Схема выпрямителя сварочного аппарата
Обновлено: 20.09.2024
Помимо блокового преобразовывающего устройства, в конструкцию выпрямительного устройства для сварки входят:
защитные и измерительные элементы;
Вышеуказанные компоненты сварочного выпрямителя объединяются в общем блоке, при этом используется схема сварочного выпрямителя, позволяющая своими руками правильно подключить устройство.
С этой целью используется две распространенных схемы, первая принципиальная схема предусматривает подключение однофазным выпрямительным мостом – аппарат будет эксплуатироваться на 2-х полупериодах; вторая схема – для нее используется подключение трехфазным выпрямительным мостом – аппарат будет функционировать за счет 2-х токопроводящих основ.
Особенности назначения выпрямительного устройства
Данная категория аппаратов применяется как генератор электрического напряжения между двумя точками, побуждающий возникновение сварочной электрической дуги.
Похожая схема применяется в электродуговом сваривании, с использованием плавких электродов с разным видом покрытия.
С помощью сварочных выпрямителей появляется возможность работать электродами с диаметром до 1,2 мм и обрабатывать разные виды сталей своими руками.
Используя электроды со специальным рабочим покрытием в сочетании со сварочным выпрямителем, можно сваривать цветмет и различные сплавы.
Также применение сварочного выпрямителя напряжения типа ВДУ, оборудованного автоматическим источником подачи присадочного материала, позволяет своими руками работать сваркой: аргонодуговой, угольной дугой, под флюсом.
Исходя из вышесказанного, можно сделать вывод: выпрямитель используется при обработке любых металлических изделий посредством напряжения постоянного тока.
Схема функционирования выпрямительных устройств
Для функционирования выпрямительного прибора применяется следующая принципиальная схема. Сетевой или генерируемый ток подается на входную обмотку трансформатора.
При помощи трансформатора снижается стандартный показатель тока до показателя, который будет соответствовать величине холостого хода сварки.
Далее осуществляется выпрямление высокочастотного тока до стабильного показателя.
Полупроводниковый диод преобразует переменный ток в постоянный ток.
Завершающий блок поддерживает, стабилизирует готовые технические характеристики, позволяет им оставаться неизменными.
По указанной схеме может эксплуатироваться любой выпрямительный вариант устройства из ниже рассмотренных моделей, цена на них также приемлема, как и технические характеристики.
Виды сварочных выпрямительных устройств
На данный момент производство выпускает выпрямительные устройства в следующих вариантах:
Выпрямитель типа ВДМ – состоит из диодного моста, который выравнивает характеристики сглаживающего конденсатора, переменного тока и понижающего трансформатора.
Сварочный выпрямитель ВДМ применяют в бытовой и коммунальной электро-хозяйственной сфере. Основным достоинством ВДМ выпрямителей является невысокая цена.
Недостаток сварочного ВДМ выпрямителя заключается в минимальном периоде включения.
Выпрямитель универсальный многопостового типа. Многопостовые сварочные выпрямители питаются от 3-х фазной электрической сети.
При этом каждый многопостовой вывод имеет индивидуальный блок управления, конструкция которого состоит из реостата управления и ограничителя регулятора (дросселя).
За счет этого многопостовые сварочные выпрямители демонстрируют высокие вольтамперные технические характеристики.
Такой аппарат может применяться при максимально длительном режиме включения.
Благодаря этому многопостовые сварочные выпрямители используются в ходе длительных и масштабных сварочных работ.
Многопостовые сварочные выпрямители нашли свое применение на заводах по изготовлению металлических конструкций, в цехах серийного производства и на стройплощадках.
Выпрямительное устройство инверторного типа – аппарат особой категории, отличающийся оригинальностью конструкции, которая обусловлена сборкой основных узлов.
Инверторный прибор состоит из электрического фильтра, сглаживающего на порядок активное напряжение переменного тока.
За фильтром место понижающего трансформатора, который оперирует высокочастотными токами, за ним находится мост. Благодаря подобной сборке, инверторный прибор помещается в компактном корпусе.
Подобные выпрямители удобны в транспортировке, поэтому им отдают предпочтение домашние умельцы и хозяева аварийных бригад, которым приходится всегда возить с собой подобное оборудование, цена на него не слишком высока.
Как видно из вышесказанного, современное производство предлагает потребителям разные виды выпрямительных устройств для сварочных аппаратов, при этом их цена может составлять от 10 тыс. до 100 тыс. рублей.
Распространенные варианты выпрямительных устройств
Среди представленных на рынке моделей выпрямительных приборов для сварки можно выделить устройство ВДМ 1202С – отличается высоким вольтамперным свойством. 1202С используется при дуговой сварке в строительной и энергетической сфере.
В процессе сварки с помощью устройства 1202 могут использоваться любые типы электродов, как изделия постоянного тока, так и универсальные или специальные.
Устройство ВДМ 1202 по мнению специалистов считается надежным, качественным и долговечным.
Выпрямительному устройству модели 1202 все чаще отдают предпочтение профессионалы, так как возможно его применением с удвоением мощности напряжения.
Особенностью выпрямителей с удвоением мощности напряжения является возможность конденсаторов скапливать и сохранять электроэнергию.
На данный момент цена выпрямительного прибора для сварки 1202 составляет около 1000$.
Выпрямительные устройства ВДУ 506С предназначаются для сборки агрегатов дуговой сварки и полуавтоматических аппаратов, для дуговой сварки, осуществляемой своими руками с применением покрытых электродов.
ВДУ 506С в сборке с полуавтоматическим устройством используется в ходе полуавтоматической сварки с применением плавящейся проволоки в среде защитного газа. ВДУ 506С – аналог приборов типа ВДУ 506, их производство осуществлялось в Литве и на территории России.
В отличие от модели 506, вариант 506С имеет небольшой вес в 250г и меньшие габариты – 740х600х920.
В свою очередь, выпрямитель ВДУ 506 способен обеспечить сваривание простыми электродами, работу в среде защитного газа, сваривание порошковым материалом.
А также возможность осуществлять своими руками резку расплавленного металла.
Сварочный выпрямитель ВД 301 УЗ используется для поддержания электродуги при дуговой сварке, осуществляемой своими руками, для резки и наплавления металлических изделий.
Российское производство обеспечило модели ВД 301 УЗ эффективные свойства эксплуатации, ВД 301 УЗ можно использовать в различных климатических условиях.
Прибор ВД 306 М1 используют при сварке электродами с покрытием. Устройство ВД 306 М1 позволяет обрабатывать стальные детали.
Вариант выпрямительного прибора для сварки ВД 306 С1 предназначен для сварки в ручном режиме с применением постоянного тока для сваривания различного типа сталей, в том числе и коррозийно-устойчивых.
Материал, используемый для обмотки трансформатора – медь. Эксплуатируется ВД 306 С1 от 380В, на данный момент цена на выпрямительное устройство 306 достигает 300$.
ВД 313 УЗ применяется для сварки стальных изделий в ручном режиме с применением покрытых электродов. Выпрямитель ВД 313 имеет простую, но надежную конструкцию. По мобильности 313 модель конкурирует с ВД 306.
Выпрямитель сварочный ВД 313 УЗ оснащен устройством шунтового регулирования, за счет которого уменьшается период изменения сварочного режима.
Классический выпрямительный прибор ВД 401 незаменим при подаче постоянного тока сварочной электрической дуги, при наплавлении и разрезании металлов, а также применяется при сварке в ручном режиме.
Модель выпрямительного устройства для сварки ВД 401 питается от 3-х фазной сети. Конструкция состоит из трансформатора силового типа, выравнивающего блока, магнитного шунта, системы охлаждения, авто выключателя и корпуса.
Выпрямительное устройство для сварки 401 предназначено к использованию в закрытых, но вентилируемых естественным образом пространствах. Исключается использование ВД 401 во взрывоопасных помещениях.
Выпрямительный аппарат ВД-16-Ч применяется для ручной электрической дуговой сварки на постоянном токе. ВД-16-Ч имеет защитный датчик от перегрузки, а также ВД-16 может использоваться при температуре от -10 до +40ºС.
Исключается эксплуатация ВД-16 под воздействием длительных вибраций, дождя и снега, в химической среде ВД-16 тоже работать запрещено.
Назначение и нюансы изготовления диодного моста в сварочном аппарате

Оборудование
Диод представляет собой полупроводниковый агрегат с разной проводимостью, определяемой прикладываемым напряжением. Он имеет два вывода: катод и анод. Если подается прямое напряжение, то есть на аноде в сравнении с катодом потенциал положителен, агрегат открыт.
Если напряжение отрицательно, он закрывается. Такая особенность нашла применение в электротехнике: диодный мост активно используется в сварочном деле для выпрямления переменного тока и улучшения качества сварных операций.
Выпрямитель для сварки
Оборудование для сварки на переменном токе обладает существенным минусом при использовании в домашних условиях: оно провоцируют перепады напряжения в сети и помехи для работы электроустройств.
По этой причине, при проведении сварных работ своими руками, требуется выпрямитель для сварочного аппарата, позволяющий в некоторой мере сгладить мощные перепады сетевого напряжения.
Особенность выпрямителей
Многие сварочные аппараты требуют доработки, заключающейся в применении специальных выпрямителей. Для их изготовления часто применяют диоды, способные пропускать напряжение исключительно в одну сторону.
Изначально для усовершенствования сварки мастера использовали диодные схемы из четырех диодов на радиолампах. Но данная технология была слишком сложной и дорогой. В наши дни силовые диоды стали доступными по стоимости, поэтому активно используются в сварных операциях.
На заметку! Подбирайте такие электрические элементы, которые обладают высоким качеством, и следите за тем, чтобы фактический ток в цепи был меньшим, чем заданный по номиналу. Тогда аппарат прослужит без поломок максимально длительное время.

Электрическая схема выпрямителя для сварки.
Схема для такого приспособления не отличается особой сложностью: она состоит из проводников, пропускающих электрический поток и направленных в актуальную сторону.
Если быть более точным, то два элемента общей схемы соединены последовательно и направлены друг к другу, а еще два ‒ располагаются один за другим. Первые из них проводят ток в выбранном направлении, вторые ‒ не позволяют току вернуться.
Выпрямители на диодах характеризуются разной мощностью, поэтому вид электрода необходимо подбирать с учетом этого параметра. Чем выше мощность, тем более толстый электрод потребуется.
На промышленном производстве требуется применить мощную аппаратуру, которая позволит выполнять сварные соединения без каких-либо пауз. Для бытового использования подойдут менее мощные выпрямители для сварки.
Применение в сварке
Диодную схему можно собрать из отдельных диодов или приобрести монолитную конструкцию с разными параметрами. Первый вариант менее предпочтителен, чем второй. Но при сгорании одного диода не требуется менять все четыре элемента, как в случае монолитной конструкции.
Если применить такие агрегаты для переориентации сварки на работу с постоянным током, можно добиться расширения ее функциональных возможностей.
Применение выпрямителя из диодов поможет:
- устранить перебои напряжения в сети;
- упростить задачу розжига электрической дуги в условиях номинального и пониженного напряжения;
- увеличить тепловой режим при длительной работе сварочного аппарата.
На заметку! С помощью выпрямителя из диодов для сварочного аппарата можно поддерживать электрическую дугу на стабильном уровне, что позволяет повысить эстетические качества созданных своими руками сварных соединений на металлических конструкциях.
Выпрямитель для сварки собирается по мостовой схеме, но при этом важно учесть, что корпус агрегата находится под напряжением.
Поэтому при установке диодного моста на радиатор, важно изолировать агрегат от иных элементов схемы, от корпуса сварочного аппарата, соседних диодов. А это чревато определенными неудобствами для сварщика: нужно использовать более крупный по размеру корпус сварки.

Выпрямитель тока для сварочных работ.
Как следствие, аппарат получается тяжелым и громоздким.
Чтобы уменьшить габариты сварки, можно подобрать выпрямительный прибор ВЛ200 с другой полярностью, объединив полупроводники на два парных радиатора. Но еще лучше, установить в едином корпусе сварки мощные, но при этом максимально компактные диодные мосты.
Такое решение обойдется сварщику в несколько раз дешевле, нежели покупка диодов В200. Деталь по размеру не больше, чем спичечный коробок. Она имеет площадку для установки радиатора, работает на максимальном, прямом токе ‒ 30-50 А.
Важно! Если в процессе выполнения сварных работ потребовался более мощный мост, стоит воспользоваться параллельным подключением мостовых сборок. Главное понимать, что при таком решении надежность конструкции будет ниже, чем при одиночных мощных диодах.
Если говорить о схемах полупроводникового типа с устройством выпрямителя, важно отметить следующее:
- Лучшие показатели имеет трехфазная система, позволяющая использовать мощность сети до 380 В.
Ее применяют на промышленных предприятиях, где важно создать длительный непрерывный сварной процесс без пауз для соединения больших по размеру металлических деталей: ворот, контейнеров, хозяйственных металлических сооружений и т.п. - Система с одной фазой подходит для бытового использования, когда сварной процесс длится короткий промежуток времени, и нет необходимости в более длительной сварке.
Установка
Если планируется установить параллельную схему соединения диодных мостов, важно учесть некоторый разброс по параметрам каждого диода. Подбирать элементы нужно так, чтобы оставался некоторый запас прочности. Тогда можно получить компактный диодный мост для сварочного аппарата.
Диодные сборки можно разместить на одном радиаторе, но для повышения показателей теплоотдачи их монтируют через теплопроводящую пасту. Актуальное количество таких схем для выпрямителя определяется требуемым сварочным током: стандартное количество 3-5 сборок.
Проводники стоит соединять с контактами при помощи пайки, и иначе в местах контакта потери мощности, или соединение сильно нагревается. При необходимости выполнить сварные операции, выпрямитель подключается к аппарату для сварки.
Как сделать выпрямитель своими руками?
Если в наличии мастера имеются комплектующие детали, вполне реально изготовить самодельный сварочный выпрямитель. При условии соблюдения всех рекомендаций специалистов он гарантировано обеспечит процесс ручной дуговой сварки постоянным током, но потребуется применить электрод с обмазкой.

Диодный мост для сварочного аппарата.
Обмазка при расплавлении электрода препятствует проникновению составляющих воздуха в расплавленный металл сварного соединения. Без нее контакт металла в расплавленном виде с азотом и кислородом снизят прочностные свойства шва, сделав его хрупким и пористым.
Сначала потребуется выбрать или смотать своими руками понижающий трансформатор с требуемыми параметрами. Собирают трансформатор до подключения диодного моста.
Если выбран путь самостоятельного изготовления аппарата, важно правильно рассчитать его элементы, в том числе:
- параметры магнитопровода;
- актуальное количество витков;
- размеры сечения шин, проводов.
На заметку! Расчеты для изготовления трансформаторов осуществляются по единой методике, поэтому данная задача не представляет трудностей даже для малоопытного сварщика со школьными знаниями электричества.
В работе не обойтись без светодиодов: нужны они в качестве проводников тока в одном единственном направлении. Простейший диодный выпрямитель, созданный по мостиковой схеме, монтируют на радиатор с целью теплообмена и охлаждения.
Мощные диоды для сварочного аппарата, по типу ВД-200, выделяют при работе довольно большой объем тепловой энергии. Чтобы обеспечить падающую характеристику тока, в цепь потребуется включить дроссель последовательно.
Активное переменное сопротивление в такой схеме обеспечит сварщику возможность плавно регулировать сварочный ток. Далее, один полюс нужно подключить к сварной проволоке, а второй ‒ к рабочему объекту.
Электролитический конденсатор в составе схемы необходим в качестве сглаживающего фильтра для снижения пульсаций.
Выполнить намотку реостата несложно своими силами, но для такой задачи потребуется керамический сердечник и проволока из никелина или нихрома. Актуальный диаметр проволоки определит величина регулируемого тока сварной операции.
Расчет сопротивления реостата нужно проводиться учетом удельного сопротивления электрода, его сечения и общей длины.

Электрическая схема сварки с диодным мостом.
Шаг регулировки тока для сварки зависит от диаметра витков. Если правильно собрать перечисленные детали в единый агрегат, процесс сварки будет сопровождаться постоянным током. Не лишним будет и монтаж резистора, препятствующего короткому замыканию при работе.
Оно может происходить при касании проволоки о металл без зажигания дуги. Если в это время на конденсаторе нет сопротивления, он мгновенно разрядится, произойдет щелчок, электрод разрушится или прилипнет к металлу.
При наличии резистора можно сгладить разряды на конденсаторе, сделать поджога электрода более простым и мягким. Изготовление аппарата для выпрямления сварного тока своими руками позволит создавать максимально аккуратные и долговечные сварные швы.
Итоги
Диодный мост для сварочного аппарата преобразует переменный ток в постоянный, что позволяет повысить качества сварных соединений. Такое приспособление можно приобрести в готовом виде или создать своими руками, следуя советам, озвученным в статье.
Назначение, особенности и принципы функционирования сварочных выпрямителей

Сварочный выпрямитель представляет собой специальный агрегат, преобразующий электрический ток от сети в рабочее напряжение высокого уровня для проведения сварных работ высокого качества.
Использование такого оборудования облегчает работу сварщика, так как позволяет выполнять более качественные и долговечные соединения металлических поверхностей при экономии расходного материала. Рассмотрим, как устроен и работает выпрямитель для дуговой сварки.
Назначение выпрямителя
Сварка представляет собой соединение двух металлических деталей путем замыкания дуги между соединяемой поверхностью и концом плавящегося электрода сварочного выпрямителя.
Два кабеля подсоединяются к выходящим клеммам устройства: первый фиксируется на свариваемой детали из металла, на конце второго размещается держатель или горелка.
Сварочный выпрямитель.
Полярность, а также режим осуществления сварной операции определяется конкретным полюсом крепления к свариваемым металлическим частям конструкции.
Выпрямитель для сварки имеет довольно простую конструкцию. Он состоит из нескольких блоков, которые обеспечивают сварщику стабильный рабочий процесс. В итоге, на выходе можно получить постоянный ток такой силы, которая необходима для проведения сварки деталей из стали, цветных металлов.
На заметку! Такое оборудование также позволяет сварщику выполнить сварные работы обратной полярности на конструкциях из тонколистовой, нержавеющей, легированной и высокоуглеродистой стали, которые чрезмерно чувствительны к перегреву.
Выпрямители относятся к более совершенным агрегатам для работы с металлическими конструкциями в сравнении с обычными трансформаторами, поскольку обладают рядом преимуществ:
- обеспечивают постоянное горение дуги, что продлевает рабочее время аппарата;
- при их эксплуатации сводится к минимуму количество брызг расплавленного присадочного и основного металла;
- позволяют достигнуть ровной поверхности шва с микроскопическим чешуйчатым рисунком;
- повышают свариваемость цветных и легированных металлов, что существенным образом улучшает качество выполненных соединений;
- предоставляют сварщику возможность сэкономить расходные материалы при выполнении сварных работ, что снижает себестоимость готового изделия.
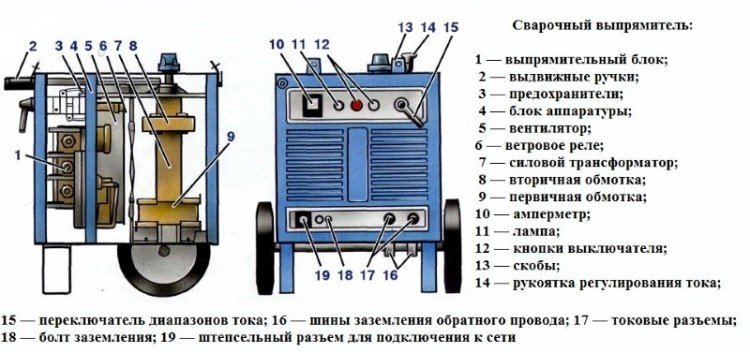
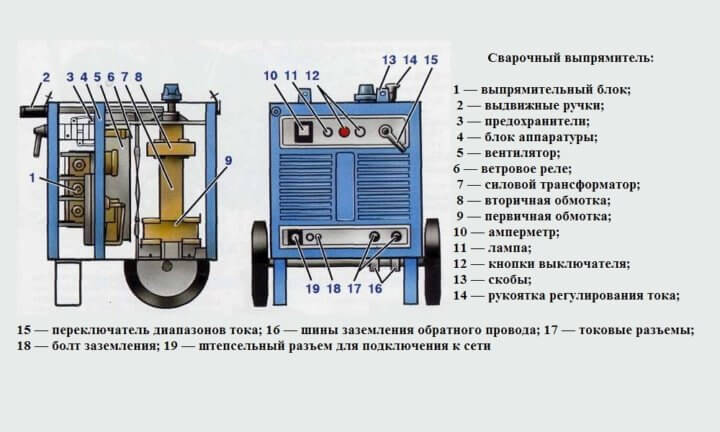
Как устроен сварочный выпрямитель, и по какому принципу функционирует?
Сварочный выпрямитель сконструирован из нескольких блоков, внутри которых происходит понижение, преобразование входящего напряжения при одновременном увеличении величины А. Устройство сварочного выпрямителя позволяет понять основные принципы его функционирования.
Конструкция агрегата состоит из следующих элементов:
- трехфазный трансформатор, понижающий входящее напряжение;
- диоды, пропускающие ток в одном направлении, в отличие от проводников электрического тока, способных одинаково хорошо проводить ток в оба направления;
- радиаторы и вентилятор для охлаждения конструкции;
- амперметр;
- вольтметр;
- регуляторы тока.
Поскольку диоды в процессе функционирования агрегата нагреваются, то им требуется качественная система охлаждения. По этой причине рядом с ними расположены модули охлаждения, обеспечивающие конструкции постоянный обдув холодным воздухом.
Это устраняет риск перегрева диодов, повышает время работы выпрямителя и устраняет необходимость перерывов в его работе.
Измерительные приборы в системе позволяют контролировать характеристики тока, а сигнализатор температуры сообщит о перегреве. Выставить актуальную в работе силу тока можно с помощью специальных регуляторов. Если же показатели V превышаются, сработает защитный блок, и сварка остановится.
Такие агрегаты могут обладать разными характеристиками, и предназначены для проведения сварки заготовок из стали и сплавов цветных металлов. Но все виды подобного оборудования функционируют по единому принципу.

Схема устройства выпрямителя с трансформатором с увеличенным рассеянием.
Схема сварочного выпрямителя выглядит так:
- перемененный или сетевой ток подается на первичную обмотку понижающего трансформатора, что приводит к понижению его стандартной величины;
- поток напряжения с уменьшенным значением V и возросшей силой тока А возникает на вторичной обмотке за счет электромагнитной индукции;
- напряжение поступает на кремневые элементы-диоды, обеспечивающие прохождение тока в одном направлении и его стабилизацию;
- колебание частоты тока устраняется, после чего постоянное напряжение подается в зону соединения деталей.
Любой аппарат для сварки постоянного тока функционирует по подобной схеме, обеспечивая сварщика широкими возможностями в работе.
Ведь выпрямители для сварочных работ позволяют осуществлять сварку и резку устойчивой дугой с получением швов более высокого качества на различных металлических конструкциях за счет преобразования тока от трансформатора в постоянное напряжение внутри агрегата.
При работе расходные материалы не разбрызгиваются, поэтому происходит их существенная экономия.
Важно! Напряжение при работе сварных выпрямителей на холостом ходу не должно превышать уровень в 48V.
Обслуживание и ремонт
Сварочные выпрямители отличаются высоким качеством и длительное время работают без поломок, если своевременно осуществлять обслуживание и ремонт агрегатов:
- проводите проверку всех токопроводящих частей на предмет сохранности изоляции и надежности крепления клемм;
- удаляйте пыль с внутренних элементов конструкции;
- перед включением сварного аппарат проверяйте его заземление;
- периодически смазывайте винт регулировки хода вторичной обмотки;
- не допускайте работу с выпрямителем без применения защитного кожуха.
Наиболее часто встречаемые поломки сварных выпрямителей – перегрев конструкции и чрезмерный гул при работе аппарата.

Принципиальная схема сварочного выпрямителя.
При наличии подобных проблем, важно проверить следующие элементы аппарата:
- крыльчатку вентилятора на предмет несоответствия актуальной величине: если такой факт установлен, деталь потребуется заменить;
- вал вентилятора охлаждения на предмет заклинивания;
- первичную обмотку трансформатора, если произошло замыкание;
- герметичность изоляции листов сердечника, его шпилек.
Часто можно столкнуться с иной распространенной поломкой сварочного выпрямителя, которая требует незамедлительного проведения ремонтных работ. Напряжение тока на выходе понижается в связи с замыканием, обрывом во вторичной обмотке.
Если выключение магнитного пускателя осуществляется практически сразу после его включения, причину проблемы стоит искать в диоде. Также подобную поломку может спровоцировать замыкание тока на кожух оборудования.
Заключение
Сварочные выпрямители выделяются на фоне иного оборудования, применяемого с целью выполнения электродуговой сварки. Они способны повысить силу тока до необходимого для плавления кромок металлов значения и преобразовывать переменную частоту напряжения до постоянного значения.
В итоге, швы лучше шлифуются, поэтому получаются гораздо более качественными.
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Сварочный выпрямитель – как из синусоиды сделать прямую?
Выпрямитель сварочный предназначается для питания электрическим током сварочного поста при ручной, электродуговой сварке. Его задача – преобразование тока переменной частоты в постоянный электрический разряд, необходимый для процесса плавления металла.
Устройство сварочного выпрямителя – начнем с теории
Бытовые сварочные аппараты – это выпрямители и инверторы малой мощности, со сравнительно низким номинальным сварочным током. Имея большую длительность паузы для охлаждения между периодами работы, они малоэффективны при выполнении больших объемов работ в промышленности и производстве. Единственная занимаемая такими агрегатами ниша – бытовое назначение, а также мелко-подрядный бизнес.
Классическая компоновка сварочного аппарата включает в себя:
- понижающий трансформатор;
- выпрямитель (мост из полупроводниковых элементов);
- конденсаторный блок (для сглаживания пульсаций на выходе преобразователя).
Перед изготовлением или приобретением любого инструмента, будь это строительный уровень или перфоратор, а у нас сварочный аппарат, необходимо определить, какие виды работ он будет выполнять. От этого напрямую зависят массогабаритные показатели устройства, типоразмер используемого электрода и, соответственно, толщина листов свариваемого металла.
Наилучшие показатели по качеству выходящего тока имеют трехфазные аппараты, подключаемые к сети 380 Вольт. Ими можно дольше работать без перерывов для охлаждения, а также производить работы с более массивными стальными конструкциями в пределах 200-400 Ампер. Идеально подойдут для сварки контейнеров, ларьков, гаражных ворот. Это то, что нужно, для малого бизнеса.
Существенным недостатком является ограниченный доступ к питающей сети. Не все дачные поселки и гаражные общества могут похвастаться доступом к таким силовым коммуникациям. К тому же, сварочный аппарат, обладающий трехфазным трансформатором, будет в 1,5-2 раза тяжелее однофазного собрата. Суммарный вес устройства с легкостью перевалит за сотню килограмм. Одному человеку такой вес не под силу, возникает необходимость монтировать колеса для передвижения или же использовать тороидальный трансформатор, который снизит общий вес на 20-40 процентов. Но стоит учесть, что его придется наматывать самому.
Однофазный сварочный выпрямитель для сварки, смонтированный на однофазном трансформаторе, рассчитанном на сеть 220 Вольт, значительно легче. Его масса на 90 % зависит от веса понижающего трансформатора и будет в пределах 30-80 килограмм. Данная техника может работать на токах 125-180 Ампер, обеспечивая качественный сварной шов при сварке несложных конструкций – ворот, навесов или ручной бетономешалки. Легкость и доступность электрической сети делают однофазные устройства крайне мобильными. Ими можно работать не только на верхних этажах высоток, но и там, где электричества нет вообще, питаясь от бензинового генератора.
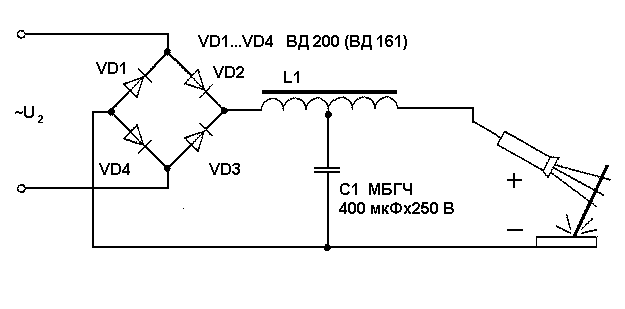
Самодельный сварочный выпрямитель для однофазной сети
Вспомним школьный курс физики и поговорим о теории. Переменный ток представляет собой синусоиду или волну, которая производит колебания с частотой 50 Гц. Это означает, что за 1 секунду электричество 25 раз течет в одном направлении и 25 раз в обратном. Для процесса сварки необходимо протекание электричества только в одном направлении.
Если цепь вторичной обмотки трансформатора дополнить полупроводниковым элементом, к примеру простейшим диод, то он будет пропускать электричество только в одну сторону, а значит мы получим постоянный ток. Однако он будет пульсирующим, с частотой 25 Гц, т.е. после каждой “волны” будет аналогичная по времени, безтоковая пауза, а это нас не устраивает.
Если диод поставить наоборот, то он будет пропускать поток электронов в другую сторону, так называемую обратную полуволну. Поставив два диода по направлению друг к другу, между ними мы получим ток, представляющий собой волны, возрастающие от нуля до максимального значения напряжения, на которое рассчитана вторичная обмотка трансформатора и спадающие до нуля, после достижения которого начнется новая волна.
Таким образом получается положительный полюс источника тока, отрицательный полюс будет располагаться в центре вторичной обмотки трансформатора. Именно поэтому данная схема применима только, если у силового трансформатора есть соответствующий вывод. Если мы наматываем трансформатор самостоятельно, то вывод можно сделать, остальные случаи заставят нас частично разбирать обмотку, что нежелательно. Преимущество данной схемы – это малое количество используемых полупроводников, их всего два, а также то, что вторичная обмотка устройства разделена на две части, и, по сути, половину времени работы задействована одна часть обмотки, а другую половину – другая.
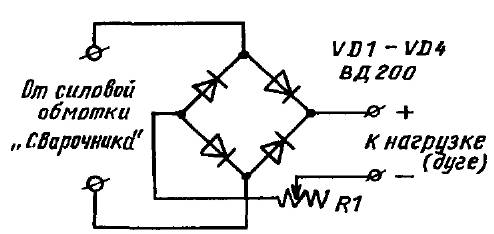
Самым распространенным вариантом рассматриваемых двухполупериодных схем выпрямления является мостовая. Она представляет собой квадрат, в каждую из сторон которого включен диод. С двух противоположных углов квадрата снимается постоянное напряжение, а на два других оно подается со вторичной обмотки трансформатора. Преимущество такого выпрямителя – это отсутствие необходимости выводить отдельный провод со вторичной обмотки, недостатком же является использование аж четырех полупроводниковых вентилей. Обе вышеупомянутые схемы, без дополнительной конденсаторной батареи, на выходе будет иметь среднее напряжение меньшее чем выходящее со вторичной обмотки.
- Ucp=2*Uво/pi;
- где: Ucp – действующее среднее значение напряжения;
- Uво – напряжение на вторичной обмотке трансформатора;
- pi – константа, число Пи (3,14).
Соответственно, ток сварки будет меньше, отсюда и меньший диаметр применяемого электрода и толщины свариваемого металла. Для уменьшения колебания напряжения на выходе сварочный выпрямитель, собранный своими руками, должен иметь параллельно включенный нагрузке конденсатор, расчет его параметров приведен ниже:
Время зарядки конденсатора:
- t(зар)=(arccos(Umin/Umax))/(2*pi*f);
- где t(зар) – время зарядки конденсатора.
- Umin – минимальное значение, до которого разрядится конденсатор (выбираем сами, исходя из колебаний напряжения на выходе, примем равным 30 В);
- Umax – амплитудное сетевое напряжение (Umax = 1,41* Uво=1,41*25=35,25 В);
- f – частота сети, 50 Гц;
- t(зар)=(arccos(30/35,25))/(2*3,14*50)=0,00176 секунд.
Определяем время разрядки конденсаторной батареи:
- t(раз)=T-t(зар);
- где Т=0,01с (для данных схем выпрямления);
- t(раз)=0,01-0,00176 = 0,00824 с.
Находим ток нагрузки, на который рассчитан наш сварочный аппарат, его можно взять из расчета трансформатора или же определить по старой школьной формуле:
- Iнагр= Uво/R;
- где R – сопротивление цепи сварки, для расчета можно принять равным в пределах 0,13-0,18 Ом;
- Iнагр= 25/0,18=139 А.
Определяем емкость конденсатора, на которой за время t(раз) при токе нагрузки Iнагр напряжение уменьшится с Umax до Umin:
- C=Iнагр*t(раз)/(Umax-Umin);
- C=139*0,00824/(35,25-30) = 0,217 Ф = 217 000 мкф.
Для выбора конденсатора важно знать и пиковый зарядный ток, находим его:
- Ipic=C*(Umax-Umin)/t(зар);
- Ipic=0,217*(35,25-30)/0,00176=647 А.
Осталось определить среднеквадратичное значение импульсного тока через конденсатор, оно вычисляется по формуле:
- Isi=√(I(зар)²+I(разр)²);
- где I(зар) – среднеквадратичный ток через конденсатор на цикле заряда;
- I(разр) – среднеквадратичный ток через конденсатор на цикле разряда.
- I(зар)=Ipic*√((t(зар)/T)/3);
- I(зар)=647*√((0,00176/T)/3)=156,7 А;
- I(разр)=Iнагр*t(раз)/T;
- I(разр)=139*0,00824/0,01=114,5 А.
Рассчитанная нами емкость достаточна велика, единичного электролита на такую емкость не найти, а если собирать батарею, то она будет внушительных размеров. Есть смысл поставить батарею меньшей емкости, но при этом падение напряжения между волнами будет больше. Выбирая конденсатор, ориентируйтесь сначала на значение Isi, а уже после на его емкость. Isi показывает, успеет ли зарядиться конденсатор за время прохождения тока, если нет, то ставить конденсатор вообще бессмысленно. Если электролита необходимой емкости нет, то ставим несколько, соединяя их параллельно.
Схема сварочного выпрямителя, работающего от трехфазной сети
Выпрямители, построенные для питания от трехфазной электрической сети, имеют меньшую пульсацию выходного напряжения, благодаря тому, что фазы сети перекрывают друг друга, и напряжение не опускается до нуля. Один из вариантов построения трехфазного выпрямителя – это включение в каждую фазу, за обмоткой трансформатора, полупроводникового элемента, по направлению от обмотки. Далее эти выходы от диодов коммутируются в один вывод – положительный полюс источника питания, отрицательным полюсом является нулевой вывод с обмоток трансформатора.
Диодный мост пропускает только одну полуволну от каждой фазы, смещенную на 120 электрических градусов относительно друг друга. Пульсации у данной схемы в три раза чаще, чем у схем с одним включенным диодом, но амплитуда колебаний значительно меньше. Преимущества такой конструкции – это использование всего трех полупроводников, а вот недостаток все тот же – нулевой вывод с обмотки трансформатора, а значит соединение обмоток питающего трансформатора только по схеме “звезда”.
Мостовая трехфазная схема выпрямления или схема Ларионова уменьшает амплитуду пульсаций, но увеличивает их количество в три раза, по сравнению с предыдущей схемой. Диоды располагаются последовательно один за другим, а между ними к цепи подключается фаза трансформатора. Выходы с полупроводников после каждой фазы соединяются, образуя положительный полюс источника питания. Соединив входы диодов, располагающиеся до соединения цепи с фазой, получим отрицательный полюс.
Такая схема идеальна с точки зрения изготовления сварочного выпрямителя своими руками без дополнительных электронных составляющих. Вводить в цепь параллельно нагрузке конденсатор можно, но не целесообразно, качество напряжения на выходе и так высокое. Еще одним преимуществом данной схемы является возможность соединять обмотки, как по схеме “треугольник”, так и по схеме “звезда”, не используя “нулевой” провод.
Многопостовые сварочные выпрямители – считаем рабочие места
Трехфазные сети также позволяют подключать многопостовые сварочные аппараты. Мощности бытовой, однофазной сети на 220 Вольт попросту не хватит для столь мощной нагрузки. Для обеспечения работы всех постов выпрямители имеют жесткую внешнюю Вольт-Амперную характеристику. Каждый вывод для сварки имеет собственный реостат и дроссель, для индивидуальной регулировки.
Их преимущество в меньших затратах на обслуживании оборудования, а сфера применения – сварочные площадки с большим объемом работы. Это могут быть строительные площадки, на которых производится монтаж сложных металлоконструкций или судостроительные верфи. То есть область применения промышленность, но никак не быт. Количество подключаемых сварочных постов для многопостового выпрямителя рассчитаем по формуле:
- n= Iвыпр/k* Iнагр;
- где Iвыпр – номинальный ток, на который рассчитан выпрямитель;
- Iнагр – ток, необходимый для одного поста;
- k – коэффициент, учитывающий одновременную работу постов, для механической сварки берется в пределах 0.5-0.7.
Сварочный выпрямитель своими руками
Выпрямитель для сварочного аппарата строится вокруг полупроводниковых элементов, суть которых – пропускать электрические потоки только в одном направлении. На сегодняшний день использовать в схемах выпрямления можно три устройства:
- диод (самый лучший, потому что самый простой, при его использовании в схему выпрямительного устройства не надо вводить блоки управления);
- тиристор (для протекания тока он должен получить сигнал от системы управлении, когда проходящий ток опускается до нуля или напряжение на нем становится меньше, чем в следующей фазе, вентиль запирается);
- транзистор (полностью управляемый “вентиль”, для открытия и закрытия которого необходимо подавать сигнал на управляющий электрод, к тому же, самый дорогостоящий элемент).
Использовать диод лучше всего, подумаете вы, он проще и удобней в эксплуатации. Однако есть одна особенность, при использовании диодов электрическая цепь потребует введения резистора, для регулирования силы тока. При использовании транзистора или тиристора регулировка напряжения может осуществляться блоком управления, через задержку открытия-закрытия “вентилей”, уменьшая напряжение на выходе выпрямителя и тем самым снижая ток.
Очень важно выбирать любой из вышеперечисленных элементов с запасом. Реально протекающий по цепи ток должен быть в 1.5-2 раза меньше, чем номинальный, на который рассчитан полупроводник. Максимальное обратное напряжение “вентиля” должно быть в 2 раза выше, чем напряжение на вторичной обмотке трансформатора. Иначе возможны пробои элементов или выход из строя из-за перегрева.
Если есть желание, деньги и время повозиться с блоком управления, то ставим тиристоры или силовые транзисторы. Найти схему устройства блоков управления достаточно просто.
Использование диодного моста подразумевает применение мощного сопротивления, для регулировки тока сварки. Идеальный вариант – использование готового реостата в виде нихромовой или никелевой проволоки, намотанной на термостойкий диэлектрик. Можно подобрать фехралевую ступень разгона для электрических двигателей, ну или на крайний случай – стальную проволоку, опять же намотанную на диэлектрик. Выбирая сопротивление, следует исходить из того, что полностью введенное в цепь сопротивление снизит ток до нуля. Длина реостата рассчитывается по следующей формуле:
- L=R/r*S;
- где R – полная величина сопротивления, необходимая для уменьшения тока сварки до нуля;
- r – удельное сопротивление материала, берется из справочника, как вариант, Википедии;
- S – сечение наматываемой проволоки.
Еще один элемент, который иногда используют в схеме выпрямителя – дроссель. Рассчитать его параметры достаточно сложно и трудоемко, определение простого значения индуктивности не поможет. Даже если вы знаете количество витков, значительное влияние на индуктивность может оказать плотность намотки меди на магнитопровод, а также наличие зазора между проволокой и стальным сердечником.
Выход из данной ситуации – это экспериментальное определение: наматываем дроссель в несколько слоев с пятью или шестью отводами, производим тестовую сварку и по характерному треску, а также брызгам расплавленного металла подбираем индуктивность. Чем меньше брызг и слабее треск, тем лучше. Однако не всегда требуется внедрение индуктивности, так как для обеспечения падающей Вольт-Амперной характеристики сварочного аппарата может хватить индуктивности обмоток трансформатора.
Инверторный сварочный выпрямитель: разбираем, что к чему
Схема работы инверторного аппарата немного другая, чем у классического. Вместо понижающего трансформатора у него на входе устанавливается электронный фильтр, который преобразует частоту входящего электрического тока с 50 Гц до нескольких десятков кГц. После устанавливается понижающий трансформатор, а уже потом выпрямительный мост. Достоинства таких сварочных аппаратов в малом весе, по сравнению с обычными. Это достигается за счет того, что магнитопровод высокочастотного трансформатора имеет меньшие массогабаритные показатели.
Выпрямители инверторных сварочных аппаратов строятся на базе тиристоров, с системой импульсно фазового управления. Далее, как и положено, в цепь сварки, параллельно нагрузке, подключают конденсатор, а перед сварочным электродом – реостат и дроссель. Недостаток рассматриваемых выпрямителей – в количестве электроники, собрать его самому почти невозможно, как и починить. Однопостовые сварочные выпрямители с хорошими показателями выпрямленного тока при наличии всех необходимых компонентов можно собирать у себя дома, и это достойная альтернатива покупке нового выпрямителя.
Читайте также: