Стабилизатор сварочной дуги оса 1у2
Обновлено: 28.04.2024
Осциллятор — это устройство, преобразующее ток промышленной частоты низкого напряжения в ток высокой частоты (150—500 тыс. Гц) и высокого напряжения (2000—6000 В), наложение которого на сварочную цепь облегчает возбуждение и стабилизирует дугу при сварке.
Основное применение осцилляторы нашли при аргно-дуговой сварке переменным током неплавящимся электродом металлов малой толщины и при сварке электродами с низкими ионизирующими свойствами покрытия. Принципиальная электрическая схема осциллятора ОСПЗ-2М показана на рис. 1.
Осциллятор состоит из колебательного контура (конденсатора С5, в качестве индукционной катушки используется подвижная обмотка трансформатора ВЧТ и разрядника Р) и двух индуктивных дроссельных катушек Др1 и Др2, повышающего трансформатора ПТ, высокочастотного трансформатора ВЧТ.
Колебательный контур генерирует ток высокой частоты и связан со сварочной цепью индуктивно через высокочастотный трансформатор, выводы вторичных обмоток которого присоединяются: один к заземленному зажиму выводной панели, другой — через конденсатор С6 и предохранитель Пр2 ко второму зажиму. Для защиты сварщика от поражения электрическим током в цепь включен конденсатор С6, сопротивление которого препятствует прохождению тока высокого напряжения и низкой частоты в сварочную цепь. На случай пробоя конденсатора С6 в цепь включен плавкий предохранитель Пр2. Осциллятор ОСПЗ-2М рассчитан на подключение непосредственно в двухфазную или однофазную сеть напряжением 220 В.
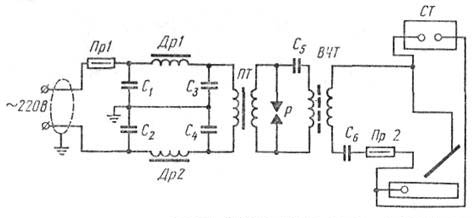 |  |
| Рис. 1. Принципиальная электрическая схема осициллятора ОСПЗ-2М: СТ — сварочный трансформатор, Пр1, Пр2 — предохранители, Др1, Др2 — дроссели, С1 — С6 — конденсаторы, ПТ — повышающий трансформатор, ВЧТ — высокочастотный трансформатор, Р - разрядник | Рис. 2. Схема включения осциллятора М-3 и ОС-1 в сварочную цепь: Тр1 — трансформатор сварочный, Др — дроссель, Тр2 — повышающий трансформатор осциллятора, Р — разрядник, С1 — конденсатор контура, С2 — защитный конденсатор контура, L1 — катушка самоиндукции, L2 — катушка связи |
При нормальной работе осциллятор равномерно потрескивает, и за счет высокого напряжения происходит пробой зазора искрового разрядника. Величина искрового зазора должна быть 1,5—2 мм, которая регулируется сжатием электродов регулировочным винтом. Напряжение на элементах схемы осциллятора достигает нескольких тысяч вольт, поэтому регулирование необходимо выполнять при отключенном осцилляторе.
Осциллятор необходимо зарегистрировать в местных органах инспекции электросвязи; при эксплуатации следить за его правильным присоединением к силовой и сварочной цепи, а также за исправным состоянием контактов; работать при надетом кожухе; кожух снимать только при осмотре или ремонте и при отсоединенной сети; следить за исправным состоянием рабочих поверхностей разрядника, а при появлении нагара — зачистить их наждачной бумагой. Осцилляторы, у которых первичное напряжение 65 В, подключать к вторичным зажимам сварочных трансформаторов типа ТС, СТН, ТСД, СТАН не рекомендуется, так как в этом случае напряжение в цепи при сварке понижается. Для питания осциллятора нужно применять силовой трансформатор, имеющий вторичное напряжение 65—70 В.
Схема подключения осцилляторов М-3 и ОС-1 к сварочному трансформатору типа СТЭ показана на рис.2. Технические характеристики осцилляторов приведен в таблице.
Технические характеристики осцилляторов
| Тип | Первичное напряжение, В | Вторичное напряжение холостого хода, В | Потребляемая мощность, Вт | Габаритные размеры, мм | Масса, кг |
| М-3 ОС-1 ОСЦН ТУ-2 ТУ-7 ТУ-177 ОСПЗ-2М | 40 — 65 65 200 65; 220 65; 220 65; 220 220 | 2500 2500 2300 3700 1500 2500 6000 | 150 130 400 225 1000 400 44 | 350 x 240 x 290 315 x 215 x 260 390 x 270 x 310 390 x 270 x 350 390 x 270 x 350 390 x 270 x 350 250 х 170 х 110 | 15 15 35 20 25 20 6,5 |
Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40—50 В.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов неплавящимся электродом. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 В), а на выходе — параллельно дуге.
Мощные возбудители последовательного включения применяют для сварки под флюсом.
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200—300 В) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны также случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Стабилизатор сварочной дуги
Для повышения производительности ручной дуговой сварки и экономичного использования электроэнергии создан стабилизатор сварочной дуги СД-2. Стабилизатор поддерживает устойчивое горение сварочной дуги при сварке переменным током плавящимся электродом путем подачи на дугу в начале каждого периода импульса напряжения.
Стабилизатор расширяет технологические возможности сварочного трансформатора и позволяет выполнять сварку на переменном токе электродами УОНИ, ручную дуговую сварку неплавящимся электродом изделий из легированных сталей и алюминиевых сплавов.
Схема внешних электрических соединений стабилизатора показана на рис. 3, а, осциллограмма стабилизирующего импульса — на рис. 3, б.
Сварка c применением стабилизатора позволяет экономичнее использовать электроэнергию, расширить технологические возможности применения сварочного трансформатора, уменьшить эксплуатационные расходы, ликвидировать магнитное дутье.
Сварочное устройство «Разряд-250». Это устройство разработано на базе сварочного трансформатора ТСМ-250 и стабилизатора сварочной дуги, выдающего импульсы частотой 100 Гц.
Функциональная схема сварочного устройства и осциллограмма напряжения холостого хода на выходе устройства показаны на рис. 4, а, б.
Рис. 3. Схема внешних электрических соединений стабилизатора и осциллограмма стабилизирующего импульса: а — схема: 1 — стабилизатор, 2 — трансформатор варочный, 3 — электрод, 4 — изделие; б — осцилограмма: 1 — стабилизирующий импульс, 2 — напряжение на вторичной обмотке трансформатора
Устройство «Разряд-250» предназначено для ручной дуговой сварки переменным током плавящимися электродами любого типа, в том числе предназначенными для сварки на постоянном токе. Устройство может использоваться при сварке неплавящимися электродами, например, при сварке алюминия.
Устойчивое горение дуги обеспечивается подачей на дугу в начале каждой половины периода переменного напряжения сварочного трансформатора импульса напряжения прямой полярности, т. е. совпадающего с полярностью указанного напряжения.
Импульсная стабилизация сварочного тока
![]()
Вот одна из схем, есть попроще, автор Петров, но что-то быстренько найти не получилось. Да в гугле "чоппер"- и кроме мопедов есть несколько ссылок по теме. Что-то файл *.7z не прикрепился.
Если делать нормальный чопер,кто подскажет время жития транзюков,без хорошего снаббера?Да и не только снаббера.Трындёж идёт давно,а вот реальных схем нет.То что выложено выше,хоть бы один чел отписал-получилось.Но пока их нет,а заморачиваться на теристорах,наверное себя не уважать.
И на тиристорах, по-поему, немного не то. Управляемый выпрямитель, а у чоппера стабилизируется выпрямленый ток, частота-кГц. Интересно, конечно было бы Петровский попробовать, да что-то лень. Тут купил измеритель LCF, так уже месяц "делаю" БП и корпус
но эти схемы из прошлого века. чоппер ПЕТРОВА еще можно замутить на более современной комплектации.довести до ума!!остальное наврятли!!о тиристорах не может быть и речи.а Володинский бааальшой вопрос ?что схема вобше рабочая!!
Я имел ввиду добавку к обычному трансформаторному сварочнику - "заполняет" пробелы тока при переходе через 0
а можно поподробнее о вашем изделии
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 "MASTER", производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытал в работе Цуканов Роман. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА. Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым "включить "стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую "установку"трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная "поделка"+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\мое личное мнение.
Power Electronics
Есть электроды, которые на моём трансе очень туго зажигаются. У них обмазка красноватого оттенка, хз чё электроды такие.
И вообще, надоело, когда электрод вначале постоянно прилипает. Вот хочу со стабилизатором попробовать поварить
На моём 46 В, железо стержневое, отводы со вторички переключаются на 2-ку, 3-ку, 4-ку
Ещё вот такую схемку нашёл:
Опять же, непонятно какой трансформатор должен быть. Повышающий, что ли?
И куда управляющие электроды тиристоров подключаются - тоже не понятно
Первая схема представляет опасность. Даже в случае её полной исправности и правильного подключения, вполне можно получить удар электрическим током через цепочку Д14, Д10, С3. А если неправильно воткнуть вилку в розетку, то можно вообще огрести фазу на электрододержателе.
Если есть сложности с приобретением полевика, то варианты безтранзисторных стабилизаторов дуги приводятся в книге М.И. Закс, Б.А. Каганский, А.А. Печенин, Трансформаторы для электродуговой сварки. Описание интересных самодельных стабилизаторов приводятся на сайте Кравцова Виталия Николаевича (он их почему-то называет осцилляторами).
Собрал стабилизатор по книге. Это первая версия. Электроды на постоянку стали гореть. Нержавейку не пробовал. Вообще горение стало более стабильное. Ток можно меньше сделать и разбрызгивание металла меньше. Сварочный самодельный жёсткий с балластником. Дополнительный дроссель на выходе не ставил. Напряжение холостого хода 80 В.
Видно что резистор на 1кОм подгорел. Так что мощность должна более, чем 2 Вт. 2 резистора, которые стоят после моста то же сильно греются. Но по окраске видно что терпят. Для 80 вольт холостого их надо мощнее. Или ставить 2 резистора по 3 или 4 кОм.
Пробовал варить алюминий на переменке вольфрамом в аргоне. Зажигал от графита, хотя и осциллятор есть. Дуга не гаснет. Горит вполне стабильно. После минуты работы сгорел предохранитель и за ним транзистор, который закрывает полевик. Предохранитель поболее поставил и всё заработало.
Подключал осциллограф к полевику. При сварке покрытыми электродами сигналы выглядели либо как иголки, либо меандр. Меандр редко проскакивал. А при сварке вольфрамом сигналы все меандр. И получается что полевик больше открыт и от этого сильнее греется. И конечно мост то же нагревается сильнее. При сварке РДС можно обойтись без радиаторов. При РАДС обязательно радиаторы нужно ставить.
Огромное спасибо товарищу Володину за изобретение!
Дополнительный дроссель на выходе не ставил. Напряжение холостого хода 80 В.
Видно что резистор на 1кОм подгорел. Так что мощность должна более, чем 2 Вт. 2 резистора, которые стоят после моста то же сильно греются. Но по окраске видно что терпят. Для 80 вольт холостого их надо мощнее. Или ставить 2 резистора по 3 или 4 кОм.
В оригинале, стабилизатор рассчитан на работу совместно с продвинутым сварочным источником, имеющим в два раза меньшее напряжение холостого хода. Для варианта 80В необходимо в два раза увеличить номиналы и мощности указанных резисторов.
Сейчас существует улучшенная версия стабилизатора в которой отсутствуют резисторы после моста.
Подключал осциллограф к полевику. При сварке покрытыми электродами сигналы выглядели либо как иголки, либо меандр. Меандр редко проскакивал. А при сварке вольфрамом сигналы все меандр. И получается что полевик больше открыт и от этого сильнее греется. И конечно мост то же нагревается сильнее. При сварке РДС можно обойтись без радиаторов. При РАДС обязательно радиаторы нужно ставить.
Речь идёт о напряжении на затворе полевика? Если так, то там и в самом деле должны быть достаточно короткие импульсы (что-то порядка 1. 2мс).
Сварка в обоих случаях (аргон и ручник) производилась от одного источника?
Рад, что Вам моя разработка оказалась полезной. Но изобретение, это громко сказано. Скорее рационализаторское предложение.
Да. Осциллограф я подключал к затвору транзистора.
Вот что получается при сварке плавящимся покрытым электродом.А вот что получается при сварке вольфрамовым электродом.
Я думаю это из-за укорочения длины дуги. При сварке аргоном я пробовал варить без присадки и держал очень короткую дугу. На покрытых электродах так не получится, так как стержень плавится быстрее обмазки. Когда я окунал электрод в сварочную ванну, то на осциллограмме транзистор был полностью открыт.
Сварка в обоих случаях производилась от одного источника. Менялось только значение тока.
А обычный диммер, подключенный после дросселя на выходе сварочника, может быть стабилизатором дуги? Или слишком плавно затухает, из дросселя никаких выбросов не будет?
А если накапливать энергию не в начале полупериода, а в конце с помощью MOSFET? Просто технически это прозе реализовать, а вот как в теории.. Не силен
А если накапливать энергию не в начале полупериода, а в конце с помощью MOSFET? Просто технически это прозе реализовать, а вот как в теории.. Не силен
Технически это гораздо сложнее реализовать, т.к. надо предвидеть сам момент окончания периода, а также среднюю величину напряжения на этом этапе, чтобы закачать требуемую энергию в индуктивность рассеяния.
Это намного проще делать в LTspice. Причём используя не безликие тиристоры, транзисторы и диоды, а модели конкретных элементов.
В этой теме есть несколько готовых моделей стабилизатора для LTspice.
Здесь была выложена первоначальная версия.
Вот что получается при сварке плавящимся покрытым электродом.
К сожалению, картинка абсолютно не информативна (квадрат Малевича).
Транзистор открывается в начале каждого полупериода и закрывается при достижении порогового тока. Если он не закрывается, то это означает что ток в шунте (включен в истоке транзистора) не достигает порогового уровня.
to valvol
Большое спасибо за ответ! LTSpice боюсь как огня, лет 6 пытаюсь подступиться. Вечерком сяду постигать, тема заинтересовала. Proteus "полюблен" за симуляцию микроконтроллеров и RealTime.
Странно, потом сам просматривал и всё нормально было. Вот перезалил.
Плавящийся электродНе плавящийся электрод
Попробую резистор в делителе на VT2 с 1,5 кОм сменить на 1 кОм.
Я бы не стал торопиться с необоснованными модификациями. Разумнее было бы начать с того, чтобы измерить индуктивность рассеяния используемого трансформатора. Это можно сделать методом вольтметра-амперметра или при помощи L-метра.
Большое спасибо за ответ! LTSpice боюсь как огня, лет 6 пытаюсь подступиться. Вечерком сяду постигать, тема заинтересовала. Proteus "полюблен" за симуляцию микроконтроллеров и RealTime.
Зря боитесь. Этот симулятор заслуженно пользуется большой популярностью.
Модель стабилизатора с автоматикой отключения можно взять в архиве с полным вариантом стабилизатора.
Часовой пояс: UTC + 4 часа
Кто сейчас на конференции
Предлагаю обсуждать в этой теме только сварочные стабилизаторы дуги (не осцилляторы), как промышленные так и самодельные.
для "жесткого" трансформатора можно использовать небольшой дополнительный дроссель. Такой дроссель можно выполнить на сердечнике ШЛ25х25.
Обмотка дросселя содержит 18 витков медного провода сечением 25мм2. В стыки сердечника необходимо вставить немагнитную прокладку толщиной 0,1мм (толщина листа бумаги для принтера).
Дроссель имеет сравнительно небольшие размеры и практически не изменяет режим работы самого сварочника. Однако позволяет стабилизатору нормально функционировать.
Стабилизатор дуги
Сварочный центр № 1 - Томск
Сварка осуществляется от китайского сварочного аппарата, у которого напряжение холостого хода миниммальное- 42 В. К трансформатору подулючен стабилизатор дуги.
Немножко подрихтованная версия стабилизатора:
Файлообменник у нас не торопливый. Для каждого действия требует минуты времени. Нужно просто немножко подождать или использовать любой другой бесплатный обменник.
Интересно, а можно в стабилизаторе применить вместо микросхемы логики драйвер, например IR2125, используя нестандартное применение (например токовую защиту как цепь выключения транзистора).
Применение драйверов для защиты от перегрузок
Рис. 4. Структура драйвера IR2125
На рис. 4 приведена структурная схема, а на рис. 5 — типовая схема подключения драйвера IR2125 с использованием функции защиты от перегрузки. Для этой цели используется вывод 6 — CS. Напряжение срабатывания защиты — 230 мВ. Для измерения тока в эмиттере установлен резистор RSENSE, номинал которого и делителя R1, R4 определяют ток защиты.
Рис. 5. Схема включения IR2125
Как было указано выше, если при появлении перегрузки уменьшить напряжение на затворе, период распознавания аварийного режима может быть увеличен. Это необходимо для исключения ложных срабатываний. Данная функция реализована в микросхеме IR2125. Конденсатор С1, подключенный к выводу ERR, определяет время анализа состояния перегрузки. При С1 = 300 пФ время анализа составляет около 10 мкс (это время заряда конденсатора до напряжения 1,8 В — порогового напряжения компаратора схемы ERROR TIMING драйвера). На это время включается схема стабилизации тока коллектора, и напряжение на затворе снижается. Если состояние перегрузки не прекращается, то через 10 мкс транзистор отключается полностью.
Отключение защиты происходит при снятии входного сигнала, что позволяет пользователю организовать триггерную схему защиты. При ее использовании особое внимание следует уделить выбору времени повторного включения, которое должно быть больше тепловой постоянной времени кристалла силового транзистора. Тепловая постоянная времени может быть определена по графику теплового импеданса Zthjc для одиночных импульсов.
Описанный способ включения транзистора имеет свои недостатки. Резистор RSENSE должен быть достаточно мощным и иметь сверхмалую индуктивность. Серийно выпускаемые витые мощные резисторы обычно имеют недопустимо высокую паразитную индуктивность. Специально для прецизионного измерения импульсных токов фирма CADDOCK выпускает резисторы в корпусах ТО-220 и ТО-247. Кроме того, измерительный резистор создает дополнительные потери мощности, что снижает эффективность схемы. На рис. 6 приведена схема, свободная от указанных недостатков. В ней для анализа ситуации перегрузки используется зависимость напряжения насыщения от тока коллектора. Для MOSFET транзисторов эта зависимость практически линейна, так как сопротивление открытого канала мало зависит от тока стока. У IGBT график Von = f(Ic) нелинеен, однако точность его вполне достаточна для выбора напряжения, соответствующего току требуемому защиты.
Для анализа состояния перегрузки по напряжению насыщения измерительный резистор не требуется. При подаче положительного управляющего сигнала на затвор на входе защиты драйвера SC появляется напряжение, определяемое суммой падения напряжения на открытом диоде VD2 и на открытом силовом транзисторе Q1 и делителем R1, R4, который задает ток срабатывания. Падение напряжения на диоде практически неизменно и составляет около 0,5 В. Напряжение открытого транзистора при выбранном токе короткого замыкания определяется из графика Von = f(Ic). Диод VD4, как и VD1, должен быть быстродействующим и высоковольтным.
Кроме защиты от перегрузки по току драйвер анализирует напряжение питания входной части VСС и выходного каскада VB, отключая транзистор при падении VB ниже 9 В, что необходимо для предотвращения линейного режима работы транзистора. Такая ситуация может возникнуть как при повреждении низковольтного источника питания, так и при неправильном выборе емкости С2. Величина последней должна вычисляться исходя из значений заряда затвора, тока затвора и частоты следования импульсов.
Решение на рис.6 заслуживает внимание. Здесь в качестве датчика тока используется сопротивление открытого канала транзистора. Минус (а может быть плюс) в том, что это сопротивление термозависимо, а следовательно энергия стабилизирующего импульса будет зависеть от температуры окружающей среды. Чем холоднее, тем сильнее стабилизация.
Осцилляторы и импульсные возбудители дуги
Читайте также: