Сварочное оборудование для автоматической сварки
Обновлено: 28.04.2024
В гараже, имея сварочный аппарат, можно решать бытовые и даже полупрофессиональные задачи, выполнять мелкий ремонт или зарабатывать деньги. В этом обзоре я расскажу, какой сварочный аппарат лучше купить для гаража и приведу ТОП-5 лучших примеров оборудования каждого типа.
Выбор сварочного аппарата исходя из задач по сварке в гараже
Одними аппаратами удобнее варить тонкий металл, другими — толстый. Одни быстрее и подходят для задач, где требуется повышенная производительность, а другие пригодны для неспешной работы. Различается оборудование и в зависимости от видов металла (нержавейка, алюминий, "чернуха"). Поэтому считаю, что выбор сварочного аппарата для гаража должен зависеть от предстоящих задач по его использованию. Вот три самых распространенных типа оборудования, области, для которых оно подходит, и ТОП-5 лучших примеров конкретных моделей.
Инверторы РДС для гаража
Инверторы для ММА сварки покрытыми электродами выбирают, если в гараже хотят варить оградки для клумб, соединять куски трубы под опоры, стойки, приваривать фланцы, сооружать небольшой навес над входом и т. д. Особенность такой работы — не требуется повышенная скорость исполнения и высокое качество шва по прочности и герметичности. Если больше в гараже ничего серьезного не планируется, то простого инвертора будет достаточно.
Критерии выбора
Рассмотрим, как выбрать сварочный аппарат для гаража с учетом этих задач по сварке:
- Сила тока. Для сварки труб достаточно сварочного аппарата с силой тока 160 А, поскольку толщина стенок там 1.0-1.5 мм — проварите легко. Если нужна сварка оградок из квадратного проката толщиной 10-15 мм, то возьмите инвертор на 180-200 А, чтобы проплавление было глубже.
- Мощность кВт. Здесь все зависит от проводки в гараже. Если у вас сечение медной жилы 1.5 мм², то нагрузка от аппарата не должна превышать 4.1 кВт. Но такой показатель есть только у самых слабеньких инверторов, поэтому рекомендую заменить проводку в гараже на 2.5 мм² (допустима нагрузка 5.9 кВт), а еще лучше 4 мм² — тогда можно выбрать инвертор с мощностью до 8.3 кВт, что позволит варить толстый металл до 10-20 мм. Например, это может быть стойка из швеллера.
- Устойчивость к просадкам. В гараже на даче или в частном секторе нередко напряжение падает из-за других соседей, работающих сварочником, сверлильным станком или пилорамой. Вы можете проверить напряжение вольтметром или заметить падение по мигающей лампочке освещения. Чтобы ваш сварочный аппарат мог продолжать работать в таких условиях, выбирайте модели, у которых в характеристиках указана способность варить при 140-160 В.
- Способ регулировки. Для работы с болванками достаточно регулировки "крутилкой" по нарисованной шкале. А вот сварку труб с разной толщиной стенок легче выполнять при помощи более точной настройки по цифровому дисплею.
- Дополнительные функции. Если большинство работу будет с ржавым дворовым металлом, советую выбрать сварочный аппарат для гаража с функцией "Горячего старта". Тогда не придется стучать подолгу кончиком электрода, чтобы распалить дугу. Сварка тонкостенных труб на малых токах дастся вам легче с функцией "Антиприлипания".
- Масса аппарата. Варить мелочевку в гараже можно стационарным аппаратом с массой 10-30 кг, а вот бегать вокруг объемной конструкции, например навеса над входом, легче с небольшим инвертором 5-8 кг. Ну или возьмите длинный кабель держателя 5-7 м, чтобы не тягать аппарат.
ТОП-5 инверторов РДС для гаража
Как и обещал, приведу примеры конкретного оборудования, которое уже прошло проверку временем при гаражной эксплуатации и имеет много положительных отзывов:
- — простой аппарат российской сборки на 180 А. Весит 3.5 кг, есть "Антиприлипание", а цена одна из самых дешевых. — недорогая модель с силой тока 190 А. Заявлено, что варит при напряжении от 190 В. Дуга поджигается легко благодаря холостому ходу 80 В, но качество сборки "хромает". Рекомендую для редкого использования. — чуть проигрывает предыдущим моделям по рабочему току — 160 А, но отлично собран. Варит от 160 В и весит всего 3.9 кг. — обладает повышенным сварочным током 220 А, с которым вы легко проварите металл швеллера. Есть цифровой дисплей для точной настройки. Варит от 140 В, а цена довольно доступная. — серьезный аппарат российской сборки с силой тока 200 А. Обладает функциями "Антиприлипание" и "Быстрый старт". Варит от 165 В.
Полуавтоматы для гаража
Если говорить о полуавтоматических сварочных аппаратах для гаража, какой выбрать зависит тоже от намеченных целей по эксплуатации. MIG сварка подойдет для изготовления ворот, каркаса теплицы, металлических дверей, калиток, баков (для топлива, воды, других жидкостей). Некоторые открывают в гараже небольшой бизнес по производству стеллажей, ящиков, сейфов. Оптимальны полуавтоматы для гаражного кузовного ремонта автомобилей (замена порогов, арок, заварка днища).
Держа в уме вышеописанные задачи, рассмотрим ключевые параметры для выбора полуавтомата:
- Сила тока. Для сварки тонкого кузовного металла или небольших емкостей рекомендую аппараты с рабочим током 160 А. Стеллажи, каркасы теплиц, двери лучше варить полуавтоматами 180-200 А, поскольку там есть жесткие стойки в виде уголков или профиля, с которых можно переносить дугу на листовой металл, добиваясь лучшего провара и без прожогов.
- Габариты и вес. Для мелких работ за столом подойдет модель любых размеров и массы, а вот скакать вокруг каркаса крупной теплицы лучше с небольшими полуавтоматами до 10 кг и размером 40х20х50 см. Как альтернатива, можно взять более тяжелый аппарат, но с кабель-каналом горелки 5 м. Тогда полуавтомат будет стоять на своем месте постоянно, а длины горелки должно хватить для маневренности сварщика.
- Масса устанавливаемых катушек. В небольшие полуавтоматы помещаются катушки до 5 кг. Этого достаточно для периодической эксплуатации. В случае полупрофессиональной деятельности в гараже возьмите модели, рассчитанные на 15 кг, чтобы реже переставлять бобины на барабане.
- Способ управления. Обычные "крутилки" с регулировкой силы тока, напряжения и индуктивности подойдут для однотипной сварочной работы. Если вы часто меняете род задач, например сегодня варите двери, а завтра пороги авто, возьмите модель с синергетическим управлением. В ней нужно указать только толщину металла и его тип, а остальное программа подберет сама.
Просадки напряжения полуавтоматы не любят, поэтому для гаража со слабой линией электропередачи советую позаботиться о стабилизаторе напряжения. Выберите один из этих.
ТОП-5 полуавтоматов для гаража
Теперь покажу лучшие сварочные аппараты полуавтоматы для гаража, чтобы вы могли сразу увидеть конкретные примеры оборудования:
- — простой и дешевый полуавтомат с рабочим током 200 А, вмещающий катушки до 5 кг. — здесь ток MIG сварки 160 А, зато полуавтомат очень надежный и есть режим ММА сварки. — хороший бюджетный аппарат с тремя "крутилками", но без ММА сварки. Может эксплуатироваться даже в неотапливаемом гараже при температуре до -20 градусов. — отличается синергетическим управлением и дисплеем. Кроме MIG режима способен варить TIG и MMA. Этот подойдет для полупрофессиональной деятельности. — настоящее европейское качество, большой экран, много тонких настроек и отличные швы. Сварочный аппарат полуавтомат для гаража рекомендую для регулярного кузовного ремонта, изготовления герметичных емкостей под технические жидкости и пр.
- Какая максимальная сила тока нужна для аппарата?
- Тракторного типа. Для работ под слоем флюса или в среде защитных газов.
- Подвесной сварочный автомат. Для работы в среде защитных газов.
- Многодуговой аппарат. Существуют модификации как тракторного, так и подвесного исполнения.
- Подающее устройство.
- Приводной суппорт.
- Механизм вертикального передвижения.
- Флюсовый бункер.
- Проволочный барабан.
- Блок управления.
- устройства подачи и перемещения;
- токопроводные элементы;
- самодвижущаяся тележка;
- блок управления.
- Высокая стоимость оборудования.
- Низкая маневренность сварочных агрегатов.
- Трудности при реорганизации производства.
- Трубопроводная промышленность;
- Нефтегазовая промышленность;
- Химическая промышленность;
- Тяжелое машиностроение;
- Металлургическое производство;
- Судостроение и судоремонт;
- Тепловая и атомная энергетика.
- Машины для сварки кольцевых швов;
- Машины для сварки продольных швов;
- Установки для автоматической орбитальной сварки;
- Стабильно высокое качество соединения;
- Низкий расход сварочных материалов;
- Широкие возможности модернизации;
- Отсутствие человеческого фактора;
- Низкие затраты на вспомогательные операции.
- выполнять сварку на участках высокой протяженности без прерывания шва;
- надежно соединять металл в зоне контакта с разделкой кромок и без разделки;
- выполнять контроль параметров работы в постоянном режиме;
- достигать максимального КПД установки.
- в судостроении;
- на участках по сборке мостовых конструкций;
- в строительстве;
- на крупных машиностроительных заводах;
- в производстве железнодорожной техники и городского транспорта.
- широкий выбор самых современных моделей;
- полный пакет документов и сертификатов;
- демонстрация работы установок в действии;
- информационная поддержка по вопросам технического сопровождения.
TIG инверторы для гаража
Сварка вольфрамовым электродом в среде защитного газа в гараже используется для заварки трещин в поддоне картера (в основном это алюминий), ремонта литых дисков (сплав алюминия с другими металлами), заварки трещин в головках блока цилиндров (алюминий). Если есть отрезной и сверлильный станок, а также небольшой трубогиб, то в гараже можно выпускать полотенцесушители из нержавейки.
Если вы планируете такие работы в гараже, то выбирайте сварочный инвертор с ТИГ сваркой по следующим параметрам:
ТОП-5 инверторов TIG для гаража
Как обычно, ТОП от меня, упрощающий вам выбор лучшего сварочного аппарата для гаража:
- — простая и недорогая модель с бесконтактным возбуждением дуги. — здесь уже есть импульсный режим и более тонкие настройки. — это самый доступный аппарат по цене, обладающий режимом сварки на переменном токе. Рекомендую для работы с алюминием в гараже. — крутая модель с переменным и постоянным током, сваркой импульсом. Очень удобное управление. — инвертор с питанием от 380 В, переменным током, памятью на 30 видов настроек. Отличный выбор для сварки колесных литых дисков и других ремонтных работ с алюминием.
Популярные вопросы относительно сварочных аппаратов для гаража:
Все зависит от толщины свариваемого металла. Для 1-3 мм достаточно 160 А. При сварке 5-10 мм ищите оборудование с рабочим током 200-220 А.
Если вы будете только изредка соединять стойки в гараже, варить оградки и пр., то достаточно ПВ 40%. При регулярной загрузке по сварке дверей, емкостей, ворот советую ПВ 60-100%.
Зависит от сечения жил провода в самой розетке. При медном проводнике 1.5 мм² получится подключать аппараты с мощностью не более 4 кВт. Это самые слабенькие бытовые инверторы. Для более серьезных задач используют аппараты 6-8 кВт, но к ним нужна проводка с сечением 2.5-4 мм².
Да, реально. Сейчас выпускается много инверторов и полуавтоматов российской сборки с отличным качеством и по доступной цене. Если в гараже вести сварку простых деталей (фланцы, трубы, профиль), то получится отлично сэкономить, купив отечественный аппарат.
Если гараж обустроен под мастерскую для полупрофессиональной деятельности, то европейский аппарат позволит дольше работать по продолжительности сварки, а швы будут качественнее. Тогда покупка будет оправданной и окупится. Для бытовых задач переплачивать смысла нет.
Надеюсь, я дал исчерпывающую информацию по подбору сварочного аппарата для гаража. Если нет, то задать дополнительные вопросы можно в комментариях. Все примеры оборудования из статьи есть у нас в наличие и их можно купить с доставкой по Москве, Санкт-Петербургу и другим городам России.
Оборудование для автоматической сварки
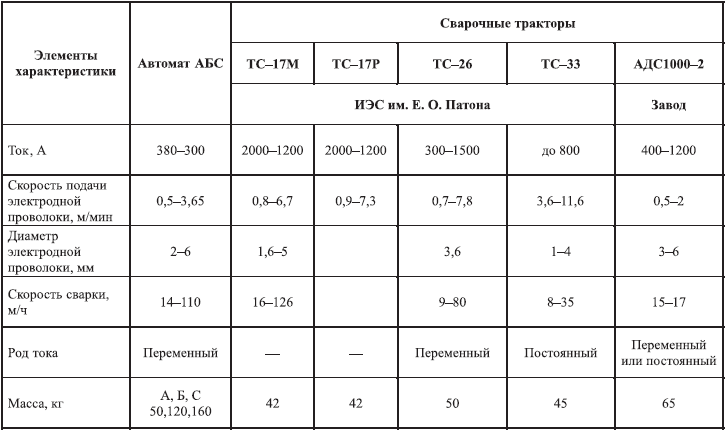
В процессе сварки применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы (таб. 23). Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки флюса в процессе сварки, перемещение сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Важным условием, обеспечивающим нормальный устойчивый процесс автоматической сварки, является равенство скорости подачи электродной проволоки и скорости ее плавления. Это условие в процессе сварки может нарушаться различными факторами: изменениями напряжения в сети, нечеткой работой подающего механизма, неровностями поверхностей свариваемых кромок, при которых изменяется дуговой промежуток, и др. Чтобы процесс сварки протекал устойчиво, а длина дуги сохранялась постоянной, применяют автоматы, сконструированные по двум основным принципам: автоматы с переменной скоростью подачи электронной проволоки, зависящей от изменения дугового промежутка, и автоматы с постоянной скоростью подачи электронной проволоки. Автоматы с переменной скоростью подачи электродной проволоки имеют относительно сложную электрическую схему и поэтому получили ограниченное применение (при низких напряжениях и малых сварочных токах). Более широкое применение получили автоматы с постоянной скоростью подачи электродной проволоки.
Электродвигатель, обеспечивающий через редуктор и подающие ролики подачу электродной проволоки, питается непосредственно от сети. Поэтому скорость вращения электродвигателя будет постоянна, независимо от длины (следовательно, и напряжения) дуги. Саморегулирование осуществляется так.
Если в процессе сварки длина дуги уменьшится (например, из-за неровностей на поверхности свариваемых кромок), то напряжение на дуге понизится. Так как внешняя характеристика источника питания дуги падающая, то уменьшение напряжения приведет к возрастанию сварочного тока и тем самым к увеличению скорости плавления электродной проволоки (скорость плавления проволоки почти пропорциональна сварочному току). Повышение скорости плавления проволоки при постоянной скорости ее подачи приведет к удлинению дуги, то есть к восстановлению установленного режима сварки. Если же длина дуги увеличится, то напряжение возрастет, и в соответствии с внешней характеристикой источника тока сварочный ток понизится. Следовательно, скорость плавления электродной проволоки уменьшится, что при постоянной скорости ее подачи приведет к сокращению дугового промежутка.
Технические характеристики сварочных тракторов
Процесс саморегулирования осуществляется нормально при питании дуги постоянным током. При переменном токе для устойчивой работы автомата колебания напряжения в сети не должны превышать 6–8 %.
Автоматические головки АБС состоят из трех узлов (рис. 83). Первый узел – сварочная головка – включает электродвигатель, механизм подачи проволоки с правильным механизмом, токоподводящий мундштук, корректировочный механизм для направления головки по шву и трехкнопочный пульт управления. Набор сменных шестерен механизма подачи позволяет изменять скорость подачи электродной проволоки в пределах от 28,5 до 225 м/ч.
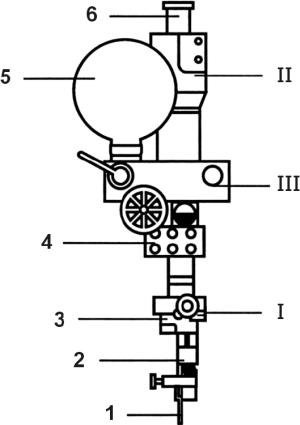
Рис. 83. Сварочный аппарат типа АБС:
I узел: 1 – мундштук; 2 – правильное устройство; 3 – подающий механизм; 4 – пульт управления; II узел: 5 – катушка; 6 – флюсоаппарат; III узел – самоходная тележка
Второй узел – подвесной механизм – состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппарата для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер и кассеты с электродной проволокой.
Третий узел представляет собой самоходную тележку, состоящую из электродвигателя, от которого движение через фрикционное устройство, червячные передачи и одну сменную пару шестерен передается ведущим бегунам тележки. Сменные шестерни позволяют изменять скорость перемещения тележки, то есть скорость сварки, в пределах 13,5–112 м/ч.
Головка АБС предназначена для сварки стыковых, угловых и нахлесточных швов. При этом узлы, входящие в головку АБС, позволяют использовать ее как подвесную неподвижную и как самоходную.
Сварочный трактор является более эффективным и маневренным сварочным аппаратом. Он представляет собой автоматическую головку, установленную на самоходной тележке, которая перемещается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва. Трактор ТС–17М (рис. 84) применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, при сварке труб и резервуаров диаметром более 800 мм (тракторы других марок незначительно отличаются от ТС–17М – рис. 85). Им можно производить сварку всех видов швов в нижнем положении.
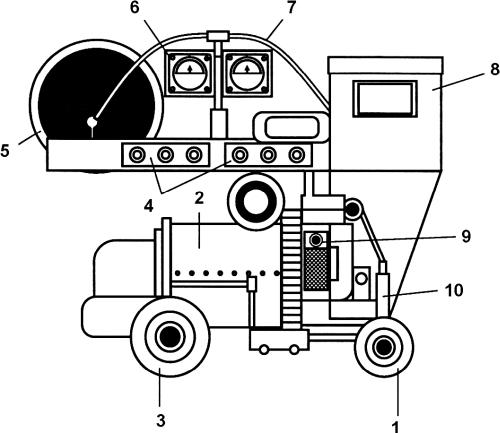
Рис. 84. Сварочный трактор ТС–17М:
1 – направляющие колеса; 2 – электродвигатель для подачи электродной проволоки и передвижения трактора; 3 – ведущие колеса; 4 – пульт с кнопками управления; 5 – кассета с электродной проволокой; 6 – электроизмерительные приборы; 7 – электродная проволока; 8 – бункер для флюса; 9 – механизм подачи проволоки; 10 – мундштук
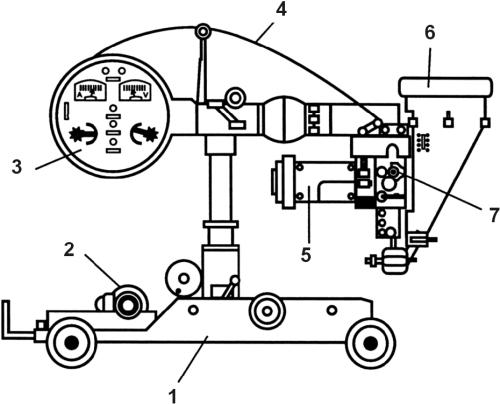
Рис. 85. Сварочный трактор АДС–100–2:
1 – самоходная каретка; 2 – электродвигатель; 3 – пульт управления с кассетой для проволоки; 4 – электродная проволока; 5 – электродвигатель механизма подачи проволоки; 6 – бункер для флюса; 7 – механизм подачи проволоки
Трактор имеет один электродвигатель трехфазного тока, который приводит в движение механизм подачи электродной проволки и механизм передвижения трактора вдоль свариваемого шва. Подающий механизм состоит из понижающего редуктора и двух роликов (ведущего и прижимного), между которыми протаскивается электродная проволока. Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токопроводящих мундштука. Для электродной проволоки диаметром 1,6–2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смещенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундштук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом.
Трактор снабжен двумя бункерами для флюса: один бункер применяют при сварке вертикальным электродом, а второй – при сварке наклонным электродом. Толщина насыпаемого слоя флюса устанавливается вертикальным перемещением патрубка, по которому подается флюс в разделку кромок. Если сваривают стыковой шов без разделки кромок, то трактор направляется вручную.
Если сваривают шов с разделкой кромок, то на одну из штанг подвески устанавливают копир, состоящий из двух последовательно расположенных роликов, которые при сварке катятся по разделке кромок и тем самым направляют трактор вдоль свариваемого шва.
При сварке угловых швов «в лодочку» копировальным элементом служит ролик, закрепленный на специальной штанге и катящийся по углу свариваемого шва.
Трактор имеет трехкнопочный пульт управления. Кроме того, есть дополнительный пульт управления, используемый при сварке кольцевых швов на цилиндрических изделиях (котлы, цистерны, резервуары), для управления электродвигателем стенда. На стенде вращается свариваемое изделие (рис. 86).
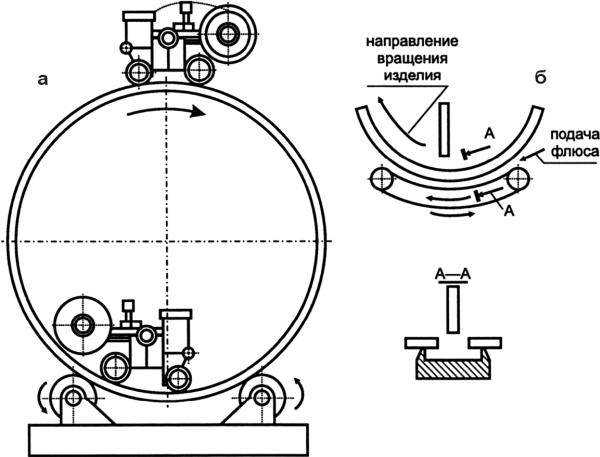
Рис. 86. Стенд сварки швов (а) и флюсоременная подушка (б)
Рассмотрим и шланговый полуавтомат (рис. 87).
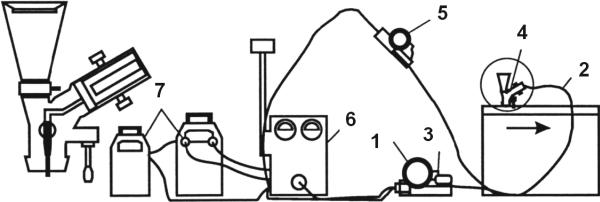
Рис. 87. Схема поста полуавтоматической сварки под флюсом:
1 – кассета подающего механизма; 2 – гибкий шланг для подачи электродной проволоки и электрического тока; 3 – ролики подающего механизма; 4 – держатель; 5 – подающий механизм; 6 – аппаратный ящик с электрооборудованием полуавтомата; 7 – сварочный трансформатор
Он сочетает универсальность и маневренность ручной сварки с преимуществами автоматической сварки под флюсом. Полуавтоматическая установка производит только подачу электродной проволоки в зону дуги, а перемещение дуги вдоль свариваемого шва осуществляет сварщик с помощью специального электрододержателя. Сварка производится при повышенных плотностях тока до 200 А/мм 2 , что позволяет применять электродную проволоку диаметром 1,2–2,5 мм. Высокие плотности тока повышают температурный режим сварки, коэффициент плавления и глубину провара шва. Вследствие этого допускается некоторое уменьшение разделки кромок, уменьшается необходимый расход электродной проволоки на единицу длины разделки кромок. При этом не только повышается производительность процесса сварки, но и значительно сокращается расход электроэнергии.
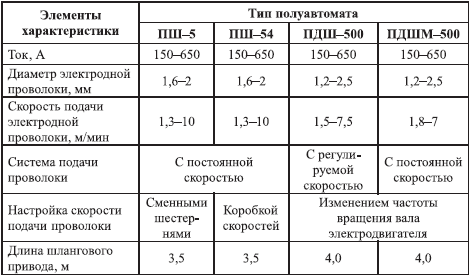
В сварочном производстве получили большое распространение шланговые полуавтоматы типов ПШ–5, ПШ–54.
Шланговый полуавтомат типа ПШ–54 состоит из источника тока, шкафа управления, кассеты с электродной проволокой, механизма подачи проволоки, гибкого шланга, который заканчивается держателем. Бухта электродной проволоки заправляется в кассету после тщательной очистки от грязи, масла и ржавчины. Подача электродной проволоки осуществляется с помощью электродвигателя трехфазного тока мощностью 100 Вт, который через редуктор вращает ведущий ролик механизма подачи. Между ведущим и поджимным роликами протаскивается электродная проволока. Переключением шестерен коробки скоростей можно изменять скорость подачи электродной проволоки в пределах 78–600 м/ч. Шланговый провод длиной 3,5 м и диаметром 27 мм служит для подачи электродной проволоки по центральному каналу в зону дуги. В шланг вмонтированы провод для подвода сварочного тока и провода управления пуском и выключением электродвигателя механизма подачи, включением и выключением сварочного тока. Держатель представляет собой трубчатый мундштук с ручкой и специальной воронкой для флюса. Воронка вмещает 1,5 кг флюса и снабжена пластинчатой заслонкой. Шкаф управления содержит контрольные приборы (амперметр и вольтметр) и устройства для включения и выключения системы управления.
Включение электродвигателя для подачи электродной проволоки и тока сварочной цепи у полуавтомата типа ПШ–54 производится замыканием сварочной проволоки на изделие, а прекращение процесса сварки достигается удалением держателя от поверхности свариваемого изделия, т. е. обрывом сварочной дуги. В полуавтоматах типа ПШ–5 включение и выключение электродвигателя механизма подачи электродной проволоки и тока сварочной цепи производят пусковой кнопкой на рукоятке.
Шланговый полуавтомат типа ПДШ–500 имеет по сравнению с полуавтоматами ПШ–5 две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС–1000.
Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки. Подающий механизм, смонтированный на подвижной тележке, работает от электродвигателя постоянного тока через понижающий редуктор. Ведущий и нажимной ролики подают электродную проволоку из кассеты по шлангу в зону сварки.
Скорость подачи электродной проволоки устанавливают реостатом, включенным в цепь обмотки электродвигателя. На тележке укреплен бункер с устройством для пневматической подачи флюса в зону сварки. Воздух используется от заводской воздушной сети или от компрессора. На специальной панели тележки установлены измерительные приборы и устройства управления.
Полуавтомат типа А–1197 служит для сварки под флюсом и в среде углекислого газа как сплошной, так и порошковой проволокой. Полуавтомат имеет модификации: А–1197С – подающий механизм с асинхронным электродвигателем, а регулирование скорости подачи осуществляется сменными зубчатыми шестернями; А–1197П – подающий механизм с электродвигателем постоянного тока, обеспечивающий плавное регулирование скорости подачи электродной проволоки. Номинальный сварочный ток – 500 А. Диаметр электродной проволоки 1,6–3,5 мм. Скорость подачи электродной проволоки 90–900 м/ч. Шланговые автоматы отличаются от полуавтоматов тем, что вместо держателя для ручного перемещения сварочной дуги применяется самоходная сварочная головка легкого типа с электродвигателем и устройством для перемещения ее по свариваемому изделию вдоль шва.
Техническая характеристика шланговых полуавтоматов
Шланговый автомат типа АДШ–500 имеет два типа самоходных головок: ГСА–1–2 и ГСА–2–2. Головка типа ГСА–1–2 предназначена для приварки к горизонтальной плоскости различных полос, ребер или других профильных элементов высотой 50–160 мм. Головку типа ГСА–2–2 применяют для тех же работ, но при высоте привариваемых элементов более 160 мм. Она прижимается к свариваемому изделию электромагнитами, полюсами которых служат катки тележки. Сварочный ток устанавливается в пределах 150–600 А. Для включения и выключения сварочного тока автомат оборудован дистанционным кнопочным устройством.
Автомат позволяет производить сварку со скоростью 10–65 м/ч. Флюс подается в зону сварки пневматически. Контрольные приборы – амперметр и вольтметр, а также маховичок потенциометра для плавного регулирования скорости сварки – смонтированы на корпусе механизма подачи электродной проволоки. Вес самоходной головки составляет 10–12 кг.
Разработан способ шланговой многоэлектродной сварки. Он предусматривает подачу в зону дуги с одинаковой скоростью одновременно трех электродных проволок диаметром 1,6–2,0 мм. Это позволяет применять сварочные токи до 800–1000 А и тем самым значительно повышать производительность сварки. Важным преимуществом этого способа является также возможность легирования металла свариваемого шва. Для этой цели применяется легированная сварочная проволока.
Установки и приспособления, служащие для механизации вспомогательных работ, могут быть разбиты на две основные группы: универсальные и специализированные.
Универсальные установки и приспособления применяют при разнообразных сварочных работах. К ним относятся устройства и приспособления общего назначения: стенды и кантователи различной конструкции, струбцины, винтовые стяжки, правильные скобы, хомуты, домкраты и др. Специализированные установки и приспособления разрабатывают и применяют при серийном и массовом производствах. Они представляют собой стенды и установки с неподвижными и подвижными фиксаторами, имеющими зажимные устройства с механическим, пневматическим, гидравлическим или электрическим приводами. Такие устройства позволяют быстро и с достаточной точностью фиксировать взаимное расположение элементов свариваемой конструкции, значительно сокращая объем работ по разметке и проверке сборки свариваемого изделия.
Виды, плюсы и минусы автоматической сварки
Автоматическая сварка – высокотехнологичный процесс, который характеризуется самостоятельным образованием и поддержанием дуги. Мы расскажем об особенностях работы оборудования, их видах, и главных отличиях от автоматической сварки.

Автоматическая сварка – высшая степень механизации электродуговой сварки. Сварка автомат характеризуется самостоятельным образованием и поддержанием дуги. Система управления контролирует скорость и дозировку подачи расходных материалов, а также направление движения дуги. В этом состоит главное отличие от полуавтоматической технологии.
Что такое сварка-автомат, отличия от полуавтомата
Благодаря полному контролю сварочного процесса автоматическая сварка получила наибольшее распространение на предприятиях, специализирующихся на массовом производстве. По своей сути сварка-автомат – это сочетание электромеханического оборудования с электронным управлением, среди которых важнейшей деталью является сварочная головка. С ее помощью происходит подача расходных материалов в область соединения, производится дуговая сварка, резка или напыление, осуществляется контроль над сварочным процессом и своевременностью его остановки.
Дополнительная информация. По своей конструкции головки делят на два типа: подвесные и самоходные. Первые отличаются отсутствием устройства для перемещения головки. Поэтому движение дуги происходит за счет передвижения соединяемых элементов. Самоходная головка способна самостоятельно перемещаться над зоной сварки с помощью специальных приводов.
На самом деле разница между технологиями несущественна. Степень механизации процесса – вот чем отличается автомат от полуавтомата. Относительная простота конструкции выгодно отличает полуавтоматические сварочные аппараты. Они оборудованы автоматическим устройством подачи сварочной проволоки на электродный держатель через гибкий рукав. Сварщик осуществляет управление за движением дуги, направляя ее в нужную сторону.

Таким образом, технология, при которой проволока подается в автоматическом режиме, а дуга перемещается оператором, получила название полуавтоматической.
Виды автоматических аппаратов
Тракторный тип
Первый тип аппаратов был разработан и выпущен в СССР. Требования к конструкции регламентированы ГОСТ 8213-69. Широко применяется в тяжелой промышленности.

В качестве примера рассмотрим устройство одномоторного трактора типа ТС-17-Р. Как следует из названия, трактор имеет только один электродвигатель. Он разработан для выполнения работ под слоем флюса при сварке различных стыковых швов. При этом минимальный радиус кольцевых швов составляет 600 мм.
С помощью электродвигателя приводятся в движение ходовой механизм, а также устройство подачи проволоки. Все три элемента имеют общий корпус, который является несущей конструкцией трактора. Он служит опорой прочим механизмам: загрузочному бункеру для флюса, барабану с проволокой и управляющему блоку.
Электрод располагается вблизи вертикальной оси, которая проходит через центр тяжести. Данная особенность позволяет производить работы внутри емкостей: низкое расположение центра тяжести обеспечивает повышенную устойчивость.
Подвесной сварочный аппарат

Подвесное оборудование разделяют на стационарные и самоходные агрегаты.
Стационарные устройства отличаются тем, что перед началом работ их устанавливают на выбранное место и не перемещают до окончания работ. Основная сфера применения – соединение труб. Самоходные аппараты оснащены тележкой для перемещения по рабочей площадке. Отличаются способностью к созданию неразъемных соединений значительной длины.
Принцип и технология выполнения работ
Для сварки металла применяют аппараты всех вышеперечисленных типов. Главным элементом конструкции автоматического аппарата является сварочная головка, которая включает в себя следующие комплектующие:
Она обеспечивает подачу сварочной проволоки либо прочих электродных материалов, после чего осуществляет подачу тока.
Вспомогательная аппаратура, к которой относятся механизм подачи защитного газа либо флюсовое оборудование.
Особенности механизма подачи проволоки имеют конструктивную схожесть с аналогичным приспособлением полуавтоматических аппаратов.
Токопроводящий механизм называют горелкой либо мундштуком. Встречаются различные варианты исполнения, которые имеют общее принципиальное устройство – направляющую трубку с вкрученным токопроводным элементом. Трубка посредством сапожковой вилки на шарнире соединяется с прижимным механизмом. Для повышения периода эксплуатации вилка снабжена вставкой из высокопрочного материала. Прижимной механизм представляет собой винт с пружиной.

Для автоматической сварки под флюсом рекомендуем использовать источники энергии с пологопадающими характеристиками. При выполнении работ в газовой среде предпочтительнее будут источники с жесткими характеристиками.
Для орбитальных сварных работ используют аппараты с асинхронными двигателями постоянной частоты. Благодаря реализации принципа саморегуляции скорость подачи электродов остается неизменной.
На конвейерных линиях сварочное оборудование работает согласно единому технологическому циклу, который может содержать устройства для предварительной или последующей обработки материалов в зависимости от специфики производства.
Плюсы и минусы сварочных автоматов
Применение рассматриваемой технологии имеет положительные и отрицательные стороны. Преимуществами автоматического метода считают:
Технология автоматической сварки не стоит на месте. Несмотря на то что автоматизация производства, как правило, оказывает положительное влияние на предприятие, перед ее внедрением следует трезво оценить целесообразность модернизации. Это не всегда выгодно. Именно по этой причине автоматическая сварка не получила повсеместного применения. Если вы имеете опыт успешного внедрения автоматической сварки на производстве, поделитесь им в комментариях.
Установки автоматической сварки
Автоматизация сварочных процессов – эффективный способ повышения производительности работ и качества соединений. В настоящем разделе каталога представлены установки для автоматической сварки, предназначенные для различных отраслей промышленности.

Автоматическая сварочная установка TT-598 для автоматической аргонодуговой сварки кольцевых швов неплавящимся электродом

Установка ОСА-ПА для автоматической сварки труб в трубные доски проволокой сплошного сечения в среде активных и защитных газов

Автоматическая сварочная установка УПС-1250А для сварки неплавящимся электродом продольных швов цилиндрических и других деталей в цеховых условиях

разработан для высокопроизводительной автоматической сварки неповоротных стыков труб диаметром до 1420мм


предназначена для автоматической сварки в непрерывных и импульсных режимах поворотных стыков стальных труб


Сферы применения автоматических сварочных установок
Компания ООО «Сварка ЭС» предлагает комплексные решения в области механизации и автоматизации процессов сварки и наплавки. Мы сотрудничаем с ведущими производителями отрасли и предлагаем современную продукцию для следующих отраслей:
Ассортимент установок для автоматической сварки
В каталоге представлено типовое оборудование для решения конкретных производственных задач. При необходимости мы спроектируем специализированную установку в соответствии с потребностями клиента.
Представленную в каталоге продукцию можно разделить на несколько категорий, в зависимости от назначения:
Широкий ассортимент продукции позволяет подобрать модель с различным функционалом – от компактной установки для сварки форсунок, предназначенной для работы в цеховых условиях до сварочной колонны на гусеничном шасси для прокладки магистральных трубопроводов в различных климатических регионах.
Преимущества систем автоматической сварки
К основным достоинствам систем автоматической сварки можно отнести:
Как купить на заказ автоматические сварочные установки по цене официального поставщика
Автоматическая сварка

Вы работаете на предприятии, связанном с производством сварочных операций промышленного уровня, тогда перед вами непременно стоит цель усовершенствовать технологический процесс, добиться максимального уровня качества или модернизировать участок. В этом непременно поможет наш гипермаркет сварочного оборудования Тиберис! Мы поставляем новейшую технику зарубежного и российского производства, работаем в Москве и на территории всей страны (также по СНГ).
Особенно вам понравятся сварочные автоматы последнего поколения, оснащенные тракторами KEMPPI MagTrac F 61 и Сварог MZ 1000 (M308). Их применение позволит вам не только повысить производительность участка и решать сложные технические проблемы, связанные с линейной и угловой сваркой в труднодоступных местах, но и:
Купить автоматическую сварку — значит снизить накладные расходы на производство деталей и конструкций любой сложности и строительные операции.
Лучшее оборудование автоматической сварки по функционалу и цене
Большинство тракторов из каталога магазина комплектуются источниками тока и механизмами подачи проволоки, но вы также можете выбрать необходимую модель трактора отдельно для использования с уже имеющимся сварочным источником. Автоматическая подача сварочной проволоки под флюсом (SAW-сварка) и поддержание сварочного процесса не требует участия человека. Трактор марки KEMPPI MagTrac F 61 поставляется вместе с устройством подачи проволоки, позволяющим работать на дальности до 5 м, но может комплектоваться дополнительным устройством подачи SuperSnake, увеличивающем зону обслуживания до 15 м.
Назначение автоматической сварки — работа на судостроительных верфях и в цехах по сборке тяжелых металлоконструкций. Для упрощения эксплуатации механизм оборудован магнитными прижимами, а все кабельные линии собраны в один жгут.
К примеру, у Сварог MZ 1000 (M308), кроме полуавтоматической сварки проволокой, может работать и с электродами диаметром в 3 мм. Сфера применения аппарата автоматической сварки, в этом случае, более обширна. Он может работать:
Возможность точной регулировки дуги, сварочного тока и скорости подачи позволит настроить автомат на оптимальный режим работы и добиться повышения производительности вверенного вам участка или предприятия при сохранении энергозатрат.
Преимущества покупки у нас
Ждем ваших звонков. На все обращения наши менеджеры ответят в течение 15 минут. Мы ценим ваше время!
Читайте также: