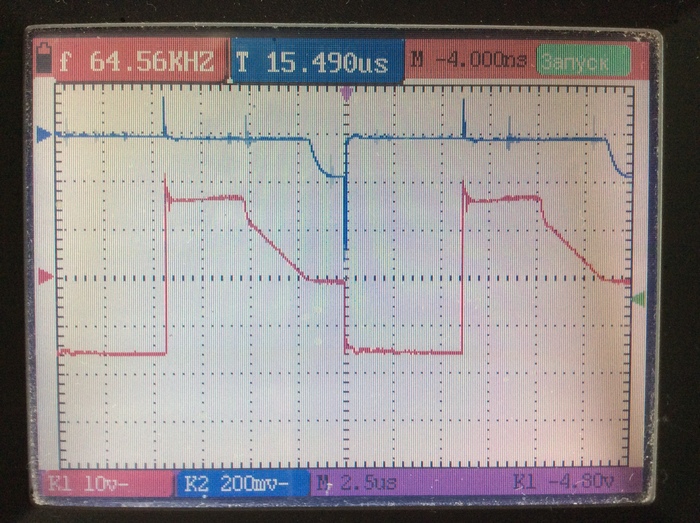
При нормальной .работе на первичной обмотке силового трансформатора Т3 формируется знакопеременное напряжение (см. Ч24). Но, ежели, в момент прямого хода, один из ключей закоротится, то при обратном ходе обмотка трансформатора будет закорочена через диод обратной перекачки D14илиD31 и обратное напряжение будет очень малым. Этот факт используется в схеме автоотключения.
Для получения управляющего сигнала на боковой магнитопровод силового трансформатора наматывается 2 витка изолированного провода которые подают сигнал в соответствующей полярности на схему автоотключения. Во время прямого хода конденсатор С1 заряжается до 1..1,2В ( определяется стабилизирующими свойствами р-п переходов транзистора Q1и диода D2). В момент обратного хода, если величина отрицательного импульса достаточна, конденсатор С1 и также С2 разряжаются. Фильтр нижних частот (R0,С0) защищает цепь разряда от импульсных помех. Если же, разрядный импульс отсутствует или мал, то конденсатор С2 зарядится до напряжения открытия транзистора Q3 и триггерная схема Q3-Q4 «опрокинется». В результате срабатывания триггера, генератор ШИМ блокируется и загорается светодиод «ПЕРЕГРУЗКА». Состояние перегрузки будет до снятия напряжения питания СА и разрядки внутренних емкостей блока питания СА. В дальнейшем, питание на СА можно подавать только через ЛН 220В/300Вт. После, возможно самовосстановление работы или повторное отключение СА. (Данный режим детально не исследовался в силу отсутствия факта).
Примечание. Фактически, исследуемый СА включается через ЛН 220В/300Вт. ЛН эакорачивается через контакты 3х фазного реле с 5А контактной группой. Контакты реле включаются параллельно. На момент сварки, реле включается кнопкой на ручке держателя электродов сварки. Для безопасности, необходимо соблюдать фазировку, чтобы на проводах управления не было прямой фазы.
3. Дополнительно был установлен датчик температуры радиатора на радиатор одного из силовых ключей см.Ч3.2. За основу датчика взят герконовый противопожарный датчик с температурой срабатывания около 600С. Тепловые кольца датчика аккуратно обрезаются, его магнитная часть с помощью медного хомутика соединяется с жестяной полоской с пазом в средней части. Паз в полоске служит для перемещения датчика, чем регулируется его чувствительность. Датчик теплоизолируется от внешней среды (Ватный тампон). Датчик электрически последовательно соединяется с датчиком ST1 силового трансформатора Т3.

4.В качестве источника питания был использован внешний безтранформаторный преобразователь напряжения(50Гц) ≈220В/=12В/0,2А, который подключался непосредственно к конденсаторам С21,С22 блока питания СА. Чтобы не нагружать стабилитрон D36, его надо выпаять.( D36,R55,R37 можно использовать в других целях).
Ремонт модуля S20609 в инверторных сварках
В некоторых моделях сварочных инверторов, например Helper Prestige, ProfHelper, BestWeld и др., принадлежащих к условному семейству TECNICA устанавливают залитый эпоксидным компаундом субмодуль блока управления S20609.
О его ремонте и пойдёт речь в статье, ниже…
Многие люди, особенно из глубинки, по разным причинам испытывают трудности с приобретением таких субмодулей, вышедших из строя. В то же время, при определёных навыках, отремонтировать такой субмодуль не составляет трудности.
Вот и я недавно столкнулся с такой проблемой. У товарища вышел из строя субмодуль БУ с 15-ю
выводами (в зелёном компаунде) на его сварочном аппарате Helper Prestige-180A (на 100% клон одного из аппаратов фирмы BestWeld).
Ждать две недели новый субмодуль товарищ не мог («горела» его стройка), мне пришлось
ремонтировать этот субмодуль.

Аккуратно убрал компаунд, выпаял с платы все детали, замеряя попутно их номиналы.

Чтобы не париться с написанием принципиальной схемы, взял за основу подобную схему в одной из тем.
Принципиальная схема суббмодуля

Нумерацию деталей оставил как было в оригинале, только исправил ошибки, приведя схему в
соответствие с оригиналом.

Так как некоторые дорожки на моей плате оказались повреждёными, фото платы субмодуля взял из той же темы. Платы обоих модулей совершенно одинаковые и имеют один и тот же номер -S20609, только имеют разный цвет окраски плат.
Для наглядности, на одной из фотографий, нумерацию деталей я указал прямо на них, а на другой фотографии на деталях указаны их номиналы.


Автор: Сергей Дерябин (DERSP).
Еще есть устройства, которые содержат ТТЛ-микросхемы. В ремонте этих девайсов длительная и однообразная работа логическим пробником непродуктивна. Дело в том, что в статике микросхемы часто работали нормально, а при подаче на них тактовых импульсов работали неправильно.
Например: разряд счетчика может иметь выходные импульсы такие же, как и предыдущий или последующий разряды; один из входов или выходов простых логических микросхем могут иметь обрыв или «сидеть» на одном из уровней, а в статике логика работы будет совпадать.
Изготовление стереоочков в домашних условиях.
Для просмотра 3-D изображений ( фотографий, фильмов, компьютерных игр) не обходимо иметь стереоочки. Все хорошо, только анаглифные стереоочки не купишь в любом киоске. Но если вы захотите увидеть объемные фотографии, вы можете сами изготовить красно-синие стереоочки.
Для этого вам понадобятся:
Синусоидальный сигнал можно получить обычным аналоговым способом, но существуют и цифровые способы синтезирования сигналов. При использовании цифрового синтезатора искажения не зависят от частоты сигнала, а также стабильность частоты в этом случае гораздо выше. В статье, ниже давайте подробнее рассмотрим схему и принцип действия цифрового синтезатора.
комментария 3 на «Ремонт модуля S20609 в инверторных сварках»
как вы разобрали заливку?
Прогревание паяльным феном размегчает компаунд.
Наиболее достойными веществами для растворения компаунда являются следующие реактивы (хотя компаунд компаунду рознь):
1) Пропиленкарбонат (C4H6O3). Очень хорошо растворяет различные эпоксидные связующие. Недостаток — очень летуч и ядовит. Работать под вытяжкой.
2) Тетрагидрофуран (C4H8O). Удовлетворительно растворяет смолы. Вдобавок растворяет искусственный янтарь и ПВХ пластик. Достаточно летуч и умеренно ядовит. Работать на открытом воздухе.
3) Димексид. Однако следует знать, что это водный (не более 50%) раствор диметилсульфоксида ((CH3)*2SO). В неразбавленном составе растворяет некоторые смолы и застывшую монтажную пену, а также «суперклей». (В разбавленном, «аптечном», виде — хуже). Работать можно в закрытом помещении, поскольку слабо летуч и не ядовит. Однако следует учесть, что поскольку данное вещество обладает очень большой проникающей способностью через кожу, поэтому не лишними будут резиновые перчатки, иначе можно получить химический ожог.
Спасибо за информацию.
Ваш комментарий
- НАВИГАТОР -
Ищу схему Davinci 185P WS-200

На фото 1 в 1 AIKEN WELD RANGER MWD180-5.4(скорее всего клон оного).Плата управления MMA-180 17pin. ( UC3845,LM224). У меня интернет "тормознутый", а то бы сюда положил схему(22метра).В чём проблема то?
Сгорели ключи и диоды. Нет запуска 3845. Какое напряжение питания у меня 15.2В
Напряжение питания и должно быть 15в после 7815.Начни с проверки платы управления MMA-180.Подай питание 24в от отдельного источника на анод VD7,у тебя заработают вентиляторы и зажгутся светодиоды.На 3,10,11,16 пинах должно быть 15в(1пин минус),на 2пине смотри выход ШИМ,затем на затворе и истоке IRFD110.В противном случае,выпаивай плату управления и проводи тотальную проверку ,а лучше замену микросхем и транзисторов,стабилитронов (особо обрати внимание на конденсаторы в обвязке 3845 на 4ноге).
Sla70 написал :
У меня интернет "тормознутый", а то бы сюда положил схему(22метра
Вот что получилось .
Огромное спасибо.
Может и вся схемка есть?
Удачи.
Завтра постараюсь выдрать всю схему.Так как весь ТАЛМУД весит много с фото осцилограм и описанием.
Вот выдрал.
Необходимо обратить внимание, что на вывод 1 модуля подается +310В, а с вывода 2 снимается выход, расстояние 0 целых, фиг десятых, бывает дорожки +310В просто выгорают.
Удачи.
Юр такая проблема. Подаю питание 21 В на диод Д7 , 15в подаю на R6 плата управления запускается появляется импульс. ШИМ. Включаю аппарат появляется пульсирующее питание на 20В и 15В
Всем спасибо за схемы и советы. Победил этого демона. 3 дня меня мучал с утра до вечера даже к жене не домогался, она уж хотела ВУКУ ВУКУ покупать не успела. Причина была простая вылетели ключи не все осталось три , и два диода 15А, а так же в одном ключе стабилитрон 18В.
Рано порадовался. Демона не долечил. Может кто сталкивался с такой неисправностью под нагрузкой вылетает диод 15А и два транзистора и сопротивление 47 ом. На холостых работает нормально. Из-за чего может быть такая проблема.
Чем дело закончилось?
Удачи
Привет Юр. Пока ни чем жду когда привезут диоды 15 амперные.
Диоды привезли! Поставил. На минимальном токе варил но идет просадка по дежурному напряжению. Слышно что вентиляторы слабо вращаются. Увеличил ток и все опеть вылетили транзисторы и сопротивление может еще, что пока не разбирал. не пойму где демон засел. Мужики подскажите где может быть проблема.
Все диоды и стабилитроны прозвонил рабочии.Сопротивлении тоже, транзистор тоже рабочий Или заменить их на новые. Как определить импульсы все одинаковые.
Igor2A , а чё заглохла тема-то, победили аппарат? Если победили, расскажите, что в итоге было, ведь тему будут просматривать много людей с проблемами таких же аппаратов.

Нормальный импульс , точно такой же импульс был, не помню на какой модели сварочника работает уже месяца 2.
Читайте также: