Сварочная ванна при дуговой сварке
Обновлено: 04.10.2024
Форму и размеры сварочной ванны можно оценить, используя основные положения теории распространения теплоты при сварке.
Для образования сварочной ванны и шва применяют различные источники нагрева. Они характеризуются полной и эффективной мощностью.
Полную мощность источника нагрева q o определяют по выходным параметрам, например, по сварочному току и напряжению дуги или электронного луча, мощности светового, плазменного и других потоков. На нагрев металла при сварке расходуется не вся мощность источника, а только ее часть, называемая эффективной тепловой мощностью q:
q = η и q o ; η и = q/q o
Н. Н. Рыкалин предложил коэффициент ηи называть эффективным к. п. д. процесса нагрева изделия. Эффективный к. п. д. учитывает неизбежные потери теплоты на излучение, конвективный теплообмен со средой и т. д. Эффективную мощность определяют путем калориметрирования, эффективный к. п. д. рассчитывают. Наиболее высокие значения эффективного к. п. д. характерны для электронно-лучевой (0,8—0,95) и дуговой сварки под флюсом (0,8—0,9); невысокие значения η и , имеют способы газовой сварки (0,3—0,5).
Минимальную тепловую мощность, необходимую для расплавления основного металла и образования сварочной ванны, определяют из выражения
q пл = g o ΔH пл
где g o — массовая скорость плавления основного металла; ΔН пл — энтальпия металла при температуре плавления с учетом теплоты плавления.
Массовую скорость плавления металла рассчитывают по формуле
g o = vυ св F пp , (2.1)
где v — плотность твердого металла; υ св — скорость сварки; F gp — площадь проплавления.
На плавление металла и образование ванны расходуется только часть эффективной тепловой мощности, учитываемая термическим к. п. д. процесса плавления:
η t = g o ΔH пр /q (2.2)
Доля полной мощности, расходуемой на плавление металла при сварке, определяется полным к. п. д. процесса плавления
η пр = g o ΔН пр /q o
С учетом qo = q/ηи получим ηпр = ηtηи.
Анализ показывает, что основным и определяющим параметром режима сварки плавлением является величина погонной энергии q/υ св . B. Этот параметр характеризует тепловложение на единицу длины и в значительной степени определяет геометрические рлчмеры ванны и шва.
В общем виде размеры сварочной ванны в зависимости от погонной энергии и ее составляющих — эффективной тепловой мощности и скорости сварки — могут быть приближенно оценены уравнениями
е = A 1 q/υ cв S; L = А 2 q 2 /υ св s 2 ; G = А 3 q 3 /(υ св S) 2 ,
где е, L, G — ширина, длина и масса сварочной ванны; A 1 , А 2 , А 3 — коэффициенты, зависящие от теплофизических свойств свариваемого металла; s — толщина свариваемых кромок.
Из приведенных уравнений следует, что независимо от принятого источника теплоты с увеличением погонной энергии возрастают размеры ванны и ее масса. Однако при одинаковой погонной энергии, в зависимости от свойств принятого источника теплоты, соотношения между геометрическими размерами ванны и шва могут существенно изменяться. Так, при одинаковой погонной энергии по мере увеличения сосредоточенности источника теплоты возрастает глубина проплавления и сокращается ширина шва. При одинаковой сосредоточенности источника и одинаковой погонной энергии то же происходит при увеличении давления на ванну.
При сварке одним и тем же источником теплоты при одинаковой погонной энергии определенное влияние на соотношение геометрических размеров шва может оказывать режим процесса. Например, при повышении скорости сварки и одновременном увеличении тепловой мощности источника нагрева (из условия сохранения постоянства погонной энергии) обычно наблюдается увеличение глубины проплавления. Это связано с повышением термического к. п. д. процесса ηt и увеличением давления источника нагрева на ванну при повышении его мощности.
Cварочная ванна при дуговой сварке
Важным фактором, влияющим на геометрические размеры и глубину проплавления сварного шва, является пространственное положение шва. Вертикальное положение особенно подходит для глубокого проникновения, так как давление источника и сила тяжести удаляют расплавленный металл из-под дуги.
По этой же причине глубина проплавления увеличивается при сварке под углом во время подъема и уменьшается при сварке во время спуска. В первом случае металл под действием силы тяжести течет по шине в обратном направлении, уменьшая толщину расплавленного слоя в нагретом месте. Во втором случае металл под действием силы тяжести течет к головке шины перед источником тепла, увеличивая толщину расплавленного слоя.
Формирование сварочной ванны
Формирование сварочной ванны является наиболее важным этапом в получении соединения при сварке плавлением. Форма и размер сварочной ванны определяют форму и размер сварного соединения. Последнее в значительной степени определяет эксплуатационные характеристики соединения.
Форма и размеры сварочной ванны определяются границами изотермической поверхности объемного теплового поля, соответствующего температуре плавления металла МНП. Однако такой подход несколько идеалистичен, поскольку при формировании объема расплавленного металла учитывается только эффект распространения тепла в металл за счет теплопроводности.
В реальных условиях сварки он образуется под влиянием ряда сил, действующих на сварочную ванну, в частности, силы тяжести жидкого металла, его поверхностного натяжения и давления источника нагрева. Дуга, которая локально нагревает и расплавляет края шва, оказывает давление на расплавленный металл так, что он выталкивается из передней части ванны, т.е. части ванны с наибольшей интенсивностью нагрева в задней части. Это уменьшает толщину слоя жидкости под дугой и создает условия для углубления ванны. Это приводит к изменению формы зоны расплава. Давление на расплавленный металл определяется разностью уровней h в ванне. Изменение условий сварки оказывает значительное влияние на формирование сварочной ванны и пропорции ее геометрических размеров.
Формирование сварочной ванны при прохождении электродом
Во время сварки источник тепла перемещается вдоль соединяемых кромок, а вместе с ним перемещается расплавленное пространство или сварочная ванна. При дуговой сварке под флюсом сварочная ванна окружена оболочкой (пузырем) из расплавленного шлакового флюса, который полностью окружает ореол дуги и поэтому невидим глазу. При сварке в газовой среде сварочная ванна окружена прозрачной газовой оболочкой; при сварке в защитной дуге сварочная ванна защищена шлаком и газом. В обоих случаях четко виден ореол дуги. При электрошлаковой сварке и вертикальной сварке под флюсом сварочная ванна изолирована от окружающего воздуха слоем шлака на ее поверхности.
Зоны плавления в сварочной ванне
Считается, что пространство плавления при дуговой сварке делится на две области: «голова», где расплавляется основной металл и дополнительные материалы, и «хвост», где образуется сварочная ванна и начинается кристаллизация. Форма сварочной ванны при дуговом процессе в данном случае характеризуется ее длиной, шириной, толщиной и глубиной проникновения в основной металл. Она ограничена изотермическими поверхностями с температурой плавления основного металла.
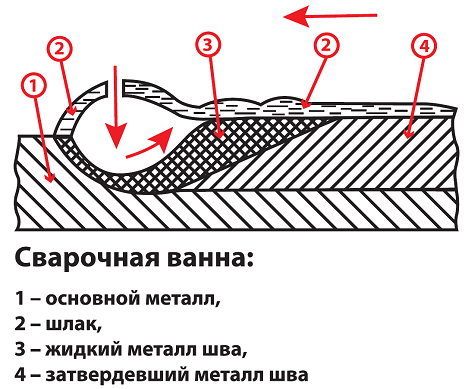
Объем сварочной ванны варьируется от 0,1 до 10 см3 в зависимости от метода и режима сварки. Сварочная ванна имеет эллиптическую форму, вытянутую вдоль направления сварки 1. В поперечном сечении форма сварочной ванны сильно варьируется в зависимости от режима и условий сварки. Наиболее характерной особенностью дуговой сварки является провар, который близок к полукругу.
В случае лучевой сварки форма ванны напоминает лезвие острого кинжала.
Сварочная ванна при дуговой сварке
Сварочные ванны при дуговых процессах характеризуются неравномерным распределением температуры. Металл нагревается намного выше температуры плавления в головной части ванны, где плавление металла происходит под воздействием источника тепла и где взаимодействие между металлом и шлаком или газом наиболее интенсивно. В хвостовой части ванны температура близка к температуре плавления основного металла. Средняя температура ванны для дуговой сварки под флюсом конструкционной низкоуглеродистой стали составляет около 1800°C. Максимальная температура в этих условиях достигает 2300°C.
Столб дуги, расположенный в головной части сварочной ванны, оказывает механическое воздействие (давление на поверхность расплавленного основного металла). Это давление обусловлено совместным действием упругого удара заряженных частиц о поверхность металла, давлением газа в дуговом промежутке и течением дуги под действием электродинамических сил. Такой направленный поток наблюдается только в асимметричных дугах, т.е. дугах, горящих между электродами с малой и большой площадью поперечного сечения, в данном случае между электродом или сварочной проволокой и основным металлом.
Это давление заставляет жидкий металл выходить из-под основания дуги, увеличивая глубину проникновения по мере погружения столба дуги в основной металл. Давление, оказываемое дугой на поверхность металла, пропорционально квадрату тока, протекающего через дугу.
Это давление может быть увеличено за счет повышения концентрации источника нагрева, увеличения плотности тока на электроде или использования флюса или огнеупорных покрытий, которые образуют гильзу на кончике электрода (сварка с глубоким проникновением). Естественно, чем выше давление, оказываемое дугой на поверхность расплавленного металла, тем глубже столб дуги будет проникать в металл. Это позволяет снизить давление, используемое при сварке с поступательным движением и многодуговой сварке с наклонными углами наклона электродов.
Жидкий металл вытесняется из-под основания дуги силой, действующей на поверхность сварочной ванны при обратном движении дуги в расплавленное пространство. При плотности электродного тока до 15 А/мм2 это смещение невелико и проявляется в виде образования незаполненных углублений (кратеров). По мере увеличения плотности тока электродов наблюдается довольно выраженное смещение металла в сварочной ванне до полного удаления жидкого металла из зоны головки. Это является причиной разного уровня жидкого металла в начале и конце пространства расплава.
Для поддержания этого разность уровней между давлением дуги, Pd, и гидростатическим давлением жидкого металла и шлака, Pg, должна быть одинаковой: если Pd < Pg, металл и шлак заполнят углубление, образовавшееся в конце шва. Если Pd >Pg, формирование шва будет нарушено.
Все о ванной сварке
Существует множество вариантов сварочных технологий. Однако именно поэтому нельзя ограничиться знанием только отдельных методик. Знать все о ванной сварке важно всем сварщикам, даже тем, кто не собирается заниматься такой работой.
Что это такое?
В технологических описаниях очень часто говорится, что ванная сварка — это наиболее надежное и эффективное решение. Подобный метод находит применение и в индустриальных, и в «бытовых» сварочных работах. Сварочной ванной принято именовать тот сегмент шва, где металл достиг точки плавления, и куда попадает материал присадки. Открытие подобного феномена произошло в 1903 году во время исследования процесса ацетиленовой сварки. Специалисты давно выяснили, что сварочная ванна очень даже непроста.


Кажущийся однородным объект на деле состоит из:
области с неполным плавлением металла;
участка, где происходит нормализация;
участков частичной кристаллизации и перекристаллизации;
вручную либо с применением средств механизации;
под прикрытием флюса;
в окружении углекислоты;


Плюсы и минусы
В процессе расплава на всем протяжении прутки подогреваются равномерно. Процесс не требует никакого специфического оборудования и снаряжения. Каждый пруток для ванной сварки позволяет без проблем подобрать подходящую форму сообразно общему размеру. Стоимость используемых расходных материалов доступна практически любому сварщику. При использовании ванной сварки отпадает необходимость кантовать конструкции.
Отследить качество выполняемой работы несложно. Для этого применяют неразрушающий контроль гамма-лучами. Однако у ванной сварки есть не только убедительные плюсы, но и не менее актуальные минусы. Каждая стальная ванна может быть применена максимум один раз. Сварщикам придется скрупулезно следить за тем, чтобы температура шва не отличалась от заданной планки.



Порой достаточно всего небольшого отклонения, чтобы произошли необратимые деформации сварочного шва. Расход сварных ванночек велик, и это точно не способствует экономии. Приготовление к работе должно происходить очень аккуратно, и этот процесс занимает немало времени. Охлаждать металл тоже придется долго, иначе образуется значительное количество шлаков. Впрочем, при аккуратной работе эти проблемы не слишком актуальны.



Где используется?
Главнейшая область применения ванной сварки — это соединение арматуры разных диаметров и колонн. Без арматурных элементов невозможно представить каркасно-монолитное строительство. Их используют в:
перемычках для окон и дверей;
конструкциях цокольных этажей;


В домашних условиях ванную сварку арматуры применяют, чтобы создавать опоры для бетонной стяжки полов. Но этот метод используется не только при работе с арматурой и даже не только в работе со строительными конструкциями. Он нужен, чтобы:
чинить сельхозтехнику и автомобили;
работать с подвижным железнодорожным составом, кораблями, летательными аппаратами;
выпускать крупные промышленные металлоизделия, машины;
налаживать работу трубопроводов, нефтедобывающего и газодобывающего оборудования;
обеспечивать нормальную жизнедеятельность в других сферах.
Оборудование
Ванная сварочная технология имеет множество разнородных вариантов. Для таких работ можно применять даже простые дуговые аппараты ручного типа. Выпуски закрепляются в стальные скобы. Распространен еще и полуавтоматический метод. Сварочная ванна создается тогда внутри формы из специальной керамики. Подобное решение привлекательно:
отсутствием необходимости в накладках (и затраты на них тоже отпадают, конечно);
меньшим расходованием ресурса электродов;
созданием гармоничных швов гладкого вида.
При ванно-шлаковой методике в основном применяют формочки на базе сплавов, содержащих медь. Каркасы из металла, несущие стены, туннели, различные опорные конструкции в основном соединяют вручную. Нет особой необходимости в механизации и при сварке строительной арматуры. Съемные ванночки, в отличие от стальных, можно применять многократно. Какой-либо другой специальной аппаратуры и приспособлений не потребуется.



Технология
Подготовка
Разумеется, ванная сварка требует подготавливать поверхность не менее тщательно, как минимум, чем другие методы. Стоит руководствоваться простым правилом: если дефект можно убрать до начала работы, именно так и должно быть сделано. Подготовка касается, безусловно, не только металла, но и самих сварщиков. Нужно использовать спецодежду и обустраивать рабочее место как следует. Обязательно надо предусмотреть все меры профилактики против поражения током.



Обработка кромок на деталях толщиной менее 3 мм не нужна. Относительно тонкие изделия соединяют при помощи плоской кромки. Более толстые конструкции объединяют с помощью кромок в форме X или V. Для максимальной точности работ рекомендуется выполнять подготовку в холодном режиме. Термообработка проводится главным образом при подготовке к сварке труб.
Выбор сварочного аппарата на постоянном или переменном токе зависит прежде всего от конкретных решаемых задач. Для ответственных соединений и для работы с алюминием желательно подготовить устройство, способное работать в атмосфере инертного газа. На трубах без скосов обязательно производится подготовка фасок. Их делают под углом от 60 до 70 градусов.
Внимание: очистка металла на таких местах выполняется не менее аккуратно, чем на других подлежащих свариванию поверхностях.
Вот еще несколько моментов:
ванная сварка ржавого металла крайне нежелательна;
все изделия следует тщательно закрепить;
зазор между стыкуемыми деталями и конструкциями следует выверять по технологическим нормативам и стандартам (а в сложных случаях — пользоваться инженерными консультациями);
сварку разнородных металлов и сплавов должны выполнять только опытные специалисты.




Процесс
Варить металл ванным способом можно только со специальными накладками. Их применяют, чтобы расплавленный металл не утекал произвольно. На торцах скоб ставятся ограничивающие элементы. При отсутствии их неизбежно сильное растекание жидкой массы по стержню. Как накладки, так и ограничивающие элементы преимущественно делают из сталей с низким содержанием углерода.
Ванная методика позволяет соединять стержневые конструкции, расположенные по вертикали, по горизонтали и под наклоном. Горизонтальный вариант подразумевает приваривание стальной скобы к точке стыка. Дистанция между соединяемыми деталями должна быть не меньше 1,5 и не более 2 сечений применяемых электродов. Сами электроды должны иметь специальное покрытие. Вертикальные стержни варят, предварительно наваривая формочку из штампованной стали к торцу нижней конструкции.
Следующий шаг — расплавление того самого торца напрямую дугой. Примыкающий сверху торец осторожно, но энергично «прихватывают». После этого аккуратно и плавно расплавляют обе грани. Форма должна планомерно заполняться образующимся расплавом. Избежать скопления шлака помогает прожигание особого отверстия в стенке ванночки.
Важно: ванная сварка должна вестись беспрерывно. Малейшая остановка в процессе грозит очень неприятными последствиями. Чем больше выход пузырей и шлаков в верхнюю часть шва, тем качественнее будет стык. Застывать металл обязательно должен ровным слоем. Часто профессионалы специально выстукивают еще не остывший стык, снимая напряжение; перед этим, в процессе самой работы, электродом нужно манипулировать поактивнее.


Новый электрод облегчает розжиг электрической дуги. Многократно использовавшийся проводник перед началом работы требует ударить энергично о твердую поверхность. Несколько точечных ударов разобьют пленку окислов, и потому работа будет проще. Длина дуги точно соответствует сечению электрода (коэффициент от ½ до 1,2). Рекомендация: чтобы шов был максимально качественным, требуется держать электрод близко к поверхности.
Начинающим сварщикам советуют создавать максимально короткую дугу. Тренироваться в таком режиме придется очень тщательно и неоднократно. Скорость прохождения по шву должна быть одинакова на всем протяжении. Если это правило нарушается, велика вероятность получить некачественное соединение. Сила тока должна быть выставлена на аппарате в точном соответствии с видом изделия и габаритами проводника.
Угол наклона электрода должен быть выдержан в очень узком диапазоне. Чрезмерно сильное отклонение от прямой вызывает неравномерность дорожки. А если вести инструмент слишком прямо, плотность «чешуек» вырастает, и появляется высокий валик со значительным количеством шлака.
В следующем видео рассказывается о том, что такое сварка в ванной.
Что такое сварочная ванна?
Разнотипная арматура — это достаточно востребованный стройматериал для каркасного домостроения. Из железобетона, армированного металлическими прутами, производятся сваи, блоки под фундамент, балки, плиты перекрытия. Армированный железобетон очень часто используется также для обустройства фундаментных оснований, цокольных этажей, стен зданий, перемычек для оконных, дверных конструкций, балконных плит, межэтажных лестниц в высотных жилых домах. Стальные пруты используются для укрепления половой стяжки. Применяя в бытовых условиях арматуру, ее приходится соединять между собой. Наилучший способ для этого — ванная технология сварки арматуры.
Специфика технологии
Соединение отдельных металлических элементов в сварочной ванне используется чаще всего для арматурных прутьев диаметром не больше 100 мм, для стыковых фланцев, получаемых с помощью сгибания полос металла крупного сечения, сваривания многорядных арматурных прутов, иных деталей. Еще такая методика сваривания деталей используется в процессе строительства металлических каркасов из арматуры, жилых домов, промышленных сооружений.
Ванная сварка предоставляет возможность получать по всему предмету цельный силовой каркас. При этом технология позволяет производить работы с арматурными прутами под любым углом, в разном расположении.
Чтобы получился желаемый высококачественный результат при выполнении сварных работ, нужно точно выдерживать смещение выпусков, когда параметр смещения осей свариваемых прутьев допускается до 0,05 части диаметра заготовки. Для соблюдения данного параметра в соединениях с совмещением арматурного каркаса необходимо работать в специально предназначенных для этого кондукторах, в которых предусматривается фиксация положения больших стальных прутов. При приемке деталей обязательно проверяются размеры, расположение выпусков арматуры.
Преимущества применения ванной техники сварки
- Возможность использования для соединения металлических образцов стандартных инструментов, предназначенных для дуговой электросварки.
- Отсутствует потребность в период выполнения работ постоянно поворачивать свариваемую конструкцию.
- Возможность контроля качества шовного соединения.
Сегодня технологически различают такие виды ванной сварки, как:
- автоматическая шлаковая в сварочной ванне;
- ванная полуавтоматическая;
- ванная ручная в скобе одно-, трехфазной дугой.
Наиболее экономным вариантом является сваривание стержней из железобетона без использования специальных накладок. А из-за неудобства встраивать накладки в сечения стержней такая методика предоставляет возможность существенно экономить в плане дополнительных расходов на материал и производство накладок, а также снижает трудозатраты.
Ванная сварка арматурных прутьев
Подобная методика соединения используется:
- при соединении стальных прутов диаметром 20–100 мм;
- для сваривания арматурных стержней в изделиях из железобетона;
- для соединения фланцев, изготовленных из полос металла крупного сечения.
Данная методика прекрасно себя показала в процессе сваривания деталей крупных железобетонных конструкции, при возведении жилых домов, производственных зданий. При сваривании целостного каркаса из арматуры данная технология гарантирует высокую прочность, жесткость сооружения по всей длине. Данный вид сварочных работ может также осуществляться в самых разных ракурсах: вертикально, горизонтально, под наклоном. Это значительно облегчает выполнение работ.
Главное преимущество ванного способа — возможность применения обычных инструментов для стандартной электродуговой сварки.
Особенности методики
Сваривание выпусков прутьев арматуры производится в нескольких вариантах:
- встык;
- при помощи специальных накладок.
Сваривание встык
В данном случае применяется сварочная ванна. Для соединений используются такие виды сварки:
- ванно-шовная;
- ручная, в инвентарных формах;
- электродами покрытого типа;
- многослойной порошковой проволокой с использованием специальных подкладок;
- порошковой проволокой, имеющей флюсовый сердечник;
- проволокой под флюсом (полуавтомат).
Соединение при помощи специальных накладок осуществляется электродуговой ручной сваркой.
Методика сваривания с использованием сварочной ванны предоставляет возможность получать высококачественные соединения, прочные, жесткие металлические каркасные сооружения по всему их периметру. Благодаря возможности выполнять работы в любой плоскости технология сегодня является одной из наиболее востребованных в сфере строительства.
Образование сварочной ванны является важнейшим этапом получения соединения при сварке плавлением. От формы и размеров сварочной ванны зависят форма и размеры сварных швов. Последние во многом определяют эксплуатационные характеристики получаемых соединений.
Форму и размеры сварочной ванны определяют границами изотермической поверхности объемного теплового поля, соответствующие температуре плавления металла ТПЛ. Однако такой подход является несколько идеализированным, поскольку формирование объема расплавленного металла учитывает лишь эффект распространения теплоты вглубь металла за счет теплопроводности. В реальных условиях сварки сварочная ванна формируется под действием целого ряда сил, действующих в ней, в первую очередь силы тяжести жидкого металла, поверхностного натяжения его и давления самого источника нагрева. Дуга, обеспечивающая местный нагрев и расплавление кромок соединяемых элементов, оказывает на расплавленный металл давление, за счет которого он вытесняется из передней части ванны, т. е. из области с наибольшей интенсивностью нагрева в ее хвостовую часть. Это ведет к уменьшению толщины жидкой прослойки под дугой и создает условия для углубления ванны. В результате изменяются очертания зоны расплавления (рис. 4.1). Давление на расплавленный металл определяется разностью его уровней h в ванне. Изменение условий сварки, в свою очередь, существенно отражается на формировании сварочной ванны, соотношении ее геометрических размеров.

Рис. 4.1. Параметры формы сварочной ванны
Так, увеличение эффективной тепловой мощности, сосредоточенности источника, увеличение давления дуги ведут к увеличению глубины проплавления и уменьшению ширины. При этом ванна удлиняется. Важным фактором, влияющим на геометрические параметры ванны, является пространственное расположение выполняемых швов. При сварке изделий в наклонном положении на подъем (перемещение ванны снизу вверх) глубина проплавления возрастает, при сварке на спуск (перемещение ванны сверху вниз) — снижается (рис. 4.2, б). В первом случае жидкий металл перетекает в хвостовую часть ванны, уменьшая толщину жидкой прослойки под дугой, во втором случае, наоборот, он затекает в головную часть ванны и толщина прослойки увеличивается.

Рис. 4.2. Формирование сварочной ванны в разных положениях: а — вертикальном; б — наклонном; в — потолочном; г — горизонтальном
При сварке в вертикальном положении (рис. 4.2, а) процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести направлена вниз. При сварке на подъем сварочная ванна удерживается только силой поверхностного натяжения. При этом глубина проплавления резко возрастает. Для удержания расплава приходится ограничивать тепловую мощность дуги и размеры ванны. При сварке на спуск удержанию жидкого металла способствует давление дуги, а глубина проплавления уменьшается.
При сварке в потолочном положении (рис. 4.2, в) сварочная ванна удерживается силами поверхностного натяжения и давлением источника нагрева. Для удержания ванны в потолочном положении также необходимы меры по ограничению ее объема. Особенно неблагоприятные условия формирования ванны создаются при выполнении горизонтальных швов (рис. 4.2, г). Расплавленный металл натекает на нижнюю кромку. Это приводит к образованию несимметричной выпуклой формы шва, а также подрезов. Требование к сокращению размеров сварочной ванны в этом случае особенно жесткое.
Важным фактором, влияющим на работоспособность сварных соединений и также связанным с образованием сварочной ванны, является формирование проплавления корня шва. На рисунке 4.3 показаны силы,
действующие на ванну. Ванна удерживается на весу силой поверхностного натяжения Рп, определяемой по формуле:
где аЖ — поверхностное натяжение расплавленного металла; r — радиус кривизны.
Рис. 4.3. Схема формирования проплавления сварного шва: r1 — радиус кривизны в поперечном сечении шва; r2 — радиус кривизны в продольном сечении шва
Поверхностное натяжение уравновешивает давление Рд, оказываемое на ванну дугой, и металлостатическое давление Рм = h ■ v, определяющееся разницей уровней h и плотностью расплавленного металла v.
Условие равновесия ванны в положении на весу можно записать так:
Из этой формулы следует, что удержание ванны облегчается при уменьшении радиуса кривизны проплава, определяющегося его размерами в поперечном r1 и продольном r2 сечениях. С увеличением ширины и протяженности ванны возрастают радиусы кривизны поверхности жидкого металла в двух взаимно перпендикулярных направлениях. В момент достижения одним из радиусов величины, большей критической, металлостатическое давление расплавленного металла и сила давления дуги превысят силу поверхностного натяжения, удерживающую сварочную ванну. Произойдет разрыв поверхностного слоя в корне шва, и жидкий металл вытечет из ванны, образуя прожог. Особенно часто это наблюдается при сварке металла малой толщины, когда сварочная ванна по ширине значительно превышает толщину свариваемого металла. Наиболее распространенной мерой предупреждения прожогов и обеспечения формирования проплава требуемой формы является правильный выбор сварочных режимов и применение сварочных подкладок.
Читайте также: