Сварочный цех и опасности
Обновлено: 28.04.2024
Опасности. Ситуации, в которых возможно возникновение явлений или процессов, способных поражать людей, наносить материальный ущерб, разрушительно действовать на окружающую человека среду называют опасностями. Для опасностей характерны следующие признаки: угроза жизни, ущерб здоровью, затруднение функционирования органов человека.
Опасность заключена во всех системах, имеющих энергию, химически или биологически активные компоненты, а также иные характеристики, не соответствующие условиям жизнедеятельности человека.
Различают опасности потенциальные (скрытые) и реальные. Для того, чтобы потенциальная опасность реализовалась, нужны условия, которые называют причинами. Такими причинами могут быть как конструктивные недостатки оборудования, непродуманная или нарушенная технология, так и повышенный уровень шума, вибрации, излучений, плохое самочувствие человека и многие другие факторы.
Научная дисциплина, изучающая опасности, средства и методы защиты от них, называется «Безопасность жизнедеятельности» (БЖД). «Охрана труда» исследует опасности, действующие в условиях производства, и разрабатывает методы защиты работающих.
Классификация производственных факторов. Производственный травматизм характеризуется травмами и несчастными случаями на производстве в результате воздействия на работающего опасного производственного фактора при выполнении им трудовых обязанностей. Классификация опасных и вредных производственных факторов приведена в ГОСТ 12.0.003.
Опасный производственный фактор — производственный фактор, воздействие которого на работающего в определенных условиях приводит к травме, острому отравлению или к другому внезапному резкому ухудшению здоровья или смерти.
Вредный производственный фактор — производственный фактор, воздействие которого на работающего в определенных условиях может привести к заболеванию, снижению работоспособности и (или) отрицательному влиянию на здоровье потомства.
В зависимости от количественной характеристики (например, продолжительности воздействия, уровня, концентрации и др.) вредный производственный фактор может стать опасным.
Опасные и вредные производственные факторы подразделяются по природе действия на следующие группы: физические, химические, биологические и психофизиологические.
Группа физических опасных и вредных производственных факторов подразделяется на подгруппы по следующим признакам:
? движущиеся машины и механизмы;
? незащищенные подвижные элементы производственного оборудования;
? перемещаемые изделия, заготовки, материалы;
? повышенная запыленность воздуха рабочей зоны;
? повышенная или пониженная температура поверхностей оборудования и материалов;
? повышенная или пониженная температура воздуха рабочей зоны;
? повышенный уровень шума на рабочем месте;
? повышенный уровень вибрации;
? повышенный уровень инфра- или ультразвука;
? повышенное или пониженное барометрическое давление в рабочей зоне и его резкое изменение;
? повышенная или пониженная влажность воздуха;
? повышенная или пониженная подвижность воздуха;
? повышенная или пониженная ионизация воздуха;
? повышенный уровень ионизирующих излучений в рабочей зоне;
? опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
? повышенный уровень статического электричества;
? повышенный уровень электромагнитного излучения;
? повышенная напряженность электрического или магнитного поля;
? отсутствие или недостаточное количество естественного света;
? недостаточная освещенность рабочей зоны;
? повышенная яркость света;
? прямая и отраженная блесткость;
? повышенная пульсация светового потока;
? повышенный уровень ультрафиолетовой или инфракрасной радиации;
? опасные факторы пожара (открытый огонь и искры, повышенная температура воздуха и предметов, взрыв, обрушение и повреждение зданий, сооружений и установок).
Группа химических опасных и вредных производственных факторов подразделяется на подгруппы по следующим признакам:
? по характеру воздействия (общетоксичные, раздражающие, сенсибилизирующие, канцерогенные, мутагенные и влияющие на репродуктивную функцию);
? по способу проникания в организм (через дыхательные пути, пищеварительную систему, кожный покров).
Группа биологических опасных и вредных производственных факторов включает в себя биологические объекты, воздействие которых на работающих вызывает травмы или заболевания:
? микроорганизмы (бактерии, вирусы, риккетсии, спирохеты, грибы и простейшие);
? макроорганизмы (растения и животные).
Среди психофизиологических опасных и вредных производственных факторов в соответствии с характером воздействия можно выделить:
? физические перегрузки (статические и динамические);
? нервно-психические перегрузки (умственное перенапряжение, перенапряжение анализаторов, монотонность труда и эмоциональные перегрузки);
? гиподинамию (малая физическая активность).
Опасные и вредные факторы при выполнении сварочных работ. Сварка относится к работам повышенной опасности, что обусловливает неукоснительное выполнение ряда требований по ее организации и проведению.
При производстве сварочных работ возникают опасные и вредные производственные факторы, которые отрицательно воздействуют на организм человека и могут привести к травме или профессиональным заболеваниям.
Основные опасные и вредные производственные факторы при выполнении сварочных работ (сварка, наплавка, резка, напыление, пайка) представлены в табл. 1.1–1.3.
Наиболее характерным вредным фактором практически для всех способов дуговой, электрошлаковой, контактной и газовой сварки, плазменных технологий и пайки является обра]ование и поступление в воздух рабочей зоны сварочных аэрозолей содержащих токсичные вещества. Длительное воздействие на организм сварщиков этих аэрозолей может привести к возникновению таких профессиональных заболеваний, как пневмокониоз, хронический бронхит, интоксикация металлами и газами. У сварщиков с патологией дыхательной системы высока также распространенность сопутствующих заболеваний центральной нервной системы, желудка и поджелудочной железы, миокарда, а также артериальной гипертензии.
Дуговая сварка, за исключением сварки под флюсом, сопровождается оптическим излучением в ультрафиолетовом, видимом и инфракрасном диапазонах, многократно превышающем физиологически переносимое глазом человека. Интенсивность оптического излучения сварочной дуги и его спектральные характеристики зависят от мощности дуги, способа сварки, вида сварочных материалов, защитных и плазмообразующих газов. При отсутствии средств индивидуальной защиты возможны поражения органов зрения (электроофтальмия, конъюктивит, а также катаракта – помутнение хрусталика) и кожных покровов (ожоги и т. п.).
Таблица 1.1. Опасные производственные факторы при дуговой, электронной и контактной сварке
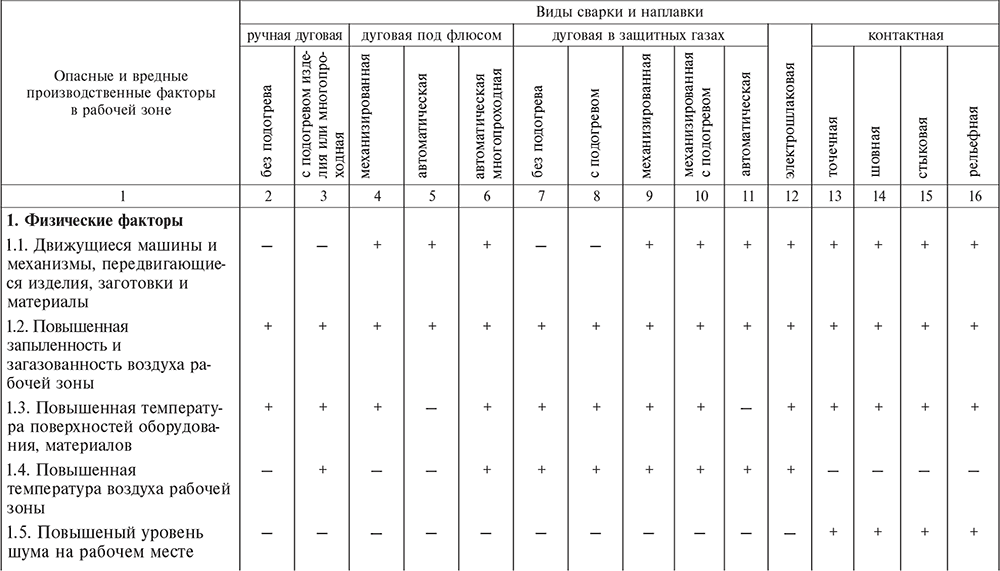
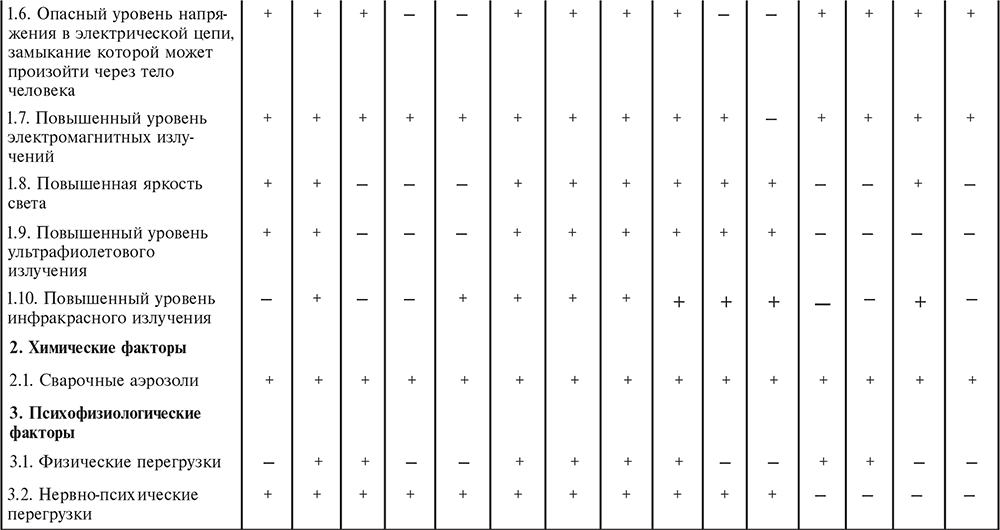
Примечание. Знак «+» означает наличие фактора; знак «—» означает отсутствие фактора.
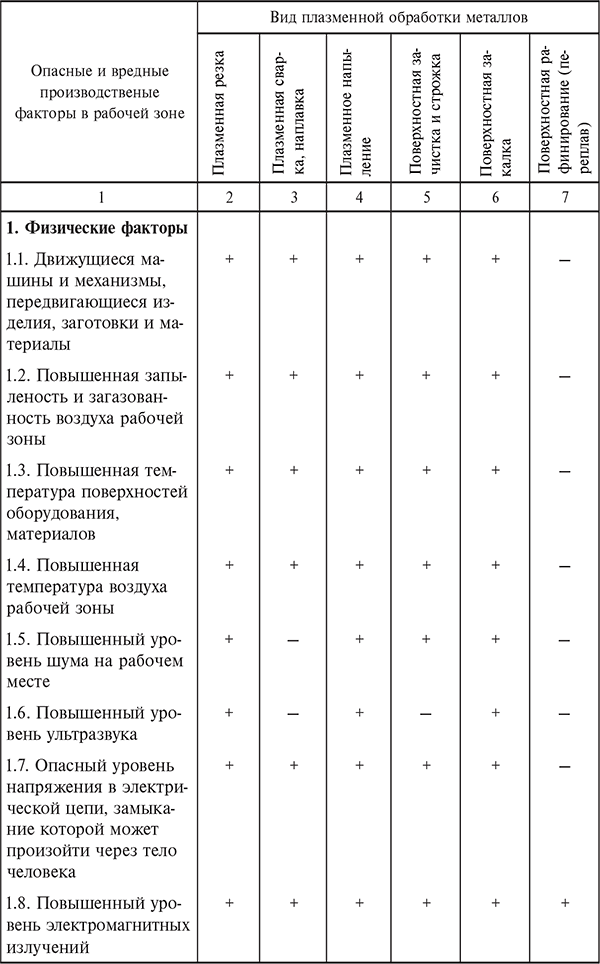
Таблица 1.2. Опасные и вредные производственные факторы при плазменной обработке металлов

Интенсивность инфракрасного (теплового) излучения от свариваемых изделий и сварочной ванны определяется температурой изделий, их габаритами и конструкцией, а также температурой и размерами сварочной ванны. При отсутствии средств индивидуальной защиты воздействие теплового излучения интенсивностью, превышающей допустимые уровни, может привести к нарушениям терморегуляции, тепловому удару. Контакт с нагретым металлом может вызвать ожоги.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий. Характер ее влияния на организм определяется уровнем и длительностью воздействия.
Шум на рабочих местах при дуговой сварке является фактором умеренной интенсивности. Источники шума – сварочная дуга, источники питания, плазмотроны, пневмоприводы. Уровень шума от сварочной дуги определяют стабильностью ее горения. Поэтому при сварке покрытыми электродами и другими сварочными материалами, в составе которых присутствуют элементы – стабилизаторы дуги, уровень шума не превышает допустимые уровни звукового давления.
Таблица 1.3. Опасные и вредные производственные факторы при газоплазменной обработке металлов
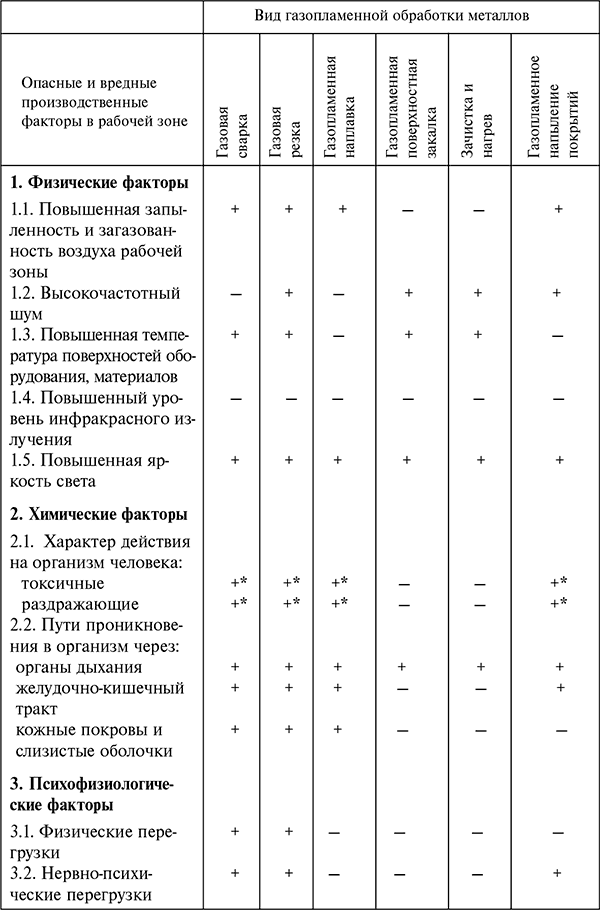
*При газопламенной обработке материалов, содержащих цинк, медь и др.
При сварке в углекислом газе, особенно проволокой сплошного сечения, которая не отличается высокой стабильностью горения дуги, уровни звукового давления в зависимости от режима сварки могут быть больше допустимых значений.
При использовании плазменных технологий и контактной сварки уровни шума существенно превышают допустимые. Кроме того, плазмотроны, применяемые в оборудовании для сварки, резки и металлизации, являются источниками повышенного уровня ультравука.
Наиболее эффективной мерой борьбы с шумом является уменьшение шума в его источнике. Однако в сборочно-сварочных цехах чаще стремятся уменьшить шум на пути его распространения, применяя для этого звукопоглощение и звукоизоляцию.
Разбрызгивание металла при сварке – также следствие нестабильного горения дуги: при сварке в углекислом газе проволокой сплошного сечения оно достигает 15 %, существенно меньше при использовании покрытых электродов и порошковых проволок и отсутствует совсем при сварке под флюсом. Брызги, искры и выбросы расплавленного металла и шлака при отсутствии средств защиты являются причиной ожогов кожных покровов, травмирования органов зрения, а также повышают опасность возникновения пожаров.
Опасным для жизни человека считают напряжение более 42 В переменного и 110 В постоянного токов для помещений сварочных цехов и 12 В для особо опасных условий (сырые помещения, замкнутые металлические объемы и т. п.). Однако эти значения напряжения являются довольно условными, поскольку опасность поражения электрическим током существенно зависит от индивидуальных особенностей организма и окружающих условий. Наличие даже малых количеств алкоголя в крови резко снижает электрическое сопротивление тела человека. Мокрая или потная кожа имеет во много раз большую электропроводность, повышая тем самым опасность поражения током.
Статические и динамические физические нагрузки у сварщиков при ручной и механизированной сварке вызывают напряжение нервной и костно-мышечной систем организма. Статические нагрузки зависят от массы сварочного инструмента (электрододержателя, шлангового держателя полуавтомата), гибкости шлангов и проводов, длительности непрерывной работы и поддержания рабочей позы (стоя, сидя, полусидя, стоя на коленях, лежа на спине). Наибольшие физические нагрузки ощущаются при сварке в потолочном положении, полусидя или стоя, а также при работе в труднодоступных местах лежа на спине (рис. 1.1).
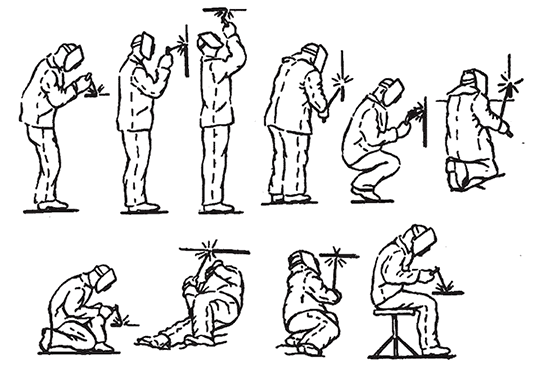
Рис. 1.1. Рабочие позы сварщиков
Рабочая поза — положение тела человека и его отдельных частей, необходимое для выполнения трудовых операций. Поддержание требуемой рабочей позы обеспечивается постоянной активностью нервно-мышечной системы. Рациональную организацию рабочего места при выполнении работ сидя определяет ГОСТ 12.2.032, стоя – ГОСТ 12.2.033.
Динамическое перенапряжение связано с выполнением тяжелых вспомогательных работ: доставка на рабочее место заготовок, сварочных материалов, подъем и переноска приспособлений, поворот свариваемых узлов. Такие нагрузки приводят к утомляемости сварщиков и ухудшению качества сварных швов.
Следует отметить, что кроме указанных в таблице опасных и вредных факторов, при электродуговых процессах отмечается ионизация воздуха рабочей зоны с образованием ионов обеих полярностей. Причиной этого являются электрическая и термическая ионизация в результате электродугового процесса, а также воздействие ультрафиолетового излучения дуги на воздух. Повышенная или пониженная концентрация отрицательно или положительно заряженных ионов в воздухе рабочей зоны также может оказывать неблагоприятное действие на самочувствие и здоровье работающих.
При дуговой сварке в защитных газах, при газовой сварке и резке дополнительно появляются опасные факторы (системы, находящиеся под давлением – баллоны с кислородом, ацетиленом, горючими газами, ацетиленовые генераторы и т. п.), которые могут быть причиной взрывов и пожаров.
Вредные факторы при сварке и резке
Сварка и термическая резка сварки относятся к процессам повышенной опасности. Сегодня на планете с применением сварки производится более 84% всей продукции, поэтому так важно обращать внимание на все вредные факторы, которые сопровождают эти процессы, чтобы знать, как с ними бороться. На прошедшей 26 мая онлайн-конференции «Сварка — 2021: мифы, реальность, перспективы», организованной Ассоциацией «СИЗ», Юрий Подкопаев, президент Московского межотраслевого альянса главных сварщиков (ММАС), подробно рассказал, как это сделать.


С 1 января 2021 года вступили в силу Правила по охране труда при выполнении электросварочных и газосварочных работ, утвержденные Приказом Минтруда РФ от 11.12.2020 № 884н. Рассмотрим основные изменения нового документа.
Пять главных изменений в ПОТ при выполнении электросварочных и газосварочных работ
Отменены прежние ПОТ № 1101н от 23 декабря 2014 года, которые содержали указание, что они не распространяются на работодателей-физлиц, не являющихся индивидуальными предпринимателями. Теперь Правила такое освобождение для работодателей, нанимающих по трудовому договору работников для ведения личного хозяйства и домашней работы, отменили.
Правила поменяли формулировки отдельных производственных факторов, потенциально воздействующих на рабочих. Например, убрали ссылку на т.н. «дежурного электрика». Теперь, если сломалась аппаратура, обращаться нужно к непосредственному руководителю, а не искать дежурного, которого в принципе может быть не предусмотрено в организации.
ВАЖНО: в этой ситуации специалистам по охране труда придется внести изменения в инструкции по охране труда, и указать факторы в новой трактовке.
Риск-ориентированный подход в действии. Теперь в Правилах указана необходимость проведения оценки профессиональных рисков, что характерно для всех 40 новых правил. Документ содержит указание, что работодатель, проведя оценку рисков на рабочих местах своих сварщиков и газорезчиков, может применять и дополнительные меры безопасности.
Например, если в Правилах указано, что нужно установить 4-часовое наблюдение над очагом возгорания, работодатель может в своем локальном акте уточнить, что наблюдение должно длиться 5 и более часов. Главное — это не противоречит Правилам и доведено до работника. Такой подход улучшает условия труда работников, поскольку снижает риск отравления продуктами горения и гибели при пожаре.
Из Правил удалены целые абзацы требований со ссылками на нормативные правовые акты. Сделано это для двух целей:
- чтобы не дублировать требования других правил по охране труда;
- чтобы подготовить почву для отмены прежних нормативных актов.
Произошла замена нормативной базы, и в Правилах теперь не указаны документы, время действия которых истекло или истекает. Специалист по охране труда должен учитывать этот момент.
Правила не сохранили запрет на самостоятельное выполнение электрошлаковой сварки помощником сварщика. Сделано это не потому, что подняли статус помощника, а потому, что есть профстандарт от 28 ноября 2013 года № 701н и профессия рабочего «Сварщик частично механизированной сварки плавлением» №64. Краткосрочные курсы не учитываются, рабочий должен получить полноценную профессию №64 с соответствующим обучением.
ВАЖНО: Что делать специалисту по охране труда в связи с вступлением новых Правил? Проверить, а соответствует ли уровень подготовки сварщиков профстандарту. Если профессия указана в приказе Минобрнауки России от 02.07.2013 N 513 (ред. от 25.04.2019) «Об утверждении Перечня профессий рабочих, должностей служащих, по которым осуществляется профессиональное обучение», без корочки о присвоении профессии на прием на работу запрещайте.
Правила сделали более современными. На ледяных скользких поверхностях теперь можно применять не только песок, но и противогололедное средство. На все средства борьбы с гололедицей необходимо получать сертификат. Если работник, который занимается электросварочными работами, упадет и сломает шею, работодатель сможет доказать, что применял эффективное средство от падения только при наличии сертификата.
Также из Правил убрали оценочные суждения. Вместо фразы «надежно укрепляться» указано однозначно — «исключать случайное падение».
Организация и контроль за выполнением требований действующих Правил возлагаются на работодателя (в соответствии со статьей 212 в редакции ФЗ от 30.06.2006 №90-ФЗ).
Основные опасности при сварке и резке
Теперь рассмотрим подробнее опасности, с которыми сталкиваются сварщики в своей работе.
- электрический удар;
- пожар;
- сварочные брызги;
- шум;
- ожоги.
- твердые и газообразные токсические вещества в составе сварочного аэрозоля;
- интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое инфракрасное);
- интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны;
- искры, брызги и выбросы расплавленного металла и шлака;
- электромагнитные полы, ультразвук, шум, статическая нагрузка и т.д.
При невозможности снижения уровней опасных и вредных факторов до предельно допустимых значений по условиям технологии, запрещается производить сварку, наплавку и резку металлов без оснащения работника соответствующими средствами коллективной и индивидуальной защиты, обеспечивающими безопасность.
Воздействие на здоровье сварщиков твердых составляющих аэрозоля в сварочных дымах
Твердые вещества в составе сварочного аэрозоля таких элементов, как соединение марганца, хрома, титана, алюминия, вольфрама, железа, ванадия, цинка, меди, никеля, кремния и других элементов вызывают наиболее частые профессиональные заболевания сварщиков:
- пылевой бронхит;
- пневнокониоз;
- бронхиальная астма;
- профессиональная экзема;
- нейротоксикоз (интоксикация марганцем);
- силикоз.
Воздействие на здоровье сварщиков газовых составляющих аэрозоля в сварочных дымах
- азот диоксид вызывает отек легких, изменение состава крови (уменьшает содержание в крови гемоглобина);
- углерод оксида вызывает сильную головную боль, слабость, головокружение, туман перед глазами, тошноту и рвоту, мышечную слабость, потерю сознания;
- озон – опаснейший токсичный газ, раздражает слизистую оболочку глаз и дыхательных путей, приводит к не свертыванию крови, к кровоизлияниям в легких;
- фтористый водород разъедает стенки дыхательных путей.
Воздействие инфракрасных, световых и ультрафиолетовых лучей при сварке на органы зрения
- Ультрафиолетовые лучи – вызывают заболевания слизистой и роговой оболочки глаз (электроофтальмия), и ожоги открытой кожи сварщика.
- Инфракрасные лучи вызывают повреждения глаз – катаракту хрустаклика, что приводит к частичной или полной потере зрения.
- Высокая световая интенсивность дуги при сварке приводит к слепящей яркости, которая в сочетании с инфракрасным излучением вызывает фотохимическое повреждение сетчатки, приводящей к частичной или полной потере зрения.
Опасность термического воздействия при сварке
- Брызги металлов и искры опасны для всего тела. Они могут вызывать ожоги, особенно при попадании в глаза. При попадании на горючие материалы вещества могут вызывать пожары. От этого защищают современные костюмы, маски, обувь, поэтому на экипировку сварщиков нужно обращать особое внимание: использовать современные СИЗ, быстроснимаемые ботинки и удобные противопожарные костюмы.
- Горячие части свариваемых деталей, сварочных инструментов, разогретых частей электродов могут вызвать ожоги.
Другие негативные воздействия при сварке
- Статическая нагрузка на верхние конечности при ручных и полуавтоматических методах сварки, наплавки и резки металлов может вызвать заболевания нервно-мышечного аппарата плечевого пояса.
- Нарушения электрической изоляции электрических проводов и нарушения правил эксплуатации электрооборудования может вызвать поражения электрическим током.
- При работе на высоте могут быть травмы, связанные с падением.
- Возможность механических травм ног и других частей тела при ручной разделительной резке.
Виды ответственности юридических и физических лиц за нарушения требований охраны труда
Работодатель должен помнить о том, что за нарушение требований охраны труда предусмотрены разные степени наказаний.
- дисциплинарная (ст. 192 ТК РФ);
- административная (ст. 5.27.1 КоАП РФ);
- уголовная (ст. 143 УК РФ).
Размеры штрафов за нарушения для юридических лиц могут варьироваться от 50 тысяч рублей до 150 тысяч рублей. За повторные нарушения — размер взысканий достигает 200 тысяч рублей. Существуют примеры, когда малые и средние предприятия становились банкротами, потому что штраф составлял несколько миллионов рублей. Поэтому гораздо разумнее работодателю знать о возможных опасностях и устранять причины, которые могут привести к травмам и трагедиям.
Основные опасные и вредные факторы сварочного цеха
К опасным и вредным производственным факторам в сварочном цехе относятся: твердые и газообразные токсические вещества в составе сварочного аэрозоля, интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное), интенсивное тепловое (инфракрасное) излучение свариваемых изделий и сварочной ванны, искры, брызги и выбросы расплавленного металла и шлака, электромагнитные поля, ультразвук, шум, статическая нагрузка и т.д.
Количество и состав сварочных аэрозолей и аэрозолей припоя зависит от химического состава сварочных материалов и свариваемых металлов, способов и режимов сварки, наплавки, резки и пайки металлов.
В зону дыхания сварщиков и резчиков могут поступать сварочные аэрозоли, содержащие в составе твердой фазы различные металлы (железо, марганец, кремний, хром, никель, медь, титан, алюминий, вольфрам и др.), их окисные и другие соединения, а также газообразные токсические вещества (фтористый водород, тетрафторид кремния, озон, окись углерода, окислы азота и др.). Воздействие на организм твердых и газообразных токсических веществ в составе сварочных аэрозолей может явиться причиной хронических и профессиональных заболеваний.
Интенсивность излучения сварочной дуги в оптическом диапазоне и его спектральный состав зависят от мощности дуги, применяемых сварочных материалов, защитных и плазмообра-зующих газов и т.п. При отсутствии защиты возможны поражение органов зрения (электроофтальмия, катаракта и т.п.) и кожных покровов (эритемы, ожоги и т.п.).
Интенсивность инфракрасного (теплового) излучения свариваемых изделий зависит от температуры предварительного подогрева изделий, их габаритов и конструкций. При отсутствии средств индивидуальной защиты воздействие теплового излучения может приводить к нарушениям терморегуляции вплоть до теплового удара. Контакт с нагретым металлом может вызвать ожоги.
Искры, брызги и выбросы расплавленного металла и шлака могут явиться причиной ожогов.
Напряженность электромагнитных полей зависит от конструкции и мощности сварочного оборудования, конфигурации свариваемых изделий.
Характер их влияния на организм определяется интенсивностью и длительностью воздействия.
Источниками шума являются пневмоприводы, вентиляторы, источники питания и др. Воздействие шума на организм зависит от спектральной характеристики и уровня звукового давления.
Статическая нагрузка на верхние конечности при ручных и полуавтоматических методах сварки, наплавки и резки металлов зависит от массы и формы электрододержателей, горелок, резаков, гибкости и массы шлангов, проводов, длительности непрерывной работы и др. В результате перенапряжения могут возникать заболевания нервно-мышечного аппарата плечевого пояса.
При выборе технологических процессов сварки и резки предпочтение должно отдаваться тем, которые характеризуются наименьшим образованием опасных производственных факторов и минимальным содержанием вредных веществ в воздухе рабочей зоны.
При невозможности применения безопасного и безвредного технологического процесса необходимо применять меры по снижению уровней опасных и вредных факторов до предельно допустимых значений.
Содержание вредных веществ в воздухе рабочей зоны на рабочих местах должно соответствовать требованиям, указанным в ГОСТ 12.1.005 (табл.2).
Таблица 2 ПДК вредных веществ в воздухе рабочей зоны
Величина ПДК мг/м 3
В таблице использованы следующие обозначения: П - пары и/или газы; а - аэрозоль;
Допустимая плотность потока энергии электромагнитного излучения оптического диапазона (ультрафиолетового, видимого, инфракрасного) на рабочих местах должна соответствовать требованиям, установленным соответствующими нормативными правовыми актами (табл.3).
Допустимые уровни звукового давления и эквивалентные уровни широкополосного шума на рабочем месте должны отвечать требованиям ГОСТ 12.1.003. Для тонального и импульсного шума допустимые эквивалентные уровни уменьшаются на 5 дБ.
При эксплуатации установок кондиционирования, вентиляции и воздушного отопления допустимые эквивалентные уровни уменьшаются на 5 дБ. Для оценки воздействия различных уровней звука при разной их длительности применяется показатель эквивалентного уровня звука.
Таблица 3 Допустимые уровни оптической облученности при сварочной операции
| Область спектра | Область излучения | Длина волны, мкм | Допустимая плотность потока излучения, Вт/м2 |
| Ультрафиолетовая | С | 200-280 | 0,001 |
| Ультрафиолетовая | В | 280-315 | 0,01 |
| Ультрафиолетовая | А | 315-400 | 10,0 |
| Видимая | 400-760 | В соответствии со СНиП 23-05-95 | |
| Инфракрасная | 760-1000 | 140 |
При уровнях звука выше допустимых на 5 дБА работники должны быть снабжены средствами индивидуальной защиты. Для колеблющегося во времени и прерывистого шума максимальный уровень звука не должен превышать 110 дБА, а для импульсного шума 125 дБА.
Допустимые уровни ультразвука на рабочем месте оператора и в сварочных цехах в течение восьмичасового рабочего дня должны соответствовать требованиям ГОСТ 12.1.001.
Допустимые уровни производственной локальной вибрации от вспомогательного оборудования должны соответствовать требованиям ГОСТ 12.1.012.
При невозможности снижения уровней опасных и вредных факторов до предельно допустимых значений по условиям технологии запрещается производить сварку, наплавку и резку металлов без оснащения работника соответствующими средствами коллективной и индивидуальной защиты, обеспечивающими безопасность.
Электробезопасность в сварочном цехе.
Типоисполнение, степень защиты и состав оборудования (элементов) электросварочных установок выбираются с учетом технологии и вида сварки, параметров свариваемых деталей (заготовок) и сварочных швов с учетом конкретных условий внешней среды при выполнении сварочных.
Электроприемники основного оборудования и вспомогательных механизмов электросварочных установок в отношении обеспечения надежности электроснабжения, относятся к электроприемникам III или II категории.
Конструкция и расположение оборудования электросварочных установок, ограждений и блокировок должны исключать возможность его механического повреждения, а также случайных прикосновений к вращающимся или находящимся под напряжением частям. Исключение допускается для электрододержателей установок ручной дуговой сварки, резки и наплавки, а также для мундштуков, горелок для дуговой сварки, сопл плазмотрона, электродов контактных машин и других деталей, находящихся под напряжением, при котором ведутся сварка, напыление, резка и т. п.
Размещение оборудования электросварочных установок, его узлов и механизмов, а также органов управления должно обеспечивать свободный, удобный и безопасный доступ к ним. Кроме того, расположение органов управления должно обеспечивать возможность быстрого отключения оборудования и остановки всех его механизмов.
Устройства управления электросварочными установками рекомендуется оборудовать ограждениями, исключающими случайное их включение или отключение.
В качестве источников сварочного тока должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы либо преобразователи статические или двигатель-генераторные с электродвигателями или двигателями внутреннего сгорания. Питание сварочной дуги, электрошлаковой ванны и сопротивления контактной сварки непосредственно от силовой, осветительной или контактной электрической сети не допускается.
Схема включения нескольких источников сварочного тока при работе их на одну сварочную дугу, электрошлаковую ванну или сопротивление контактной сварки должна исключать возможность возникновения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты (аппарат), ее номинальное напряжение должно быть не выше 660 В.
Сварочные цепи не должны иметь соединений с электрическими цепями, присоединяемыми к сети (в том числе с электрическими цепями, питаемыми от сети обмоток возбуждения генераторов преобразователей).
Для определения значения сварочного тока электросварочная установка должна иметь измерительный прибор. На электросварочных установках с однопостовым источником сварочного тока допускается не иметь измерительного прибора при наличии в источнике сварочного тока шкалы на регуляторе тока.
Присоединение переносной или передвижной электросварочной установки непосредственно к стационарной электрической сети должно осуществляться с использованием коммутационного и защитного аппаратов (аппарата) с разборными или разъемными контактными соединениями. Обязательно наличие блокировки, исключающей возможность размыкания и замыкания этих соединений, присоединения (отсоединения) жил кабельной линии (проводов) при включенном положении коммутационного аппарата.
Кабельная линия первичной цепи переносной (передвижной) электросварочной установки от коммутационного аппарата до источника сварочного тока должна выполняться переносным гибким шланговым кабелем с алюминиевыми или медными жилами, с изоляцией и в оболочке (шланге) из нераспространяющей горение резины или пластмассы. Источник сварочного тока должен располагаться на таком расстоянии от коммутационного аппарата, при котором длина соединяющего их гибкого кабеля не превышает 15м.
Шкафы комплектных устройств и корпуса сварочного оборудования (машин), имеющие неизолированные токоведущие части, находящиеся под напряжением выше 50 В переменного или выше 110 В постоянного тока, должны быть оснащены блокировкой, обеспечивающей при открывают дверей (дверец) отключение от электрической сети устройств, находящихся внутри шкафа (корпуса). При этом вводы (выводы), остающиеся под напряжением, должны быть защищены or случайных прикосновений. Допускается взамен блокировки применение замков со специальными ключами, если при работе не требуется открывать двери (дверцы).
В электросварочных установках кроме защитного заземления открытых проводящих частей и подключения к системе уравнивания потенциалов сторонних проводящих частей должно быть предусмотрено заземление одного из выводов вторичной цепи источников сварочного тока; сварочных трансформаторов, статических преобразователей и тех двигатель-генераторных преобразователей, у которых обмотки возбуждения генератора присоединяются к электрической сети без разделительных трансформаторов.
Сварочное электрооборудование для присоединения защитного РЕ-проводника должно иметь болт (винт, шпильку) с контактной площадкой, расположенной в доступном месте, с надписью «Земля» (или с условным знаком заземления по ГОСТ 2.721-74*). Диаметры болта и контактной площадки должны быть не менее нормируемых ГОСТ 12.2.007.0-75.
Целью курсового проекта является анализ воздействия химических, физических и биологических факторов в ходе технологического процесса на окружающую среду и здоровье человека.
Основным фактическим видом деятельности ООО «Рыльское ДРСУ» является производство общестроительных работ по строительству автомобильных дорого, железных дорог, эксплуатация автомобильных дорог общего пользования.
ООО «Рыльское ДРСУ» расположено на двух промплощадках.
Промплощадка № 1(производственная база) находится по адресу: 307373 Курская обл., г. Рыльск, ул. Кирова, 1 и занимает земельный участок общей площадью 7818м 2 .
Промплощадка № 2 (асфальтобетонный завод) находится по адресу: 307373 Курская обл., г. Рыльск, ул. Кирова, 2-к и занимает земельный участок общей площадью 35554 м 2 . Промплощадка, на которой расположен АБЗ, находится на расстоянии 1км к северу от промбазы.
Список использованных источников
1 Сводный статистический ежегодник Курской области: Стат. сб./ Курский областной комитет государственной статистики. – Курск, 2004. – С. 94.
2 СНиП 12-03-2001 «Система нормативных документов в строительстве, строительные нормы и правила РФ, безопасность труда в строительстве» Утверждены Постановлением Госстроя РФ от 25 мая 1999 г. N 40
3 ГОСТ 12.1.005-88 (2001) «Общие санитарно – гигиенические требования к воздуху рабочей зоны», утверждён и введён в действие Постановлением Государственного комитета СССР по стандартам от 29.09.88 № 3388 Переиздание (апрель 2001 г.) с Изменением № 1, принятым в июне 2000 г. (ИУС 9-2000)
4 Автотранспорт и человек Куров Б.М. Как уменьшить загрязнение окружающей среды автотранспортом? // Россия в окружающем мире. Аналитический ежегодник. - 2000г.-№7.- С. 10-12
5 ГОСТ 12.3.003-86 (2000) «Работы электросварочные», утверждён Постановлением Государственного комитета СССР по стандартам от 19 декабря 1986 г. № 4072 дата введения установлена. Издание (октябрь 2000 г.) с Изменением № 1, утвержденным в мае 1989 г. (ИУС 8—89)
6 ССБТ Работы электросварочные. Требования безопасности с изм. от 1.07.1989 г.
7 Арустамов Э.А. Безопасность жизнедеятельности. - М.: 2001.-324
8 Глебова Е.В. «Производственная санитария и гигиена труда: Учеб. Пособие для вузов/ Е.В. Глебова. – М.: Высш. Шк., 2005-383.:ил.
9 Санитарные нормы СН 2.4/2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых и общественных зданий и на территории жилой застройки», утв. постановлением Госкомсанэпиднадзора РФ от 31 октября 1996 г. N 36
13 В.В. Амбарцумян, В.Б. Носов, В. И. Тагасов. Экологическая безопасность автомобильного транспорта. - М.: ООО Издательство «Научтехлитиздат», 1999.
14 Варшавский И.Л., Малов Р.В. Как обезвредить отработавшие газы автомобилей. - Изд-во "Транспорт", 1968 - 128с.
15 Автотранспортные потоки и окружающая среда: Учебное пособие для вузов. М.: ИНФРА-М, 1998 - 408 с.
16 Проект производства работ: Общие сведения об объекте строительства. – Курск.,2007.-С.162
17. Сводный статистический ежегодник Курской области: Стат. сб./ Курский областной комитет государственной статистики. – Курск., 2000. – С. 76.
18 ГОСТ 12.1.046-85 (2001) «Нормы освещения строительных площадок», утверждён и введён в действие Постановлением Государственного комитета СССР по делам строительства от 25 апреля 1985 г. № 58, переиздание (Июнь 2001 г.).
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны при производстве сварочных работ
Величина предельно допустимой концентрации мг/м 3
Углеводороды алифатические предельные С1-С10 (в пересчете на С)
фториды натрия, калия, аммония, цинка, олова, серебра, лития, и бария, криолит, гидрофторид аммония;
фториды алюминия, магния, кальция, стронция, меди, хрома
Хромовый ангидрид, хроматы, бихроматы (в пересчете на CrO3)
В таблице использованы следующие обозначения:
П - пары и/или газы; а - аэрозоль; П+а - смесь паров и аэрозоля; О - вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе; А - вещества, способные вызывать аллергические заболевания в производственных условиях; Ф - аэрозоли преимущественно фиброгенного действия.
Информация о работе «Воздействие химических, физических и биологических факторов в ходе технологического процесса на окружающую среду и здоровье человека управления»
Анализ вредных и опасных факторов при проведении электрогазосварочных работ
Данная статья посвящена определению вредных химических факторов воздействующих на организм электрогазосварщика.
Ключевые слова
Текст научной работы
Вследствие своих отличительных черт сварочный процесс сопровождается насыщенными пылевыделениями, приводящими к большой запыленности производственного помещения токсичной мелкодисперсной пылью, газовыделениями, действующими негативно на весь организм работающего.
Повышенная температура сварочной дуги способствует насыщенному окислению и испарению металла, флюса, защитного газа, легирующих частей. Окисляясь кислородом воздуха, данные пары образуют мелкодисперсную пыль, а образующиеся при сварке и тепловой резке конвективные потоки уносят газы и пыль в верхние слои помещения, приводя к большой запыленности и загазованности рабочее место электрогазосварщика.
Главными составляющими пыли при сварке и резке сталей являются оксиды железа, марганца и кремния (в пределах 41, 18 и 6% соответственно).
Наиболее вредные пылевыделения:
- Оксиды железа, механическое раздражение легочной ткани, хроническое отравление, дерматоз, поражение ЦНС;
- Оксиды марганца, вызывающие заболевания нервной системы, легких, печени и крови;
- Соединения кремния, оказывают разрушающее действие на легкие, что приводит к постоянной одышке, боли в груди, сухому кашлю;
- Соединения хрома, способны накапливаться в организме человека, вызывая головные боли, воспаление ЖКТ, общую слабость;
- Соединения алюминия, механическое раздражение легочной ткани, снижение гемоглобина.
Так же на организм работника неблагоприятно воздействуют соединения вольфрама, ванадия, цинка, меди, никеля и других элементов. При попадании в организм работника через дыхательные пути и пищеварительный тракт вредные газообразные вещества вызывают поражения всего организма.
Наиболее опасные газы выделяющиеся при сварке:
- Оксиды азота (особенно двуокись азота), попадая в организм приводит к поражению легких и органов кровообращения;
- Оксид углерода (удушающий газ) — бесцветный газ, способен накапливаться в помещении вытесняя при этом кислород, при концентрации свыше 1% приводит к раздражению дыхательных путей, вызывает потерю сознания, одышку, судороги и поражение нервной системы;
- Озон, в больших концентрациях его запах напоминает запах хлора, образуется при сварке в инертных газах, вызывает раздражение глаз, сухость во рту и боли в груди;
- Фтористый водород — бесцветный газ с резким запахом, действует на дыхательные пути и даже в небольших концентрациях вызывает раздражение слизистых оболочек.[1].
В соответствии с ГН 2.2.5.1313-03 «ПРЕДЕЛЬНО ДОПУСТИМЫЕ КОНЦЕНТРАЦИИ (ПДК) ВРЕДНЫХ ВЕЩЕСТВ В ВОЗДУХЕ РАБОЧЕЙ ЗОНЫ» выделяют следующие ПДК вредных веществ на рабочем месте электрогазосварщика.
Величина ПДК, мг/м 3
Преимущественное агрегатное состояние в воздухе в условиях производства
Особенности действия на организм
Примечание: * При продолжительности работы в атмосфере, содержащей оксид углерода, до 1 ч. ПДК оксида углерода разрешается до 50 мг/м, при длительности работы до 30 мин — 100 мг/м, до 15 мин — 200 мг/м. Повторные работы при повышенном содержании оксида углерода разрешается проводить только через 2ч. после перерыва.
В графе 5 указано агрегатное состояние вещества в воздухе рабочей зоны (пар, аэрозоль)
В соответствии с классификацией ГОСТ 12.1.007-76. "ССБТ. Вредные вещества. Классификация и общие требования безопасности" вещества разделены на четыре класса опасности /графа 6/: 1 класс — чрезвычайно опасные; 2 класс — высокоопасные; 3 класс — опасные; 4 класс — умеренно опасные.
В графе 7 "Особенности действия на организм" специальными символами указаны вещества с остронаправленным механизмом действия, требующие строго контроля за их содержанием в воздухе, канцерогены, аллергены и аэрозоли, преимущественно фиброгенного действия. Были использованы следующие обозначения: О — вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе, К — канцерогены, Ф — аэрозоли преимущественно фиброгенного действия. [2]
Так же на организм работающих в сварочных цехах помимо аэрозолей и газов негативное воздействие оказывают ряд других факторов, которые не возможно устранить при помощи вентиляции, но так же ухудшающих условия труда. Сюда относится: лучистая энергия сварочной дуги, ультрафиолетовая и инфракрасная радиация, их действие приводит в ожогам открытых частей тела и перегреву организма (в особенности в летний период года); шум в сочетании с ультразвуковыми колебаниями вызывает стойкое снижение слуха у работающих. Не считая шумов, создаваемых сваркой, огромным шумом будут сопровождаться заготовительные операции (рихтовка, правка, сборка) и особенно плазменно-дуговая резка. Создают шум и плохо установленные вентиляционные установки (либо смонтированные без виброоснований) [1,8].
Для дальнейшего рассмотрения средств защиты газоэлектросварщика от вредного и опасного воздействия фактором, была рассмотрена защита от воздействия химических веществ. Так как наиболее опасное влияние на весь организм оказывают химические факторы.
Средства защиты
В настоящее время на рынке были предложены следующие средства индивидуальной защиты:
Турбоблок «Муссон» очищает воздух от пыли, сварочных дымов, аэрозолей и подаёт его к лицевой части. Из-за конструкции лицевой части, которая оборудована воздуховодом и лицевым уплотнением, «Муссон» способен обеспечивать комплексную защиту глаз, лица и органов дыхания.
Воздух под маской в 50 раз чище, чем воздух рабочей зоны.
Турбоблок выполнен из ударопрочного, устойчивого к внешним воздействиям корпуса, аккумулятор выдерживает более 1000 перезарядок, все это должно обеспечить долгий срок службы. Турбоблок крепится сзади или сбоку на поясе и не мешает работе. Легкий вес и компактная форма блока обеспечивают его применение даже в стесненных условиях. Две скорости работы микро-вентилятора позволяют выбрать наиболее оптимальный режим подачи воздуха от 140 до 200 л/мин.
Для фильтрации воздуха используется сменный аэрозольный фильтр повышенной емкости типа Р3. Замена фильтра осуществляется не чаще 1-го раза в месяц. [3]

Рисунок 1. Полумаска 3М 9925 с противоаэрозольным фильтром с угольным слоем, обеспечивающим защиту от газов с небольшой концентрацией
Отличительной чертой респиратора 3м 9925 является то, что он имеет внутри слой активированного угля для более эффективной защиты при сварочных работах. Удобная система респиратора гарантирует повышенный комфорт и невысокое сопротивление дыханию при высоких защитных показателях; Низкопрофильная форма респиратора дает возможность использовать его под щитком сварщика. Наружная оболочка благодаря особой пропитке хорошо устойчива к возгоранию. Имеет продолжительный срок службы. Использование респиратора 3м понижает риск возникновения профзаболеваний на 90-95%. Работу в данном респираторе возможно производить при температуре от -30°C до 70°C. Вторая степень защиты (FFP2), позволяет использовать респиратор до 12 ПДК вещества в воздухе рабочей зоны.
Нормативно-техническая документация: ГОСТ 12.4.191-99; EN149-2001 [4].
Так же для удаления вредных веществ из рабочего места сварщика применяется система вентиляции.
Производится установка местной и общеобменной вытяжной вентиляции. Местные отсосы должны устанавливаться к каждому оборудованию и рабочему месту, где есть выделения вредных веществ. Так же необходимо оборудовать вытяжную систему вентиляции фильтрами для очистки воздуха от сварочных аэрозолей. Выброс воздуха производится либо в цех либо в атмосферу, подачу же приточного воздуха осуществлять следующим образом: рассредоточено — при сварке в среде защитных газов; сосредоточено — в верхнюю зону помещения во всех остальных случаях. Если производится работа с газоплазменной обработкой металлов сжиженными газами, то 2/3 объема воздуха удаляется с нижней зоны помещения, 1/3 — с верхней. Воздух из сварочных цехов разрешается выбрасывать в атмосферу при условии, что концентрация загрязнений в атмосфере населенных пунктов не превысит предельно допустимых концентраций, регламентируемых СНиП 2.04-05.91. [5,7]

Рисунок 2. Местная вентиляция

Рисунок 3. Общеобменная вентиляция
Так же возможна установка передвижного механического фильтровентиляционного агрегата.

Рисунок 4. ПМФС-1
Передвижной механический самоочищающийся фильтр является одним из уникальных высокоэффективный фильтров, созданный для использования на мобильных рабочих местах. Разработан для удаления и очистки воздуха, загрязненного разного рода сухой пылью, сварочным аэрозолем.
Благодаря своей конструкции кассеты фильтра очищается автоматически, без остановки процесса фильтрации. Это позволяет повысить срок службы кассеты и снизить сложность технического обслуживания до минимума.
ПМФС-1 рассчитан на работу в следующих условиях:
- температура воздуха от 10 С до 45 С;
- относительная влажность 80% при 25 С;
- окружающая среда и очищаемый воздух не должны быть взрывоопасными [6].
Причин профессиональных заболеваний электрогазосварщиков много. Знание гигиенических особенностей сварочных работ поспособствует успешному созданию благоприятных условий труда, требуемой частоты воздуха на рабочем месте электрогазосварщика путем эффективной разработке систем местной и общеобменной вентиляции и применения СИЗ. Правильно подобранные средства индивидуальной защиты органов дыхания и система вентиляции позволят не только сохранить здоровье работников, создать для них более комфортные условия, но и увеличить производительность труда.
Читайте также: