Сопла для лазерной сварки
Обновлено: 20.09.2024
Сопла для лазерной сварки доставляют газ к зоне обработки. Они ответственны за соосность газовой струи и луча, нацелены на оптимизацию газовой защиты и уменьшение разбрызгивания. Качество сопла для лазерной сварки металла влияет на результат работы сварщика, поэтому важно использовать надежные запчасти и проводить регулярную замену вышедших из строя элементов на оригиналы или аналоги тех же характеристик. Компания «Inlaser» обеспечит вас нужными расходными материалами в любом объеме. Доставка по России и в страны ЕАЭС.





















Купить сопла для лазерной сварки металла
В каталоге компании «Inlaser» представлены сопла для лазерной сварки из меди, стали, алюминия и других металлов. Они различаются по типу, диаметру, высоте, толщине стенки и резьбе. Специалисты компании помогут выполнить подбор элемента с учетом совместимости с оборудованием.
Причины купить сопла для лазерной сварки в специализированном маркетплейсе «Inlaser»:
- Поставляем качественные расходные материалы с длительным сроком службы, высоким уровнем производительности, сертификатами качества;
- Предлагаем доступную стоимость и широкий ассортимент;
- Товары в наличии на собственном складе;
- Гибкая система оплаты;
- Оформляем договоры абонентского обслуживания с возможностью закупок расходников по сниженным ценам.
Оплата и доставка
Компания «Inlaser» продает сварочные сопла для лазера из складского наличия и под заказ, в том числе с доставкой из-за рубежа. Возможна срочная отправка курьерской службой, стандартная – посредством транспортной компании. Возможны различные формы оплаты. После согласования с заказчиком, выставим счет с НДС или без НДС.
Сопла для лазерной сварки






Керамические корпуса сопла WSX служат держателями и теплоизолтруют разогретое сопло от лазерной головки



Коннектор QBH - приемник луча лазерной головки, место подключения оптоволокна в соответствующий разъем
Защитные стекла WSX оригинал для лазерных режущих головок KC12 KC15 KC20 NC12 NC30 NC60 и лазерных сварочных головок (пистолетов) ND18A ND22

| Артикул | Наименование | Размер (мм) Диаметры х Толщина | Материал | Длина волны (nm) | Мощность (кВт) | Местоположение | Форма | Применяемость в моделях лазерных головок |
| WSX010001 | Защитное стекло | 18 мм x 2 мм | Плавленый кремнезем (кварц) | 1070 nm | 0 - 4 кВт (4000 Вт) | Плоское | ND-18A/Q (сварка) | |
| WSX010002 | Защитное стекло | 22.35 мм x 4 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 6 кВт (6000 Вт) | Верхнее | Плоское | KC15 / NC30 |
| WSX010003 | Защитное стекло | 25.4 мм x 4 мм | Плавленый кремнезем (кварц) | 0 - 6 кВт (6000 Вт) | Плоское | (сварка) | ||
| WSX010004 | Защитное стекло | 30 мм x 2 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 6 кВт (6000 Вт) | Плоское | ||
| WSX010005 | Защитное стекло | 30 мм x 5 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 6 кВт (6000 Вт) | Нижнее | Плоское | KC15 / NC30 |
| WSX010006 | Защитное стекло | 32 мм x 2 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 8 кВт (8000 Вт) | Верхнее | Плоское | NC60 |
| WSX010007 | Защитное стекло | 32 мм x 5 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 8 кВт (8000 Вт) | Плоское | ||
| WSX010008 | Защитное стекло | 36 мм x 2 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 8 кВт (8000 Вт) | Плоское | ||
| WSX010009 | Защитное стекло | 36 мм x 3 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 8 кВт (8000 Вт) | Плоское | ||
| WSX010010 | Защитное стекло | 37 мм x 7 мм | Плавленый кремнезем (кварц) | 1064 nm | 0 - 8 кВт (8000 Вт) | Нижнее | Плоское | NC60 |
| WSX010011 | Защитное стекло | 36 мм x 2 мм | Плавленый кремнезем (кварц) | 0 - 6 кВт (6000 Вт) | Плоское | (сварка) | ||
| WSX010012 | Защитное стекло | 36 мм x 3 мм | Плавленый кремнезем (кварц) | 0 - 6 кВт (6000 Вт) | Плоское | (сварка) |
Коллиматорные и фокусные линзы WSX оригинал в сборе с корпусом для лазерных режущих головок MN15 KC13 KC15 KC12 NC30 NC60
Расходники и комплектующие для лазерной резки

Лазерная резка - работа с материалами, при которой в качестве режущего элемента используется высокоточное лазерное оборудование. При использовании лазерного луча, сфокусированного и управляемого ЧПУ, увеличивается концентрация энергии в определенном участке обрабатываемой заготовки. Это позволяет разрезать материалы любых типов вне зависимости от характеристик.
При обработке лазерный луч плавит участок заготовки и выдувает газом. За счет этого возможно получить узкие резы с минимальной областью термического воздействия. Лазерная резка имеет весомые преимущества над другими типами резки:
- отсутствие механического воздействия;
- минимальные деформационные процессы;
- высокая точность обработки.
Повышенная мощность лазера обеспечивает высокую производительность обработки, сочетая прецизионное качество реза. Управление не представляет сложности. Это позволяет полностью автоматизировать процесс резки.
Компания HYPOWER предлагает широкий выбор комплектующих для лазерной резки металлов.
Обращайтесь прямо сейчас, получите индивидуальное предложение уже сегодня.
Станки лазерной резки
Оборудование отличается универсальностью. Станки могут работать как от сети в 230В, так и от 400В. Из особенностей стоит отметить:
- возможность работы в непрерывном и импульсном режимах;
- выдача сконцентрированного потока плазмы;
- подходят для обработки широкого количества металлов и неметаллов (в частности, дерево, резина, пластик)
- удобная конструкция – несложный принцип технического обслуживания.
Станки лазерной резки имеют широкое разнообразие. Существуют инверторное, ступенчатое оборудование для лазерной резки. Производители предлагают станки повышенного напряжения и установки с первичными выпрямителями.
Источники для резки разработаны с учетом современных технологий. Оборудование формируют чистый срез, не требующий дополнительной обработки. Станки оснащены защитой от перегрева.
Оборудование с ЧПУ оснащены программным управлением, автоматической системой контроля высоты резки. Работают в нескольких режимах, что позволят использовать их в работе с различными типами материалов.
Расходники лазерной резки
Компания HYPOWER предоставляет широкий выбор расходников:
- – один из ключевых элементов лазерных головок. Формирует поток газа. Происходит это за счет специально спрофилированного закрытого канала. Сопла бывают одинарными и двойными, в зависимости от применяемого газа. В дополнение, сопло защищает головку от брызг. Для этого некоторые виды сопел покрывают хромом, что препятствует прилипанию брызг на поверхности сопла. Также существуют специальные сопла для высокоскоростной резки и сопла для работы в составе системы автоматической замы сопел; – стекло, изготовленное из высокопрочного материала, кварца. Оно обеспечивает защиту от попадания раскаленного металла на линзу, отвечающую за фокусировку лазерного луча. Предотвращает повреждение режущих частей головки. После замены неисправного защитного стекла проводится юстировка сопла относительно направления излучения; – элементы, предназначенные для фокусирования лазерного луча в необходимом направлении. Применение таких комплектующих улучшает производительность станка, обеспечивает высочайшее качество бесконтактной резки. Неисправные элементы нарушают работу оборудования; - держатели сопла - используются в качестве держателей сопла. Комплектующие предназначены для корректной работы датчика слежения за поверхностью – изолируют сопло, препятствуя нарушению работоспособности датчика.
Постоянным и оптовым клиентам предоставляем скидки. Работаем с физическими, юридическими лицами.
Сопла
Сопловая часть лазерной головки состоит из керамического держателя и непосредственно сопла. Эта часть обеспечивает соосность лазерного излучения и струи газа. Все сопла Raytools характеризуются прочностью и надежностью. Одинарные сопла используются для резки тонкого материала, нержавеющей стали и алюминия. Для полного охвата диапазона толщины сопла имеют диаметр в диапазоне от 0,8 мм до 10 мм.

Используется в качестве электрода для корректной работы датчика слежения за поверхностью, а также для подачи лазерного излучения и режущего газа (опционально) в зону обработки. Срок службы зависит от условий эксплуатации. Все сопла Raytools характеризуются прочностью и надежностью. Двойные сопла улучшают качество поверхности при кислородной резке низкоуглеродистой стали. Для полного охвата диапазона толщины сопла имеют диаметр в диапазоне от 0,8 мм до 10 мм.

Одинарные сопла,предназначенные для лазерной режущей головы Raytools BM115. Для полного охвата диапазона толщин сопла имеют диаметр в диапазоне от 0,8 мм до 10 мм. Все сопла Raytools характеризуются прочностью и надежностью. Срок службы зависит от условий эксплуатации.

Характеризуются высокой прочностью и надежностью. Двойные сопла улучшают качество поверхности при кислородной резке низкоуглеродистой стали. Для полного охвата диапазона толщины сопла имеют диаметр в диапазоне от 0,8 мм до 10 мм. Применяются на лазерных режущих головах Raytools BM115.

Сопла в лазерном станке обеспечивают доставку рабочего газа к месту резания, а также отвечают за соосность струи газа и лазерного луча. Сопла WSX изготавливаются из меди высокого качества. Совместимость с самыми популярными моделями режущих головок WSX-GQ-001A. Одинарные сопла улучшают качество поверхности при азотной N2 резке тонкого материала, нержавеющей стали и алюминия. В зависимости от толщины разрезаемого металла подбирается диаметр выходного отверстия сопла. Чем толще металл - тем больше диаметр выходного отверстия сопла.

Сопла в лазерном станке обеспечивают доставку рабочего газа к месту резания, а также отвечают за соосность струи газа и лазерного луча. Все сопла волоконного лазера Worthing WSX характеризуются прочностью и надежностью. Сопла WSX изготавливаются из меди высокого качества с нанесением хромового покрытия. прочностью и надежностью. Электролитическое хромирование максимизирует срок эксплуатации, сокращает адгезию при разбрызгивании и обеспечивает стабильное определение высоты. Двойные сопла используются при кислородной резке металлов. Во всех соплах используется функция центровки, которая позволяет быстро изменять и выравнивать положение.
Инструкция по ручной лазерной сварке [часть 3]

Лазерная сварка - это сварочный процесс, при котором тепло генерируется высокоэнергетическим лазерным лучом, направленным на заготовку. Лазерный луч нагревает и плавит края заготовки, образуя стык. Она очень эффективна в процессах, требующих высокой скорости, поскольку она в 5 раз быстрее, чем MIG, и в 10 раз быстрее, чем TIG сварка. Хотя лазерные сварочные аппараты в основном используется для соединения металлов (нержавеющей стали, меди, золота, серебра и алюминия), они также могут обрабатывать другие типы материалов.
Диагностика неисправностей ручного лазерного сварочного аппарата
Техническое обслуживание должно проводиться персоналом, имеющим сертификат технического обслуживания. Когда питание подключено, в нижней части будет опасное напряжение, поэтому при измерении электроэнергии на линии необходимо соблюдать повышенную осторожность.
Возможные причины неисправности печатной платы
- Индикатор печатной платы не работает;
- Поврежден выключатель аварийной остановки;
- Ослаблен предохранитель печатной платы;
Обслуживание аппарата:
- Каждый раз перед запуском устройства проверяйте, вентилируется ли фильтрующая сетка.
- Сетчатый фильтр будет фильтровать пыль и волосы в воздухе.
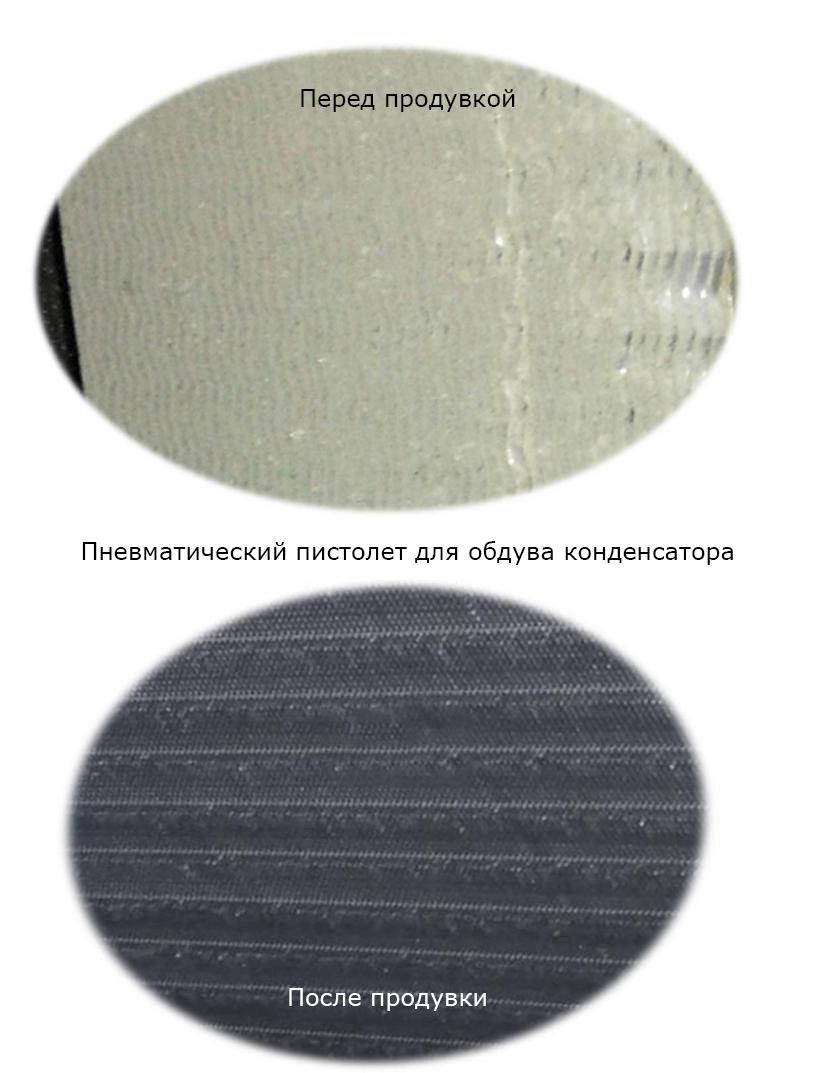
Пожалуйста, продувайте конденсатор в течение длительного времени:
- Проверьте уровень воды в резервуаре перед запуском устройства и своевременно пополняйте уровень воды.
- Регулярно меняйте воду через 62 дня, чтобы предотвратить ухудшение качества воды.
- Если вам необходимо добавить внешнюю жидкость в связи с пониженной температурой, допускается только этанол (технический спирт), а соотношение воды и спирта должно составлять 4:1. Рекомендуется не выключать машину на ночь, чтобы избежать замерзания воды, что может привести к повреждению машины или растрескиванию деталей. При повышении температуры воду необходимо слить и использовать повторно.
- Когда прибор не используется в течение длительного времени, откройте слив резервуара для воды, чтобы слить воду.
- Регулярно проверяйте напряжение питания, чтобы избежать повреждений, вызванных выключателем тока.
Меры предосторожности
- Перед первой установкой и включением питания тщательно проверьте правильность подключения и напряжение;
- Неправильная установка может привести к утечке электричества, утечке воды или пожару. Если вам необходимо снять и переустановить устройство, обратитесь к профессионалу;
- Не включайте устройство, вытаскивая вилку питания. Чрезмерный ток может привести к перегоранию вилки и размыканию цепи, что может привести к опасной ситуации;
- Свободные и оборванные провода могут стать причиной поражения электрическим током, короткого замыкания или пожара;
- Не помещайте посторонние предметы в виде пальцев и палочек в вентиляционное отверстие устройства, иначе это приведет к повреждению устройства или травмам;
- Во время работы устройства необходимо следить за вентиляцией;
- Не вставайте и не ставьте предметы на устройство;
- Не работайте с лазерным сварочным аппаратом с мокрыми руками, иначе вы можете получить удар током;
- Устройство должно быть хорошо заземлено. Провод заземления не должен быть подключен к газовой трубе, водопроводу или телефонной линии. Несчастные случаи поражения электрическим током происходят из-за плохого заземления;
- В случае обнаружения любого аномального явления (например, запаха гари), пожалуйста, немедленно отключите электропитание.
Ручная лазерная сварка в сравнении с традиционной сваркой
С развитием экономики и совершенствованием сварочных технологий появилось множество методов сварки, из которых люди могут выбирать. В современной обрабатывающей промышленности потребители всё чаще выбирают лазерный сварочный аппарат вместо традиционного сварочного оборудования.
Ручной аппарат для сварки волоконным лазером в основном используется для лазерной сварки длинных и больших заготовок. При сварке зона теплового воздействия мала, что позволяет избежать деформаций, почернения и следов на обратной стороне.
Кроме того, глубина сварки большая, сварной шов прочный, а плавление достаточное.
Нет углублений на выпуклой части растворенного материала и матричной структуре ванны раствора!
В чем разница между ручной лазерной сваркой и традиционными методами?
Первой особенностью лазерной сварки является то, что деформация заготовки очень мала и практически отсутствует зазор между швами.
Отношение глубины к ширине высокое. При сварке высокомощных устройств соотношение глубины и ширины составляет 5:1, а самое высокое - 10:1.
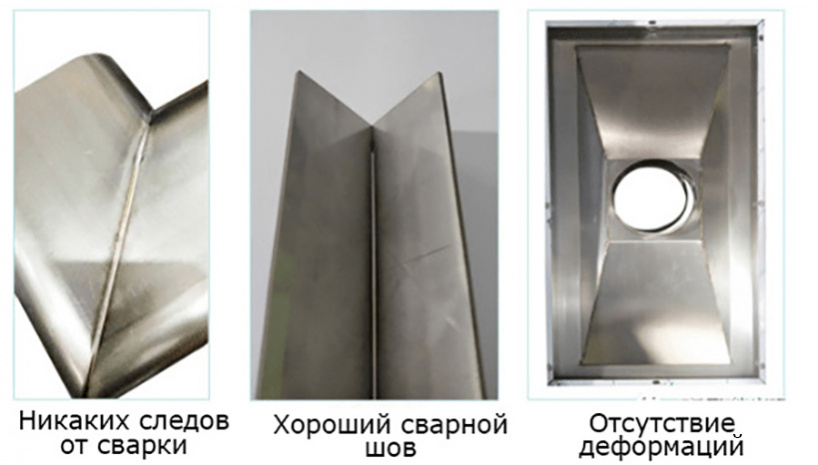
Прочность сварки высокая, скорость сварки быстрая, сварной шов узкий, состояние поверхности обычно хорошее, исключает работу по очистке после сварки, внешний вид шва более красивый, чем при традиционной сварке.
Лазерной сваркой можно сваривать детали недоступные другими методами. Она обладает большой гибкостью для проведения бесконтактной дистанционной сварки, но такой метод подходит для сварки только тонких листов, проникновение лазерной сварки в данном процессе недостаточное, шасси и рама не могут быть сварены таким методом.
Этого можно достигнуть с помощью точечной сварки, но сварочный шов при этом должен складывать две тонкие пластины вместе, и произойдет 15-миллиметровое ламинирование, что не только повлияет на внешний вид, но и увеличит вес автомобиля. Лазерная сварка, безусловно, является самой передовой технологией сварки кузова в настоящее время, но данный метод не подходит для сварки всего автомобиля.
- Лазерная сварка - это бесконтактная сварка, процесс работы не требует давления, скорость сварки быстрая, эффективность высокая, глубина большая, остаточное напряжение и деформация маленькие, можно сваривать изделия при комнатной температуре или в специальных условиях (например, в закрытом пространстве), сварочное оборудование простое, не производит рентгеновского излучения.
- Может использоваться для сварки тугоплавких материалов, таких как металлы с высокой температурой плавления, и даже неметаллических материалов, таких как керамика и оргстекло. Она обладает хорошим эффектом и большой гибкостью при сварке материалов специальной формы. Данный метод можно использовать для бесконтактной сварки труднодоступных деталей на большом расстоянии.
- Маленькое пятно может быть получено путем фокусировки лазерного луча. Поскольку на него не влияет магнитное поле и оно может быть точно позиционировано, его можно использовать для микросварки, которая подходит для монтажной сварки микро- и малых деталей в массовом автоматическом производстве.
- Поскольку лазерная сварка является бесконтактной обработкой, не нужно использовать электроды. С помощью автоматизации легко выполнять высокоскоростную сварку, а также управлять ею с помощью цифрового или компьютерного оборудования.
- Технические требования таковы, что при наличии базовых компьютерных знаний это могут сделать обычные сотрудники. В отличие от традиционного сварочного аппарата, здесь не нужен мастер с большим опытом работы и хорошей технологией. Таким образом, можно еще раз сэкономить относительную часть затрат предприятия.
Может ли лазерная сварка заменить традиционную сварку?
Лазерная сварка имеет много преимуществ, основные три характеристики:
- Высокая скорость сварки.
- Отвечают требованиям массового производства.
- Отвечают требованиям непрерывного производства.
Сварочная заготовка получается плоской, гладкой, красивой, не требует шлифовки, полировки или простой обработки. Это просто упрощает полировку, экономит время и затраты.

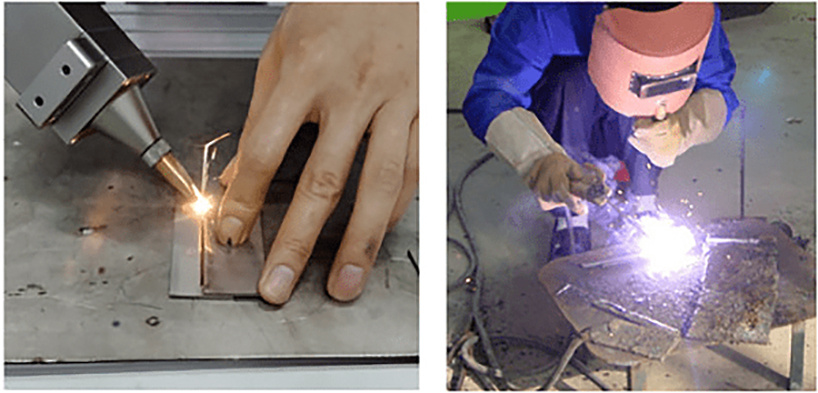
Ручной лазерный сварочный аппарат против аргонодуговой сварки
Процесс сварки разнородных деталей:
Аргонодуговая сварка: это способ точечной сварки, при котором на изделии образуется сварочный шов и нахлест. Тепловой эффект очень большой, и при последующей обработке необходима полировка, иначе останется след. Требуется вспомогательная сварочная проволока.
Ручная лазерная сварка: лазер аппарат не контактирует с самой заготовкой, использование высокотемпературного лазерного луча, позволяет мгновенно плавить металл, образует расплавленную ванну, при этом газ равномерно заполняет сварной шов и охлаждает его.
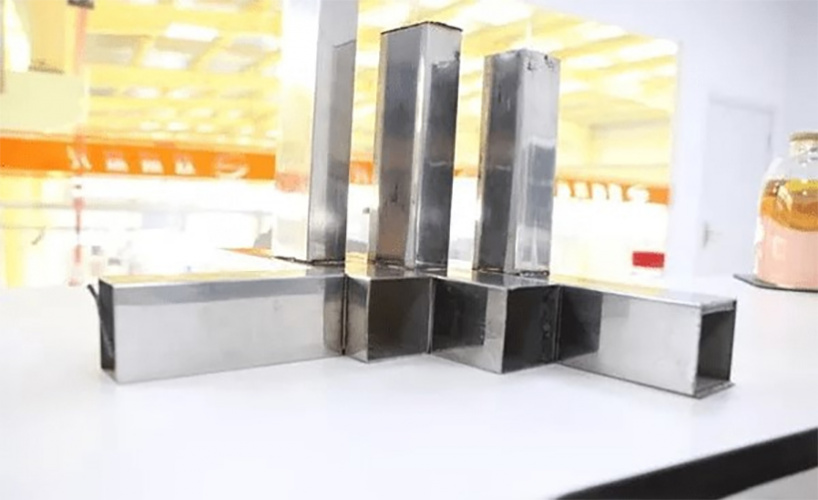
Сварка квадратной трубы из нержавеющей стали
Требования к толщине:
Тонкие листы невозможно сварить аргонодуговой сваркой. Она обладает большим тепловым эффектом и не может сваривать листы металла менее 1 мм.
Ручная лазерная сварка подходит для сварки тонких листов толщиной не более 3 мм. Если толщина листа превышает 4 мм, следует выбрать метод аргонодуговой сварки.
Подходящий процесс и функция
Аргонодуговая сварка: подходит для жестких или крепежных элементов, например, для сварки пластины или трубы толщиной более 4 мм, корпуса кровати. Если не требуется точность и красота, только для усиления и опоры, то у нее достаточно преимуществ.
Ручная лазерная сварка: подходит для деталей, требующих красивого внешнего вида, опорных и структурных деталей.
Сварка присадочной проволокой
Тепловые эффекты
Аргонодуговая сварка: тепловой эффект большой, теплоотдача медленная, место сварки с металлической деталью очень горячее.
Ручная лазерная сварка: отсутствие теплового эффекта, быстрый отвод тепла.
Мобильность и гибкость
Аргонодуговая сварка: 3 метра в длину, за моторной коробкой (корпус пистолета), сложно перемещать.
Ручная лазерная сварка: 5-20 м в длину, легко перемещается.
Факторы риска
Аргонодуговая сварка: может возникнуть большая искра, легко разбрызгивается, может попасть на тело и лицо
Ручная лазерная сварка: без искры, необходимы лазерные защитные очки.
Сравнение эффективности
Ручная лазерная сварка в 10 раз быстрее, чем аргонодуговая сварка.
Сварочная нагрузка, или напряжение
В сочетании с толщиной и мощностью сварки, различная мощность, соответствующая толщине, позволяет добиться полной сварки, полного проникновения в заготовку.
Место сварки с проплавлением будет более прочным, чем сам материал, а после второго нагрева и ковки он будет более прочным и износостойким.

Ручная лазерная сварочная машина с поворотной головкой
Температура сварки
Максимальная температура сварки может достигать 4000 ℃, то есть нагрев и охлаждение мгновенны, что можно контролировать, а тепловой эффект невелик.
Односторонняя сварка и двухсторонняя сварка
Как правило, прочность односторонней сварки не так хороша, как двухсторонней. Поверхность при двухсторонней сварке нагревается более равномерно и выглядит лучше, с меньшим тепловым эффектом и минимальной деформацией.
Управление и ежедневное обслуживание ручного лазерного сварочного аппарата:
- Оператор ручной лазерной сварки должен пройти профессиональное обучение, понимать использование индикаторных лампочек и кнопок системы и быть знакомым с самыми основными знаниями об оборудовании;
- Перед началом работы c ручной лазерной сварочной машиной необходимо убедиться в том, что рабочая магистраль и провода не повреждены и не оголены; категорически запрещается класть предметы и инструменты на корпус машины, внешний вал, станцию очистки пистолета и охладитель воды;
- Строго запрещается размещать жидкие предметы, в горючих веществах. Температура в операционной комнате не должна превышать 25 ℃, и не должно быть никаких утечек;
- Строго запрещено размещать жидкие предметы, в горючих материалах.
- Проводите регулярное тестирование;
- Поскольку сварочный аппарат имеет принудительное воздушное охлаждение, легко вдыхать пыль из окружающей среды и накапливать ее в аппарате. Поэтому вы можете регулярно использовать чистый и сухой сжатый воздух для очистки от пыли внутри сварочного аппарата;
- Регулярно проверяйте детали электропроводки;
- При ежегодном техническом обслуживании и осмотре следует проводить замену дефектных деталей, ремонт оболочки и укрепление частей, ухудшающих изоляцию;
- Регулярно проверяйте и заменяйте токопроводящую насадку;
- Регулярно очищайте и заменяйте пружинный шланг;
- Проверка изоляционных колец.
Вышеуказанное регулярное техническое обслуживание и осмотр могут уменьшить возникновение неисправностей при сварке. Хотя это требует определенного времени и энергии, это может продлить срок службы сварочного аппарата, повысить эффективность работы, обеспечить производительность сварочного аппарата и повысить безопасность.
Кроме того, в процессе использования ручного лазерного сварочного аппарата нельзя пренебрегать защитой безопасности.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: